Изобретение относится к области горячей прокатки и может быть использовано при производстве горячекатаных плит толщиной 60-100 мм из непрерывно-литых заготовок сталей 08-12Х18Н10Т для изготовления конструкций атомных энергетических установок. Известен способ производства плит из аустенитной хромоникелевой стали типа Х18Н10Т, включающий нагрев слитков до температуры 1220-1250°С, прокатку за несколько проходов с обжатиями от 50 до 7 мм за проход с кантовками на 180°С через каждые шесть-десять проходов и значительным сокращением подачи воды на валки, обеспечивая температуру металла в конце прокатки не менее 1000°С, охлаждение после прокатки и термическую обработку (аустенизацию), включающую нагрев проката до температуры 1000-1080°С, выдержку и охлаждение на воздухе или в воде (Бородулин Г.М., Мошкевич Е.И. Нержавеющие стали. М.: Металлургия, 1973, с. 319, с. 307-309; ГОСТ 7350 - Сталь толстолистовая, коррозионностойкая, жаростойкая и жаропрочная].
Реализация данного способа для производства плит требует большого расхода металла в технологическую обрезь при прокатке слитков, так как необходимо удалять прибыльную и донные части слитка, которые в сумме составляют от 15 до 20% массы слитка. Кроме того, данный способ, как правило, включает прокатку в два этапа, на первом из которых производят горячекатаный сляб и удаляют прибыльную и донную части слитка, а на втором этапе после повторного нагрева производят готовую горячекатаную плиту. В настоящее время данный способ из-за большой себестоимости находит все меньшее применение. Чтобы уменьшить себестоимость, необходимо вместо слитков использовать непрерывно-литые заготовки.
При использовании непрерывно-литых заготовок для получения горячекатаных плит из нержавеющих сталей аустенитного класса с регламентированной величиной аустенитного зерна и высоким уровнем механических свойств наиболее близким по области применения и техническим решениям к предлагаемому изобретению является выбранный за прототип способ изготовления горячекатаных плит из коррозионностойких сталей аустенитного класса, преимущественно для изготовления конструкций атомных энергетических установок, включающий нагрев непрерывно-литой заготовки с регламентированными температурой и выдержкой, горячую прокатку на толстолистовом реверсивном стане за несколько проходов с регламентированными обжатиями и температурными условиями, последеформационное охлаждение с регламентированными параметрами (Патент RU 2395591 С1, опубликован 27.07.2010 г.).
При производстве плит данным способом в микроструктуре стали имеются зоны, состоящие из деформированных нерекристаллизованных дендритов, которые не допускаются техническими условиями на металлопродукцию для атомных энергетических установок. Такие участки микрошлифа нельзя проконтролировать на размер аустенитного зерна по ГОСТ 5639-82 и поэтому прокат с подобной структурой бракуют, так как для атомных энергетических установок допускают металл с размером аустенитного зерна не крупнее №3 по ГОСТ 5639-82 (например, ОСТ 108.109.01-92).
Причиной наличия в структуре горячекатаных плит нерекристаллизованных дендритов является недостаточная степень деформации, которая ограничена максимальной толщиной непрерывно-литой заготовки и толщиной плиты: максимальная толщина заготовки из коррозионностойких сталей составляет 280-315 мм, а минимальная толщина плиты 60 мм. При увеличении толщины плиты степень деформации значительно уменьшается. Например, при прокатке заготовки толщиной 300 мм на плиту 60 мм коэффициент обжатия составляет 5, а при прокатке такой же заготовки на плиту толщиной 80 мм коэффициент обжатия уменьшается до 3,75, что значительно уменьшает энергию активации рекристаллизации и не позволяет получать металлопродукцию с рекристаллизованными зернами по всему сечению проката.
Для повышения энергии активации рекристаллизации необходимо использовать другие технологические параметры, управление которыми позволит гарантировать получение структуры с рекристаллизованной структурой на 100%. Такими параметрами являются температура деформации, степень единичных обжатий, скорость последеформационного охлаждения и температурно-временные условия последеформационной термической обработки (аустенизации). Повышение температуры и степени единичных обжатий увеличивает скорость рекристаллизации. Также увеличивает степень первичной и собирательной рекристаллизации, уменьшение скорости последеформационного охлаждения, повышение температуры аустенизации после прокатки и увеличение выдержки при температуре аустенизации.
Прокатка плит на толстолистовом реверсивном стане часто включает ряд проходов для разбивки ширины, которая требует высокой точности для уменьшения расхода металла в обрезь. Разбивку ширины производят, как правило, в начале прокатки, в первых 3-6 проходах. При этой операции обжатия ограничены начальными размерами заготовки по ширине и требуемой шириной плиты. Горячая прокатка заготовки на плиту требует удаления окалины с поверхности заготовки перед прокаткой и с поверхности раската в процессе прокатки с целью исключения поверхностных дефектов, называемых вкатанной окалиной и рябизной согласно ГОСТ 21014-88. Наиболее эффективным способом удаления окалины с поверхности заготовки и раската является гидросбив окалины, при использовании которого уменьшается температура поверхности металла на 50-100°С.
В связи с тем, что дополнительные проходы для разбивки ширины и гидросбив окалины приводят к интенсивному охлаждению раската, последующая основная деформация стали проходит при температуре ниже 1000°С, когда процессы рекристаллизации стали 08-12Х18Н10Т заторможены, аустенит за счет деформации без рекристаллизации упрочняется, ферритная фаза как более разупрочняемая и мягкая структурная составляющая претерпевает большие степени деформации, которые могут вызвать образование деформационных рванин на поверхности раската. В результате получается плита со структурой, состоящей из деформированных нерекристаллизованных дендритов, вытянутых вдоль направления прокатки, и рекристаллизованных зерен, расположенных по границам этих дендритов. При такой прокатке в структуре фиксируется первичная рекристаллизация, прошедшая на 20-60%.
Задача изобретения - улучшение качества горячекатаных плит толщиной 60-100 мм, производимых из непрерывно-литых заготовок коррозионностойких сталей 08Х18Н10Т, 12Х18Н10Т, за счет получения однородной структуры с размером зерна не крупнее №3 по ГОСТ 5639-82 во всем объеме плиты и повышения механических свойств при минимальной себестоимости.
Чтобы увеличить степень первичной рекристаллизации до 100% в условиях ограничения суммарной степени деформации, необходимо увеличить степени единичных обжатий и температуру металла при деформации.
Задача решается тем, что в известном способе изготовления горячекатаных плит из коррозионностойких сталей аустенитного класса, преимущественно для изготовления конструкций атомных энергетических установок, включающем нагрев непрерывно-литой заготовки с регламентированными температурой и выдержкой, горячую прокатку на толстолистовом реверсивном стане за несколько проходов с регламентированными обжатиями и температурными условиями, охлаждение после прокатки с регламентированными параметрами, прокатку осуществляют в нескольких проходах с единичными коэффициентами обжатий 1,12-1.31 при среднемассовой температуре не менее 1020°С, обеспечивая суммарный коэффициент обжатия в этих проходах не менее 2,9, после прокатки и охлаждения проводят термическую обработку горячекатаных плит, включающую нагрев до температуры 1060-1100°С, выдержку при этой температуре от 1,2 до 2,5 мин на 1 мм толщины плиты. Другое отличие состоит в том, что при нагреве непрерывно-литых заготовок после выдержки перед горячей прокаткой производят дополнительный нагрев непрерывно-литой заготовки при температуре 1260-1280°С в течение 30-60 мин.
Для исключения осевой пористости горячекатаной плиты не заварившейся при деформации и исключения растягивающих напряжений в осевой зоне раската, являющихся причиной внутренних дефектов, а также для повышения активации рекристаллизации деформированных дендритов аустенита основную деформацию заготовки необходимо вести большими обжатиями, чтобы сжимающие напряжения проникали до осевой зоны раската. Для толстолистового стана с диаметром рабочих валков 1050-1130 мм и высотой раската 315-140 мм, обжатием 50-25 мм в начале прокатки при высоте полосы 315-200 мм (единичный коэффициент обжатия 1,12-1,25) и обжатием от 40 до 10 мм при высоте полосы 200-80 мм (единичный коэффициент обжатия 1,12-1,31) за счет всесторонних сжимающих напряжений обеспечивают проработку раската по всей высоте до осевой зоны, обеспечивают интенсивную деформацию дендритов, высокую степень их горячего наклепа, способствующую ускорению первичной рекристаллизации с образованием на месте деформированных дендритов однородной структуры рекристаллизованных зерен аустенита не крупнее №3 по ГОСТ 5639-82. Такие единичные деформации в сочетании с высокой среднемассовой температурой, более 1020°С, не вызывают макроразрушений стали 08-12Х18Н10Т ни на поверхности раската, ни внутри его. Уменьшение единичных обжатий меньше 25 мм для полосы высотой 315-200 мм (единичный коэффициент обжатия меньше 1,12) и меньше 10 мм для полосы высотой 200-80 мм (единичный коэффициент обжатия менее 1,12) приводит к возникновению растягивающих напряжений в осевой зоне раската, к деформации в большей степени мягкой структурной составляющей - феррита, который в процессе деформации быстрее, чем аустенит, разупрочняется и интенсивнее деформируется, чем наклепанные дендриты аустенита. Находясь в мягкой оболочке ферритных зерен и мелких рекристаллизованных разупрочненных зерен аустенита, крупные дендриты аустенита не претерпевают необходимой для первичной рекристаллизации деформации. Из-за меньшего сопротивления деформации ферритной фазы и рекристаллизованных мелких зерен аустенита на поверхности крупных дендритов деформирующие напряжения не проникают на всю глубину упрочненных предшествующей деформацией дендритов. При малых единичных обжатиях преимущественно деформируются поверхностные слои дендритов, на месте которых возникают новые рекристаллизованые аустенитные зерна, а основной объем дендрита не рекристаллизуется вследствие недостаточной энергии активации процесса рекристаллизации.
Однако чрезмерное увеличение обжатий приводит к разрушению металла на поверхности и внутри раската. На поверхности раската возникают деформационные рванины, внутри - деформационные разрывы, а на торцах могут появляться расслоения. Для непрерывно-литых заготовок стали 08-12Х18Н10Т, полученной с использованием современных методов внепечного рафинирования, такой предельной степенью деформации при температуре металла в диапазоне 1280-1020°С, по экспериментальным данным, является единичный коэффициент обжатия более 1,31. При более высоких степенях деформации при прокатке непрерывно-литых слябов на толстолистовым реверсивном стане на поверхности раскатов наблюдали появление деформационных рванин. В этом случае при ультразвуковом контроле внутренних дефектов плиты обнаруживали в центральной зоне плиты деформационные разрывы по ликвационным участкам. Также при больших единичных обжатиях (коэффициент обжатия более 1,31) имело место расслоение плиты раската в торцевых частях на длине до 500 мм, что потребовало производить увеличенную торцевую обрезь.
С целью увеличения степени последеформационной рекристаллизации, получения однородной структуры и повышения антикоррозионных свойств стали 08-12Х18Н10Т после прокатки необходимо проводить термическую обработку, включающую нагрев до температуры 1060-1100°C с выдержкой при этой температуре 1,2-2,5 мин на 1 мм толщины плиты и быстрое охлаждение на воздухе или в воде. При этом уменьшение температуры нагрева ниже 1060°С и уменьшение выдержки менее 1,2 мин на 1 мм толщины плиты не обеспечивает завершение первичной рекристаллизации деформированных дендритов, а увеличение температуры выдержки более 1100°С и времени выдержки более 2,5 мин на 1 мм толщины плиты приводит к формированию крупных зерен аустенита, крупнее №3 по ГОСТ 5639-82.
Чем меньше температура деформации, тем к большим разрушениям металла приводят повышенные обжатия, тем меньше идет динамическое и статическое разупрочнение прокатываемой стали, тем меньше проходит рекристаллизация деформированного металла. Прокатка на промышленном толстолистовом стане сопровождается охлаждением металла как на воздухе, так и под воздействием воды, попадающей на поверхность металла из систем охлаждения валков и гидросбива окалины. Интенсивную деформацию металла необходимо проводить при температуре, достаточной для протекания первичной рекристаллизации на 100% и исключения выделения карбидов хрома в процессе деформации. Для увеличения температуры металла при деформации, в заявляемом способе, предложено увеличить температуру нагрева металла перед прокаткой.
Однако увеличивать температуру нагрева перед прокаткой выше 1280°С не целесообразно, так как при более высоких температурах в стали 08-12Х18Н10Т образуется большое количество ферритной фазы, значительно отличающейся по реологическим свойствам от аустенитной фазы, из-за чего уменьшается пластичность стали, на поверхности раската появляются деформационные рванины во время прокатки и готовая плита имеет повышенное содержание феррита, больше 10%, что не допускается техническими условиями на металл для атомных энергетических установок (например, ОСТ 108.109.01-92). Уменьшение температуры дополнительного нагрева ниже 1260°С не всегда обеспечивает требуемую температуру деформации выше 1020°С для протекания первичной рекристаллизации металла, как и в прототипе. Также и время выдержки при 1260-1280°С более 60 мин приводит к увеличению содержания ферритной фазы в структуре нагреваемой заготовки, уменьшению пластичности стали и появлению на поверхности раската деформационных рванин во время прокатки. Уменьшение выдержки при температуре 1260-1280°С меньше 30 мин из-за низкой теплопроводности стали 08-12Х18Н10Т не позволяет прогреть заготовку перед прокаткой до такой степени, чтобы обеспечить прокатку с суммарным коэффициентом обжатия не менее 2,9 при температуре металла не менее 1020°С.
Пример конкретного выполнения
Для определения оптимальных технологических параметров прокатки и термической обработки плит стали 08-12Х18Н10Т проведен промышленный эксперимент при прокатке на толстолистовом стане 5000 непрерывно-литых заготовок стали 08Х18Н10Т толщиной от 285 до 292 мм на плиты толщиной от 60 до 100 мм с последующей аустенизацией в камерных термических печах с выкатной подиной. Ширина заготовок составляла 1575-1595 мм, а длину устанавливали в зависимости от габаритов заказываемых готовых плит, раскраивая заготовки длиной 6000 мм на соответствующие длины. Химический состав экспериментальных плавок приведен в табл. 1.

Поскольку приведенные в табл. 1 плавки имеют близкий химический состав, их использовали как материал для исследования влияния технологических параметров прокатки и термической обработки стали 08Х18Н10Т на структуру металла (размер аустенитного зерна и степень рекристаллизации), на наличие внутренних дефектов и расслоений, на механические свойства и качество поверхности горячекатаных плит.
Непрерывно-литые заготовки нагревали в камерной печи с выкатным подом по технологии, включающей посадку металла на выкаченную подину при температуре печи от 500 до 800°С, нагрев до температуры 1180-1220°С со скоростью не более 100°С/ч, выдержку от 6 до 12 ч и прокатку или подъем температуры в печи до 1260, 1280 и 1300°C с выдержкой перед прокаткой 20, 30, 45, 60, и 70 мин при каждой температуре нагрева перед выдачей на прокатку. Прокатку осуществляли за 7-17 проходов, из которых 4-6 проходов производили с единичными коэффициентами обжатия от 1,12 до 1,31 при различных температурах конца деформации. Остальные проходы проводили с обжатиями, необходимыми для получения требуемых размеров плиты по длине и толщине. При разбивке ширины плиты также в отдельных случаях производили один два прохода с коэффициентами обжатия более 1,12 для получения требуемых размеров по ширине плиты. Среднемассовую температуру определяли по результатам пирометрических измерений температуры поверхности раската, которая согласно многочисленным расчетам и экспериментальным данным на 50°С ниже среднемассовой температуры. Последеформационное охлаждение металла проводили на воздухе. После охлаждения проводили аустенизацию при температуре 1070-1090°C с выдержкой 1,5 минуты на 1 мм толщины плиты и последующим охлаждением на воздухе.
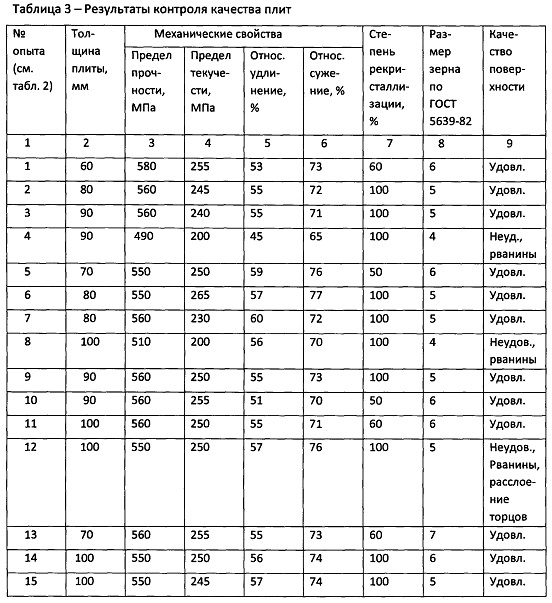
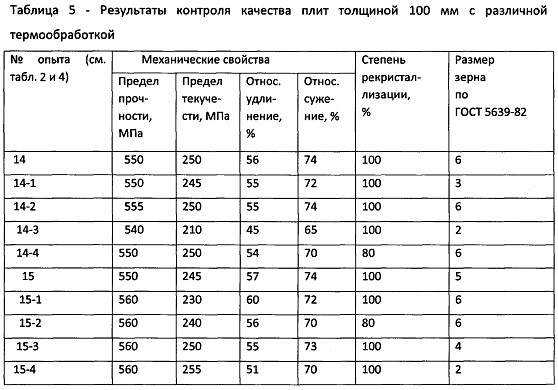
Также провели эксперимент по влиянию режимов термической обработки на структуру и механические свойства плит (табл. 4 и 5), в котором варьировали температуру аустенизации и время выдержки при температуре аустенизации.
После термической обработки производили контроль качества поверхности, ультразвуковой контроль (УЗК) внутренних дефектов и отбирали пробы для механических испытаний и контроля размера аустенитного зерна.
Экспериментальные технологические режимы прокатки плит приведены в табл. 2. Результаты контроля качества поверхности, механические свойства и размеры аустенитных зерен после термообработки при 1070-1090°C с выдержкой 1,5 мин на 1 мм толщины плиты и последующим охлаждением на воздухе приведены в табл. 3.
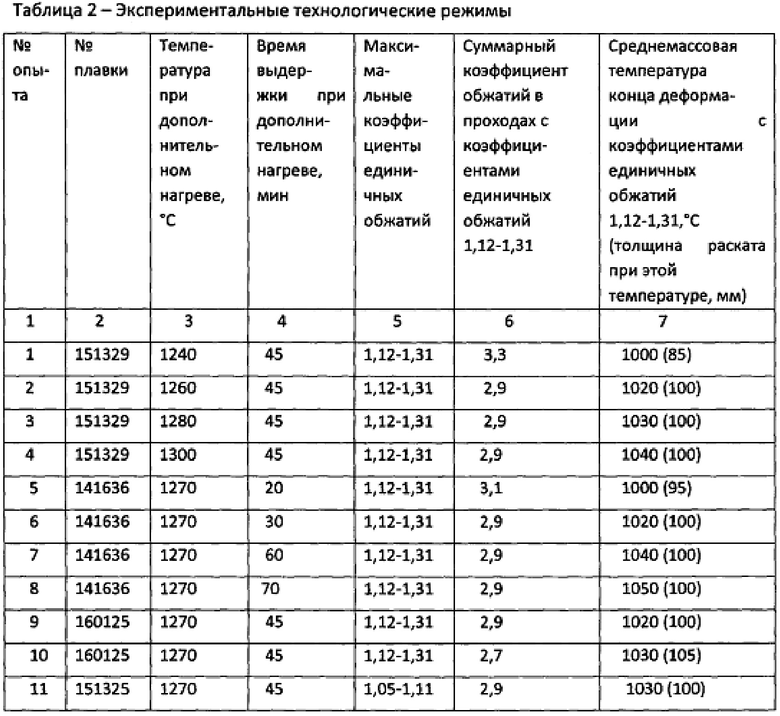
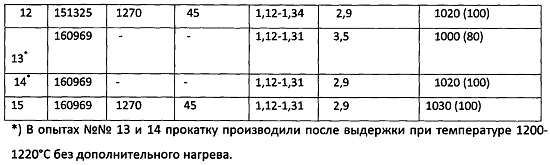
В результате проведенного эксперимента установлено, что уменьшение коэффициентов единичных обжатий ниже 1,12 до 1,05-1,11 (см. табл. 2, опыт 11) не позволяет получить полностью рекристаллизованную структуру аустенита в плите, рекристаллизация прошла на 60% (см. табл. 3, опыт 11). Также уменьшение суммарного коэффициента обжатия при прокатке плиты ниже 2,9 до 2,7 с коэффициентами единичных обжатий 1,12-1,31(см. табл. 2, опыт 10) не обеспечивает прохождения рекристаллизации на 100% (см. табл. 3, опыт 10), рекристаллизации подверглись только 50% деформированных дендритов.
Опытом №13 (см. табл. 2 и 3) установили, что среднемассовая температура окончания интенсивной деформации должна быть не ниже 1020°С, так как окончание деформации с коэффициентами единичных обжатий в пределах от 1,12 до 1,31 при среднемассовой температуре 1000°С не позволило получить полностью однородную рекристаллизованную структуру аустенита по всей толщине плиты, 40% деформированных дендритов остались нерекристаллизованными, первичная рекристаллизация прошла на 60%, несмотря на значительный суммарный коэффициент обжатий.
Дополнительный нагрев заготовок при температуре 1260-1280°С перед прокаткой позволяет обеспечить температуру конца прокатки более 1020°С и интенсифицировать обжатия в первых проходах. Однако повышение температуры нагрева заготовок перед прокаткой более 1280°С до 1300°С (см. табл. 2 и 3, опыт №4) и увеличение выдержки при температуре 1260-1280°С (1270°С) более 60 мин до 70 мин (см. табл. 2 и 3 опыт №8) приводят к потере технологической пластичности нагретых заготовок и образованию поверхностных дефектов при их прокатке. В этом случае на поверхности плит в основном по ребрам и по узким граням образовались многочисленные рванины, последующее удаление которых привело к забракованию плит по размерам и переназначению их на меньшие размеры с дополнительным расходом металла в обрезь и абразивную пыль более 7%. Кроме того, увеличение температуры нагрева более 1280°С и времени выдержки более 60 мин при температурах 1260-1280°С приводит к значительному ухудшению механических свойств, прежде всего предела текучести и предела прочности (см. табл. 3, опыты №№4 и 8).
Как показали промышленные эксперименты, значительное влияние на структуру и механические свойств горячекатаных плит стали 08Х18Н10Т оказывают режимы термической обработки, температура аустенизации и время выдержки при температуре аустенизации (см. табл. 4 и 5). Требуемую структуру и свойства обеспечивает термическая обработка, включающая нагрев плит до температуры 1060-1100°С и выдержку в течение 1,2-2,5 мин на 1 мм толщины плиты с последующим охлаждением на воздухе (см. табл. 4 и 5, опыты 14, 14-1, 14-2, 15, 15-1 и 15-3). Повышение температуры аустенизации выше 1100°С до 1120°С как и увеличение выдержки при температуре 1070-1090°С более 2,5 мин на 1 мм толщины плиты, до 3,0 мин на 1 мм толщины, способствует образованию крупнозернистой структуры аустенита, соответствующей №2 по ГОСТ 5639-82, не допустимой для конструкций атомных энергетических установок (см. табл. 4 и 5, опыты №№14-3 и 15-4).
Снижение температуры аустенизации ниже 1060°С до 1040°С и уменьшение выдержки при температуре 1070-1090°С меньше 1,2 мин на 1 мм толщины плиты, до 1,0 мин на 1 мм толщины, не обеспечивает прохождения первичной рекристаллизации во всем объеме плиты (см. табл. 4 и 5, опыты №№14-4 и 15-2).
Согласно экспериментальным данным, поставленная в изобретении задача решается тем, что при производстве плит из непрерывно-литых заготовок стали 08Х18Н10Т горячей прокаткой на реверсивном толстолистовом стане производят нагрев непрерывно-литых заготовок перед прокаткой при температуре 1180-1220°С, после выдержки не менее 6 часов производят дополнительный нагрев при температуре 1260-1280°С с выдержкой от 30 до 60 мин и прокатку осуществляют в нескольких проходах с единичными коэффициентами обжатия 1,12-1,31 при среднемассовой температуре металла не менее 1020°С, обеспечивая суммарный коэффициент обжатия в этих проходах не менее 2,9. После прокатки металл охлаждают на воздухе и нагревают до температуры 1060-1100°С, выдерживают при этой температуре 1,2-2,5 мин на 1 мм толщины плиты и охлаждают на воздухе или в воде.
Данный способ гарантирует получение в плитах стали 08Х18Н10Т толщиной 60-100 мм структуры аустенита с размером аустенитного зерна не крупнее №3 по ГОСТ 5639-82 и высоких механических свойств.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства широких толстых листов из нержавеющих сталей | 2017 |
|
RU2660504C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТОЛСТЫХ ЛИСТОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ ДЛЯ АТОМНОГО И ЭНЕРГЕТИЧЕСКОГО МАШИНОСТРОЕНИЯ | 2015 |
|
RU2606357C1 |
| Способ производства низколегированного рулонного проката категории прочности С390П | 2021 |
|
RU2781928C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО НИЗКОЛЕГИРОВАННОГО ШТРИПСА | 2009 |
|
RU2393238C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО НИЗКОЛЕГИРОВАННОГО ПРОКАТА | 2011 |
|
RU2477323C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ЛИСТОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2016 |
|
RU2633684C1 |
| Способ производства низколегированного толстолистового проката с повышенной огнестойкостью на реверсивном стане | 2022 |
|
RU2799194C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОГО ЛИСТА ИЗ МИКРОЛЕГИРОВАННЫХ СТАЛЕЙ | 2011 |
|
RU2460809C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО ПРОКАТА С ПОВЫШЕННОЙ ДЕФОРМАЦИОННОЙ СПОСОБНОСТЬЮ, ТОЛСТОЛИСТОВОЙ ПРОКАТ | 2017 |
|
RU2654121C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ ИЗ НИЗКОЛЕГИРОВАННОЙ ТРУБНОЙ СТАЛИ КЛАССА ПРОЧНОСТИ К60 | 2012 |
|
RU2479639C1 |
Изобретение относится к области горячей прокатки. Способ производства горячекатаных плит толщиной 60-100 мм из непрерывно-литых заготовок из стали 08-12Х18Н10Т для изготовления конструкций атомных энергетических установок включает нагрев непрерывно-литой заготовки перед прокаткой при регламентированной температуре с регламентированной выдержкой, горячую прокатку на толстолистовом реверсивном стане за несколько проходов с регламентированными обжатиями и температурными условиями, охлаждение после прокатки с регламентированными параметрами. Получение изделий с однородной структурой с размером зерна не крупнее №3 по ГОСТ 5639-82 и повышение механических свойств при минимальной себестоимости обеспечиваются за счет того, что прокатку осуществляют в нескольких проходах с единичными коэффициентами обжатия 1,12-1,31 при среднемассовой температуре металла не менее 1020°C с суммарным коэффициентом обжатия не менее 2,9, после прокатки и охлаждения проводят термическую обработку горячекатаных плит, включающую нагрев до температуры 1060-1100°C, выдержку при этой температуре от 1,2 до 2,5 мин на 1 мм толщины плиты и охлаждение на воздухе. 1 з.п. ф-лы, 5 табл.
1. Способ производства из непрерывно-литых заготовок горячекатаных плит толщиной 60-100 мм для изготовления конструкций атомных энергетических установок, включающий нагрев непрерывно-литой заготовки из стали 08-12Х18Н10Т перед прокаткой при регламентированной температуре с регламентированной выдержкой, горячую прокатку на толстолистовом реверсивном стане с регламентированными обжатиями и температурными условиями, охлаждение после прокатки с регламентированными параметрами, отличающийся тем, что прокатку осуществляют за несколько проходов с единичными коэффициентами обжатия 1,12-1,31 при среднемассовой температуре металла не менее 1020°С с суммарным коэффициентом обжатия не менее 2,9, после прокатки и охлаждения проводят термическую обработку горячекатаных плит путем нагрева до температуры 1060-1100°С, выдержку при этой температуре от 1,2 до 2,5 мин на 1 мм толщины плиты и охлаждение на воздухе.
2. Способ по п. 1, отличающийся тем, что перед горячей прокаткой после выдержки производят дополнительный нагрев непрерывно-литой заготовки при температуре 1260-1280°С в течение 30-60 мин.
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ ИЗ КОРРОЗИОННОСТОЙКОЙ СТАЛИ | 2009 |
|
RU2395591C1 |
| СПОСОБ ПРОКАТКИ БЛЮМОВ | 1995 |
|
RU2088348C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО НИЗКОЛЕГИРОВАННОГО ШТРИПСА | 2009 |
|
RU2393238C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТЫХ ЛИСТОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ С ПОВЫШЕННОЙ КОРРОЗИОННОЙ СТОЙКОСТЬЮ | 2014 |
|
RU2544326C1 |
| EP 1469954 A1, 27.10.2004. | |||

