Изобретение относится к области контактной сварки и может быть использовано при восстановлении и упрочнении деталей электроконтактной приваркой стальных лент.
Известен способ восстановления валов электроконтактной приваркой присадочной ленты, при котором вырезают заготовку ленты по размерам шейки вала и приваривают к восстанавливаемой поверхности электроконтактным способом, обкатывая шейку вала по винтовой линии роликом-электродом (Воловик Е.Л. Справочник по восстановлению деталей. - М.: Колос, с. 89-91). В известном техническом решении обе стороны присадочной ленты являются гладкими и плоскими. При электроконтактной приварке такая присадочная лента вследствие ее жесткости усилием ролика-электрода пластически не деформируется, поэтому прочное сварное соединение между металлопокрытием и основным металлом детали в твердой фазе не образуется. Иногда приварку плоской ленты производят на режимах, обеспечивающих формирование литого ядра в стыке детали и присадки. Но и в этом случае сварное соединение получается непрочным из-за смещения литого ядра вглубь основного металла в связи с интенсивным отводом тепла от тонкой металлической ленты в массивный ролик-электрод, изготовленный из высокотеплопроводного сплава.
Известен также способ восстановления валов электроконтактной приваркой перфорированной присадочной ленты, при котором вырезают заготовку ленты по размерам шейки вала, перпендикулярно поверхности ленты со стороны, обращенной к восстанавливаемой поверхности, сверлят ряды глухих отверстий, прижимают ленту упомянутой стороной к восстанавливаемой поверхности, обкатывают шейку вала по винтовой линии роликом-электродом, при этом режим приварки выбирают из условия полного заполнения объема глухих отверстий присадочным металлом, после чего производят последующую механическую обработку вала (Патент РФ №2700891, В23К 11/06, В23К 35/02, опубл. 23.09.2019, бюл. №27).
Недостатком прототипа являются большие потери присадочного металла в стружку при сверлении в ленте глухих цилиндрических отверстий на глубину присадочной ленты.
Оси отверстий в известном способе выполняют перпендикулярно образующей поверхности детали по концентрическим окружностям, а обкатку ленты роликом-электродом при приварке ее на вал производят по винтовой линии. Сварные точки формируют как по отверстиям, так и по перемычкам между отверстиями присадки. При этом меняются условия пластической деформации присадочного металла, нарушается стабильность процесса, отчего снижается прочность приварки.
Техническая задача изобретения - снизить потери присадочного металла при перфорировании присадочной ленты, повысить прочность приварки металлопокрытия к детали.
Техническая задача достигается тем, что в способе восстановления валов электроконтактной приваркой перфорированной присадочной ленты, при котором вырезают заготовку ленты по размерам шейки вала, перпендикулярно поверхности ленты со стороны, обращенной к восстанавливаемой поверхности, сверлят ряды глухих отверстий, прижимают ленту упомянутой стороной к восстанавливаемой поверхности, обкатывают шейку вала по винтовой линии роликом-электродом, при этом режим приварки выбирают из условия полного заполнения объема глухих отверстий присадочным металлом, после чего производят последующую механическую обработку вала, отверстия выполняют коническими на глубину, равную разности толщины ленты и дефектного слоя металлопокрытия, снимаемого при последующей механической обработке, а ряды отверстий сверлят с шагом, равным подаче ролика-электрода вдоль оси вала и под углом, соответствующим углу обкатки ленты роликом-электродом; при этом отношение радиусов оснований конических отверстий к шагу перфорации выбирают равным 0,20-0,25, а обкатку перфорированной ленты производят по перемычкам между рядами отверстий отверстия выполняют коническими на глубину, равную разности толщины ленты и дефектного слоя металлопокрытия, снимаемого при последующей механической обработке, а ряды отверстий сверлят с шагом, равным подаче ролика-электрода вдоль оси вала и под углом, соответствующим углу обкатки ленты роликом-электродом; при этом отношение радиусов оснований конических отверстий к шагу перфорации выбирают равным 0,20-0,25, а обкатку перфорированной ленты производят по перемычкам между рядами отверстий.
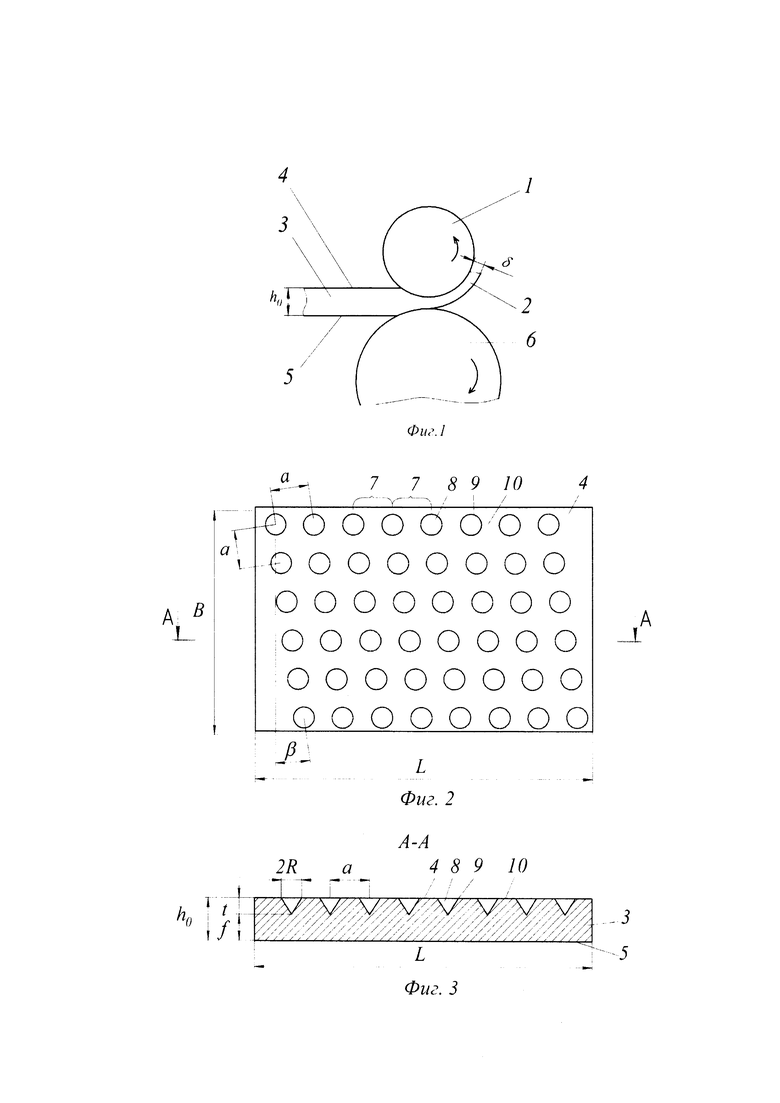
На фиг. 1 показан процесс электроконтактной приварки ленты к детали; на фиг. 2 - вид присадочной ленты со стороны, обращенной к восстанавливаемой детали; на фиг. 3 - поперечное сечение А-А присадки; на фиг. 4 - единичный элемент присадочной ленты до осадки; на фиг. 5 - единичный элемент присадочной ленты после осадки; на фиг. 6 - схема перемещения присадочного металла по поверхности детали при осадке присадки.
На деталь 1 наваривается металлопокрытие 2 из присадочной ленты 3 размерами L×В, у которой поверхность 4 обращена к детали 1, а поверхность 5 к ролику-электроду 6.
В ленте 3 под углом β выполнены с шагом а ряды 7 смежных глухих конических отверстий 8 с основаниями 9 радиуса R, между которыми остаются перемычки 10. Единичный элемент 11 присадки с основанием ах а имеет начальную высоту h0, после осадки его высота (одновременно толщина металлопокрытия) равна δ.
Технический эффект от применения предлагаемого способа восстановления заключается в следующем. Из ленты 3 вырезают заготовку размерами L×B, соответствующими размерам восстанавливаемой шейки детали 1. В ленте 3 перпендикулярно ее поверхности 4 выполняют ряды 7 смежных глухих конических отверстий 8. Шаг а сверления отверстий 8 выбирают равным подаче ролика-электрода 6 вдоль оси вала 1, а глубину сверления t равной разности толщины h0 ленты 3 и дефектного слоя ƒ металлопокрытия 2. Ряды 7 отверстий 8 располагают под углом β, соответствующим углу обкатки ленты 3 роликом-электродом 6. Перед приваркой присадочную ленту 3 прижимают поверхностью 4 к валу 1, к поверхности 5 прижимают ролик-электрод 6, создающий сварочное усилие. Включают одновременно сварочный ток, вращение вала и подачу ролика-электрода 6. Приварку производят по перемычкам 10 между рядами 7, режим приварки выбирают из условия полного заполнения объема глухих конических отверстий 8 присадочным металлом. После нанесения металлопокрытия 2 производят последующую механическую обработку, снимают дефектный слой толщиной ƒ (порядка 0,2-0,25 мм на сторону).
При сверлении конических отверстий объем удаляемого в стружку присадочного металла меньше, чем в прототипе. В предлагаемом способе восстановления обкатку ленты роликом-электродом производят по винтовой линии по перемычкам между рядами отверстий, чем повышают стабильность и качество приварки металлопокрытия.
Прочность приварки в твердой фазе металлопокрытия из перфорированной ленты зависит от интенсивности деформационных процессов, происходящих в стыке основного и присадочного металлов.
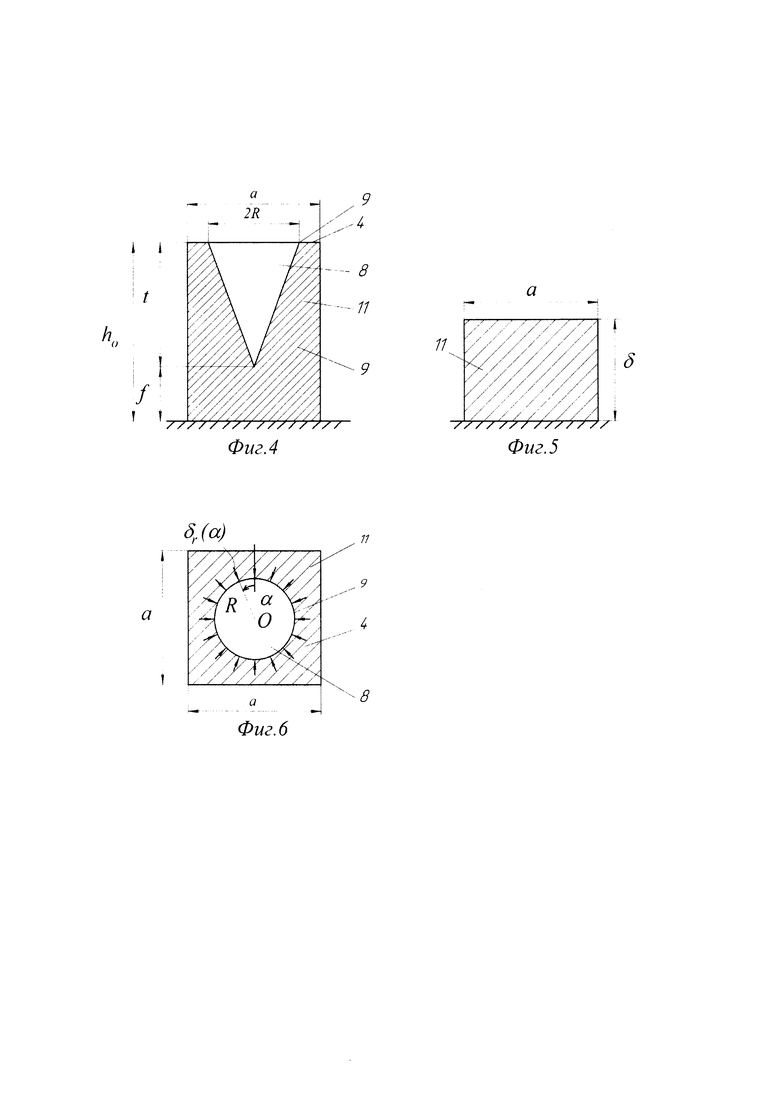
Рассмотрим схему пластической деформации присадочного металла, пользуясь схемами на фиг. 4-6.
Поскольку длина и ширина присадки при ее приварке изменяются пренебрежимо мало, то всю ленту можно разбить на повторяющиеся единичные элементы, показанные на фиг. 4.
До осадки каждый единичный элемент имеет форму прямоугольного параллелепипеда размерами a×a×h0, в котором выполнено коническое отверстие с радиусом основания R. После осадки элемент принимает форму сплошного прямоугольного параллелепипеда объемом a×a×δ, где δ - толщина наносимого металлопокрытия. При осадке присадки присадочный металл в пластическом состоянии перемещается к оси отверстия и при рациональном режиме приварки отверстие полностью заплавляется.
Объем единичного элемента на фиг. 4 равен

Такой же объем имеет единичный элемент на фиг. 5

Введем безразмерный коэффициент перфорации k=R/a и получим, что после удаления дефектного слоя на детали остается сплошное металлопокрытие толщиной

Единичный элемент перфорированной присадки симметричен относительно оси отверстия, что дает основание считать, что присадочный металл при осадке присадки перемещается от периферии в радиальном направлении к оси О, т.е., как это показано на фиг. 6. Составляем выражение относительной пластической деформации в радиальном направлении в плоскости стыка.
Для сечения, определяемого углом -π/4≤α≤π/4 искомый параметр равен

Известно (А. с. СССР №641306, G01N 3/00), что при аналогичном процессе электроконтактной приварке стальных проволок максимально прочное сварное соединение в твердой фазе образуется при относительном удлинении присадки εr=0,44-0,46. Из (4) при α=±π/4 определяем, что указанное значение относительной пластической деформации соответствует коэффициенту перфорации k=0,20…0,25.
Пример. Восстанавливается вал диаметром 50 мм из стали 45 ГОСТ 1050-2013 присадочной лентой из стали 65Г ГОСТ 14959-2016 размерами B=156 мм, L=100 мм и толщиной h0=1,5 мм. В присадке с шагом а=6 мм выполнены под углом β=2,19 град на глубину t=1,25 мм конические отверстия с радиусом оснований R=1,5 мм. При приварке применялся инструмент - ролик-электрод диаметром 120 мм и шириной рабочей поверхности 7 мм. Режим приварки: сварочный ток 9 кА, усилие на инструменте 2,2 кН, длительности импульсов тока и пауз между ними соответственно 0,06 и 0,08 с, скорость приварки 20 мм/с. Обкатка присадки роликом-электродом осуществлялась по перемычкам между рядами отверстий.
Вычисляем толщину нанесенного на деталь металлопокрытия по зависимости (3) и получаем δ=1,17 мм. Прочность сварного соединения, определяемая методом разрушающего контроля, составила σ=93 МПа.
При восстановлении вала известным способом на том же режиме толщина покрытия составила 0,98 мм, прочность приварки 75 МПа.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нанесения металлопокрытия на поверхность детали контактной приваркой присадочной ленты | 2022 |
|
RU2788561C1 |
| Способ формирования металлопокрытия на поверхности детали контактной приваркой стальной ленты | 2023 |
|
RU2820292C1 |
| Присадочная лента для электроконтактной приварки | 2019 |
|
RU2700891C1 |
| Способ восстановления изношенных деталей электроконтактной приваркой металлической ленты | 2019 |
|
RU2704950C1 |
| Комбинированная присадка для электроконтактной приварки на основе стальной ленты | 2020 |
|
RU2728122C1 |
| Способ формирования металлопокрытия на поверхности детали контактной приваркой стальной проволоки | 2024 |
|
RU2832984C1 |
| Присадка для электроконтактной приварки | 2019 |
|
RU2700890C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННОЙ ПРИСАДКИ ДЛЯ ВОССТАНОВЛЕНИЯ ПОВЕРХНОСТИ ДЕТАЛИ КОНТАКТНОЙ РОЛИКОВОЙ СВАРКОЙ | 2017 |
|
RU2656625C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПОРИСТОСТИ МЕТАЛЛОПОКРЫТИЯ ИЗ ПРИСАДОЧНОГО МЕТАЛЛИЧЕСКОГО ПОРОШКА | 2015 |
|
RU2608859C2 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2006 |
|
RU2315684C1 |
Изобретение может быть использовано при восстановлении и упрочнении деталей электроконтактной приваркой стальных лент. Перед приваркой производят перфорацию детали со стороны, обращенной к присадочной ленте, путем сверления рядов глухих конических отверстий под углом, соответствующим углу обкатки ленты роликом-электродом. Глубина отверстий равна разности толщины ленты и дефектного слоя металлопокрытия, снимаемого при последующей механической обработке. Шаг выполнения отверстий принимают равным подаче ролика-электрода вдоль оси вала. Режим электроконтактной приварки выбирают из условия полного заполнения объема глухих отверстий присадочным металлом. Приварку присадки ведут по перемычкам между рядами отверстий. При движении разогретого до пластического присадочного металла по восстанавливаемой поверхности детали разрушаются плотные гидрооксидные пленки, что позволяет достичь максимально высокой прочности сварного соединения, формируемого в твердой фазе. Форма и глубина отверстий позволяют уменьшить потери металла присадочной ленты при сверлении. 1 пр., 6 ил.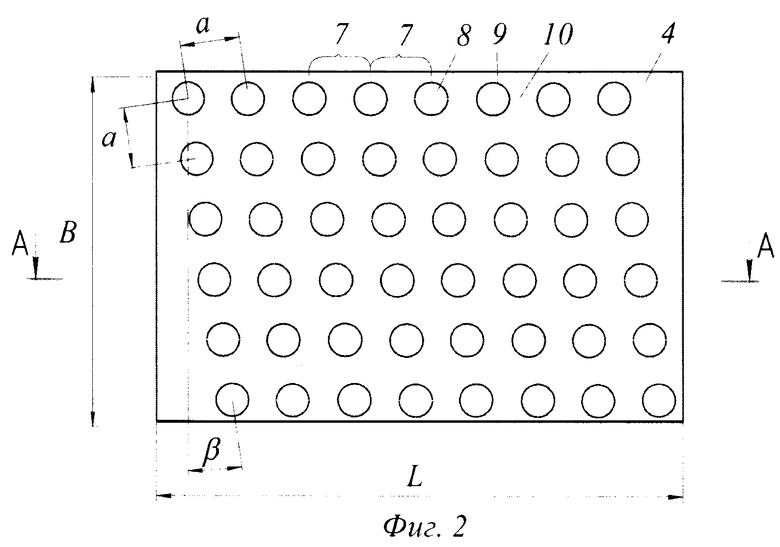
Способ восстановления валов электроконтактной приваркой перфорированной присадочной ленты, при котором вырезают заготовку ленты по размерам шейки вала, перпендикулярно поверхности ленты со стороны, обращенной к восстанавливаемой поверхности, сверлят ряды глухих отверстий, прижимают ленту упомянутой стороной к восстанавливаемой поверхности, обкатывают шейку вала по винтовой линии роликом-электродом, при этом режим приварки выбирают из условия полного заполнения объема глухих отверстий присадочным металлом, после чего производят последующую механическую обработку вала, отличающийся тем, что отверстия выполняют коническими на глубину, равную разности толщины ленты и дефектного слоя металлопокрытия, снимаемого при последующей механической обработке, а ряды отверстий сверлят с шагом, равным подаче ролика-электрода вдоль оси вала и под углом, соответствующим углу обкатки ленты роликом-электродом; при этом отношение радиусов оснований конических отверстий к шагу перфорации выбирают равным 0,20-0,25, а обкатку перфорированной ленты производят по перемычкам между рядами отверстий.
| Присадочная лента для электроконтактной приварки | 2019 |
|
RU2700891C1 |
| RU 2000908 С1, 15.10.1993 | |||
| СПОСОБ ВОССТАНОВЛЕНИЯ И УПРОЧНЕНИЯ РАБОЧИХ ОРГАНОВ СЕЛЬСКОХОЗЯЙСТВЕННЫХ МАШИН | 2015 |
|
RU2605259C2 |
| Станок для фрезерования изделий одновременно двумя расположенными друг против друга фрезами | 1940 |
|
SU68717A1 |
| DE 4102247 A1, 30.07.1992. | |||

