Изобретение относится к области электроконтактной роликовой сварки и приварки и может быть использовано при формировании материалов, таких как латуни, бронзы, медь.
Известен способ формирования металлопокрытий из цветных металлов и сплавов электроконтактной роликовой приваркой комбинированных присадок (Патент РФ 2489241, МПК B23K 11/06, 31/12. Опубл. 10.08.2013 г., бюллетень №22), при котором присадку пропускают через направляющий наконечник, подводят в зону приварки между деталью и роликом-электродом, разогревают до пластического состояния импульсами тока, осаживают и приваривают к поверхности детали по винтовой линии. В известном техническом решении присадку выполняют в форме проволок из цветных металлов и малоуглеродистых сталей, свернутых в жгут.
Известный способ не позволяет сформировать сплошное металлопокрытие из труднопривариваемого цветного металла. На поверхности покрытия чередуются участки из разнородных материалов. Часть присадочного материала может отслаиваться при последующей механической обработке.
Цель изобретения - сформировать на детали металлопокрытие со сплошным однородным поверхностным слоем с достаточной прочностью для последующей механической обработки.
Нового технического эффекта достигают за счет того, что проволоку комбинированной присадки пропускают через перфорированную по одной стороне трубку из цветного металла и приваривают присадку к детали перфорированной стороной.
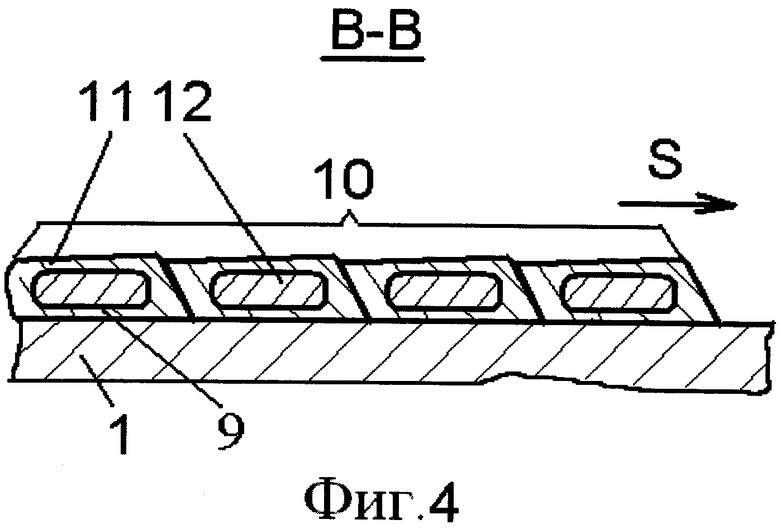
На фиг.1 показана схема приварки присадки на поверхность детали. На фиг.2 показано поперечное сечение присадки. На фиг.3 показан продольный разрез комбинированной присадки. На фиг.4 показано продольное сечение детали с нанесенным металлопокрытием.
Между деталью 1 и роликом-электродом 2 в зону приварки 3 через направляющий наконечник 4 затягивают комбинированную присадку 5, содержащую проволоку 6, пропущенную через трубку из цветного металла 7, имеющую чередующиеся по ее одной стороне перфорации 8 и пояски 9. На деталь наваривают металлопокрытие 10, в структуре которого внутри труднопривариваемого цветного металла 11 содержатся участки 12 из легкопривариваемого материала.
Сущность предлагаемого способа формирования металлопокрытия заключается в следующем.
Через направляющий наконечник 4 пропускают комбинированную присадку 5 и подводят ее в зону приварки 3 между стальной деталью 1 и роликом-электродом 2. присадку 5 выполняют в форме перфорированной по одной стороне трубки 7 из латуни, бронзы, меди или других труднопривариваемых цветных металлов и расположенной внутри нее проволоки 6 из низкоуглеродистой легкопривариваемой стали. Присадку 5 приваривают к детали 1 перфорированной стороной. Трубку 7 и проволоку 6 разогревают импульсом тока до пластического состояния и совместно осаживают усилием ролика-электрода 2, т.е. подвергают оба материала трехмерной пластической деформации. Через перфорации 8 присадочная проволока 6 контактирует с деталью 1, совершает относительное движение по ее поверхности, в результате чего разрушаются и выносятся из зоны приварки 3 плотные гидрооксидные пленки - главное препятствие для образования сварного соединения в твердой фазе. Таким образом обеспечивают прочное соединение металлов проволоки 6 и детали 1. Несмотря на то что между основным металлом детали 1 и труднопривариваемым цветным металлом 11 сцепление небольшое, металлопокрытие 10 прочно удерживается на детали 1 поясками 9, обхватывающими участки 12 из легкопривариваемого материала.
Способ дает возможность сформировать на детали металлопокрытие со сплошным поверхностным слоем, а прочность приварки металлопокрытия вполне достаточна для его последующей механической обработки.
Рекомендуется использовать для приварки сварочную проволоку Св-08 ГОСТ 2246-70 диаметром 1,6…2,5 мм и трубки из цветных металлов с внутренним диаметром, соответствующим диаметру проволоки, с толщиной стенок 0,4…1,0 мм. Перфорационные отверстия в трубке рекомендуется прорезать на глубину, равную половине ее диаметра.
Пример. Наваривали на вал диаметром 50 мм из стали 45 ГОСТ 1050-88 комбинированную присадку, состоящую из проволоки Св-08 диаметром 1,8 мм, проходящую через латунную трубку Л63 ГОСТ 494-90 с внутренним диаметром 2 мм и толщиной стенки 0,5 мм. В трубке выполнены перфорации шириной 8 мм и глубиной до половины диаметра трубки, ширина поясков между перфорационными отверстиями 5 мм. Сварочный ток 13 кА, длительность импульсов тока 0,06 с, длительность пауз между импульсами 0,08 с, скорость приварки 15 мм/с.
Общая прочность сварного соединения по разрушающим касательным напряжениям составила 55 МПа. Металлопокрытие хорошо шлифуется, его поверхностный слой однородный.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ МЕТАЛЛОПОКРЫТИЯ ОДНОВРЕМЕННОЙ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКОЙ ДВУХ СТАЛЬНЫХ ПРОВОЛОК | 2014 |
|
RU2578874C1 |
| СПОСОБ ФОРМИРОВАНИЯ МЕТАЛЛОПОКРЫТИЯ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКОЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ | 2016 |
|
RU2651839C1 |
| Комбинированная присадка для электроконтактной приварки на основе стальной ленты | 2020 |
|
RU2728122C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПОКРЫТИЯ НА ПОВЕРХНОСТИ ДЕТАЛИ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКОЙ ПУЧКА МЕТАЛЛИЧЕСКИХ ПРОВОЛОК | 2012 |
|
RU2489241C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПОРИСТОСТИ МЕТАЛЛОПОКРЫТИЯ ИЗ ПРИСАДОЧНОГО МЕТАЛЛИЧЕСКОГО ПОРОШКА | 2015 |
|
RU2608859C2 |
| Способ восстановления валов электроконтактной приваркой перфорированной присадочной ленты | 2020 |
|
RU2744171C1 |
| Присадка для электроконтактной приварки | 2018 |
|
RU2704954C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРОЧНОСТИ СВАРНОГО СОЕДИНЕНИЯ ПРИ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКЕ СЕТКИ ИЗ УГЛЕРОДИСТОЙ СТАЛИ | 2011 |
|
RU2458767C1 |
| СПОСОБ ФОРМИРОВАНИЯ МЕТАЛЛОПОКРЫТИЯ КОНТАКТНОЙ ПРИВАРКОЙ ПРИСАДОЧНЫХ ПРОВОЛОК | 2013 |
|
RU2517640C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ ЕДИНИЧНОЙ ПЛОЩАДКИ МЕТАЛЛОПОКРЫТИЯ ПРИ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКЕ МЕТАЛЛИЧЕСКОЙ СЕТКИ | 2011 |
|
RU2458766C1 |


Изобретение относится к способу роликовой приварки и может быть использован при формировании на поверхности стальной детали металлопокрытия из цветных металлов и сплавов, таких как медь, латуни, бронзы и др. Перед приваркой изготавливают комбинированную присадку, содержащую проволоку из малоуглеродистой стали, пропущенную через тонкостенную трубку из цветного металла. Трубка имеет перфорированные по одной ее стороне отверстия. Комбинированную присадку приваривают к детали перфорированной стороной контактной сваркой роликом-электродом. Изобретение позволяет сформировать на детали металлопокрытие со сплошным однородным поверхностным слоем из цветного металла достаточной прочности для его последующей механической обработки. 4 ил.
Способ формирования металлопокрытия из цветных металлов и сплавов, включающий электроконтактную роликовую приварку комбинированной присадки, содержащей проволоку из легкопривариваемого материала, при этом упомянутую присадку пропускают через направляющий наконечник, подводят в зону приварки между деталью и роликом-электродом, разогревают до пластического состояния импульсами тока, осаживают и приваривают к поверхности детали по винтовой линии, отличающийся тем, что используют комбинированную присадку, выполненную в виде перфорированной по одной стороне трубки из цветного металла с пропущенной через нее проволокой из легкопривариваемого материала, а при сварке упомянутую присадку приваривают к детали перфорированной стороной.
| СПОСОБ ФОРМИРОВАНИЯ ПОКРЫТИЯ НА ПОВЕРХНОСТИ ДЕТАЛИ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКОЙ ПУЧКА МЕТАЛЛИЧЕСКИХ ПРОВОЛОК | 2012 |
|
RU2489241C1 |
| Способ электрокантактной наплавки | 1975 |
|
SU513808A1 |
| Композиционный электрод | 1980 |
|
SU954193A1 |
| Устройство для разгонки зазоров стыков железнодорожного пути | 1933 |
|
SU41013A1 |
| JP 3114165 A, 15.05.1991 | |||
| СТАНЦИЯ ОБЕЗВОЖИВАНИЯ НЕФТЕПРОДУКТОВ | 2006 |
|
RU2327504C1 |

