Изобретение относится к методам неразрушающего контроля металлокомпозитных баков высокого давления по акустико-эмиссионным сигналам и предназначено для квалификации баков с целью предотвращения разрушений.
Для оценки возможности разрушения конструкций по результатам акустико-эмиссионного контроля известны амплитудные, интегральные, локально-динамические, интегрально-динамические критерии, основанные на анализе амплитуды и интенсивности сигналов акустической эмиссии (Правила организации и проведения акустико-эмиссионного контроля сосудов, аппаратов, котлов и технологических трубопроводов (ПБ 03-593-03). - СПб.: Издательство ДЕАН, 2004. - 64 с.).
Указанные критерии акустико-эмиссионного контроля предназначены для оценки разрушений, характерных для сосудов из изотропных материалов.
Металлокомпозитные сосуды обладают существенной структурно-механической неоднородностью и анизотропией. Разрушению таких сосудов предшествуют многоуровневые процессы накопления повреждений и деградации структуры композитного материала. В этих условиях указанные критерии возможности разрушений не правомерны.
Известен способ оценки опасности разрушения конструкций при акустико-эмиссионном контроле (патент РФ на изобретение №2367942), основанный на оценке изменения характеристик сигналов акустической эмиссии при деформировании конструкций, отличающийся тем, что оценку процессов разрушения при деформировании конструкций производят путем разбиения времени анализа на фиксированные интервалы, измеряют количество актов эмиссии на каждом из этих интервалов, оценивают средние значения числа актов и их квадратов по времени анализа и делят математическое ожидание квадрата случайной величины, являющейся средним числом актов эмиссии на сумму квадрата математического ожидания данной случайной величины и собственно математического ожидания данной случайной величины, и по отклонению частного от единицы судят о наличии развивающихся процессов разрушения.
Недостатком указанного способа оценки опасности разрушения сосудов по данным акустико-эмиссионного контроля является невозможность выделения указанных выше характерных многоуровневых процессов разрушения композиционных волокнистых материалов, включающих образование трещин в матрице, разрывы и дробление волокон, отслоения и вырывы волокон из матрицы и т.п.
В качестве прототипа выбран способ предотвращения аварийных ситуаций сосудов высокого давления (авторское свидетельство СССР на изобретение №1522089), заключающийся в том, что в процессе нагружения конструкции измеряют параметры сигналов акустической эмиссии, по которым определяют степень разрушения конструкции и по достижении последним критического значения прекращают нагружение, при этом в качестве параметра степени разрушения конструкции измеряют суммарное число импульсов акустической эмиссии, методом наименьших квадратов определяют его зависимость от времени, по зависимости устанавливают величину суммарного числа импульсов, соответствующую достижению 90% уровня от момента разрушения, которую используют в качестве критического значения.
Недостаток прототипа заключается в том, что разрушение композиционного материала, например, на основе угольных волокон начинается с момента разрушения матрицы и с ростом внутреннего давления в баке заканчивается разрушением волокон, причем в потоке акустико-эмиссионных сигналов могут одновременно присутствовать признаки разрушения как матрицы, так и волокон. Разрушение матрицы не приводит к ощутимой потере несущей способности композиционного материала, в то время как разрушение волокон может привести к взрыву бака. При регистрации импульсов необходимо разделять акустико-эмиссионные сигналы, соответствующие разрушению матрицы и волокон, при этом нагружение бака при квалификационных испытаниях должно быть прекращено до наступления критического значения разрушения волокон композиционного материала, чтобы не нарушить несущую способность бака. Учет лишь общего числа импульсов акустико-эмиссионных сигналов может привести к недостоверности достижения критического порога разрушения, в результате бак может оказаться недогруженным и ошибочно отнесен к бракованной продукции.
Задачей, на решение которой направлен заявленный на изобретение способ, является повышение достоверности определения годных для эксплуатации металлокомпозитных баков высокого давления за счет учета индивидуальных особенностей развития процесса разрушения матрицы и волокон в композиционном материале силовой оболочки.
Поставленная задача в предложенном способе квалификации металлокомпозитного бака высокого давления достигнута за счет совокупности его отличительных признаков, заключающихся в том, что проводят тарировочные испытания эталонного бака до уровня не более 1,25 от заданного рабочего давления с непрерывным контролем потоков акустико-эмиссионных сигналов в композиционном материале и соответствующих им внутренних давлений в баке, проводят выделение узкополосных и широкополосных акустико-эмиссионных сигналов, соответствующих процессам разрушения матрицы и волокон композиционного материала, путем вычисления средних квадратических отклонений амплитуд узкополосных и широкополосных акустико-эмиссионных сигналов, определения критериальных параметров, соответствующих квантилям эмпирических функций распределения средних квадратических отклонений амплитуд узкополосных и широкополосных акустико-эмиссионных сигналов, уровень которых выбирается не ниже уровня средних квадратических отклонений шумового потока акустико-эмиссионных сигналов и не выше медианного значения распределения, выбора уровня порога дискриминации исходя из критериальных параметров так, чтобы порог дискриминации соответствовал не менее 75% от разницы критериальных параметров широкополосных и узкополосных акустико-эмиссионных сигналов, полученных на этапе тарировочных испытаний, нагружение каждого последующего бака производят до момента достижения критериальным параметром порога дискриминации, а решение об уровне квалификации бака принимается на основании сравнения внутренних давлений в партии баков, соответствующих порогам дискриминации, причем предусмотрен альтернативный вариант решения о пригодности к эксплуатации последующих баков на основе сравнения количества широполосных акустико-эмиссионных сигналов, у которых значение критерильного параметра не менее порога дискриминации, а преобразователи акустико-эмиссионных сигналов устанавливают на композиционную оболочку в мидельном сечении по осям симметрии бака в количестве не менее 4.
Таким образом, в предложенном способе повышение достоверности определения годных для эксплуатации баков путем учета индивидуальных особенностей развития процесса разрушения матрицы и волокон в композиционном материале силовой оболочки осуществляется за счет выделения импульсов акустико-эмиссионных сигналов, соответствующих разрушению матрицы и волокон, определения критериальных параметров и порога дискриминации, по достижении которого при испытаниях принимается решение о квалификации бака, причем установка преобразователей акустико-эмиссионных сигналов, предложенных способе, одновременно способствует повышению достоверности испытаний и минимизации средств измерения.
Сущность изобретения поясняется чертежами, на которых изображено:
на фиг. 1 - поток акустико-эмиссионных сигналов в композиционном слое металлокомпозитного бака;
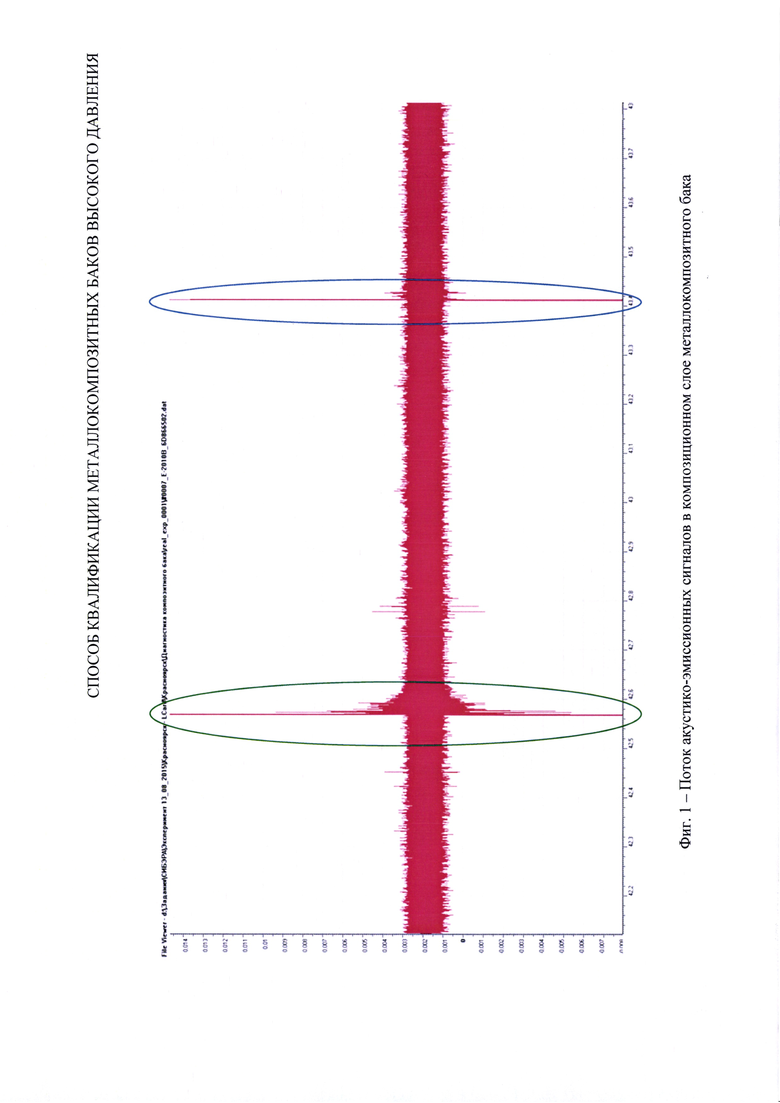
на фиг. 2 - непрерывная осциллограмма акустико-эмиссионного сигнала;
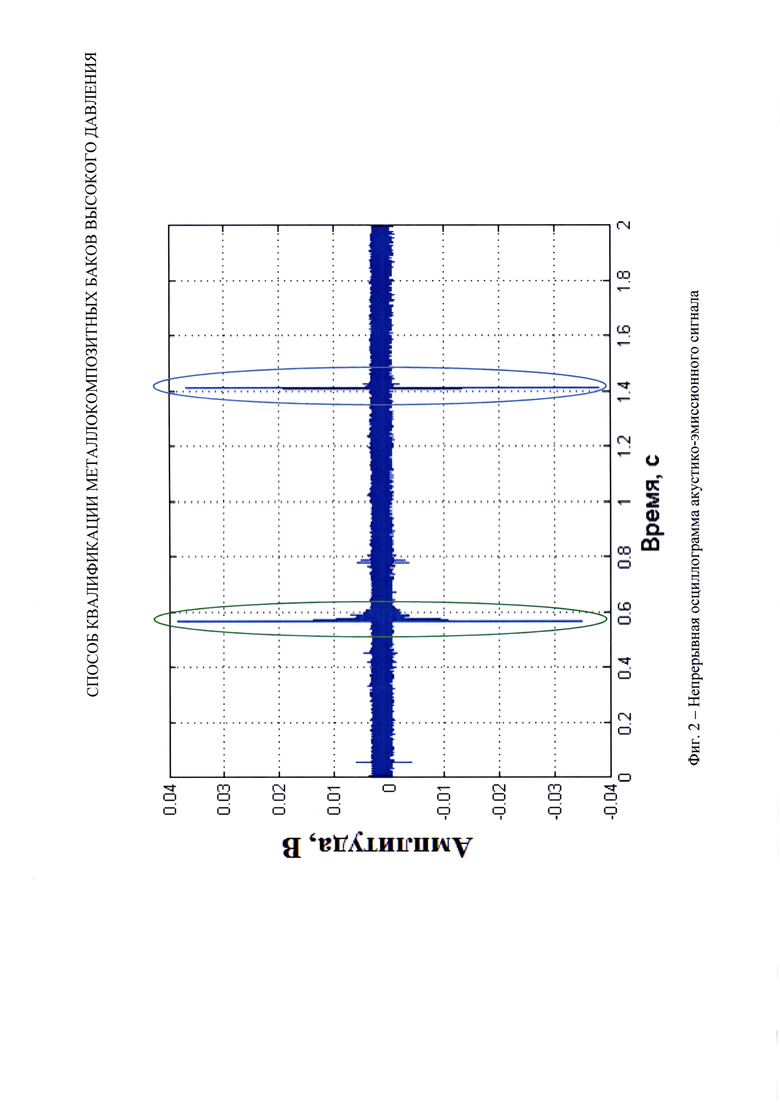
на фиг. 3 - функция дисперсии, рассчитанная скользящим окном;
на фиг. 4 - эмпирическая функция распределения дисперсии для сигнала 1-го типа;
на фиг. 5 - эмпирическая функция распределения дисперсии для сигнала 2-го типа;
на фиг. 6 - функция значений критериального параметра для потока акустико-эмиссионных импульсов;
на фиг. 7 - схема определения порога дискриминации;
на фиг. 8 - места установки преобразователей акустико-эмиссионных сигналов на баке.
При нагружении металлокомпозитного бака высоким внутренним давлением в матрице и волокнах композиционного материала происходят процессы разрушения, которые являются источником акустико-эмиссионных сигналов. Причем процессы разрушения матрицы являются кратковременными с быстро затухающим высокочастотным составляющим спектра акустико-эмиссионных сигналов (хрупкое растрескивание матрицы, отслоение матрицы от волокон), а процессы разрушения волокон являются сложносоставными и характеризуются широкополосными акустико-эмиссионных сигналами с низкочастотной составляющей спектра и большой длительностью (чередующиеся переломы волокон, выходы волокон из матрицы).
Проведенные исследования при пневматических испытаниях металлокомпозитных баков высокого давления показали, что в потоке данных акустико-эмиссионных сигналов в композиционном материале одновременно присутствуют два типа сигналов, узкополосных и широкополосных, активность которых возрастает в зависимости от приложенной нагрузки.
На фиг. 1 в шумовом акустико-эмиссионном потоке показаны спектры сигналов обоих указанных типов. Справа выделены узкополосные сигналы, соответствующие разрушению матрицы (сигналы 1-го типа). Слева выделены широкополосные сигналы, соответствующие разрушению волокон (сигналы 2-го типа). Сигналы 1-го типа характеризуются малым временем нарастания и малым временем спада, а также узкополосным спектром. Сигналы 2-го типа характеризуются малым временем нарастания и большим временем спада, а также широкополосным спектром с высокой долей энергии в области низких частот. Сигналы обоих типов не обладают характерными значениями амплитуд, что не позволяет выделить их в потоке сигналов без предварительной обработки данных. Причем в диапазоне от 65 дБ до 100 дБ регистрируются как сигналы 1-го типа, так и 2-го. Таким образом, выделение сигналов по типам может быть произведено только на основе их формы, а не значений стандартных параметров акустико-эмиссионных сигналов.
Выделение узкополосных и широкополосных акустико-эмиссионных сигналов проводится путем поэтапной обработки потока акустико-эмиссионных сигналов в композиционном слое металлокомпозитного бака, в результате чего последовательно производится:
- расчет средних квадратических отклонений отсчетов осциллограммы с помощью скользящего временного окна, параметрами которого являются значение шага и размеры окна;
- расчет эмпирической функции распределения средних квадратических значений в скользящем окне для квантиля, уровень которого выбирается не ниже уровня средних квадратических отклонений шумового потока акустико-эмиссионных сигналов и не выше медианного значения распределения, например, равного 0,35;
- разделение акустико-эмиссионных сигналов по форме на основе пороговой фильтрации значений квантиля распределения средних квадратических отклонений.
Приведем пример разделения сигналов двухсекундного отрезка непрерывной осциллограммы акустико-эмиссионного сигнала, полученного в результате нагружения металлокомпозитного бака внутренним давлением. На фиг. 2 показана непрерывная осциллограмма, содержащая импульсы сигналов 1-го и 2-го типа. Справа выделен сигнал 1-го типа, слева выделен сигнал 2-го типа. Хорошо видно, что амплитуды выделенных сигналов примерно равны.
Вначале проводится расчет средних квадратических отклонений с помощью скользящего окна, параметрами которого являются значение шага и размеры окна. Обычно применение скользящего окна осуществляется с шагом, равным одному отчету. Его размер выбирается в диапазоне от 1000 до 2000 отчетов при частоте дискретизации от 1 до 2.5 МГц.
После задания параметров скользящего окна осуществляется вычет постоянной составляющей и фильтрация отрицательных значений осциллограммы акустико-эмиссионного сигнала. Далее для полученного сигнала в рамках выборки проводится расчет дисперсии по формуле (1) и построение функции средних квадратических значений, показанной на фиг. 3.

где STDsignal - среднеквадратическое отклонение, Signalfilt - акустико-эмиссионный сигнал после фильтрации, 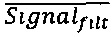 - среднее значение акустико-эмиссионного сигнала после фильтрации, j - номер отчета акустико-эмиссионного сигнала в скользящем окне, N - размер скользящего окна.
- среднее значение акустико-эмиссионного сигнала после фильтрации, j - номер отчета акустико-эмиссионного сигнала в скользящем окне, N - размер скользящего окна.
Далее проводится расчет эмпирической функции распределения среднеквадратических отклонений (2) в скользящем окне и вычисляется квантиль, уровень которого выбирается не ниже уровня средних квадратических отклонений шумового потока акустико-эмиссионных сигналов и не выше медианного значения, например, равного 0,35. Скользящее окно также характеризуется двумя параметрами - шагом и длительностью. Длительность скользящего окна следует выбирать в 2-3 раза больше, чем при расчете среднеквадратического значения. После задания параметров скользящего окна проводится расчет эмпирической функции распределения среднеквадратического значения и определение значения квантиля уровня 0,35.

где F*(x) - значение вероятности эмпирической функции распределения, x - значение дисперсии, nx - число выборочных значений, меньших x, n - объем выборки, соответствующий размеру скользящего окна.
В качестве примера, на фиг. 4 и 5 представлены эмпирические функции распределения, соответствующие аргументу эмпирической функции распределения средних квадратических отклонений для квантиля 0,35. Для сигнала 1-го типа значение критериального параметра, соответствующего квантилю 0,35, равно 1,401⋅10-7. Для сигнала 2-го типа значение критериального параметра, соответствующего квантилю 0,35, равно 2,537⋅10-6. Таким образом, значение критериальных параметров, соответствующих квантилю 0,35, для сигналов разного типа отличается более чем на порядок, что позволяет разделять акустико-эмиссионные сигналы по типам.
На фиг. 6 показана зависимость критериального параметра от времени. Для разделения сигналов по типам следует задать порог дискриминации. В рассмотренном примере он равен 1⋅10-6 B. Импульсы акустико-эмиссионных сигналов, для которых значение критериального параметра меньше порога дискриминации, относятся к 1-му типу, а сигналы, для которых значение критериального параметра выше порога дискриминации, относятся ко 2-му типу.
Таким образом, производится выделение сигналов акустико-эмиссионных сигналов по типам, что соответствует разделению между собой процессов разрушения матрицы и волокон композиционного материала и используется в способе квалификации металлокомпозитных баков высокого давления следующим образом.
Для реализации способа изготавливают эталонный металлокомпозитный бак высокого давления, при изготовлении которого производят полный пооперационный контроль физико-механических характеристик матрицы, волокон и препрега, параметров намотки и геометрических размеров бака. Полученный таким образом эталонный бак нагружают путем постепенного увеличения внутреннего давления до уровня не более 1,25 от заданного рабочего давления, непрерывно измеряют параметры акустико-эмиссионных сигналов и фиксируют соответствующие потоку акустико-эмиссионных сигналам величины внутренних давлений в баке. Полученные измерения используются в качестве тарировочных данных, по которым впоследствии проводится отбор баков в товарной партии.
Тарирование данных производится путем вычисления их средних квадратических значений, определения критериальных параметров, соответствующих аргументам эмпирических функций распределения средних квадратических значений узкополосных и широкополосных акустико-эмиссионных сигналов для квантиля, уровень которого выбираются не ниже уровня средних квадратических отклонений шумового потока акустико-эмиссионных сигналов и не выше медианного значения распределения, например, равного 0,35. Порог дискриминации выбирают не менее 75% от разницы критериальных параметров широкополосных и узкополосных акустико-эмиссионных сигналов эталонного бака, который выбран таким образом, чтобы разбросы технологических параметров изготовления баков не приводили к недопустимому нагружению баков при их квалификации. Схема определения порога дискриминации приведена на фиг. 7.
В дальнейшем, нагружение каждого последующего бака в партии производят до момента достижения критериальными параметрами порога дискриминации, а решение об уровне квалификации бака принимается на основании сравнения внутренних давлений в партии баков, соответствующих порогам дискриминации. Для эксплуатации выбираются те баки, чьи характеристики окажутся не хуже характеристик эталонного бака.
В случае необходимости сокращения времени проведения испытаний допускается решение о пригодности к эксплуатации баков принимать на основе сравнения количества широполосных акустико-эмиссионных сигналов, у которых значение критерильного параметра не менее порога дискриминации.
Для достижения равномерной локации всей поверхности металлокомпозитного бака преобразователи акустико-эмиссионных сигналов устанавливают на композиционную оболочку в мидельном сечении по осям симметрии бака в количестве не менее 4, как показано на фиг. 8.
Указанный способ применен для квалификации металлокомпозитного бака высокого давления для хранения рабочего тела (ксенона) электрореактивной двигательной установки космических аппаратов типа «Экспресс-АМ6». Способ успешно опробован при проведении пневматических испытаний ксеноновых баков высокого давления [Технический отчет №1402/2-13-2015 ПМД. Методика акустико-эмиссионного контроля металлокомпозитных баков высокого давления]. На основании указанного способа разработана методика акустико-эмиссионного контроля ксеноновых баков высокого давления и оценки их безопасности по результатам акустико-эмиссионного контроля [Приложение к отчету №1402/2-13-2015 ПМД].
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ НАЧАЛА ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ МАТЕРИАЛА ПОДЛОЖКИ ПРИ ВДАВЛИВАНИИ ИНДЕНТОРА В ЗАЩИТНЫЙ СЛОЙ ПОКРЫТИЯ | 2022 |
|
RU2794947C1 |
| Способ дифференциальной оценки стадий поврежденности изделия, выполненного из композитного материала | 2023 |
|
RU2816129C1 |
| СПОСОБ АКУСТИКО-ЭМИССИОННОГО МОНИТОРИНГА СТЕПЕНИ ДЕГРАДАЦИИ СТРУКТУРЫ МАТЕРИАЛА И ПРОГНОЗИРОВАНИЯ ОСТАТОЧНОЙ ПРОЧНОСТИ ИЗДЕЛИЯ | 2018 |
|
RU2690200C1 |
| СПОСОБ РЕГИСТРАЦИИ И АНАЛИЗА СИГНАЛОВ АКУСТИЧЕСКОЙ ЭМИССИИ | 2014 |
|
RU2570592C1 |
| СПОСОБ АКУСТИКО-ЭМИССИОННОГО КОНТРОЛЯ КАЧЕСТВА СВАРНОГО ШВА В ПРОЦЕССЕ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2379677C1 |
| УСТРОЙСТВО ДЛЯ АКУСТИКО-ЭМИССИОННОГО КОНТРОЛЯ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2011 |
|
RU2472145C1 |
| СПОСОБ МОНИТОРИНГА КИНЕТИКИ ХРУПКИХ И ВЯЗКИХ ПОВРЕЖДЕНИЙ НА СТАДИЯХ ЭВОЛЮЦИИ РАЗРУШЕНИЯ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ | 2023 |
|
RU2822717C1 |
| Способ холодной сварки давлением алюминиевой и медной фольги | 1986 |
|
SU1400825A1 |
| АКУСТИКО-ЭМИССИОННЫЙ СПОСОБ ОПРЕДЕЛЕНИЯ ДЕФЕКТОВ СТРУКТУРЫ ОБРАЗЦА ИЗ УГЛЕПЛАСТИКА | 2019 |
|
RU2704144C1 |
| Способ регистрации и анализа сигналов акустической эмиссии в системе диагностического мониторинга производственных объектов | 2019 |
|
RU2709414C1 |
Использование: для неразрушающего контроля металлокомпозитных баков высокого давления по акустико-эмиссионным сигналам. Сущность изобретения заключается в том, что в процессе нагружения баков путем постепенного увеличения внутреннего давления измеряют параметры акустико-эмиссионных сигналов, по которым определяют уровень накопленных повреждений, и по достижению параметрами критических значений принимают решение о пригодности бака к эксплуатации, при этом проводят тарировочные испытания эталонного бака до уровня не более 1,25 от заданного рабочего давления с непрерывным контролем потоков акустико-эмиссионных сигналов в композиционном материале и соответствующих им внутренних давлений в баке, проводят выделение узкополосных и широкополосных акустико-эмиссионных сигналов, соответствующих процессам разрушения матрицы и волокон композиционного материала, путем вычисления средних квадратических отклонений амплитуд узкополосных и широкополосных акустико-эмиссионных сигналов, определения критериальных параметров, соответствующих квантилям эмпирических функций распределения средних квадратических отклонений амплитуд узкополосных и широкополосных акустико-эмиссионных сигналов, уровень которых выбирается не ниже уровня средних квадратических отклонений шумового потока акустико-эмиссионных сигналов и не выше медианного значения распределения, выбора уровня порога дискриминации исходя из критериальных параметров так, чтобы порог дискриминации соответствовал не менее 75% от разницы критериальных параметров широкополосных и узкополосных акустико-эмиссионных сигналов, полученных на этапе тарировочных испытаний, нагружение каждого последующего бака производят до момента достижения критериальным параметром порога дискриминации, а решение об уровне квалификации бака принимают на основании сравнения внутренних давлений в партии баков, соответствующих порогам дискриминации. Технический результат: повышение достоверности определения годных для эксплуатации металлокомпозитных баков высокого давления. 2 з.п. ф-лы, 8 ил.
1. Способ квалификации металлокомпозитных баков высокого давления, заключающийся в том, что в процессе нагружения баков путем постепенного увеличения внутреннего давления измеряют параметры акустико-эмиссионных сигналов, по которым определяют уровень накопленных повреждений, и по достижению параметрами критических значений принимают решение о пригодности бака к эксплуатации, отличающийся тем, что проводят тарировочные испытания эталонного бака до уровня не более 1,25 от заданного рабочего давления с непрерывным контролем потоков акустико-эмиссионных сигналов в композиционном материале и соответствующих им внутренних давлений в баке, проводят выделение узкополосных и широкополосных акустико-эмиссионных сигналов, соответствующих процессам разрушения матрицы и волокон композиционного материала, путем вычисления средних квадратических отклонений амплитуд узкополосных и широкополосных акустико-эмиссионных сигналов, определения критериальных параметров, соответствующих квантилям эмпирических функций распределения средних квадратических отклонений амплитуд узкополосных и широкополосных акустико-эмиссионных сигналов, уровень которых выбирается не ниже уровня средних квадратических отклонений шумового потока акустико-эмиссионных сигналов и не выше медианного значения распределения, выбора уровня порога дискриминации исходя из критериальных параметров так, чтобы порог дискриминации соответствовал не менее 75% от разницы критериальных параметров широкополосных и узкополосных акустико-эмиссионных сигналов, полученных на этапе тарировочных испытаний, нагружение каждого последующего бака производят до момента достижения критериальным параметром порога дискриминации, а решение об уровне квалификации бака принимают на основании сравнения внутренних давлений в партии баков, соответствующих порогам дискриминации.
2. Способ квалификации металлокомпозитных баков высокого давления по п. 1, отличающийся тем, что решение о пригодности к эксплуатации последующих баков принимают на основе сравнения количества широполосных акустико-эмиссионных сигналов, у которых значение критерильного параметра не менее порога дискриминации.
3. Способ квалификации металлокомпозитных баков высокого давления по пп. 1 и 2, отличающийся тем, что преобразователи акустико-эмиссионных сигналов устанавливают на композиционную оболочку в мидельном сечении по осям симметрии бака в количестве не менее 4.
| US 20080302186 A1, 11.12.2008 | |||
| US 4577487 A, 25.03.1986 | |||
| Способ акустико-эмиссионного контроля электропроводящих объектов | 1989 |
|
SU1649419A1 |
| Способ акустико-эмиссионного контроля изделий сложнопрофилированной формы | 1985 |
|
SU1280527A1 |
| СПОСОБ КОНТРОЛЯ ТЕХНИЧЕСКОГО СОСТОЯНИЯ РЕЗЕРВУАРОВ | 2003 |
|
RU2265817C2 |

