Область техники, к которой относится изобретение
Изобретение относится в целом к ячеистым структурам, в частности к ячеистым структурам, обладающим неплоскими формами. Более конкретно, настоящее изобретение относится к способу и устройству для образования ячеистой структуры посредством ленты, выполненной с возможностью складывания и соединения так, чтобы ячеистая структура обладала трехмерной (3D) формой.
Уровень техники
Сотовая структура, также упоминаемая в данном документе как «сотовый заполнитель», «материал заполнителя» или просто «заполнитель», обычно содержит множество граничащих прямоугольных или гексагональных ячеек требуемой формы. Сотовые структуры часто применяют в качестве структурной подложки из-за их высокой удельной прочности благодаря низкой плотности сотовой конфигурации.
Сотовые структуры обычно изготавливают из тонкого плоского базового материала, такого как металл или бумага. Плоский базовый материал разрезают на узкие удлиненные полоски или ленты, которые складывают или сгибают в рельефные ленты полугексагональных пиков и впадин. Например, на удлиненной ленте материала можно сделать зарубки с равными интервалами. Для образования правильных гексагонально сформированных ячеек линии надреза должны быть параллельными концам ленты и материал следует сложить вдоль линий надреза до угла, равного около 60°, дважды в одном направлении, затем дважды в противоположном направлении и постоянно чередуя таким образом.
Полученные сложенные ленты затем соединяют вместе, применяя адгезив, технологии точечной сварки, технологии пайки и/или другие способы соединения для образования структуры, имеющей серии гексагонально сформированных ячеек, образуя таким образом плоскую или по существу плоскую сотовую структуру. Хотя ячейки в сотовой структуре являются обычно гексагональными, сотовые структуры можно также образовать из ячеек, имеющих не гексагональные формы.
Полученная сотовая структура, которая состоит из по существу плоской структуры, имеющей ячейки со стенками, ориентированными в направлении, перпендикулярном плоской поверхности структуры, может быть способна испытывать большие нагрузки в направлении, параллельном стенкам сотовых ячеек, в то же время обладая небольшой массой благодаря отсутствию материала внутри ячеек.
Во многих областях применения может возникнуть необходимость образования неплоской сотовой структуры. Для формирования сотовых структур особых, не плоских форм разработаны различные методологии и устройства.
В качестве примера, без ограничения, некоторые современные доступные способы образования изогнутых сотовых структур начинаются с предварительно образованной плоской сотовой структуры, и затем эта плоская структура формуется или отливается в требуемую форму, которая является неплоской.
В одном иллюстративном примере один из способов получения контура, состоящего из коротких угловых сгибов в сотовой структуре, состоит из первоначального этапа изготовления материала плоского сотового заполнителя. Прилагают усилие к ячейкам плоской сотовой структуры для деформации или разрушения сотовых ячеек в той области, в которой желателен сгиб под острым углом. Эта деформация сотовых ячеек приводит к сотовой структуре, обладающей областью сгиба с коротким радиусом и содержащей ячейки с высотой, подобной высоте ячеек в неразрушенной области.
Другие способы профилирования материала заполнителя состоят в пропускании предварительно образованного плоского материала сотового заполнителя через серии валков, которые деформируют гексагональные ячейки и дают возможность стать им согнутыми в различных направлениях. Еще дополнительные способы преобразования материала заполнителя в требуемую форму состоят первоначально из плоского материала заполнителя и дальнейшего продавливания материала заполнителя в пресс-форму, обладающую желаемым контуром.
Все вышеизложенные методологии требуют приложения усилия к плоской сотовой структуре для придания ей желаемой формы, что может привести к нежелательным нагрузкам в сотовой структуре. Далее жертвуют прочностью и жесткостью заполнителя, поскольку стенки сотовых ячеек уже не являются перпендикулярными поверхности заполнителя.
В других способах, как правило, избегают сгибания или складывания полностью собранного материала сотового заполнителя. Вместо этого, эти способы начинаются с формирования плоских прямоугольных лент, имеющих множество участков вдоль длины лент, причем участки разделяются линиями складывания. Ленты складывают по линиям складывания и соединяют вместе с образованием желаемой формы сотового контура без дополнительного приложения усилия к сотовому заполнителю.
Например, в некоторых способах рассматривается формирование сотовой структуры, имеющей гексагонально сформированные ячейки, в которой некоторые стенки ячеек обладают конусовидным V-образным сгибом. Посредством размещения всех согнутых краев на одной стороне сотовой структуры и всех несогнутых краев на противоположной стороне сотовой структуры согнутая сторона получается короче, чем несогнутая сторона. Это способствует варианту получения радиуса кривизны сотовой структуры, что приводит к изогнутому материалу заполнителя.
Другие способы предлагают формирование прямоугольных лент, в которых линии складывания располагаются вдоль длины лент так, чтобы участки между линиями складывания не были правильно сформированы. Линии складывания располагаются на лентах так, чтобы при складывании все края лент образовывали полностью изогнутую структуру. Когда сложенные ленты склеивают вместе, полученный материал заполнителя обладает желаемым контуром. Например, Японская выложенная патентная публикация №58-25531 и патент США №5270095 раскрывают ленты, имеющие несколько линий складывания, перпендикулярных длине ленты, и другие линии складывания, которые являются наклонными по отношению к длине ленты. В плоском или несложенном состоянии края ленты являются прямыми и образуют прямоугольник. В сложенном состоянии наклонные линии складывания образуют сложенную ленту с прямыми краями, которые формируют полностью изогнутую структуру, определяемую углом наклона на линиях складывания. Однако этот способ имеет ограниченное применение, так как его можно применять для изготовления сотового заполнителя, обладающего только простой формой.
Необходим упрощенный способ изготовления контурных сотовых структур, которые не приводят к возникновению нежелательных напряжений или не снижают прочность и жесткость структуры и позволяют формировать рельефную сотовую структуру с большим разнообразием форм и размеров с минимальным количеством этапов образования для обеспечения экономической и временной эффективности изготовления.
Раскрытие сущности изобретения
В одном варианте осуществления изобретения лента, выполненная с возможностью применения для образования сотовой структуры при нахождении ленты в сложенном состоянии, имеет первый край и второй край. По меньшей мере одна часть первого края не параллельна по меньшей мере одной части второго края при нахождении ленты в несложенном состоянии.
В другом варианте осуществления изобретения сотовая структура содержит первую поверхность, вторую поверхность, по меньшей мере одну ленту и множество ячеек. По меньшей мере одна лента содержит первый край и второй край. Первый край образует по меньшей мере часть первой поверхности при нахождении по меньшей мере одной ленты в сложенном состоянии. Второй край образует по меньшей мере часть второй поверхности при нахождении по меньшей мере одной ленты в сложенном состоянии. По меньшей мере одна часть первого края не параллельна по меньшей мере одной части второго края при нахождении по меньшей мере одной ленты в несложенном состоянии. Множество ячеек по меньшей мере частично образуются по меньшей мере одной лентой.
В еще одном варианте осуществления изобретения сотовая структура содержит множество ячеек, первую поверхность и вторую поверхность. Множество ячеек конструируют так, чтобы по меньшей мере два близких параллельных поперечных сечения ячейки во множестве ячеек были различными. Первая поверхность и вторая поверхность образуются множеством ячеек.
В еще одном варианте осуществления изобретения предлагается способ образования ленты для применения в сотовой структуре. Первый край и второй край ленты формируют так, чтобы по меньшей мере одна часть первого края не была параллельна по меньшей мере одной части второго края при нахождении по меньшей мере одной ленты в несложенном состоянии.
В еще одном варианте осуществления изобретения предлагается способ образования сотовой структуры, содержащей множество ячеек. Первый край и второй край по меньшей мере одной ленты формируют так, чтобы по меньшей мере одна часть первого края по меньшей мере одной ленты не была параллельна по меньшей мере одной части второго края по меньшей мере одной ленты при нахождении по меньшей мере одной ленты в несложенном состоянии. Множество ячеек образуются по меньшей мере частично с применением по меньшей мере одной ленты в сложенном состоянии.
Один вариант осуществления настоящего изобретения относится к ленте для образования сотовой структуры при нахождении ленты в сложенном состоянии. Лента включает первый край и второй край. По меньшей мере одна часть первого края ленты не параллельна по меньшей мере одной части второго края при нахождении ленты в несложенном состоянии.
В одном примере сотовая структура также включает первую поверхность и вторую поверхность. По меньшей мере одна часть первой поверхности не параллельна по меньшей мере одной части второй поверхности.
В одной модификации первый край ленты сконструирован так, чтобы получить первый желаемый контур, и второй край ленты сконструирован так, чтобы получить второй желаемый контур при нахождении ленты в сложенном состоянии.
В альтернативной модификации первый край ленты, обладающий первым желаемым контуром, образует по меньшей мере часть первой поверхности сотовой структуры, и второй край ленты, обладающий вторым желаемым контуром, образует по меньшей мере часть второй поверхности сотовой структуры.
В еще одном примере лента также включает множество участков, причем первый край участка по меньшей мере одного участка из множества участков не параллелен второму краю участка по меньшей мере одного из других участков из множества участков при нахождении ленты в несложенном состоянии.
В еще одной модификации лента также включает множество узловых участков и множество неузловых участков. Множество узловых участков и множество неузловых участков сконструированы так, чтобы чередоваться вдоль ленты таким образом, чтобы ни один узловой участок из множества узловых участков не являлся смежным с другим узловым участком из множества узловых участков, и ни один неузловой участок из множества неузловых участков не являлся смежным с другим неузловым участком из множества неузловых участков.
В еще одной альтернативной модификации лента также включает один узловой участок из множества узловых участков, обладающих первым краем участка и вторым краем участка, которые линейны и параллельны при нахождении ленты в несложенном состоянии; и один неузловой участок из множества неузловых участков, обладающих первым краем участка и вторым краем участка, которые изогнуты и не параллельны при нахождении ленты в несложенном состоянии.
В еще одном примере ленту конструируют так, чтобы она была сложенной, и по меньшей мере одну часть множества узловых участков ленты конструируют так, чтобы соединить вместе с образованием множества ячеек в сотовой структуре.
В еще одной модификации лента также включает множество участков, причем по меньшей мере один участок из множества участков включает первый край участка, включающий первый радиус кривизны, и второй край участка, включающий второй радиус кривизны, причем первый радиус кривизны и второй радиус кривизны различны.
В еще одной альтернативной модификации лента также включает множество участков, причем по меньшей мере один участок из множества участков включает по меньшей мере один край участка, обладающий радиусом кривизны, который изменяется вдоль указанного по меньшей мере одного края участка.
В еще одном примере сотовая структура также включает множество ячеек, при этом ленту конструируют так, чтобы она соединялась с другой лентой с образованием по меньшей мере части множества ячеек.
В еще одной модификации лента является одной из множества лент, сконструированной так, что она является сложенной и соединяется вместе с образованием сотовой структуры, обладающей желаемой трехмерной формой.
Другой вариант осуществления настоящего изобретения относится к сотовой структуре, которая включает первую поверхность, вторую поверхность, по меньшей мере одну ленту и множество ячеек, по меньшей мере частично образованных по меньшей мере одной лентой. По меньшей мере одна лента включает первый край, образованный по меньшей мере частью первой поверхности при нахождении по меньшей мере одной ленты в сложенном состоянии; и второй край, образованный по меньшей мере частью второй поверхности при нахождении по меньшей мере одной ленты в сложенном состоянии. По меньшей мере одна часть первого края не параллельна по меньшей мере одной части второго края при нахождении по меньшей мере одной ленты в несложенном состоянии.
В одном примере по меньшей мере одна лента также включает множество участков. Первый край участка по меньшей мере одного участка из множества участков не параллелен второму краю участка по меньшей мере одного из других участков указанного множества при нахождении по меньшей мере одной ленты в несложенном состоянии.
В одной модификации по меньшей мере одна лента также включает множество участков. По меньшей мере один участок из множества участков включает первый край участка, обладающий первым радиусом кривизны, и второй край участка, обладающий вторым радиусом кривизны, причем первый радиус кривизны и второй радиус кривизны различны.
В одной альтернативной модификации по меньшей мере одна лента также включает множество узловых участков и множество неузловых участков. Множество узловых участков и множество неузловых участков конструируют так, чтобы они чередовались вдоль по меньшей мере одной ленты таким образом, чтобы ни один узловой участок из множества узловых участков не являлся смежным с другим узловым участком из множества узловых участков и ни один неузловой участок из множества неузловых участков не являлся смежным с другим неузловым участком из множества неузловых участков.
Еще один вариант осуществления настоящего изобретения относится к сотовой структуре, которая включает множество ячеек, сконструированных так, чтобы по меньшей мере два близких параллельных поперечных сечения ячейки из множества ячеек были различными; первую поверхность, образованную множеством ячеек, и вторую поверхность, образованную множеством ячеек.
В одном примере по меньшей мере два близких параллельных поперечных сечения ячейки обладают различными длинами периметров.
В одной модификации по меньшей мере два близких параллельных поперечных сечения ячейки обладают различными площадями.
В одной альтернативной модификации по меньшей мере два параллельных поперечных сечения ячейки, которые перпендикулярны центральной оси через клетку, обладают различными формами.
Еще один вариант осуществления настоящего изобретения относится к способу образования ленты для применения в сотовой структуре, причем лента имеет первый край и второй край. Способ включает формование первого края ленты и формование второго края ленты. По меньшей мере одна часть первого края ленты не параллельна по меньшей мере одной части второго края ленты при нахождении ленты в несложенном состоянии.
В одном примере способ также включает складывание ленты с изменением несложенного состояния ленты в сложенное состояние. Первый край ленты конструируют так, чтобы он обладал первым желаемым контуром, и второй край ленты конструируют так, чтобы он обладал вторым желаемым контуром при нахождении ленты в сложенном состоянии.
В одной модификации способ также включает расположение ленты для образования сотовой структуры. Первый край ленты обладает первым желаемым контуром и образует часть первой поверхности сотовой структуры. Второй край обладает вторым желаемым контуром и образует часть второй поверхности сотовой структуры.
Еще один вариант настоящего изобретения относится к способу образования сотовой структуры, которая включает множество ячеек. Способ включает формование первого края и второго края по меньшей мере одной ленты так, чтобы по меньшей мере одна часть первого края по меньшей мере одной ленты не была параллельна по меньшей мере одной части второго края по меньшей мере одной ленты при нахождении по меньшей мере одной ленты в несложенном состоянии; и образование, по меньшей мере частично, множества ячеек с использованием указанной по меньшей мере одной ленты в сложенном состоянии.
В одном примере образование, по меньшей мере частично, множества ячеек включает складывание по меньшей мере одной ленты с изменением несложенного состояния по меньшей мере одной ленты в сложенное состояние.
В одной модификации образование, по меньшей мере частично, множества ячеек также включает соединение вместе узловых участков по меньшей мере одной ленты в сложенном состоянии с образованием, по меньшей мере частично, множества ячеек.
В одной альтернативной модификации способ по п. 26 также включает соединение вместе узловых участков по меньшей мере одной ленты с другими узловыми участками по меньшей мере одной из других лент с образованием, по меньшей мере частично, множества ячеек.
Термины «пример», «модификация» и «альтернативная модификация», используемые выше в данном документе, применяются взаимозаменяемо.
Эти и другие особенности и преимущества изобретения в его различных вариантах осуществления, как показано отдельно или в комбинации посредством одного или нескольких различных примеров, станут очевидными после рассмотрения следующего описания, прилагаемых чертежей и прилагаемой формулы изобретения. Чертежи представлены только с целью иллюстрации и не предназначены для ограничения объема настоящего изобретения.
Краткое описание чертежей
Различные варианты осуществления изобретения описываются со ссылкой на прилагаемые чертежи, на которых:
фиг. 1 является блок-схемой производственной среды в соответствии с одним из вариантов осуществления изобретения;
фиг. 2 является видом в перспективе сотового заполнителя, приведенного в качестве примера, в соответствии с одним из вариантов осуществления изобретения;
фиг. 3 является иллюстрацией стадий способа изготовления сотового заполнителя в соответствии с одним из вариантов осуществления изобретения;
фиг. 4 является иллюстрацией стадий первого варианта реализации способа определения формы ячеек в сотовом заполнителе в соответствии с одним из вариантов осуществления изобретения;
фиг. 5 является иллюстрацией формы ячеек в сотовом заполнителе в соответствии с одним из вариантов осуществления изобретения;
фиг. 6 является иллюстрацией стадий первого варианта реализации способа определения формы ленты, применяемой для изготовления сотового заполнителя в соответствии с одним из вариантов осуществления изобретения;
фиг. 7 является иллюстрацией определения формы ленты, применяемой для изготовления сотового заполнителя в соответствии с одним из вариантов осуществления изобретения;
фиг. 8 является иллюстрацией определения формы участков ленты, применяемой для изготовления сотового заполнителя в соответствии с одним из вариантов осуществления изобретения;
фиг. 9 является иллюстрацией геометрии формы плоской ленты, применяемой для изготовления сотового заполнителя в соответствии с одним из вариантов осуществления изобретения;
фиг. 10 является видом в перспективе множества лент, соединенных вместе для изготовления сотового заполнителя в соответствии с одним из вариантов осуществления изобретения;
фиг. 11 является иллюстрацией самолета в соответствии с одним из вариантов осуществления изобретения;
фиг. 12 является видом сверху сотовой структуры в соответствии с одним из вариантов осуществления изобретения;
фиг. 13 является видом сверху части ряда ячеек из множества рядов ячеек в соответствии с одним из вариантов осуществления изобретения;
фиг. 14 является видом сверху части ряда ячеек в соответствии с одним из вариантов осуществления изобретения;
фиг. 15 является видом сверху части ряда ячеек в соответствии с одним из вариантов осуществления изобретения;
фиг. 16 является видом сверху части ряда ячеек в соответствии с одним из вариантов осуществления изобретения;
фиг. 17 является изображением упрощенного представления иллюстративной сотовой структуры, образованной многочисленными лентами, в соответствии с одним из вариантов осуществления изобретения;
фиг. 18 является иллюстрацией упрощенного представления сотовой структуры, образованной единичной лентой, в соответствии с одним из вариантов осуществления изобретения;
фиг. 19A и 19B являются иллюстрацией таблицы возможных форм сотовой структуры в соответствии с одним из вариантов осуществления изобретения;
фиг. 20 является схемой последовательности операций способа образования сотовой структуры в соответствии с одним из вариантов осуществления изобретения;
фиг. 21 является схемой последовательности операций способа образования лент для применения в создании сотовой структуры в соответствии с одним из вариантов осуществления изобретения.
Далее будут сделаны ссылки на эти чертежи, на которых одинаковые элементы имеют одинаковые ссылочные номера.
Осуществление изобретения
В следующем описании рассматриваются улучшенные способы и материалы для изготовления изогнутой сотовой структуры, обладающей желаемой геометрической формой, из множества лент с минимальным количеством этапов образования и минимальными напряжениями, включая способы определения предпочтительных геометрий ленты для изготовления по меньшей мере частично изогнутого сотового заполнителя, обладающего желаемой формой. Специалистам в данной области техники должно быть понятно, что принципы способов и материалов, раскрытых в данном документе, можно использовать для образования большого разнообразия геометрий лент и таким образом структур сотовых заполнителей, обладающих большим разнообразием геометрических форм.
В данном контексте термины «геометрия» или «геометрии» либо «геометрический», когда они относятся к лентам, обозначают форму и размер ленты, размещение в ленте линий складывания и структуру краев ленты (например, прямой край или изогнутый край), а когда они относятся к сотовому заполнителю, обозначают форму и размер заполнителя, форму и размер ячеек внутри заполнителя и форму и размер внутренней и внешней поверхностей заполнителя (например, изогнутая и/или плоская) и направление осей заполнителя.
Приведенные в качестве примера, но не ограничения, принципы, раскрытые в данном документе, можно использовать для образования сотовых заполнителей, обладающих, например, изогнутыми геометрическими формами, включая любую радиальную часть (такую как «полуцилиндрическая» трубка, обладающая полукруглым поперечным сечением) или весь цилиндр, обладающий произвольной кривизной. Как правило, цилиндрические формы обладают центральной осью и внешней и внутренней поверхностями, которые вместе задают толщину. Как толщина, так и оси могут варьироваться от точки к точке на цилиндре. Другими словами, ось цилиндрической формы может обладать кривизной, которая изменяется вдоль ее длины, а также может варьироваться толщина цилиндрической формы.
Форма поперечного сечения цилиндра в плоскости с нормалью, параллельной оси цилиндра, может также варьироваться вдоль длины оси, и может обладать отличающимися эксцентриситетами, радиусами и другими параметрами. Следовательно, в данном контексте термины «цилиндр» или «цилиндрический» не ограничиваются правильным цилиндром, обладающим прямой осью и постоянным кольцевым поперечным сечением, а могут относиться к любой из множества трубчатых геометрий с переменным поперечным сечением, окружающим прямую или изогнутую ось, включая, например, изогнутый обтекатель, форму конуса или другие цилиндрические формы. Термины «цилиндр» или «цилиндрический» и «трубка» или «трубчатый» могут применяться взаимозаменяемо по всему данному описанию изобретения. Следует понимать, что варианты геометрии, состава и конструкции подобных сотовых заполнителей можно адаптировать в зависимости от их предполагаемого применения в соответствии с идеями данного изобретения.
На прилагаемых чертежах и, в частности, на фиг. 1 представлена иллюстрация производственной среды в форме блок-схемы в соответствии с одним из вариантов осуществления изобретения. Производственная среда 100, изображенная на фиг. 1, может быть примером некоторой среды, в которой можно изготовить многослойную структуру 102.
Как изображено выше, многослойная структура 102 может содержать первый слой 104, второй слой 106 и заполнитель 108. Заполнитель 108 может располагаться между первым слоем 104 и вторым слоем 106. В частности, многослойную структуру 102 можно изготовить посредством присоединения первого слоя 104 и второго слоя 106 к заполнителю 108 так, чтобы заполнитель 108 располагался между первым слоем 104 и вторым слоем 106. В одном иллюстративном примере многослойная структура 102 принимает форму многослойной составной структуры 105.
В этих иллюстративных примерах заполнитель 108 можно реализовать посредством сотовой структуры 110. В данном контексте сотовая структура 110 содержит цепочку полых ячеек, имеющих тонкие вертикальные стенки. В одном иллюстративном примере эти вертикальные стенки являются по существу перпендикулярными первому слою 104 и второму слою 106.
Например, сотовая структура 110 может содержать множество ячеек 112. В некоторых случаях ячейки 112 можно формировать во множество рядов 113 ячеек. Каждая из ячеек 112 может быть столбчатой и может иметь, в качестве примера, а не ограничения, одну из следующих форм: гексагональной, прямоугольной, квадратной, октагональной, пентагональной, треугольной, круглой, эллиптической или некоторого другого типа. В некоторых случаях каждая из ячеек 112 может иметь форму, которая является приближением одной из форм, описанных выше.
Ряды 113 ячеек можно расположить так, чтобы смежные ряды были выровнены по существу параллельно друг другу. В зависимости от выполнения ряды 113 ячеек можно расположить в любой ориентации относительно всей формы сотовой структуры 110. Например, ряды 113 ячеек можно ориентировать параллельно, перпендикулярно или под некоторым углом относительно продольной оси сотовой структуры 110.
В этих иллюстративных примерах сотовая структура 110 образуется так, чтобы эта сотовая структура 110 имела желаемую трехмерную (3D) форму 114. В одном иллюстративном примере желаемую трехмерную форму 114 можно выбрать, в качестве примера, а не ограничения, из набора форм 115, сохраненных в базе данных 117. В данном контексте «набор» предметов означает один или более предметов. Таким образом, набор форм может быть одной формой или более.
Форма, выбранная из базы 117 данных, может быть трехмерной формой, образованной формой 120 первой поверхности и формой 122 второй поверхности. Форма 120 первой поверхности может быть, например, формой внешней поверхности, в то время как форма 122 второй поверхности может быть, например, формой внутренней поверхности. В этих иллюстративных примерах по меньшей мере часть формы 120 первой поверхности не параллельна по меньшей мере части формы 122 второй поверхности. В качестве примера, а не ограничения, желаемая трехмерная форма 114 может быть цилиндрической трубчатой формой, формой обтекателя, полусферической формой, формой типа призмы, формой типа подковы, формой типа тора, изогнутой формой, конической формой или некоторым другим типом формы.
Сотовая структура 110 многослойной составной структуры 105 имеет первую поверхность 116 и вторую поверхность 118. Эти две поверхности являются прерывистыми поверхностями. Другими словами, первая поверхность 116 и вторая поверхность 118 могут не быть цельными поверхностями, потому что ячейки 112, которые образуют сотовую структуру 110, являются полыми на обоих концах ячеек 112. Образуется сотовая структура 110, имеющая желаемую трехмерную форму 114, так, чтобы первая поверхность 116 имела форму 120 первой поверхности и вторая поверхность 118 имела форму 122 второй поверхности. Следовательно, по меньшей мере часть первой поверхности 116 сотовой структуры 110 не является параллельной по меньшей мере части второй поверхности 118 сотовой структуры 110.
В этих иллюстративных примерах сотовая структура 110 образуется множеством лент 126. Эти ленты соединяют вместе, применяя один тип или несколько различных видов соединительных технологий. Различные виды соединительных технологий, которые можно применить для соединения лент 126, могут включать, но не ограничиваются ими, сварку, пайку, склейку, отверждение и/или другие технологии.
Ленты 126 можно соединить согласно предварительно определенному порядку так, чтобы каждая из лент 126 имела конкретное положение и ориентацию в сотовой структуре 110. В этих иллюстративных примерах, когда ленты 126 располагаются относительно друг друга и соединяются вместе, ленты 126 создают сотовую структуру 110, обладающую желаемой трехмерной формой 114. В частности, как только ленты 126 соединяют вместе с образованием сотовой структуры 110, эта сотовая структура 110 может обладать любой желаемой трехмерной формой 114, не требуя дополнительных операций образования для достижения желаемой формы.
В этих иллюстративных примерах каждую из лент 126 изготавливают так, что она имеет геометрию на основе предназначенного местоположения для этой ленты внутри сотовой структуры 110.
Например, ленту 128 можно сконструировать так, чтобы она имела предназначенное местоположение внутри сотовой структуры 110. Предназначенное местоположение 129 может включать местоположение ленты 128 относительно других лент в сотовой структуре 110, и/или ориентацию ленты 128.
Местоположение ленты 128 относительно других лент можно определить количеством лент на любой стороне ленты 128 внутри сотовой структуры 110. Например, каждая из лент 126 может иметь заданную позицию в упорядоченной последовательности для лент 126. Местоположение ленты 128 может быть задана позицией ленты 128 внутри этой упорядоченной последовательности.
Ориентацию ленты 128 можно задать с учетом желаемой трехмерной формы 114. В качестве примера, а не ограничения, когда желаемая трехмерная форма 114 является формой цилиндрической трубки, ориентацию ленты 128 можно описать по отношению к продольной центральной оси цилиндрической формы. В этих иллюстративных примерах каждую из лент 126 конструируют так, чтобы они имели одинаковую ориентацию.
Лента 128 находится в сложенном состоянии 152 внутри сотовой структуры 110. Ленту 128 можно сложить вдоль линий 136 складывания, расположенных в основном поперек вдоль ленты 128 для облегчения ее изменения из несложенного состояния 150 ленты 128 в сложенное состояние 152. В некоторых случаях эти линии 136 складывания могут быть воображаемыми линиями складывания или мысленными линиями складывания. В других случаях эти линии 136 складывания могут быть отмечены на ленте 128 с применением, например, чернил, цвета, перфораций и/или некоторого другого типа маркировки.
В несложенном состоянии 150 лента 128 является плоской. Другими словами, ленту 128 выкладывают плоской в несложенном состоянии 150. Ленту 128 изготавливают в несложенном состоянии 150 с предварительно выбранной геометрией на основе предназначенного местоположения 129 ленты 128 внутри сотовой структуры 110 и способом, которым следует сложить ленту 128.
Как изображено выше, лента 128 имеет первый край 138 и второй край 140. Первый край 138 и второй край 140 ленты 128 сформированы так, чтобы по меньшей мере одна часть первого края 138 не была параллельна по меньшей мере одной части второго края 140 при нахождении ленты 128 в несложенном состоянии 150. В частности, первый край 138 можно конструировать так, чтобы он имел первый желаемый контур, и второй край 140 можно конструировать так, чтобы он имел второй желаемый контур при нахождении ленты в сложенном состоянии 152. По меньшей мере один из первого желаемого контура и второго желаемого контура может быть не линейным вдоль всего соответствующего края.
В этих иллюстративных примерах лента 128 содержит множество участков 130. Эти участки 130 могут быть в основном заданы или разделены линиями 136 складывания, расположенными в основном поперек вдоль ленты 128.
Участки 130 ленты 128 имеют первые края 131 участков и вторые края 133 участков. Первые края 131 участков и вторые края 133 участков сформированы так, чтобы лента 128 обладала конкретной геометрией при нахождении ленты 128 в несложенном состоянии 150. Например, край первого участка по меньшей мере одного из участков 130 не параллелен краю второго участка по меньшей мере одного из других участков 130 при нахождении ленты 128 в несложенном состоянии 148.
В качестве одного иллюстративного примера участок 135 имеет первый край 137 участка и второй край 139 участка. По меньшей мере одна часть первого края 137 участка может быть не параллельна по меньшей мере одной части второго края 139 участка. В некоторых случаях по меньшей мере часть первого края 137 участка и/или по меньшей мере часть второго края 139 участка могут быть не параллельны по меньшей мере части другого второго края участка и/или по меньшей мере части другого первого края участка соответственно другого участка ленты.
Кроме того, по меньшей мере один участок из участков 130 ленты 128 может иметь первый край участка с первым радиусом кривизны и второй край участка со вторым радиусом кривизны, в котором первый радиус кривизны и второй радиус кривизны являются одинаковыми или различными. В некоторых иллюстративных примерах по меньшей мере один из участков 130 ленты 128 может иметь по меньшей мере один край участка, который обладает радиусом кривизны, изменяющимся по длине края участка.
В некоторых иллюстративных примерах участки 130 ленты 128 включают множество узловых участков 132 и множество неузловых участков 134. В этих примерах узловые участки 132 и неузловые участки 134 могут чередоваться так, чтобы в ленте 128 никакие два участка одного вида не были смежными друг с другом.
В данном контексте «узловой участок» ленты, такой как один из узловых участков 132, представляет собой участок ленты, сконструированный так, чтобы он соединялся с соответствующим узловым участком другой ленты. Другими словами, узловой участок ленты конструируют так, чтобы другая лента могла входить в контакт со стороной узлового участка и присоединяться к ленте с этой стороны узлового участка.
В данном контексте «неузловой участок» ленты, такой как один из неузловых участков 134, может быть участком ленты, сконструированным так, чтобы этот участок не входил в контакт ни с каким участком другой ленты. Другими словами, неузловой участок ленты конструируют так, чтобы обе стороны неузлового участка не подвергались воздействию, когда к этой ленте присоединяют другую ленту.
В одном иллюстративном примере первый край и второй край узловых участков 132 могут быть по меньшей мере частично линейными при нахождении ленты 128 в несложенном состоянии 150. Далее первый край участка и второй край участка неузловых участков 134 являются по меньшей мере частично изогнутыми и не параллельными друг другу при нахождении ленты 128 в несложенном состоянии 150.
Например, узловой участок в узловых участках 132 может иметь первый край участка и второй край участка, которые являются линейными и параллельными при нахождении ленты 128 в несложенном состоянии 150. Далее неузловой участок в неузловых участках 134 может иметь первый край участка и второй край участка, которые являются изогнутыми и не параллельными при нахождении ленты 128 в несложенном состоянии 150.
В этом примере узловой участок может быть прямоугольным, в то время как неузловой участок может иметь форму трапеции. В частности, неузловой участок может быть изогнутой трапециевидной формы.
В этом иллюстративном примере, когда ленту 128 складывают в сложенное состояние 152, по меньшей мере части первых краев узловых участков 132 могут быть по существу параллельными друг другу и по меньшей мере части первых краев неузловых участков 134 могут находиться под углом или быть изогнутыми относительно первых краев узловых участков 132.
Далее, при нахождении ленты 128 в сложенном состоянии 152 первый край 138 и второй край 140 ленты 128 могут соответственно по существу соответствовать части формы 120 первой поверхности и формы 122 второй поверхности в соответствии с предназначенным местоположением 129 ленты 128 внутри сотовой структуры 110. В частности, первый край 138 может по существу соответствовать кривой или другому геометрическому элементу вдоль формы 120 первой поверхности и второй край 140 может по существу соответствовать кривой или другому геометрическому элементу вдоль формы 122 второй поверхности.
Кривая вдоль формы 120 первой поверхности может обладать одним радиусом или несколькими различными радиусами кривизны вдоль длины кривой. Подобным образом, кривая вдоль формы 122 второй поверхности может обладать одним радиусом или несколькими различными радиусами кривизны вдоль длины кривой. Другими словами, первый край 138 и/или второй край 140 ленты 128 может обладать одним радиусом или несколькими различными радиусами кривизны вдоль длин этих краев. Различные радиусы кривизны могут быть в интервале от нуля до бесконечности. Когда радиус кривизны для части одного из первого края 138 и второго края 140 равняется бесконечности, часть может быть прямой или линейной.
Таким образом, ленты 126, применяемые для создания сотовой структуры 110, можно выполнить множеством разнообразных способов. В одном иллюстративном примере каждую из лент 126 можно выполнить, в некотором смысле, подобным ленте 128, описанной выше, так, чтобы все ленты 126 обладали одинаковой геометрией в несложенном состоянии 150. Ленты 126 одинаковой геометрии открывают возможность изготовления лент 126 более быстрым и легким способом, чем в случае, когда ленты 126 имеют различную геометрию. Далее комплект лент 126 для образования сотовой структуры 110 можно выполнить быстрее и легче, когда все ленты 126 обладают одинаковой геометрией.
Однако в некоторых иллюстративных примерах часть лент 126 может обладать такой же геометрией, что и лента 128, описанная выше, в то время как другая часть лент 126 может обладать различными геометриями. В других иллюстративных примерах можно изготовить каждую из лент 126, имеющую отличную геометрию.
Ленту 128, описанную выше, при ее нахождении в сложенном состоянии 152, можно соединить по меньшей мере с одной из других лент в соответствующем сложенном состоянии с образованием по меньшей мере части ячеек 112, которые составляют сотовую структуру 110. Например, при нахождении ленты 128 в сложенном состоянии 152, одну сторону ленты 128 можно соединить с другой лентой из лент 126 в соответствующем сложенном состоянии с образованием одного ряда 113 ячеек. Не узловые участки этих лент могут формировать стенки ячеек в ряду ячеек.
В этих иллюстративных примерах ячейки 112 можно конструировать так, чтобы по меньшей мере два замкнутых параллельных поперечных сечения по меньшей мере одной из ячеек 112 были различными. В данном контексте «замкнутое поперечное сечение» ячейки представляет собой поперечное сечение через клетку, которое имеет замкнутую границу, образованную стенками ячейки. В одном иллюстративном примере замкнутые параллельные поперечные сечения ячейки могут быть поперечными сечениями, которые являются перпендикулярными центральной оси через ячейку. Эти замкнутые параллельные поперечные сечения могут отличаться друг от друга, имея различные размеры, различные формы и/или другие различия.
Например, в некоторых случаях по меньшей мере два замкнутых параллельных поперечных сечения ячейки могут иметь различные длины периметров. «Длина периметра» поперечного сечения, в данном контексте, представляет собой длину границы этого поперечного сечения. Далее, в других случаях по меньшей мере два замкнутых параллельных поперечных сечения ячейки могут иметь различные площади. В данном контексте «площадь» поперечного сечения представляет собой площадь поперечного сечения внутри границы. В некоторых иллюстративных примерах по меньшей мере два параллельных поперечных сечения ячейки, перпендикулярные центральной оси клетки, могут иметь различные формы.
Конечно, в других иллюстративных примерах лента 128, описанная выше, может представлять собой только ленту, применяемую для образования сотовой структуры 110. Например, лента 128 может образовать всю сотовую структуру 110 при нахождении ленты 128 в сложенном состоянии 152. Ленту 128 можно сложить вдоль одного направления, обернуть вокруг и затем сложить вдоль противоположного направления любое количество раз с образованием сотовой структуры 110. Так как лента 128 является сложенной и завернутой, узловые участки 132 ленты 128 можно соединить вместе так, чтобы создавались ячейки 112 сотовой структуры 110.
Изготовление одиночной ленты с необходимой геометрией для образования сотовой структуры 110 может занять меньше времени и/или может быть легче, чем изготовление составных лент, которые необходимо разрезать и соединять вместе. Например, применение составных лент может потребовать дополнительные усилия и время для сохранения контуров лент, особенно лент с различными геометриями, в ходе складывания и соединения различных лент с образованием сотовой структуры 110.
В этих иллюстративных примерах различные ленты 126, применяемые для образования сотовой структуры 110, могут состоять из любого количества различных материалов. В некоторых случаях ленты 126 могут полностью состоять из одинакового типа материала или комбинации материалов. В других случаях различные ленты могут состоять из различных типов материалов и/или комбинаций материалов. Ленты 126 могут состоять, в качестве примера, а не ограничения, из металла, сплава металлов, керамического материала, пластичного материала, композитного материала, усиленного углеродными волокнами пластичного материала, усиленного неметаллическими волокнами пластичного материала, алюминия, титана и/или других материалов. В некоторых случаях одна или более лент 126 могут состоять из слоев одинаковых и/или различных материалов.
Иллюстрация производственной среды 100 на фиг. 1 не подразумевает никаких физических или конструктивных ограничений на способ, которым можно осуществить иллюстративный вариант выполнения. Можно применить другие компоненты в дополнение к проиллюстрированным или вместо них. Некоторые компоненты могут быть необязательными. Также представлены блоки для иллюстрации некоторых функциональных компонентов. Один или более из этих блоков можно комбинировать, разделять или комбинировать и разделять на различные блоки при осуществлении в иллюстративном варианте выполнения.
На фиг. 2-10 представлены иллюстрации, изображающие способ, в котором можно осуществить сотовую структуру 110 по фиг. 1. На фиг. 2-10 изображен пример сотовой структуры, образованной гексагонально сформованными ячейками.
На фиг. 2 представлена иллюстрация заполнителя в соответствии с одним из вариантов осуществления изобретения. На фиг. 2 заполнитель 200 может представлять собой пример реализации заполнителя 108 по фиг. 1. В этих иллюстративных примерах сотовым заполнителем может быть заполнитель 200. Другими словами, заполнитель 200 можно реализовать, применяя сотовую структуру, такую как сотовая структура 110 на фиг. 1.
Для простоты описания заполнитель 200 показан в форме правильного цилиндра, обладающего прямой осью 204 и толщиной 212. Заполнитель 200 содержит серии сложенных лент 205, соединенных бок-о-бок. Ленты 205 сформированы точно так, чтобы при складывании и соединении вместе они образовывали желаемую изогнутую сотовую геометрию, включая серии граничащих гексагонально сформированных ячеек 202, вытянутых от внешней поверхности заполнителя к внутренней поверхности заполнителя и обладающих толщиной 212. С помощью достаточного количества лент 205, соединенных таким образом, можно образовать любую часть цилиндрической геометрии, обладающую желаемой кривизной.
Каждая из граничащих ячеек 202 содержит множество стенок, включая узловые стенки и неузловые стенки, верхние и нижние гексагонально сформированные стороны, соответствующие внешней и внутренней поверхностям заполнителя 200 соответственно. Узловые стенки 214 являются стенками, которые предоставляют поверхности для соединения двух смежных лент 205, как показано на фиг.10. Не узловыми стенками 216 являются все другие стенки, которые содержат ячейки 202. Как описано ниже, узловые стенки 214 сходятся по направлению внутрь от верхней стороны к нижней стороне так, чтобы верхняя сторона имела площадь больше, чем нижняя сторона, и каждая из ячеек 202 имела сходящуюся клиновидную форму. В отличие от способов получения изогнутого сотового заполнителя из плоского сотового заполнителя, которые могут требовать больших усилий, которые должны быть приложены к плоскому сотовому заполнителю, способы и материалы в данном документе предоставляют возможность изготовить сотовый заполнитель, обладающий желаемой кривизной, без приложения больших усилий и с минимальным формованием.
На фиг. 9 в большем масштабе представлена геометрия ленты конкретного варианта, который можно применить для образования сотового заполнителя в виде правильного цилиндра, показанного на фиг. 1. Лента 900 находится в несложенном или плоском состоянии. Так как цилиндр является правильным, геометрия ленты 900 также является правильной - она содержит повторяющиеся серии прямоугольных участков 804 с последующими трапециевидными участками 802. Однако следует понимать, что для менее правильных геометрий заполнителя, нет необходимости, чтобы геометрия ленты была правильной. Таким образом, для неправильно формованного сотового заполнителя ленты могут содержать серии участков, обладающих формами, которые отличаются друг от друга. Термин «участки», в данном контексте, относится к дискретным формам, таким как прямоугольник 804 и трапеция 802, которые содержат ленты. На прямоугольных участках 804 верхние и нижние края являются прямыми и перпендикулярными линиям складывания, которые образуют боковые края участков. На трапециевидных участках 802 верхние и нижние края являются изогнутыми, чтобы соответствовать или подходить кривизне внешней и внутренней поверхностей образованного сотового заполнителя.
Как описано выше, эти формы участков могут варьироваться в зависимости от желаемой геометрии сотового заполнителя. Следует понимать, что геометрия ленты ограничена формой этих участков. Например, геометрия ленты 900 на фиг. 9 задается тем фактом, что прямоугольный участок, обладающий заданной формой, присоединяется к трапециевидному участку, обладающему заданной формой, и т.д. Последовательность этой частной комбинации форм участков является такой, что края ленты в целом «изгибаются» вдоль длины ленты при нахождении ленты в плоском или несложенном состоянии. Однако нет необходимости обнаруживать эту изогнутость во всех геометриях лент, которые можно применить в соответствии с принципами этого изобретения. Однако при складывании края сложенной ленты являются прямыми.
Кроме задания геометрии сотового заполнителя 200 геометрия ленты 900 также задается формой ячеек 202. На фиг. 2 эти ячейки являются удлиненными клиновидными гексагональными ячейками. В предпочтительной модификации задают форму этих ячеек и затем на основе этой формы ячеек определяют геометрию лент. Это описано более подробно ниже согласно фиг. 4 и 5 и фиг. 6-9. На фиг. 9 раскрывается один предпочтительный способ определения геометрии ленты.
Общий признак для лент, обладающих различными геометриями, которые образованы в соответствии с принципами настоящего изобретения, состоит в том, что края каждого из участков лент спроектированы так, чтобы они точно или очень близко подходили к форме части сотового заполнителя, который их образует. Для иллюстративной ленты 900, изображенной на фиг. 9, край 818 изогнут. Когда эту ленту 900 складывают, как показано на фиг. 8, где изображен крупный план части сложенной ленты, вписанной в правильный цилиндр, край 818 соответствует кривизне части внешней поверхности сотового заполнителя, который его образует. Эта кривизна представлена эллипсом 824. Как видно, край 818 соответствует кривизне этого эллипса 824, который указывает на кривизну цилиндрической поверхности в направлении края 818. Также видно, что край 816, который является не изогнутым, а прямым, соответствует форме части внешней поверхности сотового заполнителя, который его образует. Так как край 816 параллелен оси цилиндра и так как цилиндрическая поверхность является просто прямой линией в этом направлении, край 816, который «соответствует» этой прямой линии, не является изогнутым. Подробное описание терминологии для определения геометрий лент, краев и участков раскрывается ниже.
Формы различных объектов, обсуждаемых в данном документе, можно определить, пользуясь основами геометрии. Некоторые геометрические определения можно получить, применяя основные математические положения. Однако, несмотря на то, что для сложных форм можно применять основные математические принципы, считается более практичным определять формы подобных объектов с применением численных способов. Так как один из наиболее мощных инструментов для применения численных способов определения сложных геометрических форм представляет собой программное обеспечение 3D CAD, в некоторой части описания, представленного в данном документе, будет ссылка на операции, проводимые на подобном программном обеспечении. Фактически любой комплект программного обеспечения 3D CAD, способный осуществить подобные операции или эквиваленты, был бы подходящим для представления геометрических определений, описанных в данном документе. Одним из подобных комплектов программного обеспечения является CATIA от Dassault Systèmes, Vélizy-Villacoublay, France.
Теперь, иллюстрации процедуры для изготовления сотового заполнителя с желаемой изогнутой геометрией описаны в соответствии с иллюстративным вариантом выполнения со ссылкой на фиг. 3-10. Способ, описанный на фиг. 3-10, может быть иллюстративным примером одного из методов, с помощью которого заполнитель, такой как сотовый заполнитель 200 на фиг. 2, может быть образован с желаемой изогнутой геометрией.
На фиг. 3 представлена схема последовательности шагов основного процесса образования сотового заполнителя в соответствии с одним из вариантов осуществления изобретения. В этом процессе указываются различные геометрические формы, которые можно представить математически или посредством компьютерной модели.
На шаге 300 выбирают формы внешней и внутренней поверхностей сотового заполнителя, который необходимо создать. Эти поверхности представляют внешнюю и внутреннюю стенки готового изделия, которое будет изготовлено с применением методологий данного изобретения. Следовательно, желаемую трубчатую форму обеспечивают в форме математических параметризаций или компьютерных моделей 3D CAD для внутренней и внешней поверхности желаемой трубчатой формы. Следует понимать, что эта трубчатая форма может быть любой из широкого разнообразия изогнутых цилиндрических геометрий.
Следует также иметь в виду, что эти внутреннюю и внешнюю поверхности можно понимать по-разному. В частности, внутренние поверхности и внешние поверхности могут представлять приближения действительной геометрии сотового заполнителя. Далее, внутренние поверхности и внешние поверхности могут представлять «предназначенную» общую форму сотового заполнителя. Однако нет необходимости, чтобы эти поверхности могли представлять геометрию действительного конечного изделия сотового заполнителя.
Например, фиг. 7 изображает внутреннюю поверхность 705 и внешнюю поверхность 703, которые являются цилиндрическими по форме. Однако можно видеть, например, на фиг.2, что действительная форма сотового заполнителя представляет собой сложную структуру, состоящую из множества гексагональных ячеек, которые вместе образуют цилиндрическую форму. Таким образом, внутренняя и внешняя поверхности представляют собой просто аналитические инструменты, применяемые для разработки сотового заполнителя, обладающего желаемой общей формой.
На шаге 302 выбирают ориентацию ленты. Ориентация является направлением вдоль сотового заполнителя, в котором ляжет лента. Ориентация ленты связана с формой ячеек сотового заполнителя, также как и геометрии самих лент. В предпочтительной модификации ориентацию ленты следует выбирать так, чтобы можно было получить сотовый заполнитель, применяя наименьшее количество различных геометрий лент. Желательно применять настолько мало геометрий лент, насколько возможно для обеспечения эффективности стоимости и времени изготовления. Это можно сделать посредством определения направления, в котором цилиндр имеет симметрию, и затем выбирать ориентацию ленты так, чтобы она была выровнена в соответствии с этой симметрией. Если это выполнено оптимально, для формирования всего цилиндрического заполнителя можно применить ленты идентичной геометрии. Ниже это будет описано более подробно согласно фиг. 4-9.
На шаге 304 определяют форму, размер и местоположение рисунка ячеек, которые образуют сотовый заполнитель. Каждая клетка имеет внутреннюю и внешнюю стороны, которые пролегают соответственно на внутренней и внешней поверхностях цилиндрического заполнителя. Форма ячеек может быть предварительно известна или предварительно определена. В альтернативной модификации форму ячеек можно определить, применяя процедуры, описанные ниже со ссылкой на фиг. 4 и 5. Геометрия лент, которую необходимо определить, основана на определенной форме ячеек.
В основном ячейки 202 выгодно формовать и располагать так, чтобы они образовывали смещенные серии взаимосвязанных ячеек 202, как показано, например, на фиг. 2. Это обычно делается посредством выбора гексагонально сформованных ячеек, но известно широкое разнообразие типов взаимосвязанных ячеек и их можно использовать в связи с идеями данного изобретения. Можно применять любую полигональную форму, включая формы, имеющие изогнутые края. В предпочтительной модификации ячейки формируют так, чтобы узловые стенки были в основном параллельны ориентации ленты, чтобы облегчить соединение между смежными лентами. Один пример не гексагональной формы можно найти в документе со стандартами на продукт с кодовым номером AMS4177 от SAE International of Warrendale, PA, USA. Форма ячеек, описанная в этом документе, имеет неправильную форму, которую можно описать как «сомбреро», имеющую широкую изогнутую в форме чаши нижнюю часть и узкую треугольную верхнюю часть. Эти формы образуют схему укладки ячеек «в перевязку», в которой пространство между двумя частями в форме чаши смежных ячеек идентично форме узкой треугольной верхней части другой ячейки в смещенном положении и аналогично пространство между двумя узкими треугольными верхними частями в смежных ячейках идентично по форме нижней части в форме чаши другой ячейки в смещенном положении.
На шаге 306 определяют геометрию лент, которые содержат цилиндрический сотовый заполнитель, на основе рисунка ячеек, определенного на шаге 304. Методология определения геометрии этих лент описана более подробно ниже со ссылкой на фиг. 6-9.
Полагают, что оба шага 304 and 306, на которых определяют геометрические формы физических объектов, можно осуществить, применяя математические принципы, компьютерные способы или некоторую комбинацию обоих.
На шаге 308 разрезают плоские ленты желаемого материала до геометрии, установленной на шаге 306.
На шаге 310 разрезанные ленты располагают в линию сторона к стороне и смежные ленты соединяют вместе в области узловых стенок. Ленты можно предварительно сложить до соединения вместе. В альтернативной модификации ленты можно предварительно подвергнуть напряжению вдоль линий складывания, соединить вместе в плоском состоянии до складывания и далее растянуть до желаемой формы. В данном контексте «предварительно подвергнуть напряжению» означает, что в лентах делают надрезы или предварительно сгибают так, чтобы при наложении соответствующего усилия ленты сгибались по линиям складывания. На основании геометрии лент образуется желаемая геометрия заполнителя. В альтернативной модификации нет необходимости предварительно подвергать ленты напряжению. Вместо этого при соединении вместе двух лент части лент, которые соединяются вместе (т.е. узловые стенки) становятся прочнее и/или более жесткими, чем другие части лент. При растяжении соединенного комплекта лент не соединенные части сгибаются, в то время как соединенные части остаются по существу твердыми. Растянутый комплект лент будет, таким образом, образовывать желаемую форму ячеек. Способ выравнивания в линию и соединения лент объясняется ниже более подробно со ссылкой на фиг. 10.
На фиг. 4 и 5, представлен иллюстративный способ определения формы рисунка ячеек, которые содержат сотовый заполнитель. Следует понимать, что в этих способах указываются геометрические формы, которые можно представить в виде математических параметров или модели 3D CAD, и это определение форм, раскрытых в данном документе, можно сделать с применением основных математических положений, или численных способов, или программного обеспечения CAD.
Фиг. 4 является иллюстрацией шагов для определения формы ячеек, в то время как на фиг.5 представлен пример геометрии цилиндрического заполнителя, который иллюстрирует пример осуществления этих шагов. В этом примере представлена желаемая геометрия 500 цилиндрического заполнителя как полого цилиндра с внутренней поверхностью 502 и внешней поверхностью 504 и без гексагональных ячеек, изображенных на фиг. 2. Эта геометрия заполнителя представляет желаемую общую геометрию, которую сотовый заполнитель будет в конечном счете иметь, как только все ленты изготовлены и соединены вместе.
На шаге 400 выбирают желаемую геометрию сотовой структуры для ее изготовления, и геометрия предоставляется в форме внешней поверхности и внутренней поверхности желаемой формы. Эту геометрию можно представить с помощью модели CAD или математического описания геометрии. Полая цилиндрическая геометрия 500, изображенная на фиг. 5, представляет собой пример одной конкретной желаемой формы. Желаемая геометрия может включать любую из широкого разнообразия полых трубчатых форм с вариацией кривизны, толщины или поперечного сечения, как описано выше.
Геометрия 500 заполнителя, изображенная на фиг. 5, имеет внутреннюю поверхность 502 и внешнюю поверхность 504. Внутренняя поверхность 502 и внешняя поверхность 504 обе являются цилиндрическими, но обладают различными радиусами. Внутреннюю поверхность 502 заглубляют внутри внешней поверхности 504 с образованием полой цилиндрической трубки с толщиной, определяемой различием между двумя радиусами. Ленты (не изображены на этом чертеже), применяемые для изготовления этой формы, будут иметь высоту, приблизительно равную этой толщине. Эта примерная форма является простым полым правильным цилиндром с прямой осью и постоянным поперечным сечением.
Форму каждой из ячеек определяют посредством выбора «формы» для ячеек в форме желаемого двухмерного поперечного сечения (например, шестиугольника) и получения проекции выбранного двухмерного поперечного сечения на внутреннюю и внешнюю поверхности цилиндра. Как описано выше, ячейки обычно образуются в форме шестиугольника, но можно также выбрать многие другие формы.
На шаге 402 выбирают желаемое поперечное сечение и расстояние от поперечного сечения до оси цилиндра. Это желаемое двухмерное поперечное сечение ориентируют так, чтобы поперечное сечение было перпендикулярным радиусу цилиндра в центре поперечного сечения.
Если на оси 510 цилиндра 500 нет изгиба, тогда выгодно, чтобы по меньшей мере два края в желательном двухмерном поперечном сечении были приблизительно параллельны друг другу, так как это обеспечивает совместное приклеивание поверхностей двух смежных лент. Эти два края соответствуют узловым стенкам в клетках. Подобным образом, если ось 510 цилиндра 500 имеет изгиб, выгодно, чтобы два края в желаемом двухмерном поперечном сечении были параллельны радиусу кривизны оси, так как это облегчает связь между смежными лентами, ориентированными параллельно радиусу кривизны оси цилиндра. Еще раз, эти два края соответствуют узловым стенкам в ячейках. Ориентация этих двух краев соответствует «ориентации ленты», которая является направлением вдоль поверхности заполнителя, на которой будет лежать лента. Эти два края следует ориентировочно выровнять с ориентацией ленты так, чтобы эти края в смежных лентах были бы параллельны друг другу.
На примере, показанном на фиг. 5, в качестве желаемого двухмерного поперечного сечения 506 выбирают правильный шестиугольник 506, и центр 508 правильного шестиугольника 506 представляет собой желаемое расстояние X от оси 510 цилиндра 500.
На шаге 404 двухмерное поперечное сечение проецируют на внешнюю и внутреннюю поверхности цилиндра с образованием соответственно внешней и внутренней сторон ячейки. Проекцию можно выполнить посредством вычерчивания линий от вершин поперечного сечения до оси цилиндра. В предпочтительных модификациях линии чертят вниз до двух точек на оси. Чтобы сделать это, вершины поперечного сечения делят на две группы, разделенные линией, перпендикулярной оси 510, и проходящей через центр 508 поперечного сечения 506. Эти две группы находятся на противоположных сторонах от центра 508 поперечного сечения. Линии от каждой вершины в каждой группе чертят до той же точки на оси, как показано на фиг. 5. Предпочтительно одна из этих линий перпендикулярна оси, в то время как другие линии не обязательно перпендикулярны. Перпендикулярные линии чертят от вершин, лежащих на плоскости, параллельной ориентации ленты, и делящих пополам поперечное сечение.
На фиг. 5 линии 514 начерчены от вершин 516 поперечного сечения до оси 510 цилиндра 500. Это приводит к клину 518, пролегающему от поперечного сечения 506 до оси 510 цилиндра 500 и создает внутреннюю проекцию 522 и внешнюю проекцию 520 соответственно на внутренней поверхности 502 и внешней поверхности 504.
На шаге 406 вершины внешней и внутренней сторон соединяются краями с образованием ячейки. Результатом является форма ячейки и местоположение ячейки для одной ячейки сотовой структуры, обладающей толщиной, ограниченной высотой стенок ячеек. На фиг. 5 можно видеть ячейку 512.
На шаге 408 формы и местоположения ячеек определяют при желании для достаточного количества ячеек во всей цилиндрической сотовой структуре. Если цилиндр является достаточно правильным по форме (например, обладает постоянным поперечным сечением, постоянной кривизной оси или нулевой кривизной оси) определенную форму ячеек можно повторить по всей части всего цилиндра или по всему цилиндру. В этой ситуации форму ячеек необходимо определить только единожды или ограниченное количество раз. Если цилиндр не является достаточно правильным, формы ячеек можно определять при необходимости для каждой точки на цилиндре.
Например, в случае правильного цилиндра, обладающего прямой осью и постоянным круглым поперечным сечением, форма ячеек будет одинаковой в любой точке на цилиндре, так как геометрия цилиндра является совершено однородной.
С другой стороны, в случае конического цилиндра (т.е. усеченного конуса или цилиндра в форме конуса) форма ячеек может варьироваться от одного конца конического цилиндра до другого. Однако если конический цилиндр имеет радиальную симметрию (например, он имеет круглое поперечное сечение с уменьшающимся радиусом от одного конца цилиндра к другому), тогда рисунок ячеек может повторяться вокруг оси симметрии (т.е. идентичные рисунки ячеек существуют для рисунков ячеек, пролегающих в направлении длины конического цилиндра). Любой из этих типов симметрии полезен в определении, до какой степени геометрии лент идентичны по всему цилиндру (и, следовательно, для выбора желаемой ориентации ленты). Последовательности форм ячеек, которые являются идентичными друг другу (даже хотя все ячейки внутри каждой последовательности могут не иметь одинаковой формы) позволяют создать идентично сформированные ленты, сформированные, чтобы соответствовать идентичным последовательностям форм ячеек. Ориентацию ленты предпочтительно выбирают так, чтобы ленты находились в таком же направлении, что и идентичные последовательности форм ячеек.
Если ось цилиндра является изогнутой, тогда формы ячеек варьируются в направлении, перемещающегося вокруг оси цилиндра. Если ось цилиндра имеет постоянную кривизну, тогда существует форма симметрии (вращающаяся вокруг оси кривизны), и существуют рисунки ячеек в направлении этой симметрии, которые являются идентичными (например, для тора или части тора идентичные рисунки ячеек существуют в направлении, которое является параллельным поперечному сечению цилиндра). Можно определить дополнительные подобные симметрии, и они являются релевантными для определения соответствующей геометрии ленты, которая обсуждается более подробно ниже.
Фиг. 6-9 изображают способ определения геометрии лент, содержащих сотовый заполнитель. Этот способ начинается с шага 600 предоставлением презентации в математических терминах или в форме компьютерной модели цилиндра сотового заполнителя, обладающего определенным рисунком форм ячеек. Это представление можно или задать или определить, применяя описание, предоставленное выше. Общую геометрию сотового заполнителя, а также геометрию ячеек анализируют для определения геометрии лент для формирования сотового заполнителя. Иллюстративная геометрия, представленная на фиг. 4B-4D, представляет собой правильный цилиндр (прямая ось, постоянное круглое поперечное сечение) с приблизительно идентичными гексагональными ячейками, но принципы, обсужденные в данном документе, можно применить к широкому разнообразию цилиндрических геометрий.
Представление компьютерной модели или математическое представление ячеек в цилиндре анализируют и «разделяют» с образованием по меньшей мере одной линейной последовательности полуячеек. Термин «разделяют» относится к математической или компьютерной операции, в которой заданную геометрию «разрезают» поверхностью, такой как плоскость, для определения формы части этой заданной геометрии. Направление деления приблизительно следует направлению ориентации ленты. В частности, представление ячеек в цилиндре разделяется поверхностью, которая пролегает смежно с узловыми стенками смежных ячеек в направлении ориентации ленты. Эта поверхность формируется так, чтобы следовать ориентации ленты и быть смежной с узловыми стенками ячеек. Далее каждая поверхность в альтернативной модификации делится пополам и затем пролегает смежно с ячейками в сотовом заполнителе. Для получения линейной последовательности полуячеек на шаге 602 представляют по меньшей мере две подобные поверхности - эти две поверхности «окружают» последовательность полуячеек, имеющих чередующуюся ориентацию. Эти делящие поверхности также упоминаются в данном документе как «делящие стенки».
На фиг. 7 показаны две подобные делящие стенки 701, 702. Для ясности на фиг. 7 изображена только малая часть ячеек в цилиндре 700. Эти стенки пролегают вдоль цилиндра в направлении, параллельном оси 710 цилиндра 700 и имеют высоту 706, параллельную радиусу 708 цилиндра 500. Отметим, что в этом примере ориентация ленты находится в направлении, параллельном оси 710 цилиндра, и, следовательно, поверхности 701, 702 пролегают в этом направлении.
На шаге 604 определяют линейную последовательность полуячеек. Эта последовательность является результатом проведения операции расслаивания (с помощью, например, программного обеспечения CAD) на модели заполнителя с двумя смежнми разделенными поверхностями.
На фиг. 7 показана линейная последовательность полуячеек 720 между двумя м смежными разделенными стенками 701 и 702. Эта линейная последовательность полуячеек 720 содержит серии полуячеек в чередующейся ориентации. Каждая из полуячеек имеет стенки ячеек.
На шаге 606 определяют форму каждой стенки в линейной последовательности полуячеек. На фиг. 7 линейная последовательность полуячеек 720 обладает стенками, состоящими из чередующейся последовательности неузловых стенок 712 с последующими узловыми стенками 714. Следует определять форму всех стенок ячеек внутри линейной последовательности полуячеек. Форма линейной последовательности полуячеек эквивалентна форме ленты, расположенной в местоположении ленты, соответствующем пространству между двумя смежными разделенными стенками 701 и 702, и сложенными с образованием линейной последовательности полуячеек. Определение этой формы ленты можно осуществить с применением программного обеспечения CAD или для простых геометрий посредством применения математических положений. Если геометрия ленты является достаточно правильной (т.е. если лента содержит идентичные полуячейки), тогда следует вычислить только небольшую часть геометрии всей ленты - эту часть можно повторить для всей длины ленты.
На шаге 608 определяют геометрию плоской ленты на основе форм стенок из шага 606. Это описано более подробно со ссылкой на фиг. 9.
На шаге 610 шаги от 602 до 608 повторяют при необходимости для каждого типа ленты, требуемого для формирования желаемой цилиндрической геометрии. На фиг. 7, которая изображает правильный цилиндр, существует только один тип геометрии ленты. Следовательно, геометрию ленты, уже определенную, можно применить по всему цилиндру, и нет необходимости повторять шаги от 602 до 606.
На фиг. 8 изображен крупный план части отображения одной полной полуячейки 720 (на правой стороне чертежа) и части другой полуячейки (на левой стороне чертежа) для сотовой структуры, имеющей правильную цилиндрическую геометрию (постоянное круглое поперечное сечение, не изогнутая ось). Каждая полуячейка 720, изображенная на этом чертеже, имеет две неузловые стенки 802 и одну узловую стенку 804. Показаны вершины 806, 807, 808, 809 и края 816, 817, 818, 819 каждой из стенок 802, 804.
Узловая стенка 804 имеет верхний край 816, нижний край 817 и два боковых края 820. Не узловые стенки 802 имеют два боковых края 820, верхний край 818 и нижний край 819. Верхний край 816 и нижний край 817 узловых стенок 804 идентичны по длине, так как они являются двумя боковыми краями 820. Боковые края 820 узловых стенок 804 и неузловых стенок 802 также идентичны по длине и находятся под углом а по отношению друг другу. Угол α можно определить посредством вытягивания первой линии от вершины 809 перпендикулярно оси (на этом чертеже не показано) к точке на оси и вытягивании второй линии от вершины 813 к той же точке на оси. Угол между этими двумя линиями эквивалентен углу α.
Верхний край 818 и нижний край 819 неузловых стенок 802 обладают кривизной, которая согласуется с геометрией цилиндра 700 заполнителя. Так как верхний край 818 копирует внешнюю поверхность 703 цилиндра и нижний край 819 копирует внутреннюю поверхность 705 цилиндра и так как внешняя поверхность 703 имеет больший радиус, чем внутренняя поверхность 705, верхний край 818 является длиннее, чем нижний край 819.
Верхний край 818 сформирован подобно дугообразному участку эллипса, образованного пересечением плоскости с внешней поверхностью 703 цилиндра 700. Плоскость параллельна радиусу цилиндра и содержит две вершины 807, 806 верхнего края 818. Подобным образом, нижний край 819 сформирован как дугообразный участок эллипса, образованный пересечением плоскости с внутренней поверхностью цилиндра. Плоскость параллельна радиусу цилиндра и содержит две вершины 809, 808 нижнего края 819. Если ячейки сформированы приблизительно как правильный шестиугольник, эти плоскости могут приблизительно равняться плоскостям, параллельным радиусу и повернутым приблизительно на 120 градусов к оси. На фиг. 8 эти плоскости не показаны полностью - можно видеть только пересечение плоскостей с соответственно внутренней поверхностью 705 и внешней поверхностью 703 цилиндра. Эти пересечения представляют собой внутреннюю эллиптическую дугу 822 и внешнюю эллиптическую дугу 824, которые соответствуют поверхности цилиндра 700.
Вычисления для определения формы краев 818-819 можно упростить аппроксимацией краев 818-819 дугами окружности с радиусом, равным радиусу цилиндрической поверхности, на которой лежат изогнутые края 818-819. Далее длина дуги изогнутых верхнего или нижнего краев может приблизительно равняться  , где
, где  равен углу пересечения изогнутых краев 818-819. Это приближение вполне применимо, если размер ячеек намного меньше радиуса цилиндра, но становится менее точным, по мере приближения размера ячейки к размеру цилиндра.
равен углу пересечения изогнутых краев 818-819. Это приближение вполне применимо, если размер ячеек намного меньше радиуса цилиндра, но становится менее точным, по мере приближения размера ячейки к размеру цилиндра.
Хотя ленты описаны и изображены выше как идентичные для всех местоположений по всей геометрии цилиндрического заполнителя, изменяющиеся геометрии заполнителя могут требовать различные геометрии лент. В производственных целях выгодно иметь наименьшее количество геометрий лент.
Для конкретных цилиндрических форм необходимо изготовить ленты только одной геометрии. Для других необходимо изготовить ленты с небольшим количеством геометрий. Для наиболее сложных цилиндрических геометрий каждую ленту следует подгонять по месту.
Присутствие радиальной симметрии в цилиндрической геометрии дает возможность применять идентичные ленты, пролегающие в направлении, параллельном этой симметрии. Например, правильный цилиндр имеет радиальную симметрию вокруг своей оси, что означает, что идентичные ленты можно применять, если ленты пролегают в направлении, перпендикулярном оси цилиндра. Конический цилиндр или цилиндр с выпуклостью в середине подобным образом имеет радиальную симметрию вокруг своей оси, поэтому идентичные ленты можно применять, если ленты пролегают в направлениях, созданных линиями пересечения между поверхностями конического цилиндра и плоскостями, содержащими продольную ось цилиндра. Далее в случае тора, который является «трубкой», обернутой вокруг главной оси, обладающей постоянной кривизной, идентичные ленты можно применять, если они располагаются так, что они параллельны основному радиусу тора, т.е. обернуты вокруг «трубки» в направлении, которое является параллельным основному радиусу тора. Другими словами, идентичные рисунки ячеек существуют для рисунков ячеек, которые обернуты вокруг «трубки» тора в направлении, которое является параллельным основному радиусу тора. Это происходит, потому что тор является структурой с радиальной симметрией вокруг основной оси - эта основная ось является осью, вокруг которой обернута «трубка» тора.
Хотя некоторые цилиндрические геометрии могут не обладать никакими из этих характеристик по всей своей длине, тем не менее некоторые цилиндрические геометрии распадаются на участки, каждый из которых имеет эти характеристики (например, многочисленные участки тора, присоединенные на своих концах и повернутые по отношению к друг другу, или участок тора с последующим сходящимся прямым цилиндрическим участком). Для подобных цилиндров каждый участок можно получить из идентичных лент.
Далее, для любой желаемой геометрии, которая точно не подходит ни под одну из «идеальных» форм, обладающих характеристиками, описанными выше (такой как симметрия), но почти подходит к такой идеальной форме, идеальную форму можно изготовить с применением описанных выше методологий и затем сформовать (например, форму цилиндра можно изменить благодаря приложению силы) в желаемую не идеальную форму. Хотя в этой ситуации потребовалось бы некоторое формование, это формование было бы минимальным по сравнению с получением формы из материала с плоским заполнителем.
Как показано на фиг. 9, как только определены формы всех краев и, таким образом, стенок полуячеек, можно определить форму плоской, несложенной ленты 900. Геометрия ленты, изображенная на фиг.7, является подходящей для формирования правильного цилиндра, имеющего постоянное круглое поперечное сечение и прямую ось. Формой несложенной ленты 900 является плоская форма, которая содержит последовательность участков, разделенных линиями складывания, причем каждый участок имеет форму, равную стенке каждой полуячейки в расположенной в линию последовательности полуячеек 720.
Участки имеют одинаковый порядок и форму, что и стенки в линейной последовательности 720. Форма краев участков также является такой же, как и форма соответствующих краев стенок. Таким образом, первый участок 804 имеет такую же форму, что и узловая стенка 804, второй участок 802 имеет такую же форму, что и неузловая стенка 802 и так далее. Далее, порядок участков в плоской ленте 900 является таким же, как и порядок стенок ячеек, показанных на фиг. 7 и 8.
Плоская лента 900, показанная на фиг. 9, изгибается вдоль своей длины. Нет необходимости, чтобы этот изгиб был гладким, он образуется чередующимися прямыми-изогнутыми-прямыми краями прямоугольных участков 802 и трапециевидных участков 804, а также благодаря факту, что все короткие края трапециевидных участков 804 направлены одинаково. Кроме конкретной геометрии ленты, показанной на фиг. 9, кривизна вдоль длины плоской ленты может также присутствовать в случае геометрий ленты, вырезанных с образованием других цилиндрических геометрий. Для каждой подобной цилиндрической геометрии кривизна изогнутых плоских лент, которые образуют цилиндр, будет благодаря комбинации форм не прямоугольных участков и краев изогнутых участков.
Когда ленту 900, показанную на фиг. 9, складывают, края ленты становятся прямыми вдоль длины ленты, как показано на фиг. 10. Некоторая кривизна существует в направлении, соответствующем кривизне образующей цилиндра. Для лент, применяемых для образования других цилиндрических геометрий, подобные ленты могут не быть прямыми вдоль своей длины при складывании. Например, для лент, применяемых для образования цилиндра, имеющего изогнутую ось (и, следовательно, внешнюю поверхность, которая изгибается в направлении, параллельном направлению оси), соответствующую сложенную ленту можно изогнуть вдоль своей длины, чтобы соответствовать изогнутой поверхности цилиндра.
Когда определяют форму 900 плоской ленты, физическую ленту можно вырезать из базового материала, такого как металл или бумага, традиционными способами, такими как штамповка или прессование. Эту физическую ленту затем следует сложить, чтобы она подошла под форму ячеек в цилиндрическом заполнителе.
Края 820, которые отделяют участки ленты, представляют линии, по которым будут сделаны складывания или сгибы, и в данном документе именуются как «линии складывания». Плоские ленты складывают с образованием контурных лент с впадинами и выступами, которые соответствуют линейной последовательности полуячеек. Ленты следует сложить до таких углов, чтобы они образовали ячейки.
Для формы ячеек, изображенной на фиг. 4С, направление складывания определяют тем, какой тип стенки, узловой 804 или неузловой 802, обрамляют линии 820 складывания. Если две линии 820 складывания обрамляют узловую стенку 804, тогда складывания, сделанные на обеих линиях складывания, следует осуществлять в направлении друг друга. Если две линии складывания окружают неузловую стенку 802, тогда складывания, сделанные на обеих линиях складывания, следует осуществлять в направлении, противоположном друг другу. Таким образом, осуществляют повторяющийся рисунок двух складываний в одном направлении с последующими двумя складываниями в противоположном направлении, и формируется серия полу-гексагональных полуячеек. Угол складываний определяют формой полуячеек. Для правильных шестиугольников складывания осуществляют приблизительно под углом в 120 градусов.
Как показано на фиг. 10, ленты 900, как только их разрезали и сложили, соединяют вместе с образованием линейных серий гексагональных ячеек, которые составляют цилиндрический заполнитель. Ленты следует соединять вместе у их узловых стенок 804. Ленты добавляют таким образом, пока число лент, требуемое для желаемой геометрии заполнителя, не будет связано вместе.
Если ленты были предварительно сложены, цилиндрический заполнитель выполнен. В альтернативной модификации, если ленты были просто предварительно сжаты, затем при желании собраны в полную структуру, ленты можно растянуть так, чтобы структура расширилась, и ленты сформировались в конечную желаемую структуру. Растянутый набор лент можно отвердить или иным образом сделать твердым в соответствующую геометрию. Идеи этого изобретения можно применить для получения отвержденного сотового заполнителя с широким разнообразием геометрий, в то же время требуя минимальное формование.
Теперь обратимся к фиг. 11, где в соответствии с одним из вариантов осуществления настоящего изобретения изображено воздушное судно. В этом иллюстративном примере воздушное судно 1100 имеет одно крыло 1102 и другое крыло 1104, присоединенные к фюзеляжу 1106. Воздушное судно 1100 может содержать двигатель 1108, присоединенный к крылу 1102, и другой двигатель 1110, присоединенный к другому крылу 1104. Фюзеляж 1106 может иметь хвостовой участок 1112. К хвостовому участку 1112 фюзеляжа 1106 можно присоединить горизонтальный стабилизатор 1114, другой горизонтальный стабилизатор 1116 и вертикальный стабилизатор 1118.
Фюзеляж 1106 может состоять из композитной структуры цилиндрической формы для образования цилиндрической формы 1119 фюзеляжа 1106. Обнаженная часть 1120 фюзеляжа 1106 показана с удаленной обшивкой (не показана) этой композитной структуры. Сотовая структура 1122 видна внутри этой обнаженной части 1120. Сотовая структура 1122 представляет собой заполнитель композитной структуры, образующей фюзеляж 1106.
Дополнительно, обнаженная часть 1124 обтекателя 1130, присоединенного к фюзеляжу 1106, показана с удаленной обшивкой (не показано) этой композитной структуры. Сотовая структура 1126 видна внутри этой обнаженной части 1124. Сотовая структура 1126 является заполнителем композитной структуры, которая образует обтекатель 1130 и имеет коническую форму 1128.
Обнаженная часть 1132 носового участка 1138 фюзеляжа 1106 показана с удаленной обшивкой (не показано) этой композитной структуры. Сотовая структура 1134 видна внутри этой обнаженной части 1132. Сотовая структура 1134 является заполнителем композитной структуры, которая образует носовой участок 1138 и имеет коническую форму 1136.
Далее, обнаженная часть 1140 крыла 1104 показана с удаленной обшивкой (не показано) этой композитной структуры. Сотовая структура 1142 видна внутри этой обнаженной части 1140. Сотовая структура 1142 является заполнителем композитной структуры, которая образует крыло 1104 и имеет изогнутую форму 1144.
Далее, обнаженная часть 1146 крыла 1102 фюзеляжа 1106 показана с удаленной обшивкой (не показано) этой композитной структуры. Сотовая структура 1148 видна внутри этой обнаженной части 1146. Сотовая структура 1148 является заполнителем композитной структуры, которая образует крыло 1102 и имеет изогнутую форму 1150.
Дополнительно, обнаженная часть 1152 хвостового участка 1112 фюзеляжа 1106 показана с удаленной обшивкой (не показано) этой композитной структуры. Сотовая структура 1154 видна внутри этой обнаженной части 1152. Сотовая структура 1154 является заполнителем композитной структуры, которая образует хвостовой участок 1112 и имеет коническую форму 1156.
Обнаженная часть 1158 вертикального стабилизатора 1118 фюзеляжа 1106 показана с удаленной обшивкой (не показано) этой композитной структуры. Сотовая структура 1160 видна внутри этой обнаженной части 1158. Сотовая структура 1160 является заполнителем композитной структуры, которая образует вертикальный стабилизатор 1118 и имеет изогнутую форму 1162.
Дополнительно, обнаженная часть 1164 гондолы 1166 двигателя 1110 показана с удаленной обшивкой (не показано) этой композитной структуры. Сотовая структура 1168 видна внутри этой обнаженной части 1164. Сотовая структура 1168 является заполнителем композитной структуры, которая образует гондолу 1166 и имеет изогнутую форму 1170.
На этом иллюстративном примере сотовые структуры 1122, 1126, 1134, 1142, 1154, и 1160 могут быть примером реализаций сотовой структуры 110, изображенной на фиг.1. Как изображено выше, сотовую структуру можно применить многообразием различных способов с образованием многообразных различных структур, имеющих различные типы изогнутых форм.
Теперь обратимся к фиг. 12, где в соответствии с одним из вариантов осуществления данного изобретения приводится вид сверху сотовой структуры 1122 по фиг. 11. Как изображено, сотовая структура 1122 содержит ячейки 1200, образующих ряды 1202 ячеек.
Ряды 1202 ячеек, содержащие ячейки 1200, могут быть примером одного варианта осуществления для рядов 113 ячеек, содержащих ячейки 112 на фиг. 1. Как изображено, ряды 1202 ячеек выровнены параллельно оси 1204. В этом иллюстративном примере сотовая структура 1122 имеет изогнутую форму 1206. Изогнутая форма 1206 может быть изогнута вокруг оси 1204.
Возвращаясь теперь к фиг. 13, где в соответствии с одним из вариантов осуществления изобретения изображен вид сверху части ряда ячеек в рядах 1202 ячеек по фиг. 12. В этом иллюстративном примере изображена часть ряда 1300 ячеек. Ряд 1300 ячеек может быть одним из рядов 1202 ячеек по фиг. 12.
В этом иллюстративном примере ряд 1300 ячеек образуется первой лентой 1302 и второй лентой 1304, соединенных вместе. Первая лента 1302 и вторая лента 1304 могут находиться соответственно в сложенном состоянии 1306 и соответствующем сложенном состоянии 1308. Первая лента 1302 и вторая лента 1304 могут соединяться вместе с образованием ячеек 1303 и 1305 в ряду 1300 ячеек.
Как изображено, первая лента 1302 содержит узловые участки 1310, 1312, 1314, 1316 и 1318 и неузловые участки 1320, 1322, 1324 и 1326. Вторая лента 1304 может содержать узловые участки 1328, 1330, 1332, 1334 и 1336 и неузловые участки 1338, 1340, 1342 и 1344. Узловые участки 1310, 1314 и 1318 первой ленты 1302 и узловые участки 1328, 1332 и 1336 второй ленты 1304 можно соединить вместе, применяя, в качестве примера, а не ограничения, сварку, пайку среднеплавким припоем, пайку легкоплавким припоем, совместное отверждение, совместное связывание, адгезивное связывание и/или некоторый другой тип соединительной технологии с образованием части ряда 1300 ячеек, изображенного на фиг. 13.
В этом иллюстративном примере ячейки 1303 и 1305 имеют шестиугольные формы. Однако в других иллюстративных примерах ячейки в сотовой структуре могут иметь другие типы форм. Иллюстрации рядов ячеек, имеющих ячейки с формами, отличающимися от гексагональных форм, изображены ниже на фиг. 14-16.
Возвратимся теперь к фиг. 14, где в соответствии с одним из вариантов осуществления данного изобретения приведен вид сверху части ряда ячеек. На фиг. 14 изображена часть ряда 1400 ячеек. Ряд 1400 ячеек может включать ячейки 1403 и 1405. В этом иллюстративном примере ячейки 1403 и 1405 могут иметь формы типа песочных часов.
Как изображено, ряд 1400 ячеек может формироваться первой лентой 1402 и второй лентой 1404. Первая лента 1402 может содержать узловые участки 1406 и неузловые участки 1408. Узловые участки 1406 и неузловые участки 1408 могут чередоваться вдоль первой ленты 1402. Вторая лента 1404 может содержать узловые участки 1410 и неузловые участки 1412. Узловые участки 1410 и неузловые участки 1412 могут чередоваться вдоль второй ленты 1404.
Возвратимся теперь к фиг. 15, где в соответствии с одним из вариантов осуществления представлен вид сверху части ряда ячеек. На фиг. 15 изображена часть ряда 1500 ячеек. Ряд 1500 ячеек может включать ячейки 1503 и 1505. В этом иллюстративном примере эти ячейки 1503 и 1505 могут иметь прямоугольные формы.
Как изображено, ряд 1500 ячеек можно образовать первой лентой 1502 и второй лентой 1504. Первая лента 1502 может содержать узловые участки 1506 и неузловые участки 1508. Узловые участки 1506 и неузловые участки 1508 могут чередоваться вдоль первой ленты 1502. Вторая лента 1504 может содержать узловые участки 1510 и неузловые участки 1512. Узловые участки 1510 и неузловые участки 1512 могут чередоваться вдоль второй ленты 1504.
Возвратимся теперь к фиг. 16, где в соответствии одним из вариантов осуществления данного изобретения представлен вид сверху части ряда ячеек. На фиг. 16 изображена часть ряда 1600 ячеек. Ряд 1600 ячеек может включать ячейки 1603 и 1605. В этом иллюстративном примере эти ячейки 1603 и 1605 могут иметь формы типа грецкого ореха.
Как изображено, ряд 1600 ячеек можно образовать первой лентой 1602 и второй лентой 1604. Первая лента 1602 может содержать узловые участки 1606 и неузловые участки 1608. Узловые участки 1606 и неузловые участки 1608 могут чередоваться вдоль первой ленты 1602. Вторая лента 1604 может содержать узловые участки 1610 и неузловые участки 1612. Узловые участки 1610 и неузловые участки 1612 могут чередоваться вдоль второй ленты 1604.
Иллюстрации на фиг. 2-16 не подразумевают физические или конструктивные ограничения на способ, которым иллюстративный вариант выполнения можно осуществить. Можно применять другие компоненты, кроме проиллюстрированных, или вместо них. Некоторые компоненты могут быть необязательными.
Различные компоненты, показанные на фиг. 2-16, могут быть иллюстративными примерами того, как компоненты, показанные в виде блоков на фиг. 1, можно осуществить в виде физических структур. Далее, некоторые из компонентов, показанных на фиг. 2-16, можно комбинировать с компонентами, проиллюстрированными на фиг. 1, применять с компонентами, проиллюстрированными на фиг. 1 или комбинировать и применять одновременно.
Теперь обратимся к фиг. 17, где в соответствии с одним из вариантов осуществления данного изображения дана упрощенная иллюстрация типичной сотовой структуры, образованной многочисленными дискретными лентами. На фиг. 17, изображено упрощенное изображение сотовой структуры 1700, причем толщина сотовой структуры 1700 опущена для ясности. В частности, форма 1701 внешней поверхности сотовой структуры 1700 представлена на фиг. 17.
Сотовая структура 1700 образуется дискретными лентами 1702, которые упрощенно показаны в репрезентативной форме. Ленты 1702 выровнены параллельно друг другу. Хотя ленты 1702 можно соединить вместе на узловых участках, эти детали не показаны на фиг. 17 для более ясной иллюстрации дискретной природы лент 1702.
Вернемся теперь к фиг. 18, где в соответствии с иллюстративным вариантом выполнения дана иллюстрация упрощенного представления сотовой структуры, образованной единичной бесконечной лентой. В этом иллюстративном примере упрощенное изображение сотовой структуры 1800 изображено с толщиной сотовой структуры 1800, опущенной для ясности. В частности, форма 1801 внешней поверхности сотовой структуры 1800 представлена на фиг.18.
Сотовая структура 1800 образуется единичной бесконечной лентой 1802, которая схематично показана в репрезентативной форме. Эту ленту 1802 можно обернуть вокруг (изменением направления или зигзагом) много раз так, чтобы различные части ленты 1802 выровнялись параллельно друг другу.
Хотя эти различные части ленты 1802 можно соединить вместе на узловых участках ленты 1802, на фиг. 18 эти детали опущены, чтобы непрерывная природа ленты 1802 была понятнее. Специалисты в данной области техники должны понимать, что можно использовать комбинированную дискретно-непрерывную архитектуру ленты, в которой для формирования иллюстративной сотовой структуры можно применить множество непрерывных лент, причем каждая из них имеет по меньшей мере одно измененное направление или зигзаг.
Возвратимся теперь к фиг. 19A и 19B, где в соответствии с одним из вариантов осуществления изобретения представлены таблицы возможных форм сотовой структуры. На фиг. 19A и 19B изображена таблица 1900, изображающая набор форм 1902. Каждая форма в этом наборе форм 1902 является трехмерной формой. Таким образом, любую из этого набора форм 1902 можно применить для реализации желаемой трехмерной формы 114, описанной на фиг. 1.
Набор форм 1902 включает первую форму 1904, вторую форму 1906, третью форму 1908, четвертую форму 1910, пятую форму 1912, шестую форму 1914, седьмую форму 1916, восьмую форму 1918, девятую форму 1920, десятую форму 1922, одиннадцатую форму 1923, двенадцатую форму 1925, тринадцатую форму 1927, четырнадцатую форму 1929, пятнадцатую форму 1931 и шестнадцатую форму 1933. Каждую из этих форм можно образовать двумя формами поверхности.
Как видно, первая форма 1904 представляет собой форму цилиндрической трубки, образованную формой 1924 первой поверхности и формой 1926 второй поверхности. Вторая форма 1906 представляет собой форму цилиндрической трубки, образованную формой 1928 первой поверхности и формой 1930 второй поверхности. Третья форма 1908 представляет собой форму цилиндрической трубки, образованную формой 1932 первой поверхности и формой 1934 второй поверхности.
Четвертая форма 1910 представляет собой форму типа бутылки, образованную формой 1936 первой поверхности и формой 1938 второй поверхности. Пятая форма 1912 представляет собой куполообразную форму, образованную формой 1940 первой поверхности и формой 1942 второй поверхности.
Шестая форма 1914 представляет собой форму неправильной цилиндрической трубки, образованную формой 1944 первой поверхности и формой 1946 второй поверхности. Седьмая форма 1916 представляет собой форму типа восьмиугольной призмы, образованную формой 1948 первой поверхности и формой 1950 второй поверхности. Восьмая форма 1918 представляет собой форму неправильной цилиндрической трубки, образованную формой 1952 первой поверхности и формой 1954 второй поверхности. Девятая форма 1920 представляет собой другую форму неправильной цилиндрической трубки, образованную формой 1956 первой поверхности и формой 1958 второй поверхности. Десятая форма 1922 является деформированной цилиндрической формой, образованной формой 1960 первой поверхности и формой 1962 второй поверхности.
Одиннадцатая форма 1923 является изогнутой формой, образованной формой 1964 первой поверхности и формой 1966 второй поверхности. Двенадцатая форма 1925 является изогнутой формой, образованной формой 1968 первой поверхности и формой 1970 второй поверхности. Тринадцатая форма 1927 является еще одной изогнутой формой, образованной формой 1972 первой поверхности и формой 1974 второй поверхности. Четырнадцатая форма 1929 представляет собой форму, содержащую неправильную изогнутую форму, образованную формой 1976 первой поверхности и формой 1978 второй поверхности.
Пятнадцатая форма 1931 представляет собой форму, содержащую изогнутую часть и плоскую часть, образованную формой 1980 первой поверхности и формой 1982 второй поверхности. Шестнадцатая форма 1933 представляет собой форму, содержащую изогнутую часть и плоскую часть, образованную формой 1984 первой поверхности и формой 1986 второй поверхности.
Каждая из форм первых поверхностей и каждая из форм вторых поверхностей, описанных выше, могут быть примерами осуществлений соответственно формы 120 первой поверхности и формы 122 второй поверхности, описанных по фиг. 1. Таким образом, сотовую структуру 110 по фиг. 1 можно образовать рядом различных способов. Специалисты в данной области техники должны понимать, что описанные выше формы являются просто иллюстративными и что форма сотовой структуры может быть любой другой формой и/или комбинацией приведенных выше форм, конкретно не описанных в данном документе.
Каждую из лент 126, описанных по фиг. 1, можно образовать так, чтобы первый край и второй край лент по существу соответствовали соответственно форме первой поверхности и форме второй поверхности желаемой трехмерной формы, выбираемой из набора форм 1902 при нахождении лент в сложенном состоянии. В зависимости от желаемой трехмерной формы каждая из лент 126 может иметь одинаковую или различную форму при складывании по сравнению с другими лентами.
Возвратимся теперь к фиг. 20, на которой представлена схема последовательности операций способа образования сотовой структуры в соответствии с одним из вариантов осуществления данного изобретения. Способ, иллюстрированный на фиг. 20, можно осуществить для образования, в качестве примера, а не ограничения, сотовой структуры 110 по фиг. 1.
Способ можно начать выбором желаемой трехмерной формы из набора форм для сотовой структуры (операция 2000). Желаемая трехмерная форма может содержать форму первой поверхности и форму второй поверхности.
Затем способ образует множество лент для применения в создании сотовой структуры на основе желаемой трехмерной формы (операция 2002).
После этого каждую из лент складывают вдоль предварительно определенных линий складывания на каждой из лент для превращения несложенного состояния каждой из лент в сложенное состояние (операция 2004).
Далее ленты соединяют вместе с каждой из лент в сложенном состоянии с образованием сотовой структуры, обладающей желаемой трехмерной формой (операция 2006), после чего способ завершается. В частности, по меньшей мере одна часть первой поверхности сотовой структуры может не быть параллельной по меньшей мере одной части второй поверхности сотовой структуры.
Возвратимся теперь к фиг. 21, где представлена схема последовательности операций способа образования лент для применения в создании сотовой структуры в соответствии с одним из вариантов осуществления данного изобретения. Способ, проиллюстрированный на фиг. 21, можно применить для осуществления операции 2002 по фиг. 20.
Способ начинается выбором ленты для формирования (операция 2100). Затем формируют первый край и второй край выбранной ленты так, чтобы по меньшей мере одна часть первого края не была параллельной по меньшей мере одной части второго края (операция 2102). После этого способ определяет, нужны ли для формирования какие-либо дополнительные ленты (операция 2104). Если одну или несколько дополнительных лент необходимо все еще формировать, способ возвращается к операции 2100, как описано выше. В противном случае способ завершается.
Схемы последовательности операций и блок-схемы в различных изображенных вариантах осуществления иллюстрируют архитектуру, функциональность и действие некоторых возможных реализаций устройств и способов в иллюстративном варианте выполнения. В этом отношении каждый блок в схемах последовательности операций или блок-схемах может представлять модуль, сегмент, функцию и/или часть операции или шага.
В некоторых альтернативных реализациях иллюстративного варианта выполнения определенная функция или функции, отмеченные в блоках, могут выпасть из порядка, указанного на чертежах. Например, в некоторых случаях два блока, показанные последовательно, можно выполнять по существу одновременно или блоки можно иногда выполнять в обратном порядке в зависимости от предусмотренной функциональности. Также кроме проиллюстрированных блоков в схему последовательности операций или блок-схему можно добавить другие блоки.
Таким образом, различные иллюстративные варианты осуществления предлагают способ и устройство для формирования сотовой структуры, имеющей первую поверхность и вторую поверхность, в которой по меньшей мере одна часть первой поверхности не параллельна по меньшей мере одной части второй поверхности. В одном иллюстративном варианте выполнения сотовая структура содержит первую поверхность, вторую поверхность, по меньшей мере одну ленту и множество ячеек. По меньшей мере одна лента содержит первый край и второй край. Первый край образует по меньшей мере часть первой поверхности при нахождении по меньшей мере одной ленты в сложенном состоянии. Второй край образует по меньшей мере часть второй поверхности при нахождении по меньшей мере одной ленты в сложенном состоянии. По меньшей мере одна часть первого края не параллельна по меньшей мере одной части второго края при нахождении по меньшей мере одной ленты в несложенном состоянии. Множество ячеек по меньшей мере частично образуются по меньшей мере одной лентой.
В то время как данное изобретение описано со ссылкой на различные варианты осуществления, специалисты в данной области техники должны понимать, что можно внести различные изменения и заменить эквиваленты в их признаках в пределах объема изобретения. Кроме того, можно сделать много модификаций для адаптирования частной ситуации к идеям изобретения в пределах его объема. Следовательно, это означает, что изобретение не ограничено конкретным вариантом осуществления, раскрытым в данном документе, предусмотренном для реализации способов изобретения, и что изобретение должно включать все варианты осуществления, подпадающие под объем прилагаемой формулы изобретения.


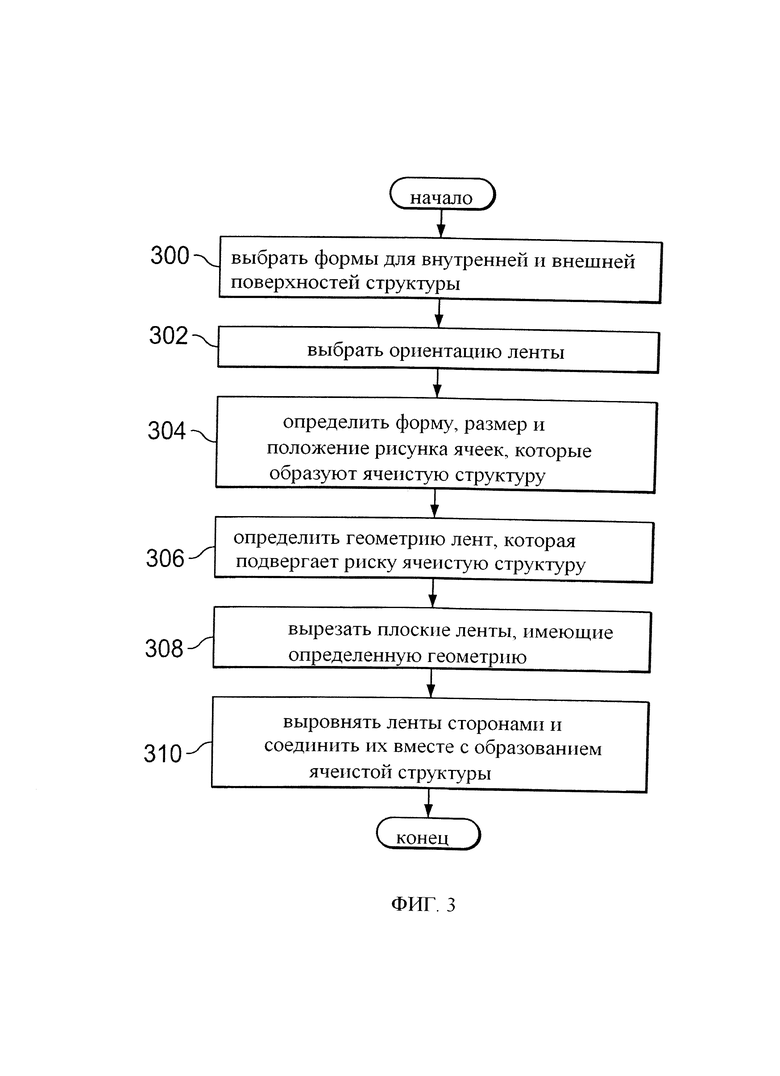


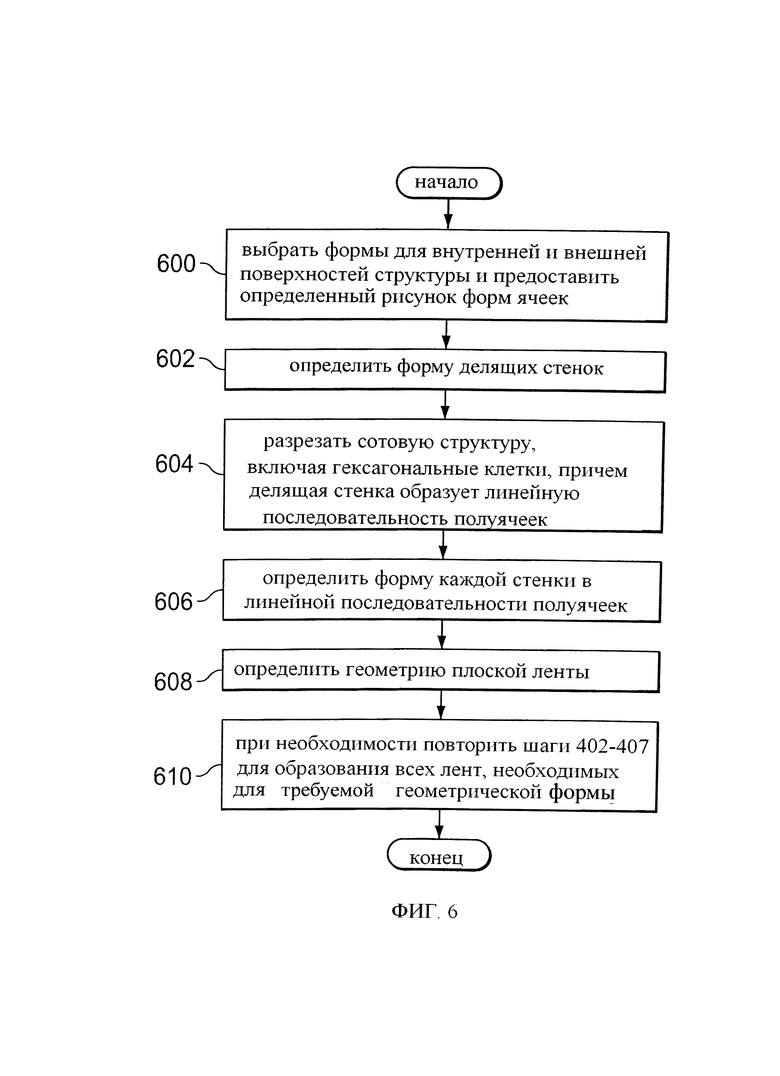
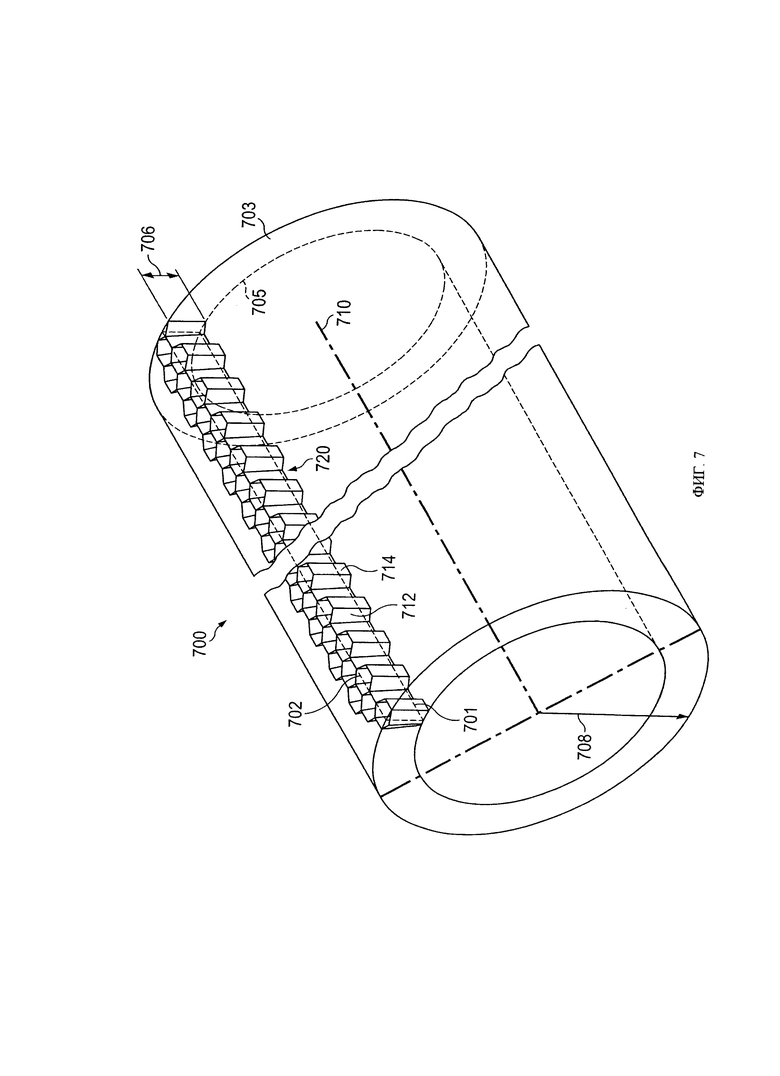
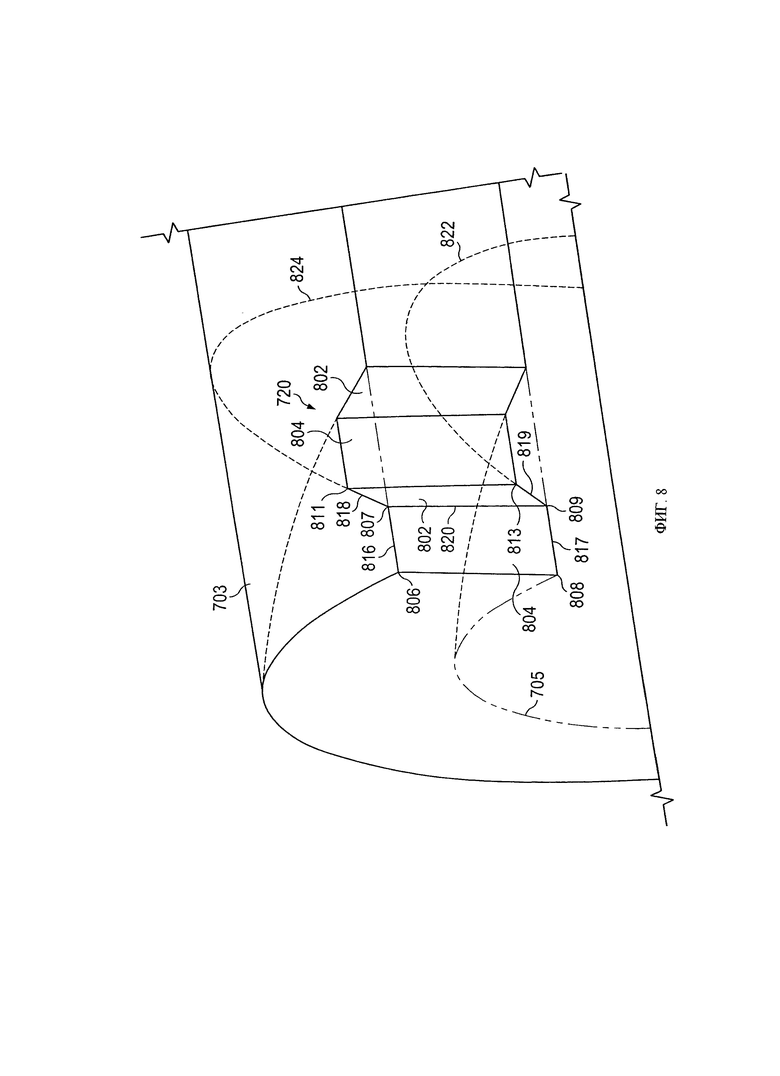
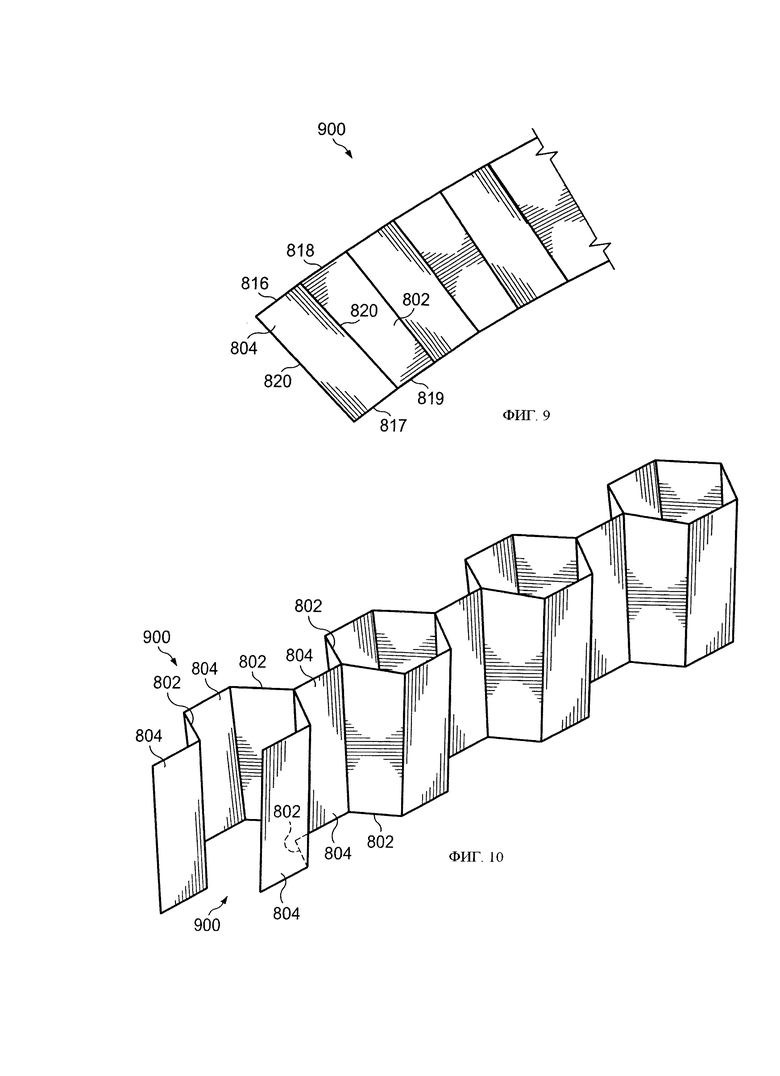


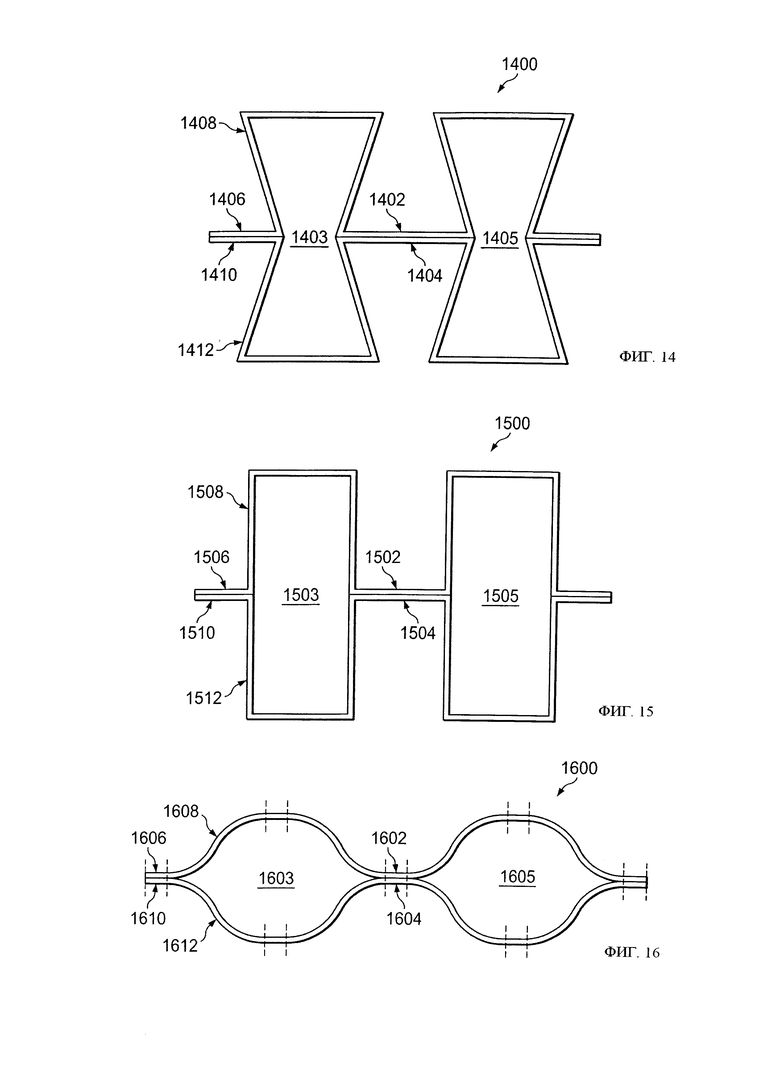
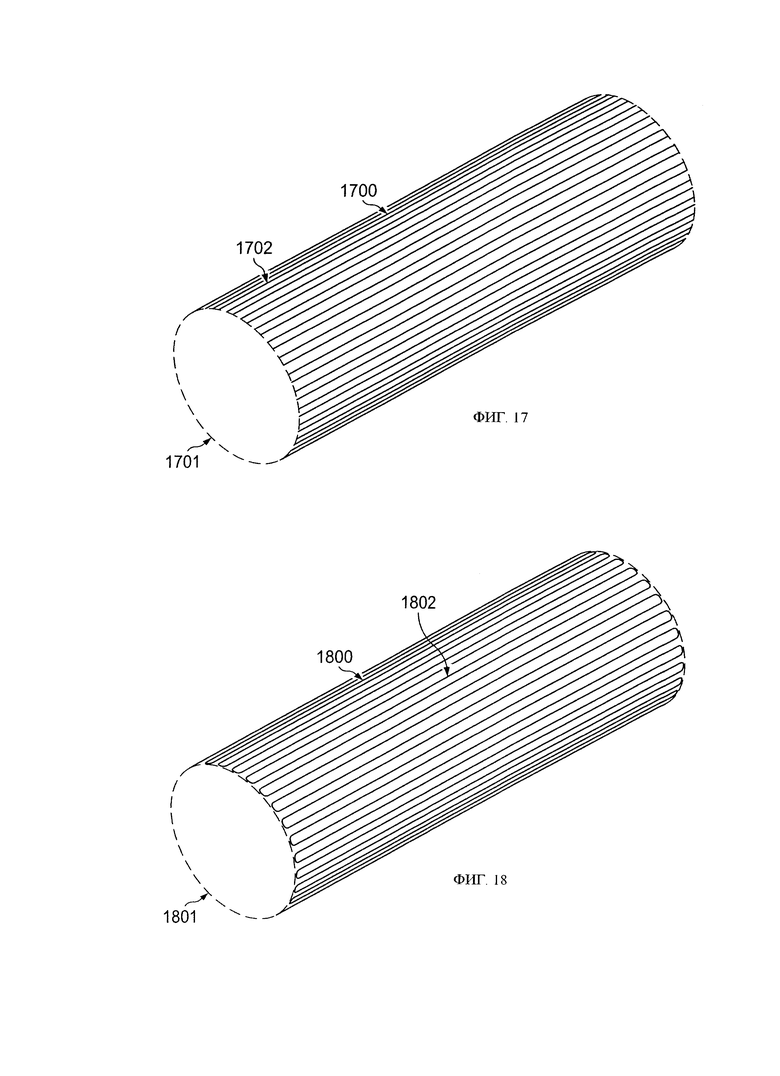
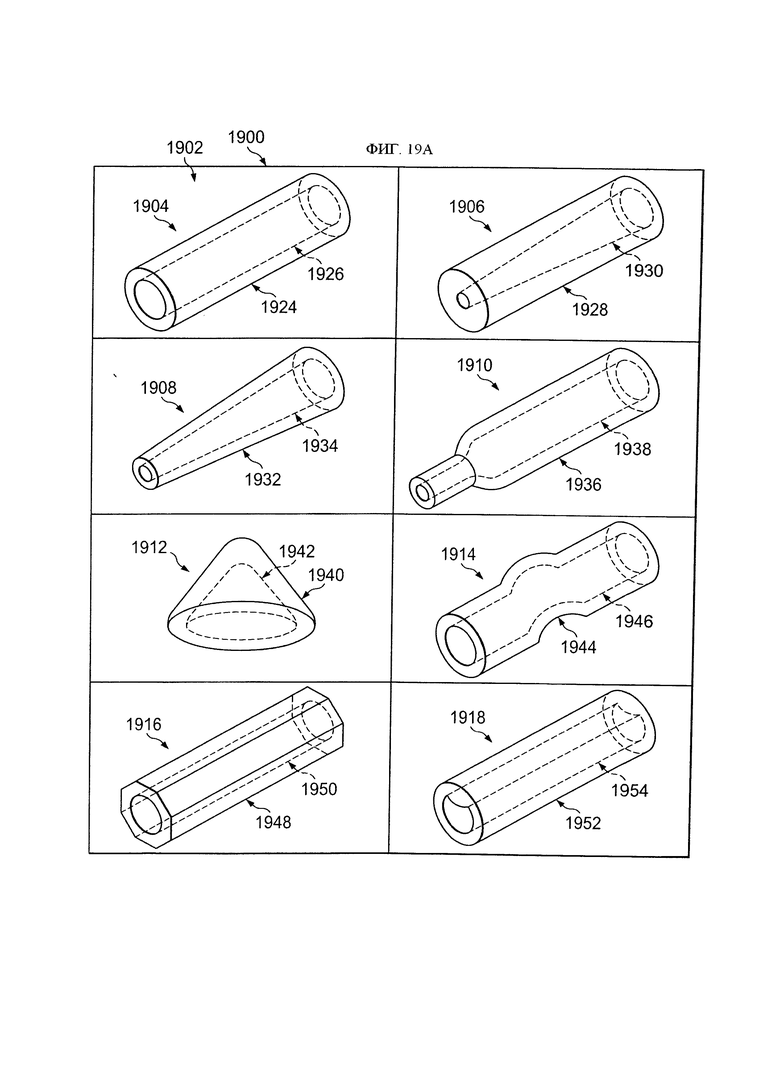

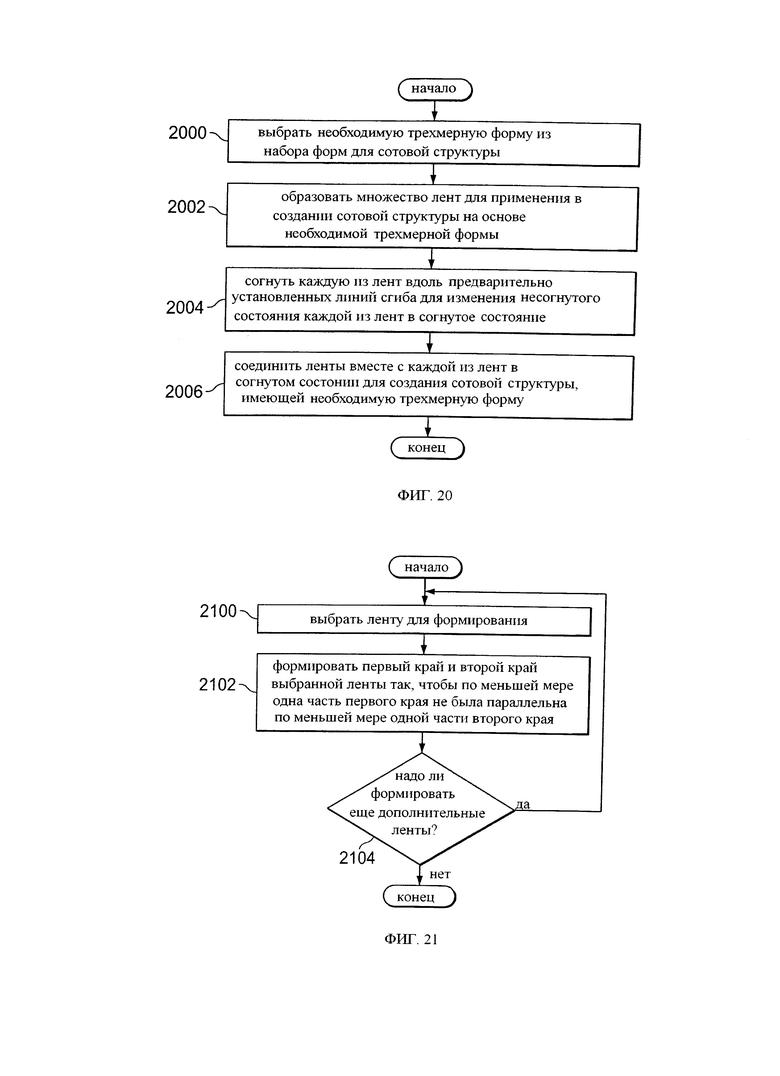
Группа изобретений относится к области обработки металлов давлением и может быть использована при формировании сотовой структуры. Плоская лента выполнена с возможностью ее складывания в сложенное состояние для образования сотовой структуры. Лента содержит первый край и второй край. По меньшей мере одна часть первого края не параллельна по меньшей мере одной части второго края, когда лента находится в несложенном состоянии. 2 н. и 13 з.п. ф-лы, 21 ил.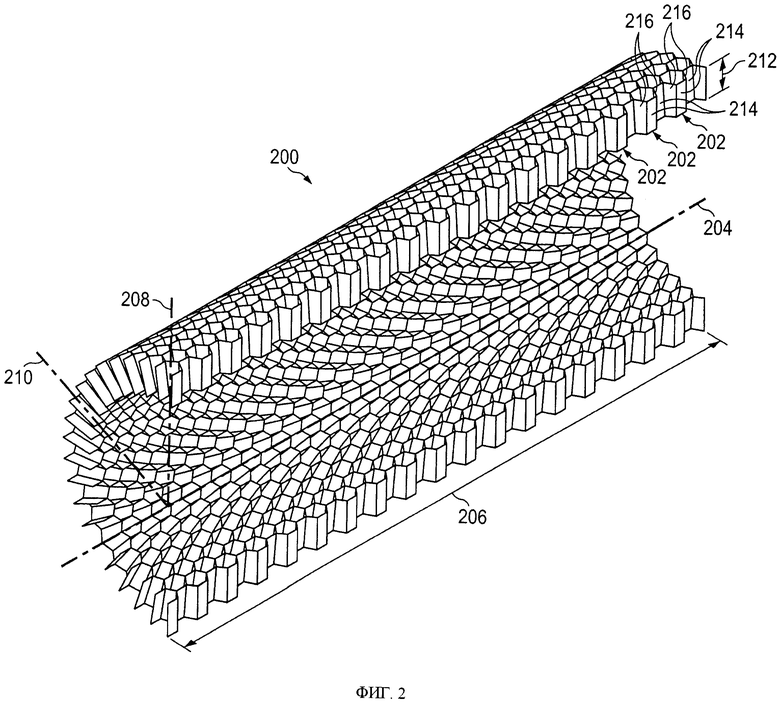
1. Плоская лента (128) для образования сотовой структуры (110) в виде множества ячеек (112), имеющая:
первый край (138) и
второй край (140), при этом по меньшей мере одна часть первого края (138) выполнена не параллельной по меньшей мере одной части второго края (140) при нахождении ленты (128) в несложенном состоянии (150), причем
лента (128) выполнена с возможностью ее складывания в сложенное состояние (152) для образования сотовой структуры (110).
2. Лента (128) по п. 1, отличающаяся тем, что она выполнена с возможностью образования сотовой структуры (110), содержащей:
первую поверхность (116) и
вторую поверхность (118), при этом по меньшей мере одна часть первой поверхности (116) не параллельна по меньшей мере одной части второй поверхности (118).
3. Лента (128) по п. 1 или 2, отличающаяся тем, что она выполнена с возможностью образования в сложенном состоянии (152) первым краем (138) первого желаемого контура и образования вторым краем (140) второго желаемого контура.
4. Лента (128) по п. 3, отличающаяся тем, что она выполнена с возможностью образования в сложенном состоянии (152) первым краем (138), имеющим первый желаемый контур, по меньшей мере части первой поверхности (116) сотовой структуры (110), и образования вторым краем (140), имеющим второй желаемый контур, по меньшей мере части второй поверхности (118) сотовой структуры (110).
5. Лента (128) по п. 1, отличающаяся тем, что она также содержит:
множество участков (130), при этом первый край (137) участка по меньшей мере одного участка во множестве участков (130) не параллелен второму краю (139) участка по меньшей мере одного из других участков во множестве участков (130) при нахождении ленты (128) в несложенном состоянии (150).
6. Лента (128) по п. 1, отличающаяся тем, что она также содержит:
множество узловых участков (132) и
множество неузловых участков (134), при этом множество узловых участков (132) и множество неузловых участков (134) выполнены с чередованием вдоль ленты (128), причем ни один узловой участок во множестве узловых участков (132) не является смежным с другим узловым участком во множестве узловых участков (132) и ни один неузловой участок во множестве неузловых участков (134) не является смежным с другим неузловым участком во множестве неузловых участков (134).
7. Лента (128) по п. 6, отличающаяся тем, что она также содержит:
узловой участок во множестве узловых участков (132), имеющий первый край (137) участка и второй край (139) участка, которые являются линейными и параллельными при нахождении ленты (128) в несложенном состоянии (150); и
неузловой участок во множестве неузловых участков (134), имеющий первый край (137) участка и второй край (139) участка, которые являются изогнутыми и не параллельными при нахождении ленты (128) в несложенном состоянии (150).
8. Лента (128) по п. 6, отличающаяся тем, что она выполнена с возможностью соединения вместе образованных в ее сложенном состоянии (152) по меньшей мере части множества узловых участков (132) ленты (128) и образования множества ячеек (112) в сотовой структуре (110).
9. Лента (128) по п. 1, отличающаяся тем, что она также содержит:
множество участков (130), по меньшей мере один из которых содержит первый край (137) участка, включающий первый радиус кривизны, и второй край (139) участка, включающий второй радиус кривизны, причем указанные радиусы кривизны различны.
10. Лента (128) по п. 1, отличающаяся тем, что она также содержит:
множество участков (130), по меньшей мере один из которых содержит по меньшей мере один край участка, имеющий радиус кривизны, который изменяется вдоль указанного по меньшей мере одного края участка.
11. Лента (128) по п. 1, отличающаяся тем, что она выполнена с возможностью образования сотовой структуры (110), содержащей:
множество ячеек (112), и ее соединения с другой лентой с образованием по меньшей мере части указанного множества ячеек (112).
12. Способ образования сотовой структуры (110) в виде множества ячеек (112), включающий:
формирование первого края (138) и второго края (140) по меньшей мере одной плоской ленты (128), причем по меньшей мере одна часть первого края (138) указанной по меньшей мере одной плоской ленты (128) не параллельна по меньшей мере одной части второго края (140) указанной по меньшей мере одной ленты (128) при нахождении указанной по меньшей мере одной ленты (128) в несложенном состоянии (150); и
образование, по меньшей мере частично, множества ячеек (112) с использованием указанной по меньшей мере одной ленты (128) в сложенном состоянии (152).
13. Способ по п. 12, в котором образование, по меньшей мере частично, множества ячеек (112) выполняют складыванием указанной по меньшей мере одной ленты (128) с изменением несложенного состояния (150) указанной по меньшей мере одной ленты (128) в сложенное состояние (152).
14. Способ по п. 12 или 13, в котором при образовании, по меньшей мере частично, множества ячеек (112) также выполняют
соединение вместе узловых участков по меньшей мере одной ленты (128), находящейся в сложенном состоянии (152), с образованием, по меньшей мере частично, указанного множества ячеек (112).
15. Способ по любому из пп. 12-14, в котором также выполняют
соединение вместе узловых участков по меньшей мере одной ленты (128) с другими узловыми участками по меньшей мере одной из других лент с образованием, по меньшей мере частично, указанного множества ячеек (112).
| US5270095 A, 14.12.1993 | |||
| СПОСОБ ПРИГОТОВЛЕНИЯ СОТОВОЙ КОНСТРУКЦИИ ИЗ КОМПОЗИЦИОННОГО ТЕРМОКОНСТРУКЦИОННОГО МАТЕРИАЛА И СОТОВАЯ СТРУКТУРА | 1993 |
|
RU2111122C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЯЧЕИСТОЙ СТРУКТУРЫ ИЗ ТЕРМОПЛАВКОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2197382C2 |
| Способ измерения глубины слоев монокристаллического полупроводника | 1974 |
|
SU522462A1 |

