Изобретение относится к способам вое- становления изношенных поверхностей и может найти применение при ремонте машин.
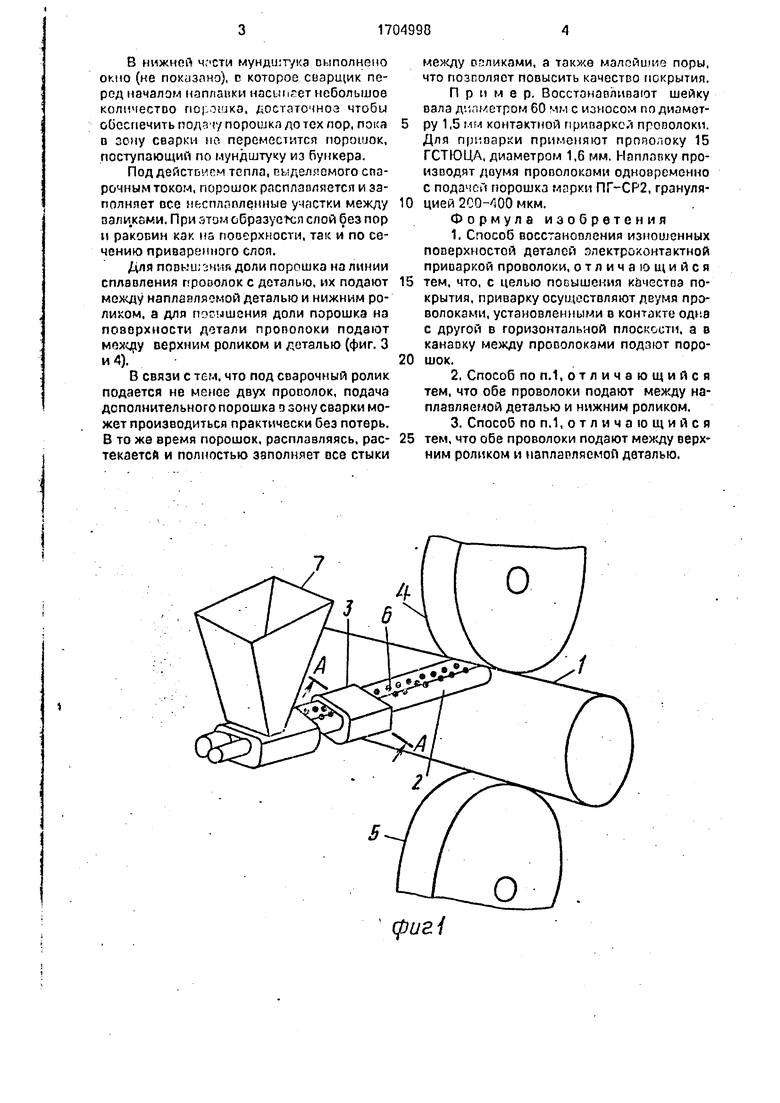
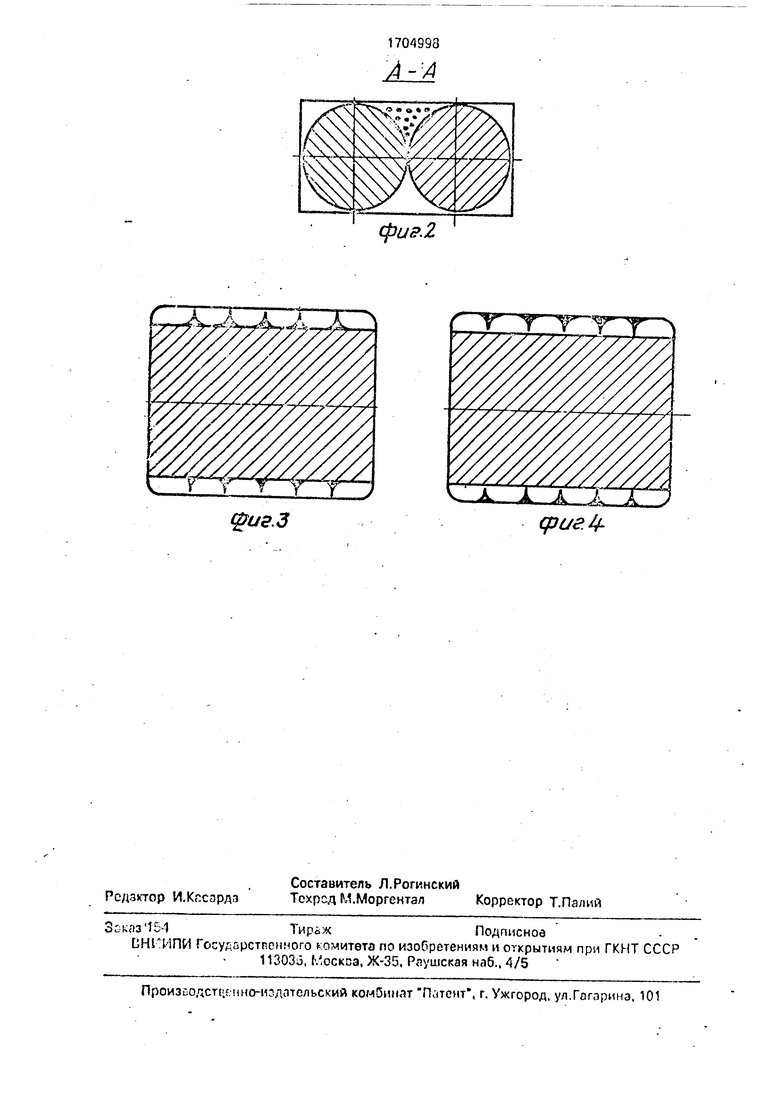
Цель изобретения - повышение качества покрытия. На фиг. 1 изображена схема осуществления способа восстановления изношенных поверхностей; на фис-2 - ... ние А-А на фиг. 1; на фиг. 3 - продольное сечение наплавленной детали в случае подачи проиолоки между верхним роликом и деталью; на фиг. 4 - продольное сечение наплавленной детали в случае подачи проволоки между деталью и нижним роликом,
СпосоП осуществляют следующим образом.
Деталь подлежащую восстаноп.мению. зажимает в патроне установки дня элсхтро- контачтной наплавки. Концы проволоки 2, выходящие; из мундштукл 3, перед сваркой
укладывают под верхний ролик 4 или нижний ролик 5. Включают сварочное давление, ролики 4 и 5 сжимаются, концы проволок при этом зажимаются между деталью 1 и роликом 4 (фиг. 1).
При вращении шпинделя с одновременным включением сварочного тока ... ппппплг)КИ вытягиваются из мундштука и привариваются в виде многорлдного валика, например, двойного или тройного в зависимости от количества проволок, приваренных одновременно.
Присадочные проволоки при вращении детали 1 сматываются с катушки, проходят через мундштук 3, над которым установлен бункер 7с порошком. Порошок 5 .з бун/ерз поступает мундштук и нпсыполся о канао- ку, обрэзоаагниую.сп между контактирующие ми проволоками, и о таком риде порошок трпнспортируотсч н зону спарки.
Ч
о
ю
ю
оэ
В нижней ч; Сти мундштука выполнено окно (не показано), с которое сварщик перед началом наплавки насыпгет небольшое количество порошка, достаточной чтобы обеспечить подачу порошка до тех пор, пока D зону сварки но переместится порошок, поступающий по мундштуку из бункера.
Под дейстоипм тепла, выделяемого спа- рочным током, порошок расплавляется и заполняет осе месплппленные участки между валиками. При этом образуется слой без пор и раковин как на поверхности, так и по сечению приваренного слол.
Для повышения доли порошка на линии сплавления проволок с деталью, их подают между наплавляемой деталью и нижним ро- лихом. а для повышения доли порошка на поверхности детали прополоки подают между верхним роликом и деталью (фиг. 3 и 4).
В связи с тем. что под сварочный ролик подается не менее двух проволок, подача дополнительного порошка D зону сварки может производиться практически без потерь. В то же время порошок, расплавляясь, рас- текаетсй и полностью заполняет все стыки
между озликами, а также малейшие поры, что позполяет повысить качество покрытия.
П р и м е р. Восстанавливают шейку вала диаметром 60 мм с износом по диаметру 1,5 мм контактной припаркой проволоки. Для приварки применяют прополоку 15 ГСТЮЦА. диаметром 1,6 мм. Наплавку производят двумя проволоками одновременно с подачей порошка марки ПГ-СР2, грануляцией 200-400 мкм.
Формула изобретения
1. Способ восстановления изношенных поверхностей деталей электроконтактной приваркой проволоки, отличающийся тем. что, с целью повышения качества покрытия, приварку осуществляют двумя проволоками, установленными в контакте одна с другой в горизонтальной плоскости, а в канавку между проволоками подают порошок.
2. Способ по п.1,отличающийся тем, что обе проволоки подают между наплавляемой деталью и нижним роликом.
3. Способ по п.1, о т л и ч а ю щ и и с я тем, что обе проволоки подают между верхним роликом и иаплапляемой деталью.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ РОЛИКОВОЙ ПРИВАРКИ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ | 2010 |
|
RU2564777C2 |
| Способ износостойкой наплавки | 1990 |
|
SU1804980A1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ РОЛИКОВОЙ ПРИВАРКИ МЕТАЛЛИЧЕСКИХ ФЕРРОМАГНИТНЫХ ПОРОШКОВ | 2010 |
|
RU2488467C2 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ БИМЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2008 |
|
RU2385207C1 |
| СПОСОБ ПОЛУЧЕНИЯ НАПЛАВЛЕННОГО НА ИЗДЕЛИЕ ПОКРЫТИЯ | 1998 |
|
RU2133652C1 |
| Способ электродуговой обработки и устройство для его осуществления | 1989 |
|
SU1708555A1 |
| СПОСОБ ВЫСОКОСКОРОСТНОЙ АРГОННО-ДУГОВОЙ НАПЛАВКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2008 |
|
RU2356708C1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ НАПЛАВКИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1998 |
|
RU2200650C2 |
| СПОСОБ ВЫСОКОСКОРОСТНОЙ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2002 |
|
RU2215624C1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ НАПЛАВКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2020 |
|
RU2751403C1 |
Изобретение относится к способам восстановления изношенных поверхностей и может найти применение при ремонте машин. Цель изобретения - повышение качества покрытия. Приварку осуществляют двумя проволоками, установленными в контакте друг с ярусом в горизонтальной плоскости, а в канао-.у между проволоками подают порошок. В связи с тем, что под сварочный ролик подается не менее двух проволок, подача дополнительного порошка в зону сварки может производиться практически без потерь, кроме того порошок, расплавляясь, растекается и полностью заполняет все стыки между валиками, что позволяет повысить качество покрытия. 2 з.п.ф-лы, 4 ил.
О J
фиг1
(Јиг.З
сри.2
д. jL Л J фиг.
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ НАПЛАВКИ | 0 |
|
SU407678A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
