Изобретение относится к электромашиностроению и касается способа изготовления статора электрической машины, преимущественно с обмоткой катушечного типа.
Прототипом предлагаемого технического решения является способ изготовления статора электрической машины, включающий операции укладки проводников обмотки группами на технологическом каркасе в соответствии с их расположением в окончательно собранном сердечнике и установкой между группами сегментов электротехнической стали с последующей опрессовкой сердечника между нажимными кольцами (см. патент РФ 2178230 С2).
Такой способ эффективен при изготовлении статоров мощных электрических машин с катушечными обмотками. Однако опрессовка сердечника статора при уложенной обмотке сопряжена с большими технологическими трудностями из-за вероятности нарушения целостности корпусной изоляции и, соответственно, снижения надежности машины.
Задача состоит в повышении технологичности сборки статора и увеличении надежности машины за счет уменьшения вероятности повреждений корпусной изоляции статорной обмотки катушечного типа в процессе сборки.
Решение поставленной задачи достигается тем, что согласно способу изготовления статора электрической машины, включающему операции укладки статорной обмотки в технологическом приспособлении в соответствии с их положением в окончательно собранном сердечнике статора, сборки секторов сердечника статора из снабженных зубцами сегментов электротехнической стали в секторах корпуса статора и опрессовки их между нажимными плитами, после чего между проводниками статорной обмотки размещают зубцы сегментов статора с помощью технологического приспособления, совмещенного с технологическим приспособлением для укладки обмотки, устанавливая поочередно сектора статора и фиксируя их между собой осуществляют сборку статора, после закрепления обмотки в пазах приспособления удаляют.
Предлагаемая процедура размещения зубцов сегментов электротехнической стали, спрессованных между нажимными плитами и установленных в сектор статора, со стороны спинки сердечника с помощью приспособления, совмещенного с технологическим приспособлением для укладки обмотки, позволяет точно совместить оси паза и сечения катушки и исключить перемещение сегментов вдоль катушки во время опрессовки сегментов. Указанными факторами предопределяется повышение технологичности сборки статора и увеличение надежности машины.
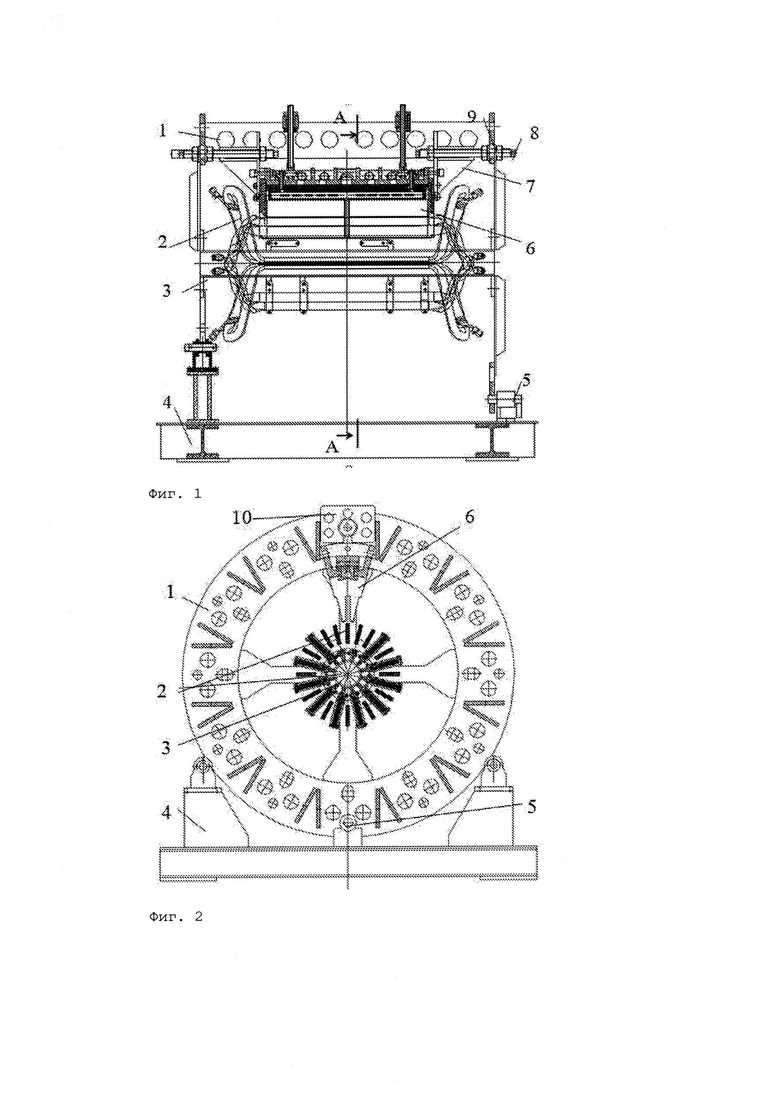
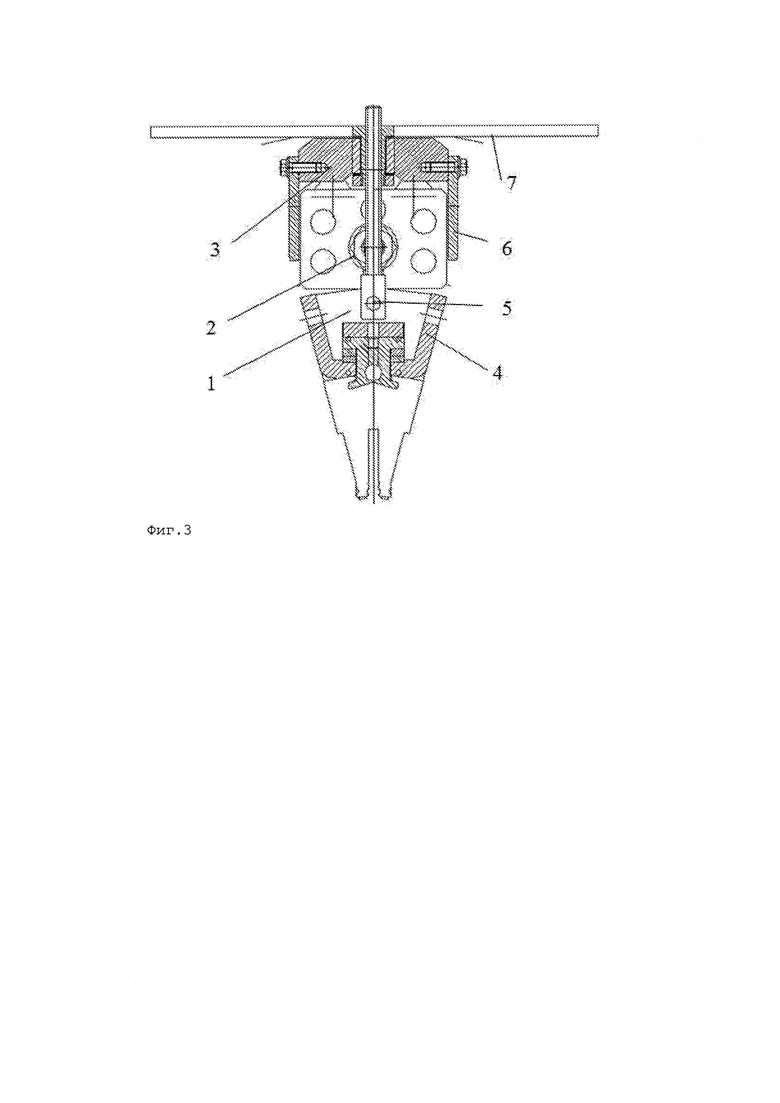
Изобретение поясняется чертежами, в которых на фиг. 1 показаны в продольном сечении элементы, соответствующие способу изготовления статора электрической машины, например высоковольтного турбогенератора; на фиг. 2 - те же элементы в поперечном сечении А-А на фиг. 1; на фиг. 3 показан в разрезе винтовой упор и сектор статора в начальный момент его установки на штатное место.
Технологическое приспособление 1 (см. фиг. 1 и фиг.2) для сборки статора состоит из двух фланцев, соединенных ребрами жесткости. Катушки обмотки статора 2 закреплены в положении, соответствующем расположению в статоре, в технологическом приспособлении 3, которое устанавливается соосно внутри приспособления 1. Сборка приспособлений 1 и 3 производится в вертикальном положении. Сборка статора производится после кантовки собранных приспособлений и установки их на поворотное устройство 4.
Для сборки статора приспособления с помощью редуктора поворачиваются так, чтобы два верхних параллельных ребра жесткости приспособления 1 были перпендикулярны плоскости горизонта, и фиксируются с помощью стопора 5.
Сектор статора 6 с присоединенными кронштейнами 7 опускается сверху между верхней парой параллельных ребер жесткости вниз, так чтобы средняя катушка обмотки статора, освобожденная от зажимов технологического приспособления 3, вошла в начало паза сектора сердечника статора, и закрепляется в овальный пазах приспособления 1 шпильками 8 с гайками 9. Упоры 10 для перемещения сектора статора 2 устанавливаются между верхними ребрами жесткости приспособления 1.
Серьгу 1 (см. фиг.3) винта 2 упора 3 устанавливают на ребро сектора статора 4 и вводят в отверстие ребра и серьги штифт 5. Ослабляя гайки, фиксирующие положение шпилек в овальных отверстиях торцевых фланцев приспособления 6, с помощью ключа 7 опускают сектор статора вниз так, чтобы средняя катушка обмотки статора полностью вошла в средний паз сектора статора до дна паза, а боковые катушки располагались в крайних полупазах сектора статора.
Фиксируют конечное положение сектора статора относительно фланцев приспособления с помощью гаек на шпильках кронштейнов сектора статора.
Поворачивая приспособления с помощью поворотного устройства, устанавливают остальные сектора статора. Регулируя положение секторов статора с помощью упоров, совмещают отверстия штифтов на корпусах соседних секторов и устанавливают штифты.
Закрепляют винтами соседние секторы статора в зафиксированном штифтами положении.
После завершения сборки статора технологические приспособления 1 и 2 удаляют, проводники обмотки окончательно уплотняют клиньями.
С максимальной эффективностью предлагаемое техническое решение может быть реализовано при изготовлении двухполюсных турбогенераторов со статорными обмотками катушечного типа, в том числе высоковольтных турбогенераторов, рассчитанных на напряжения 35 кВ, 110 кВ и более.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1998 |
|
RU2178230C2 |
| Статор электрической машины | 1981 |
|
SU1035727A1 |
| СПОСОБ СБОРКИ СЕРДЕЧНИКА СТАТОРА | 1991 |
|
RU2027284C1 |
| СПОСОБ СБОРКИ СТАТОРА ГИДРОГЕНЕРАТОРА | 2004 |
|
RU2276446C1 |
| СТАТОР ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2000 |
|
RU2229192C2 |
| О П Т БФТ-Ч - - «f^'yf^r't^y^-'V^'iiisA OuOiiuHuL | 1973 |
|
SU393795A1 |
| Способ изготовления статора электрической машины | 1989 |
|
SU1775803A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2127016C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2130681C1 |
| СТАТОР ТРЕХФАЗНОЙ ДВУХПОЛЮСНОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ (ВАРИАНТЫ) | 2005 |
|
RU2290732C1 |
Изобретение относится к электромашиностроению, в частности к способу изготовления статора электрической машины, преимущественно большой мощности, с обмоткой катушечного типа, имеющей непрерывную изоляцию в пазовой и лобовой частях. Техническим результатом изобретения является повышение технологичности изготовления статора. Приспособление с уложенными в соответствии с их расположением в окончательно собранном статоре и закрепленными проводниками обмотки устанавливается соосно внутри технологического приспособления для сборки статора, имеющего направляющие, оси которых совмещены с осями сечения катушки. Сектора статора представляют собой блоки, состоящие из опрессованных между нажимными плитами сегментов электротехнической стали и элементов корпуса статора. Зубцы сектора статора устанавливаются между пазовыми частями обмотки с помощью винтовых упоров, позволяющих плавно перемещать сектор статора по направляющим вертикально вниз. После установки всех секторов и их крепления между собой технологические приспособления удаляют. 3 ил.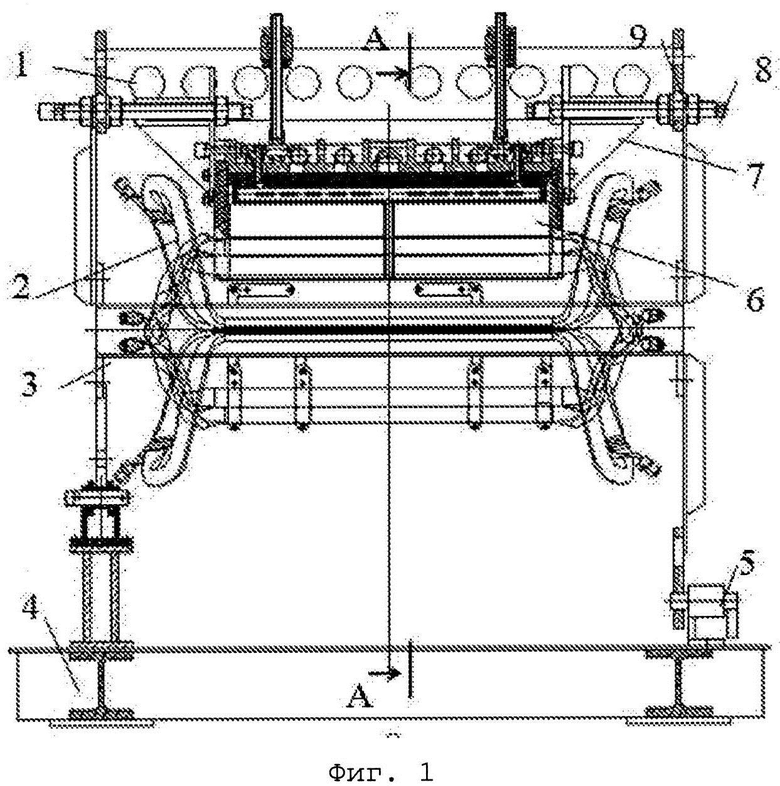
Способ изготовления статора электрической машины, включающий операции укладки статорной обмотки в приспособлении в соответствии с их положением в окончательно собранном сердечнике статора, сборки сегментов сердечника статора из снабженных зубцами сегментов электротехнической стали в секторах корпуса статора и опрессовки их между нажимными плитами, после чего между проводниками статорной обмотки размещают зубцы сегментов статора с помощью приспособления, совмещенного с приспособлением для укладки обмотки, устанавливая поочередно сегменты сердечника статора и фиксируя их между собой, осуществляют сборку статора, после закрепления обмотки в пазах приспособления удаляют.
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1998 |
|
RU2178230C2 |
| МАГНИТОПРОВОД СТАТОРА ЭЛЕКТРОМЕХАНИЧЕСКИХ ПРЕОБРАЗОВАТЕЛЕЙ ЭНЕРГИИ С ИНТЕНСИВНЫМ ОХЛАЖДЕНИЕМ (ВАРИАНТЫ) И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2570834C1 |
| ЭЛЕКТРИЧЕСКАЯ РЕДУКТОРНАЯ МАШИНА С АКСИАЛЬНЫМ ВОЗБУЖДЕНИЕМ | 2010 |
|
RU2437198C1 |
| СПОСОБ ИНКАПСУЛЯЦИИ ФЕНБЕНДАЗОЛА | 2012 |
|
RU2522267C2 |
| Устройство для контроля процессора | 1979 |
|
SU881753A1 |

