Область техники, к которой относится изобретение
[0001]
Настоящее изобретение относится к установке неразрушающего контроля.
Приоритет испрашивается по заявке на патент Японии № 2014-124497, поданной 17 июня 2014 г., содержание которой включено сюда путем ссылки.
УРОВЕНЬ ТЕХНИКИ
[0002]
В известных технических решениях детали газотурбинного двигателя, такие как рабочие лопатки, используемые в газотурбинном двигателе, изготовлены из металлических материалов. В последнее время выяснилось, что детали газотурбинного двигателя можно формировать путем соединения основного материала, сформированного из армированного волокном материала, и соединяемого материала, сформированного из металлического материала, с целью снижения веса и т.п. В этом случае чтобы повысить надежность деталей, следует контролировать и проверять состояния мест соединения между основным материалом и соединяемым материалом.
[0003]
Например, в патентных документах 1-3 описаны способы неразрушающего контроля с использованием лазерного пучка.
Кстати, поскольку детали газотурбинного двигателя имеют сложные трехмерные формы, а в соответствии с условиями эксплуатации используются детали различных типов, неразрушающий контроль в местах соединения непрост. В качестве способа неразрушающего контроля применительно к деталям газотурбинного двигателя в предлагаемом техническом решении речь идет о способе контроля состояний соединения исходя из данных изображения, включающем в себя этапы нанесения ленты, моделирующей абсолютно черное тело, или краски, моделирующей абсолютно черное тело, на контролируемые целевые места, излучения света из импульсной лампы и формирования изображения мест соединения с использованием инфракрасной камеры или аналогичного средства.
Перечень цитируемых документов:
Патентные документы:
[0004]
Патентный документ 1: Опубликованная заявка на патент Японии № 2011-247735.
Патентный документ 2: Опубликованная заявка на патент Японии № 2009-244021.
Патентный документ 3: Опубликованный перевод международной заявки PCT на японский язык № 2011-506927.
Раскрытие изобретения
Техническая задача
[0005]
Однако в вышеупомянутых способах необходима операция нанесения ленты, моделирующей абсолютно черное тело, или краски, моделирующей абсолютно черное тело, на одну за другой детали газотурбинного двигателя, и рабочая нагрузка увеличивается. По этой причине желателен способ, который дает возможность легкого осуществления неразрушающего контроля мест соединения различного типа деталей газотурбинного двигателя без необходимости нанесения ленты, моделирующей абсолютно черное тело, или краски, моделирующей абсолютно черное тело.
[0006]
Настоящее изобретение создано ввиду вышеупомянутых обстоятельств, а его задачей является неразрушающий контроль места соединения детали газотурбинного двигателя, где соединяемый материал, сформированный из металлического материала, приваривается к основному материалу, сформированному из армированного волокном материала для обеспечения легкопроводимого контроля разного типа деталей газотурбинного двигателя, имеющих сложные формы, без необходимости нанесения ленты, моделирующей абсолютно черное тело, или краски, моделирующей абсолютно черное тело.
Решение задачи
[0007]
В качестве средства решения упомянутых проблем в данном изобретении применяется следующая конфигурация.
[0008]
Данное изобретение в первом его аспекте представляет собой установку неразрушающего контроля, выполненную с возможностью проведения неразрушающего контроля места соединения между основным материалом и соединяемым материалом детали газотурбинного двигателя, причем деталь газотурбинного двигателя сформирована путем соединения соединяемого материала, сформированного из металлического материала, с основным материалом, сформированным из армированного волокном материала, при этом установка неразрушающего контроля включает в себя: движущий механизм, выполненный с возможностью перемещения детали газотурбинного двигателя; источник света, выполненный с возможностью испускания лазерного пучка; электронно-оптический преобразователь инфракрасного излучения в видимое, конфигурация которой обеспечивает формирование изображения детали газотурбинного двигателя, на которую испускается лазерный пучок; и устройство управления и арифметической обработки, выполненное с возможностью хранения данных формы детали газотурбинного двигателя, управления движущим механизмом таким образом, что лазерный пучок испускается на место соединения, на основе данных формы, и получения результата, показывающего состояние места соединения, на основе данных формирования изображения, получаемых посредством электронно-оптического преобразователя инфракрасного излучения в видимое.
[0009]
Во втором аспекте, соответствующем данному изобретению, в установке неразрушающего контроля, соответствующей первому аспекту, движущий механизм имеет: ступенчатый аппарат, выполненный с возможностью перемещения детали газотурбинного двигателя в горизонтальном направлении; и механизм переворота, выполненный с возможностью переворота детали газотурбинного двигателя по отношению к источнику света.
[0010]
В третьем аспекте, соответствующем данному изобретению, в установке неразрушающего контроля, соответствующей первому аспекту или второму аспекту, движущий механизм имеет установочные штифты, расположенные в положениях, в которых они упираются в имеющие простую форму участки множества деталей газотурбинного двигателя, имеющих разные формы, и выполнен с возможностью выполнения позиционирования деталей газотурбинного двигателя.
[0011]
В четвертом аспекте, соответствующем данному изобретению, в установке неразрушающего контроля, соответствующей аспектам с первого по третий, устройство управления и арифметической обработки выполнено с возможностью сбора данных формирования изображения всего места соединения путем разделения места соединения на множество областей формирования изображения, в котором соседние области формирования изображения частично перекрывают друг друга, будучи отображаемыми посредством электронно-оптического преобразователя инфракрасного излучения в видимое.
[0012]
В пятом аспекте, соответствующем данному изобретению, в установке неразрушающего контроля, соответствующей аспектам с первого по четвертый, деталь газотурбинного двигателя представляет собой рабочую лопатку.
Преимущества изобретения
[0013]
В соответствии с данным изобретением, поскольку на место соединения испускается лазерный пучок, плотность энергии которого выше, чем у импульсной лампы, оказывается возможным проведение неразрушающего контроля без нанесения ленты, моделирующей абсолютно черное тело, или краски, моделирующей абсолютно черное тело. Кроме того, устройство управления и арифметической обработки, которое сохраняет данные формы детали газотурбинного двигателя, управляет движущим механизмом, выполненным с возможностью перемещения детали газотурбинного двигателя таким образом, что лазерный пучок испускается на место соединения. Соответственно можно легко провести контроль применительно к различным типам деталей газотурбинного двигателя, имеющих сложные формы. В результате в соответствии с данным изобретением, при неразрушающем контроле места соединения детали газотурбинного двигателя, в котором соединяемый материал, сформированный из металлического материала, соединяют с основным материалом, сформированным из армированного волокном материала, можно легко провести контроль применительно к различным типам деталей газотурбинного двигателя, имеющих сложные формы, без необходимости нанесения ленты, моделирующей абсолютно черное тело, или краски, моделирующей абсолютно черное тело.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0014]
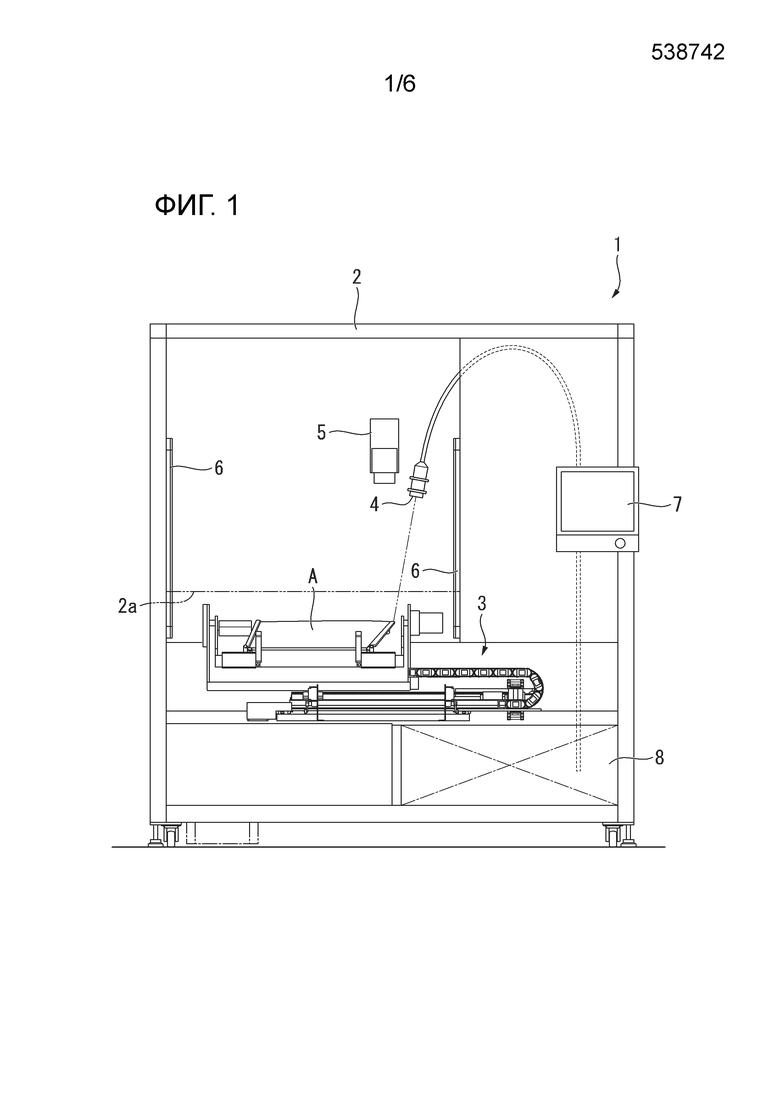
На фиг.1 представлен вид спереди, иллюстрирующий схематическую конфигурацию установки неразрушающего контроля в соответствии с вариантом осуществления данного изобретения.
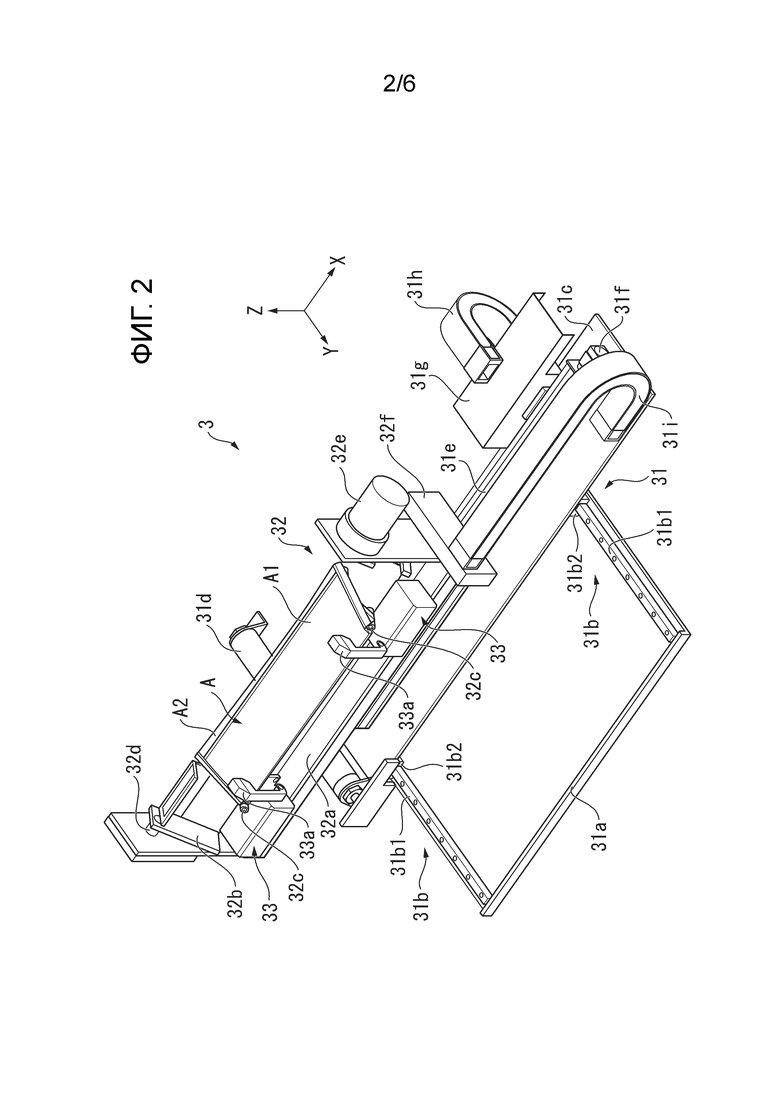
На фиг.2 представлено перспективное изображение движущего механизма, входящего в состав установки неразрушающего контроля в соответствии с вариантом осуществления данного изобретения.
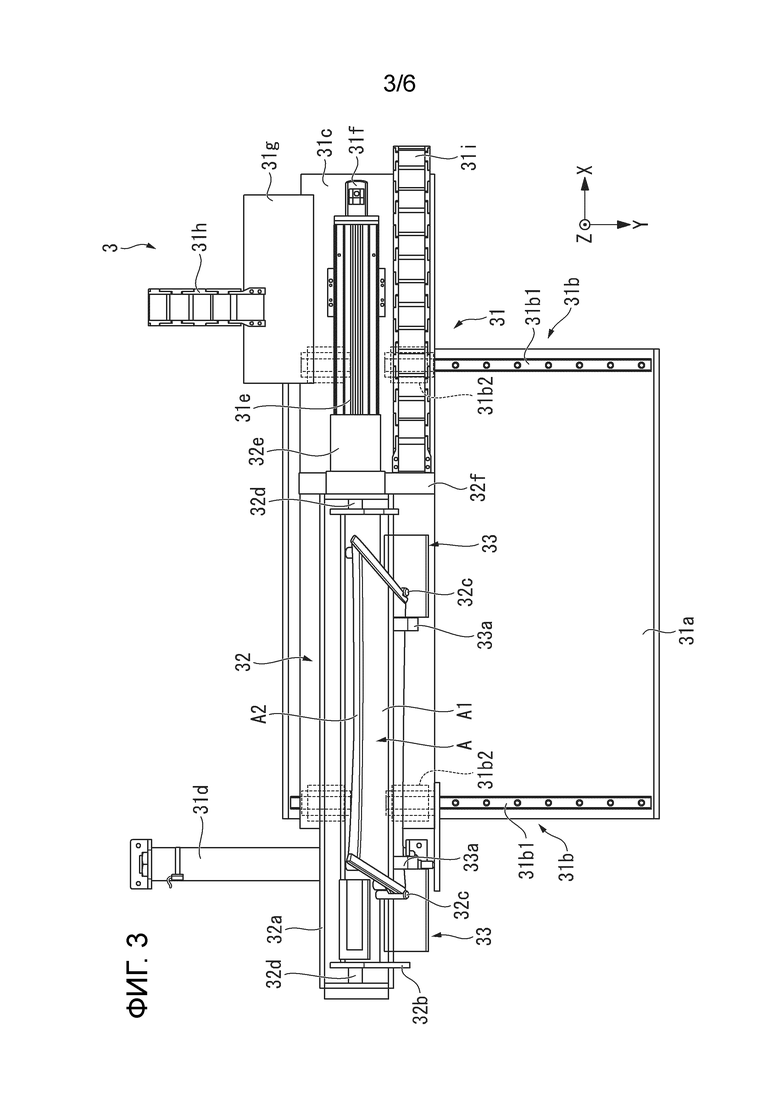
На фиг.3 представлен вид в плане движущего механизма, входящего в состав установки неразрушающего контроля в соответствии с вариантом осуществления данного изобретения.
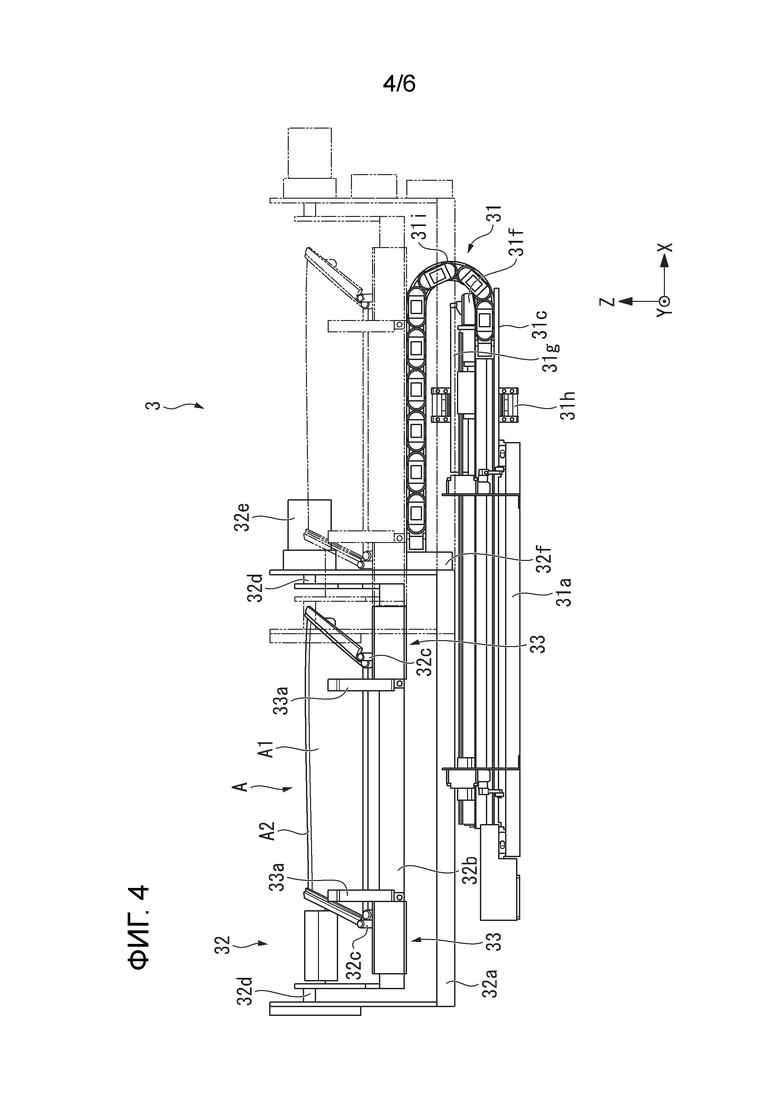
На фиг.4 представлен вид спереди движущего механизма, входящего в состав установки неразрушающего контроля в соответствии с вариантом осуществления данного изобретения.
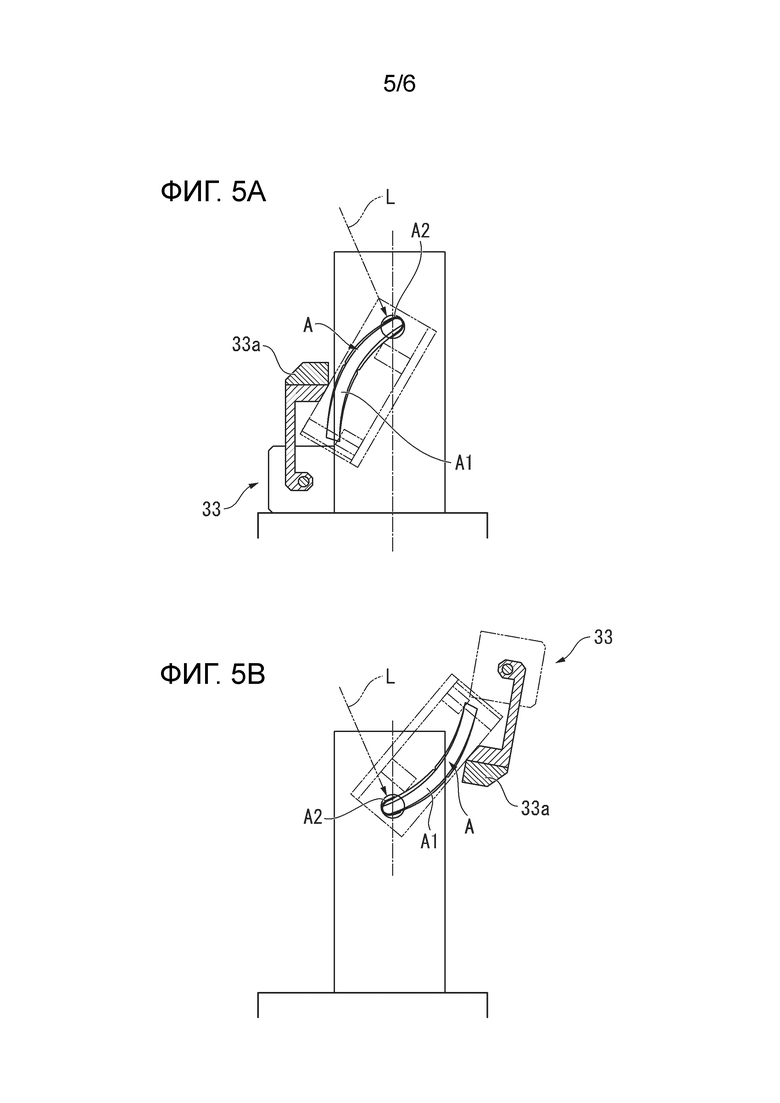
На фиг.5A представлен схематический чертеж, иллюстрирующий аспект переворота направляющей лопатки движущего механизма, входящего в состав установки неразрушающего контроля в соответствии с вариантом осуществления данного изобретения.
На фиг.5B представлен схематический чертеж, иллюстрирующий аспект переворота направляющей лопатки движущего механизма, входящего в состав установки неразрушающего контроля в соответствии с вариантом осуществления данного изобретения.
На фиг.6 представлен вид для описания областей формирования изображения в установке неразрушающего контроля в соответствии с вариантом осуществления данного изобретения.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0015]
Ниже будут описаны варианты осуществления установки неразрушающего контроля данного изобретения со ссылками на прилагаемые чертежи. На описываемых ниже чертежах масштабы элементов могут быть изменены надлежащим образом, чтобы сделать эти элементы идентифицируемыми.
[0016]
На фиг.1 представлен вид спереди, иллюстрирующий схематическую конфигурацию установки 1 неразрушающего контроля. Как показано на фиг.1, установка 1 неразрушающего контроля согласно варианту осуществления включает в себя корпус 2, движущий механизм 3, источник 4 лазерного пучка (источник света), инфракрасную камеру 5 (электронно-оптический преобразователь инфракрасного излучения в видимое), заградительный датчик 6, монитор 7 манипуляций и блок 8 управления (устройство управления и арифметической обработки).
[0017]
Корпус 2 вмещает движущий механизм 3, источник 4 лазерного пучка, инфракрасную камеру 5, заградительный датчик 6 и блок 8 управления. Корпус 2 имеет открытую секцию, через которую направляющую лопатку A (деталь газотурбинного двигателя), служащую объектом контроля, вставляют в корпус 2 или извлекают из него. В открытой секции установлен подъемный прерыватель 2a, который закрывается при лазерном излучении. Отметим, что направляющая лопатка A представляет собой направляющую лопатку, конфигурация которой обеспечивает спрямление воздуха, который выходит наружу из вентилятора в газотурбинном двигателе.
[0018]
На фиг.2 представлено перспективное изображение движущего механизма 3. На фиг.3 представлен вид в плане движущего механизма 3. На фиг.4 представлен вид спереди движущего механизма 3. Как показано на фиг.2-4, движущий механизм 3 включает в себя ступенчатый аппарат 31, механизм 32 переворота и зажимные устройства 33.
[0019]
Ступенчатый аппарат 31 включает в себя основание 31a, направляющие 31b продвижения вперед и отвода назад, движущую ступень 31c, цилиндр 31d продвижения вперед и отвода назад, направляющую 31е поперечного движения, шаговый электродвигатель 31f поперечного движения, блок 31g возбуждения, первый кабельный блок 31h и второй кабельный блок 31i.
[0020]
Основание 31a заключено в корпус 2 и крепится к секции пола корпуса 2. Основание 31a служит непосредственной или косвенной опорой направляющим 31b продвижения вперед и отвода назад, движущей ступени 31c, направляющей 31е поперечного движения, шаговому электродвигателю 31f поперечного движения, блоку 31g возбуждения, первому кабельному блоку 31h и второму кабельному блоку 31i, а также механизму 32 переворота и зажимным устройствам 33.
[0021]
Направляющие 31b продвижения вперед и отвода назад представляют собой пару направляющих линейного движения (ЛД), установленных на основании 31a. Направляющие 31b продвижения вперед и отвода назад имеют направляющие рельсы 31b1, установленные простирающимися в направлении вперед/назад (направлении Y), и ползуны 31b2, движущиеся по направляющим рельсам 31b1. Ползуны 31b2 посажены с возможностью скольжения на направляющие рельсы 31b1, служащие неподвижными деталями, и движутся по направляющим рельсам 31b1 в направлении вперед/назад (направлении Y). Направляющие 31b продвижения вперед и отвода назад установлены на концевых участках основания 31a в направлении влево-вправо (направлении Х). Движущая ступень 31c представляет собой плоскую плитообразную ступень, которая крепится к ползунам 31b2 направляющих 31b продвижения вперед и отвода назад, перемещаясь в направлении вперед/назад (направлении Y). Движущая ступень 31c служит непосредственной опорой направляющей 31е поперечного движения, шаговому электродвигателю 31f поперечного движения, блоку 31g возбуждения и второму кабельному блоку 31i.
[0022]
Цилиндр 31d продвижения вперед и отвода назад находится позади основания 31a и крепится к секции пола корпуса 2. Цилиндр 31d продвижения вперед и отвода назад имеет шток, который движется в направлении вперед/назад (направлении Y), а конец штока крепится к движущей ступени 31c.
Цилиндр 31d продвижения вперед и отвода назад электрически соединен с блоком 8 управления и движет движущую ступень 31c в направлении вперед/назад (направлении Y) под управлением блока 8 управления.
[0023]
Направляющая 31е поперечного движения представляет собой направляющую линейного движения (ЛД), установленную на движущей ступени 31c. Направляющая 31е поперечного движения имеет направляющий рельс, установленный простирающимся в направлении влево-вправо (в направлении Х), и ползун, который выполнен с возможностью движения по направляющему рельсу. Шаговый электродвигатель 31f поперечного движения находится на правой стороне направляющей 31е поперечного движения и крепится движущей ступени 31c. Шаговый электродвигатель 31f поперечного движения соединен с блоком 8 управления посредством блока 31g возбуждения и первого кабельного блока 31h и движет ползун направляющей 31е поперечного движения в направлении влево-вправо (в направлении Х) под управлением блока 8 управления.
[0024]
Блок 31g возбуждения находится позади направляющей 31е поперечного движения и крепится к движущей ступени 31c. Блок 31g возбуждения соединен с шаговым электродвигателем 31f поперечного движения и дополнительно соединен с блоком 8 управления посредством первого кабельного блока 31h. Блок 31g возбуждения осуществляет возбуждение шагового электродвигателя 31f поперечного движения на основе команды, вводимой из блока 8 управления. Второй кабельный блок 31i соединяет движущую ступень 31c и блок 32f возбуждения (описываемый ниже) механизма 32 переворота и соединяет блок 8 управления и блок 32f возбуждения механизма 32 переворота посредством блока 31g возбуждения и первого кабельного блока 31h.
[0025]
Ступенчатый аппарат 31 движет направляющую лопатку A, поддерживаемую зажимными устройствами 33, в направлениях вперед/назад, а также влево-вправо (направлениях X-Y), т.е. в горизонтальном направлении, под управлением блока 8 управления.
[0026]
Механизм 32 переворота включает в себя раму 32а основания, поворотную раму 32b, установочные штифты 32c, секции 32d вращающегося вала, серводвигатель 32e и блок 32f возбуждения.
[0027]
Рама 32а основания крепится к ползуну направляющей 31е поперечного движения, входящей у состав ступенчатого аппарата 31, и поэтому движется в направлении влево-вправо (в направлении Х). Рама 32а основания поддерживает с возможностью поворота поворотную раму 32b посредством секции 32d вращающегося вала. Поворотная рама 32b представляет собой участок, на котором непосредственно расположена направляющая лопатка A. Поворотная рама 32b установлена с возможностью поворота относительно рамы 32а основания вокруг оси в направлении влево-вправо, определяемом секциями 32d вращающегося вала.
[0028]
В поворотной раме 32b вертикально установлено множество установочных штифтов 32c, которые выступают из поворотной рамы 32b. Установочные штифты 32c находятся в положениях, соответствующих имеющему простую форму участку направляющей лопатки A. То есть установка 1 неразрушающего контроля согласно варианту осуществления контролирует в качестве объектов контроля направляющие лопатки разных типов, имеющие разные формы, а также направляющие лопатки А одного типа. Направляющие лопатки, служащие в качестве объектов контроля имеют простые формы, хотя точные формы отличаются друг от друга. Множество установочных штифтов 32c расположены, упираясь в участки, имеющие вышеупомянутые простые формы (т.е. участки простой формы).
[0029]
В соответствии с установочными штифтами 32c, независимо от форм направляющих лопаток, при условии, что они представляют собой направляющие лопатки, служащие в качестве объектов контроля, направляюще лопатки можно располагать в положениях отсчета для проведения неразрушающего контроля, когда имеющие простую форму участки располагаются, упираясь в установочные штифты 32c. То есть в варианте осуществления, когда направляющую лопатку A размещают на поворотной раме 32b таким образом, что участок простой формы упирается в установочные штифты 32c, направляющая лопатка A оказывается в положении отсчета.
[0030]
Секции 32d вращающегося вала установлены на обоих концах поворотной рамы 32b в направлении влево-вправо (в направлении Х) и поддерживают поворотную раму 32b с возможностью поворота относительно рамы 32а основания. Секции 32d вращающегося вала находятся в окрестности передней кромки, которая служит целевым местом контроля, направляющей лопатки A в направлении вверх/вниз (направлении Z) и поворачивают направляющую лопатку A вокруг окрестности передней кромки, когда поворачивается поворотная рама 32b.
[0031]
Серводвигатель 32e крепится к раме 32а основания, оказываясь соединенным с одной из секций 32d вращающегося вала, и генерирует движущую силу для поворота поворотной рамы 32b. Поворотная рама 32b поворачивается, когда движущая сила, генерируемая посредством серводвигателя 32e, передается на поворотную раму 32b посредством секции 32d вращающегося вала. Блок 32f возбуждения находится под серводвигателем 32e и крепится к раме 32а основания. Блок 32f возбуждения соединен с серводвигателем 32e и дополнительно соединен со вторым кабельным блоком 31i. Блок 32f возбуждения соединен с блоком 8 управления посредством второго кабельного блока 31i и осуществляет возбуждение серводвигателя 32e на основе команды, вводимой из блока 8 управления.
[0032]
Механизм 32 переворота поворачивает поворотную раму 32b, к которой направляющая лопатка A крепится посредством зажимных устройств 33, вокруг оси X (оси, проходящей в направлении влево/вправо) под управлением блока 8 управления. Например, механизм 32 переворота осуществляет переворот направляющей лопатки A, которая крепится посредством зажимных устройств 33, относительно лазерного пучка L (т.е. источника 4 лазерного пучка, показанного на фиг.1), как показано на фиг.5A и 5B, посредством переворота поворотной рамы 32b примерно на 180° с помощью серводвигателя 32e. Кроме того, механизм 32 переворота регулирует положение направляющей лопатки A в направлении вверх/вниз (направлении Z), осуществляя небольшой поворот серводвигателя 32e.
[0033]
Зажимные устройства 33 установлены должным образом относительно поворотной рамы 32b механизма 32 переворота и расположены на обоих концах поворотной рамы 32b в направлении влево-вправо (в направлении Х). Зажимные устройства 33 включают в себя зажимы 33a, поворачиваемые посредством гидравлического блока, электрически соединенного с блоком 8 управления. Направляющая лопатка A, размещенная на поворотной раме 32b, крепится посредством зажимов 33a.
[0034]
Возвращаясь к фиг.1, отмечаем, что источник 4 лазерного пучка расположен над движущим механизмом 3 и испускает лазерный пучок по направлению к движущему механизму 3. Лазерный пучок выбирается имеющим выходную мощность, которая может обеспечить достаточный нагрев направляющей лопатки A без нанесения ленты с полным отражением или краски с полным отражением. Источник 4 лазерного пучка имеет гомогенизатор, а пятно излучения лазерного пучка регулируется с приданием ему прямоугольной формы.
[0035]
Инфракрасная камера 5 расположена в окрестности источника 4 лазерного пучка и оперта в корпусе 2 посредством опорной секции (не показано). Инфракрасная камера 5 формирует изображения передней кромки - и ее окрестности - направляющей лопатки A для получения данных формирования изображения и выдает данные формирования изображения в блок 8 управления. В варианте осуществления диапазон формирования изображения инфракрасной камеры 5 меньше, чем длина направляющей лопатки A в направлении влево-вправо (в направлении Х) (длина направляющей лопатки A в направлении высоты). По этой причине в варианте осуществления направляющая лопатка A фиктивно разделена на множество областей формирования изображения в направлении влево-вправо (в направлении Х), причем данные формирования изображения каждой из областей формирования изображения отображаются инфракрасной камерой 5, блок 8 управления осуществляет синтез данных формирования изображения, и таким образом происходит сбор данных формирования изображения для всей области направляющей лопатки A в направлении влево-вправо (в направлении Х).
[0036]
Заградительный датчик 6 установлен в открытой секции корпуса 2, обнаруживает, присутствует ли оператор или кто-нибудь еще, и выдает результат обнаружения в блок 8 управления. В случае если оператор обнаружен во время возбуждения движущего механизма 3 или инжекции лазерного пучка, блок 8 управления останавливает работу установки 1 неразрушающего контроля.
[0037]
Монитор 7 манипуляций представляет собой интерфейс «человек - машина», подсоединенный к внешней поверхности корпуса 2. Монитор 7 манипуляций включает в себя, например, датчик сенсорной панели и выдает команду, вводимую оператором, в блок 8 управления. Кроме того, монитор 7 манипуляций визуализирует и отображает информацию, вводимую из блока 8 управления. Например, монитор 7 манипуляций отображает результат контроля, вводимый из блока 8 управления.
[0038]
Блок 8 управления осуществляет управление всей работой установки 1 неразрушающего контроля согласно варианту осуществления. В варианте осуществления блок 8 управления хранит программу для генерирования изображения, иллюстрирующую состояние после соединения в месте соединения направляющей лопатки A на основе данных формирования изображения, и получает изображение и результат определения, иллюстрирующий состояние после соединения, на основе данных формирования изображения, вводимых из инфракрасной камеры 5. В данном случае, блок 8 управления проводит контроль независимо от температуры направляющей лопатки A, измеряя фазовое превращение с помощью так называемого полевого транзистора, работающего в режиме обеднения (тип полевых транзисторов). Отметим, что примеры конкретного способа получения состояния после соединения исходя из данных формирования изображения приведены в вышеупомянутых патентных документах, так что их подробное описание будет опущено.
[0039]
Данные формы направляющей лопатки A сохранены заранее в блоке 88 управления согласно варианту осуществления предварительно. Блок 8 управления осуществляет управление движущим механизмом 3 таким образом, что место соединения направляющей лопатки A оказывается в области излучения лазерного пучка, а кроме того, множество областей формирования изображения согласуются с диапазоном формирования изображения инфракрасной камеры 5. То есть блок 8 управления сохраняет данные формы направляющей лопатки A и осуществляет управление движущим механизмом 3 таким образом, что лазерный пучок испускается на место соединения направляющей лопатки A на основе данных формы. Помимо этого, блок 8 управления осуществляет управление движущим механизмом 3 таким образом, что инфракрасная камера 5 формирует изображение места соединения направляющей лопатки A на основе данных формы.
[0040]
Направляющая лопатка A, служащая в качестве объекта контроля в варианте осуществления, формируется посредством соединения соединяемого материала A2, сформированного из металлического материала, с передней кромкой и ее окрестностью основного материала А1, имеющего форму лопатки и сформированного из армированного волокном материала (например, армированного углеродным волокном пластика), включающего в себя углеродное волокно, и т.п. Соединяемому материалу A2 придают форму участка, перенося его со стороны положительного давления на сторону отрицательного давления основного материала А1, включая переднюю кромку. Место соединения между основным материалом А1 и соединяемым материалом A2 направляющей лопатки A - это место, где состояние после соединения контролируют с помощью установки 1 неразрушающего контроля согласно варианту осуществления. Когда участок простой формы располагают с упором в установочные штифты 32c, как описано выше и как показано на фиг.2-4, направляющая лопатки A оказывается расположенной таким образом, что место соединения (т.е. участок передней кромки) между основным материалом А1 и соединяемым материалом A2 оказывается направленным к задней верхней стороне, а участок задней кромки оказывается направленным к передней нижней стороне.
[0041]
В установке 1 неразрушающего контроля согласно варианту осуществления, имеющему вышеупомянутую конфигурацию, когда направляющая лопатка A установлена на поворотной раме 32b таким образом, что участок простой формы упирается в установочные штифты 32c, а оператор вводит команду начала в монитор 7 манипуляций, блок 8 управления обеспечивает закрепление направляющей лопатки A в зажимные устройства 33 с помощью зажимов 33a.
[0042]
Затем блок 8 управления обеспечивает перемещение направляющей лопатки A в корпус 2 с помощью движущего механизма 3 и закрывает прерыватель 2a. Кроме того, блок 8 управления обеспечивает перемещение направляющей лопатки A в исходное положение для начала контроля с помощью движущего механизма 3 на основе данных формы. Описываемое здесь исходное положение - это положение (показанное на фиг.5A), в котором правый концевой участок (сторона положительного направления оси Х) стороны поверхности отрицательного давления места соединения направляющей лопатки A облучается лазерным пучком, излучаемым из источника 4 лазерного пучка. В этот момент диапазон формирования изображения инфракрасной камеры 5 перекрывает область формирования изображения, находящуюся на правой стороне (стороне положительного направления оси Х), среди множества областей формирования изображения. Затем блок 8 управления обеспечивает излучение лазерного пучка из источника 4 лазерного пучка, нагревание концевого участка места соединения, формирование изображения места соединения с помощью инфракрасной камеры 5 в течение периода с момента начала нагрева до истечения определенного времени после нагрева, а также сбор данных формирования изображения.
[0043]
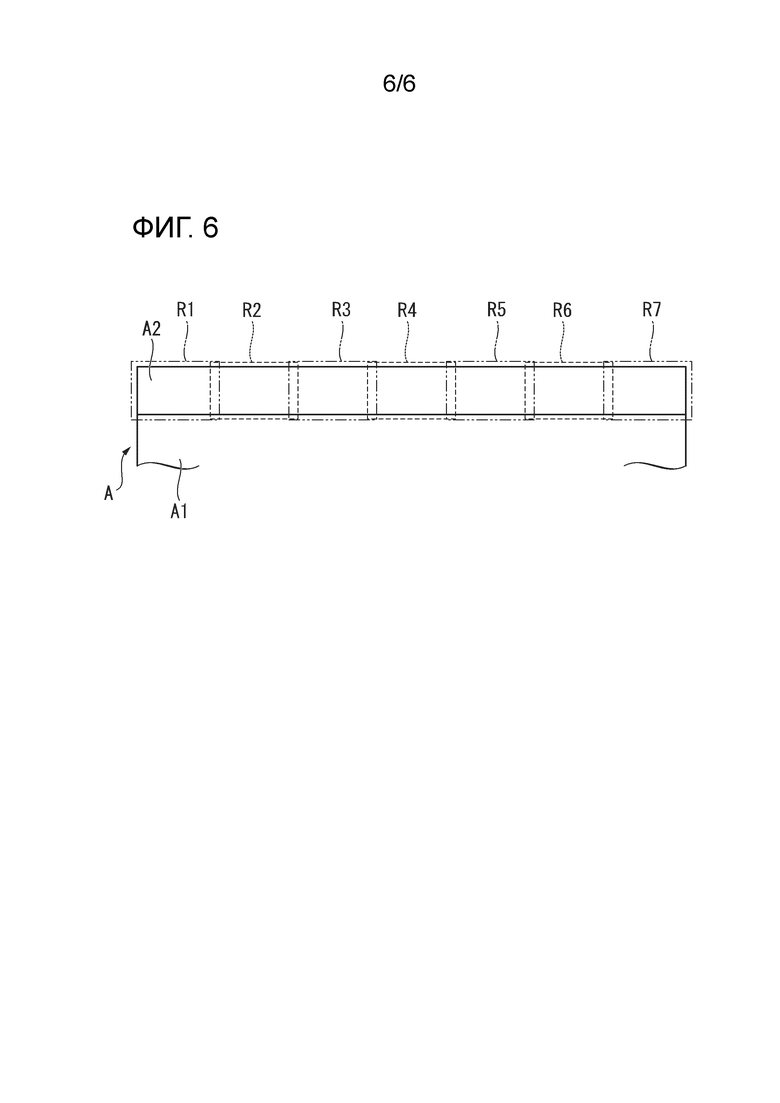
В случае варианта осуществления, показанного на фиг.6, сторона поверхности отрицательного давления места соединения направляющей лопатки A разделена на семь областей формирования изображения (областей R1-R7 формирования изображения) в направлении высоты (направлении влево/вправо на фиг.6) направляющей лопатки A. Кроме того, как показано на фиг.6, соседние области формирования изображения расположены так, что частично перекрывают друг друга. То есть в варианте осуществления место соединения разделено на множество областей формирования изображения, в котором соседние области формирования изображения частично перекрывают друг друга.
[0044]
Когда данные формирования изображения области R1 формирования изображения получены в процессе предыдущего формирования изображения, блок 8 управления обеспечивает движение направляющей лопатки A с помощью движущего механизма 3 на основе данных формы таким образом, что диапазон формирования изображения инфракрасной камеры 5 и пятно излучения лазерного пучка перекрывают область R2 формирования изображения. Затем блок 8 обеспечивает сбор данных формирования изображения области R2 формирования изображения, делая это посредством формирования изображения с помощью инфракрасной камеры 5 после излучения лазерного пучка в область R2 формирования изображения в течение некоторого постоянного времени из источника 4 лазерного пучка. По мере повторения вышеупомянутой операции блок 8 управления собирает данные формирования изображения из всех областей R1-R7 формирования изображения.
[0045]
При получении данных формирования изображения из областей R1-R7 формирования изображения, как показано на фиг.5B, блок 8 управления обеспечивает переворот направляющей лопатки A относительно лазерного пучка L с помощью механизма 32 переворота, сторона поверхности положительного давления места соединения направляющей лопатки A тоже разделена на семь областей формирования изображения, причем соседние области формирования изображения частично перекрывают друг друга. Затем блок 8 управления обеспечивает сбор данных формирования изображения из всех областей формирования изображения стороны поверхности положительного давления места соединения направляющей лопатки A.
[0046]
При сборе данных формирования изображения всего места соединения направляющей лопатки A таким образом, блок 8 управления обеспечивает генерирование изображения, иллюстрирующего состояние после соединения, исходя из данных формирования изображения, и при этом синтезирует данные формирования изображения в целом и проводит определение состояния после соединения в соответствии с необходимостью. Затем блок 8 управления обеспечивает отображение изображения, иллюстрирующего состояние после соединения, и результата определения состояния после соединения на мониторе 7 манипуляций.
Кроме того, блок 8 управления одновременно обеспечивает движение направляющей лопатки A наружу из корпуса 2 с помощью движущего механизма 3 и отпускание зажимов 33a зажимных устройств 33.
[0047] В соответствии с установкой 1 неразрушающего контроля согласно вышеупомянутому варианту осуществления, поскольку на место соединения направляющей лопатки A испускается лазерный пучок, плотность энергии которого выше, чем у импульсной лампы, оказывается возможным проведение неразрушающего контроля без нанесения ленты, моделирующей абсолютно черное тело, или краски, моделирующей абсолютно черное тело. Кроме того, блок 8 управления, который сохраняет данные формы направляющей лопатки A, осуществляет управление движущим механизмом 3, выполненный с возможностью перемещения направляющей лопатки A таким образом, что лазерный пучок испускается на место соединения. Соответственно, можно легко провести контроль применительно к различным типам направляющих лопаток, имеющих сложные формы. В результате в соответствии с установкой 1 неразрушающего контроля согласно варианту осуществления при неразрушающем контроле направляющей лопатки A, имеющей сложную форму, можно легко провести контроль применительно к различным типам деталей газотурбинного двигателя, имеющих сложные формы, без необходимости нанесения ленты, моделирующей абсолютно черное тело, или краски, моделирующей абсолютно черное тело, и можно быстро получить состояние после соединения.
[0048]
Кроме того, в установке 1 неразрушающего контроля согласно варианту осуществления движущий механизм 3 включает в себя ступенчатый аппарат 31, выполненный с возможностью перемещения направляющей лопатки A в горизонтальном направлении, и механизм 32 переворота, выполненный с возможностью переворота направляющей лопатки A по отношению к источнику 4 лазерного пучка. По этой причине, в соответствии с установкой 1 неразрушающего контроля согласно варианту осуществления место соединения направляющей лопатки A можно переместить в произвольное место, лазерный пучок можно надежно излучать на место соединения, и можно надежно получать данные формирования изображения места соединения.
[0049]
Кроме того, в соответствии с установкой 1 неразрушающего контроля согласно варианту осуществления движущий механизм 3 имеет множество установочных штифтов 32c, находящихся в положениях, в которых они упираются в имеющие простую форму участки множества направляющих лопаток A, имеющих разные формы, а его конфигурация обеспечивает осуществление позиционирования направляющих лопаток A. По этой причине, в соответствии с установкой 1 неразрушающего контроля согласно варианту осуществления можно легко расположить направляющие лопатки A в положения отчета для проведения контроля.
[0050]
Кроме того, в соответствии с установкой 1 неразрушающего контроля согласно варианту осуществления конфигурация блока 8 управления обеспечивает сбор данных формирования изображения всего места соединения путем разделения места соединения направляющей лопатки A на множество областей формирования изображения, при этом соседние области формирования изображения частично перекрывают друг друга, а их изображения формируются инфракрасной камерой. По этой причине появление области, в которой сбор данных формирования изображения не происходит, между областями формирования изображения, можно предотвратить, так что оказывается возможным надежный сбор данных формирования изображения всего места соединения.
[0051]
Хотя выше описан возможный вариант осуществления данного изобретения со ссылками на прилагаемые чертежи, излишне говорить, что данное изобретение не ограничивается этим вариантом осуществления. Все формы и совокупности компонентов, продемонстрированные в вышеупомянутом варианте осуществления, представлены как возможные, и на основе конструктивных или аналогичных требований - в рамках сущности настоящего изобретения - можно внести различные изменения.
[0052]
В варианте осуществления детали газотурбинного двигателя в данном изобретении описаны на примере направляющих лопаток A. Вместе с тем, настоящее изобретение не ограничивается этим примером, а объектами контроля могут стать и детали газотурбинного двигателя, не являющиеся направляющими лопатками A, в той мере, в какой эти детали сформированы посредством соединения соединяемого материала, сформированного из металлического материала, с основным материалом, сформированным из армированного волокном материала.
Например, объектом контроля также может быть лопасть вентилятора или корпус вентилятора.
Промышленная применимость
[0053]
В соответствии с настоящим изобретением при неразрушающем контроле места соединения детали газотурбинного двигателя, в котором соединяемый материал, сформированный из металлического материала, соединен с основным материалом, сформированным из армированного волокном материала, появляется возможность легкого осуществления контроля мест соединения различного типа деталей газотурбинного двигателя без нанесения ленты, моделирующей абсолютно черное тело, или краски, моделирующей абсолютно черное тело.
Перечень ссылочных позиций:
[0054]
1: Установка неразрушающего контроля
2: Корпус
2a: Прерыватель
3: Движущий механизм
4: Источник лазерного пучка (источник)
5: Инфракрасная камера (электронно-оптический преобразователь инфракрасного излучения в видимое)
6: Заградительный датчик
7: Монитор манипуляций
8: Блок управления (устройство управления и арифметической обработки)
31: Ступенчатый аппарат
31a: Основание
31b: Направляющая продвижения вперед или отвода назад
31c: Движущая ступень
31d: Цилиндр продвижения вперед или отвода назад
31e: Направляющая поперечного движения
31f: Шаговый электродвигатель поперечного движения
31g: Блок возбуждения
31h: Первый кабельный блок
31i: Второй кабельный блок
32: Механизм переворота
32a: Рама основания
32b: Поворотная рама
32c: Установочный штифт
32d: Секция вращающегося вала
32e: Серводвигатель
32f: Блок возбуждения
33: Зажимное устройство
33a: Зажим
A: Направляющая лопатка
A1: Основной материал
A2: Соединяемый материал
L: Лазерный пучок
R1-R7: Область формирования изображения
| название | год | авторы | номер документа |
|---|---|---|---|
| МОДУЛЬ ПОВОРОТА КАРТЫ ДЛЯ ПЕРСОНАЛИЗАЦИИ | 2021 |
|
RU2759089C1 |
| СПОСОБ БЕЗРАЗБОРНОГО ИЗМЕРЕНИЯ ЗАЗОРА В МЕХАНИЗМЕ ДВИГАТЕЛЯ | 1995 |
|
RU2098751C1 |
| ЛАЗЕРНАЯ ТЕРМОГРАФИЯ | 2018 |
|
RU2738312C1 |
| ЛАЗЕРНЫЙ ПРОФИЛОМЕТР | 2008 |
|
RU2369835C1 |
| СПОСОБ БЕЗРАЗБОРНОГО ИЗМЕРЕНИЯ ЗАЗОРА В МЕХАНИЗМЕ ДВИГАТЕЛЯ | 1995 |
|
RU2095751C1 |
| СПОСОБ МОНИТОРИНГА ИНТЕРЕСУЮЩЕЙ ВЫСОКОТЕМПЕРАТУРНОЙ ОБЛАСТИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2011 |
|
RU2551479C2 |
| УСОВЕРШЕНСТВОВАННЫЙ СПОСОБ КОНТРОЛЯ С ПОМОЩЬЮ УЛЬТРАЗВУКА | 2014 |
|
RU2639585C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ, ОБРАЗУЮЩИХ ПОЛУЮ ЛОПАТКУ, ПОСРЕДСТВОМ ПРОКАТКИ | 2005 |
|
RU2404039C2 |
| Способ аддитивного формирования изделия с комбинированной структурой из жаропрочного никелевого сплава с высокотемпературным подогревом | 2023 |
|
RU2821638C1 |
| БЛОК ПЕРЕМЕЩЕНИЯ И ПОЗИЦИОНИРОВАНИЯ КАРТЫ ПРИ ЛАЗЕРНОЙ И/ИЛИ ЭЛЕКТРОННОЙ ПЕРСОНАЛИЗАЦИИ | 2022 |
|
RU2767026C1 |
Изобретение относится к области контроля качества изделий и касается установки неразрушающего контроля. Установка предназначена для неразрушающего контроля деталей газотурбинного двигателя и выполнена с возможностью проведения контроля места соединения между основным материалом, сформированным из армированного волокном материала, и металлическим соединяемым материалом. Установка включает в себя движущий механизм, перемещающий детали газотурбинного двигателя, источник лазерного пучка, электронно-оптический преобразователь инфракрасного излучения в видимое и устройство управления и арифметической обработки. Устройство управления и арифметической обработки выполнено с возможностью хранения данных формы детали газотурбинного двигателя, управления движущим механизмом таким образом, что лазерный пучок испускается на место соединения и получения результата, показывающего состояние места соединения на основе данных формирования изображения, получаемых посредством электронно-оптического преобразователя инфракрасного излучения в видимое. Технический результат заключается в упрощении способа контроля деталей газотурбинного двигателя, имеющих сложные формы. 8 з.п. ф-лы, 6 ил.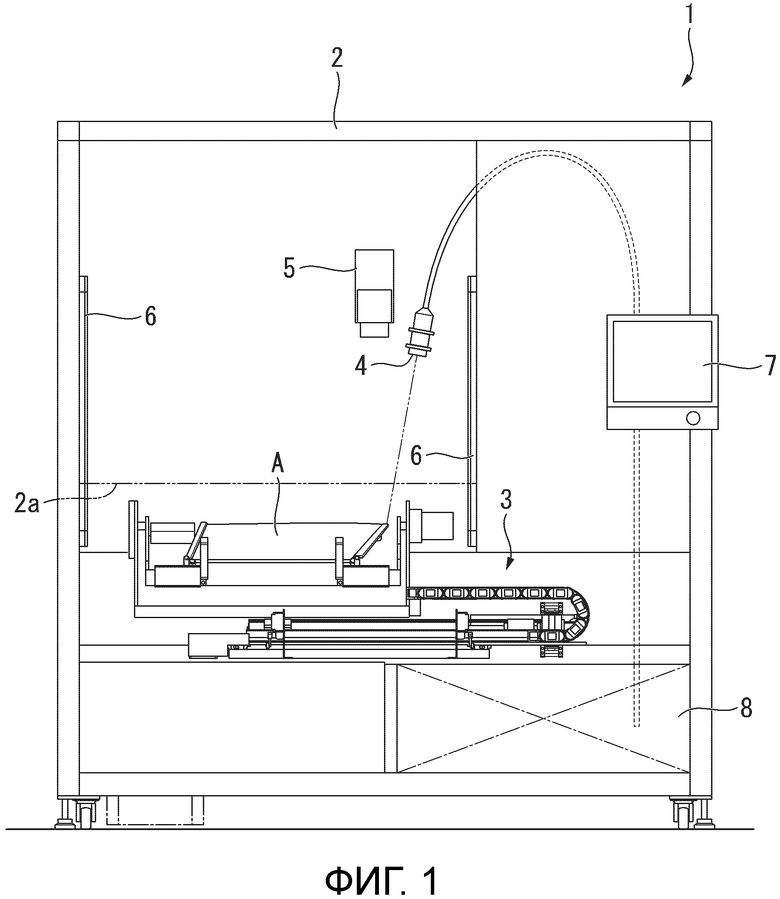
1. Установка неразрушающего контроля, выполненная с возможностью проведения неразрушающего контроля места соединения между основным материалом и соединяемым материалом детали газотурбинного двигателя, причем деталь газотурбинного двигателя сформирована путем соединения соединяемого материала, сформированного из металлического материала, с основным материалом, сформированным из армированного волокном материала, при этом установка неразрушающего контроля содержит:
движущий механизм, выполненный с возможностью перемещения детали газотурбинного двигателя;
источник света, выполненный с возможностью испускания лазерного пучка;
электронно-оптический преобразователь инфракрасного излучения в видимое, выполненный с возможностью формирования изображения детали газотурбинного двигателя, на которую испускается лазерный пучок; и
устройство управления и арифметической обработки, выполненное с возможностью хранения данных формы детали газотурбинного двигателя, управления движущим механизмом таким образом, что лазерный пучок испускается на место соединения, на основе данных формы, и получения результата, показывающего состояние места соединения, на основе данных формирования изображения, получаемых посредством электронно-оптического преобразователя инфракрасного излучения в видимое.
2. Установка неразрушающего контроля по п.1, в которой
движущий механизм имеет:
ступенчатый аппарат, выполненный с возможностью перемещения детали газотурбинного двигателя в горизонтальном направлении; и
механизм переворота, выполненный с возможностью переворота детали газотурбинного двигателя по отношению к источнику света.
3. Установка неразрушающего контроля по п.1, в которой движущий механизм имеет установочные штифты, расположенные в положениях, в которых они упираются в имеющие простую форму участки множества деталей газотурбинного двигателя, имеющих разные формы, и выполнен с возможностью выполнения позиционирования деталей газотурбинного двигателя.
4. Установка неразрушающего контроля по п.2, в которой движущий механизм имеет установочные штифты, расположенные в положениях, в которых они упираются в имеющие простую форму участки множества деталей газотурбинного двигателя, имеющих разные формы, и выполнен с возможностью выполнения позиционирования деталей газотурбинного двигателя.
5. Установка неразрушающего контроля по п.1, в которой устройство управления и арифметической обработки выполнено с возможностью сбора данных формирования изображения всего места соединения путем разделения места соединения на множество областей формирования изображения, в котором соседние области формирования изображения частично перекрывают друг друга, будучи отображаемыми посредством электронно-оптического преобразователя инфракрасного излучения в видимое.
6. Установка неразрушающего контроля по п.2, в которой устройство управления и арифметической обработки выполнено с возможностью сбора данных формирования изображения всего места соединения путем разделения места соединения на множество областей формирования изображения, в котором соседние области формирования изображения частично перекрывают друг друга, будучи отображаемыми посредством электронно-оптического преобразователя инфракрасного излучения в видимое.
7. Установка неразрушающего контроля по п.3, в которой устройство управления и арифметической обработки выполнено с возможностью сбора данных формирования изображения всего места соединения путем разделения места соединения на множество областей формирования изображения, в котором соседние области формирования изображения частично перекрывают друг друга, будучи отображаемыми посредством электронно-оптического преобразователя инфракрасного излучения в видимое.
8. Установка неразрушающего контроля по п.4, в которой устройство управления и арифметической обработки выполнено с возможностью сбора данных формирования изображения всего места соединения путем разделения места соединения на множество областей формирования изображения, в котором соседние области формирования изображения частично перекрывают друг друга, будучи отображаемыми посредством электронно-оптического преобразователя инфракрасного излучения в видимое.
9. Установка неразрушающего контроля по п.1, в которой деталь газотурбинного двигателя представляет собой рабочую лопатку.
| US 2013148689 A1, 13.06.2013 | |||
| US 2012219034 A1, 30.08.2012 | |||
| US 6394646 B1, 28.05.2002 | |||
| СПОСОБ ДИАГНОСТИКИ ТЕХНИЧЕСКОГО СОСТОЯНИЯ ДЕТАЛЕЙ, УЗЛОВ И ПРИВОДНЫХ АГРЕГАТОВ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2379645C2 |

