Изобретение относится к способу и устройству для определения положения арматур с гидравлическим приводом, которые от центрального поста управления перемещаются посредством гидравлических линий.
Указание положения таких арматур с гидравлическим приводом, таким как вращательный привод и линейный привод, осуществляется посредством рабочего объема арматуры. Например, на танкере арматура может быть расположена на расстоянии до 300 м от переключающего клапана в центральном посту управления. Для таких длинных линий, в случае с меньшими арматурами, сжимаемость рабочей гидравлической жидкости в линиях частично соответствует рабочему объему арматуры. Поэтому точное указание положения относящейся к делу арматуры невозможно без компенсации сжимаемости рабочей гидравлической жидкости в трубопроводной системе.
Из документа WO 2009/033553 A1 известен способ, согласно которому расход рабочей гидравлической жидкости через гидравлическую линию преобразуется датчиком расхода в множество электрических импульсов, каждый из которых соответствует заданной единице объема рабочей гидравлической жидкости. Для указания положения арматуры сжимаемость рабочей гидравлической жидкости компенсируется посредством того, что объем сжатия рабочей гидравлической жидкости преобразуется в множество электрических импульсов, которые обрабатываются в средстве указания таким образом, что они принимаются во внимание для индикации положения арматуры.
На центральном посту управления на танкере присутствует большое количество переключающих клапанов для соответствующего количества арматур, которые все соединены с общими подающими трубопроводами. Когда осуществляется переключение в переключающем клапане между подающим трубопроводом и обратным трубопроводом для перемещения арматуры, в подающих трубопроводах возникают импульсы давления, которые могут оказывать неблагоприятный эффект на смежные переключающие клапаны и, таким образом, на связанное с ними указание положения арматур.
Кроме того, индикатор положения всегда должен указывать положение арматуры точно в течение длительного периода времени и даже после большого количества процедур переключения.
Задачей изобретения является усовершенствование известного указания положения на основе счета импульсов таким образом, что эти проблемы преодолеваются, и указание положения становится более точным.
В соответствии с первым аспектом изобретения, обратный трубопровод каждой индивидуальной арматуры в переключающем клапане поддерживается под заданным давлением предварительной нагрузки, когда осуществляется переключение из режима проводящего давление подающего трубопровода в режим по существу "не имеющего давления" обратного трубопровода, и в подающем трубопроводе происходит сброс давления.
Таким образом, импульсы давления, которые возникают посредством процедур переключения в одном переключающем клапане или во множестве переключающих клапанов, компенсируются и гасятся давлением предварительной нагрузки в обратном трубопроводе, соединенном с арматурой, таким образом, что эти импульсы давления не воздействуют на счетчики импульсов в других средствах регулирования неблагоприятно для указания положения других арматур.
Согласно другому аспекту изобретения, программа, которая обрабатывает импульсы, поступающие от датчика расхода и осуществляет указание положения, предпочтительно, выполняет цикл обучения во время каждого пуска, посредством чего обеспечивается то, что при указании положения учитываются реальные условия независимо от того, достигнуты ли конечное положение или промежуточное положение арматуры.
В соответствии с первым аспектом изобретения, в случае со способом указания положения арматуры с гидравлическим приводом, имеющей поршень в цилиндре для приведения в действие арматуры, который соединен посредством двух гидравлических линий с переключающим клапаном, через который гидравлические линии могут быть переключены между проводящим давление подающим потоком и не имеющим давления обратным потоком,
в котором величина потока рабочей гидравлической жидкости, проходящего в одной из гидравлических линий, преобразуется в множество электрических импульсов, каждый из которых соответствует заданной единице объема рабочей гидравлической жидкости, в котором
переключающий клапан соединен с подающими трубопроводами, с которыми соединены дополнительные переключающие клапаны для приведения в действие других арматур, и
в котором переключающие клапаны соединены через ответвление с обратным трубопроводом, общим для всех арматур,
в каждом переключающем клапане в ответвлении к обратному трубопроводу поддерживается давление предварительной нагрузки, которое выше давления в общем обратном трубопроводе.
Таким образом, импульсы давления во время переключения в одном из переключающих клапанов не могут создавать неблагоприятный эффект на счетчики импульсов в смежных других переключающих клапанах.
Предпочтительно, посредством гидравлического средства, соединенного с двумя подающими трубопроводами, поддерживается давление предварительной нагрузки в части линии, с которой соединены все переключающие клапаны.
Давление предварительной нагрузки, предпочтительно, может быть установлено на уровне приблизительно 3-5 бар в части линии, ведущей к переключающим клапанам.
В устройстве для указания положения множества арматур с гидравлическим приводом, каждая из которых имеет цилиндр для приведения в действие арматуры, который соединен посредством двух гидравлических линий с переключающим клапаном, посредством которого гидравлические линии могут быть переключены между проводящей давление подачей и не имеющим давления возвратом, и в одной из двух гидравлических линий применен датчик, который преобразует поток рабочей гидравлической жидкости через гидравлическую линию в множество электрических импульсов, каждый из которых соответствует заданной единице объема рабочей гидравлической жидкости, причем в соответствии с изобретением, гидравлическое средство соединено с подающими трубопроводами для текучей среды, общими для всех переключающих клапанов, и в отдельной части линии поддерживается давление предварительной нагрузки относительно давления в общем обратном трубопроводе, при этом все переключающие клапаны соединены с этой частью линии таким образом, что давление предварительной нагрузки воздействует на все переключающие клапаны.
В соответствии со вторым аспектом изобретения, в случае со способом указания положения арматуры с гидравлическим приводом, имеющей цилиндр для приведения в действие арматуры, который соединен посредством двух гидравлических линий с переключающим клапаном, через который гидравлические линии могут быть переключены между проводящим давление потоком подачи и не имеющим давления обратным потоком, в котором поток рабочей гидравлической жидкости, проходящий в одной из гидравлических линий, преобразуется в множество электрических импульсов, каждый из которых соответствует заданной единице объема рабочей жидкости, осуществляются следующие этапы:
- перемещение поршня в цилиндре из первого положения во второе положение приложением давления в одной гидравлической линии, в которой осуществляется подсчет импульсов,
- сброс давления рабочей жидкости в цилиндре во втором положении и одновременное измерение количества импульсов, соответствующих объему сжатия, и
- возврат поршня в цилиндре в первое положение приложением давления на противоположной стороне цилиндра и одновременное измерение количества импульсов между первым и вторым положениями, которые соответствуют рабочему объему цилиндра.
Таким образом, может быть точно измерен объем сжатия, который следует учитывать при указании положения поршня в цилиндре.
Предпочтительно, конечное положение поршня в цилиндре и в арматуре избрано как второе положение, в котором арматура упирается в стопор, и максимальное давление рабочей гидравлической жидкости воздействует на цилиндр. Таким образом, для измерения предоставлено достоверное положение.
Второе положение может быть избрано в качестве промежуточного положения поршня в цилиндре и арматуре, в котором меньшее давление, чем максимальное давление воздействует на цилиндр для осуществления измерения из промежуточного положения.
Предпочтительно избирать первое положение как конечное положение поршня в цилиндре и в арматуре, в котором арматура упирается в стопор, таким образом, что задается фиксированная опорная точка.
Для определения объема сжатия в конечном положении поршня в цилиндре арматура перемещается из положения закрытой арматуры, в котором действует максимальное давление, в положение максимального открытия арматуры, и подсчитывается количество импульсов, обнаруженных датчиком расхода, расположенным в подающем трубопроводе, которое соответствует рабочему объему арматуры и объему сжатия при максимальном давлении в подающем трубопроводе, после чего давление в подающем трубопроводе сбрасывается, и определяется количество возникающих таким образом импульсов, которое соответствует объему сжатия. После этого поршень в цилиндре возвращается в закрытое положение арматуры, и измеряется количество импульсов количества текучей среды, проходящей в обратном трубопроводе, которое соответствует рабочему объему цилиндра и арматуры. Таким образом, сжатие рабочей гидравлической жидкости при максимальном давлении может быть компенсировано при указании положения.
Для определения объема сжатия в промежуточном положении арматуры поршень в цилиндре перемещается из положения закрытой арматуры в промежуточное положение посредством приложения давления к гидравлической линии, в которой расположен датчик расхода, при этом измеренное количество импульсов соответствует рабочему объему в промежуточном положении и объему сжатия при меньшем давлении, после чего давление в проводящей давление линии сбрасывается, и определяется количество возникающих таким образом импульсов, которое соответствует объему сжатия в избранном промежуточном положении.
После этого посредством приложения давления в цилиндре на противоположной стороне арматура возвращается в закрытое положение, при этом подсчитывается количество возникающих таким образом импульсов, которое соответствуют рабочему объему в избранном промежуточном положении, причем эти измеренные величины также используются для других промежуточных положений, отличных от измеренного промежуточного положения, для указания положения таким образом, что в отношении разных промежуточных положений доступны достоверные измеренные величины объема сжатия для указания положения.
Предпочтительно, если в обеих гидравлических линиях давление сбрасывается перед каждым приложением давления в одной из гидравлических линий для исключения недостаточной точности при восстановлении давления.
Предпочтительно, на основе объема сжатия, определенного для промежуточного положения, выявляется количество импульсов, которое соответствует заданному ходу перемещения поршня в промежуточное положение таким образом, что для любого произвольного промежуточного положения поршня между 0 и 100% может вычисляться создаваемый при этом объем сжатия.
Предпочтительно, цикл обучения, который выполняет этапы способа для определения рабочего объема и объема сжатия в разных положениях поршня и арматуры, выполняется в случае каждого пуска перед тем, как арматура будет установлена в заданное положение.
Применен электронный модуль управления, который может быть соединен с переключающим клапаном и с датчиком расхода и содержит программу, которая выполняет цикл обучения для определения параметров для указания положения. Такой модуль управления может быть смонтирован в компактной конструкционной форме в переключающем клапане для арматуры.
Примерный вариант осуществления изобретения описан подробно со ссылками на чертежи, на которых:
фиг. 1 - конфигурация цепи, имеющей электронный модуль управления в одной арматуре,
фиг. 2 - схематичный вид гидравлического контура множества смежных друг другу переключающих клапанов в центральном посту управления,
фиг. 3 изображает, посредством схематических представлений поршня в цилиндре арматуры, последовательность этапов способа в цикле изучения, и
фиг. 4 - вид блочной конструкции модуля управления.
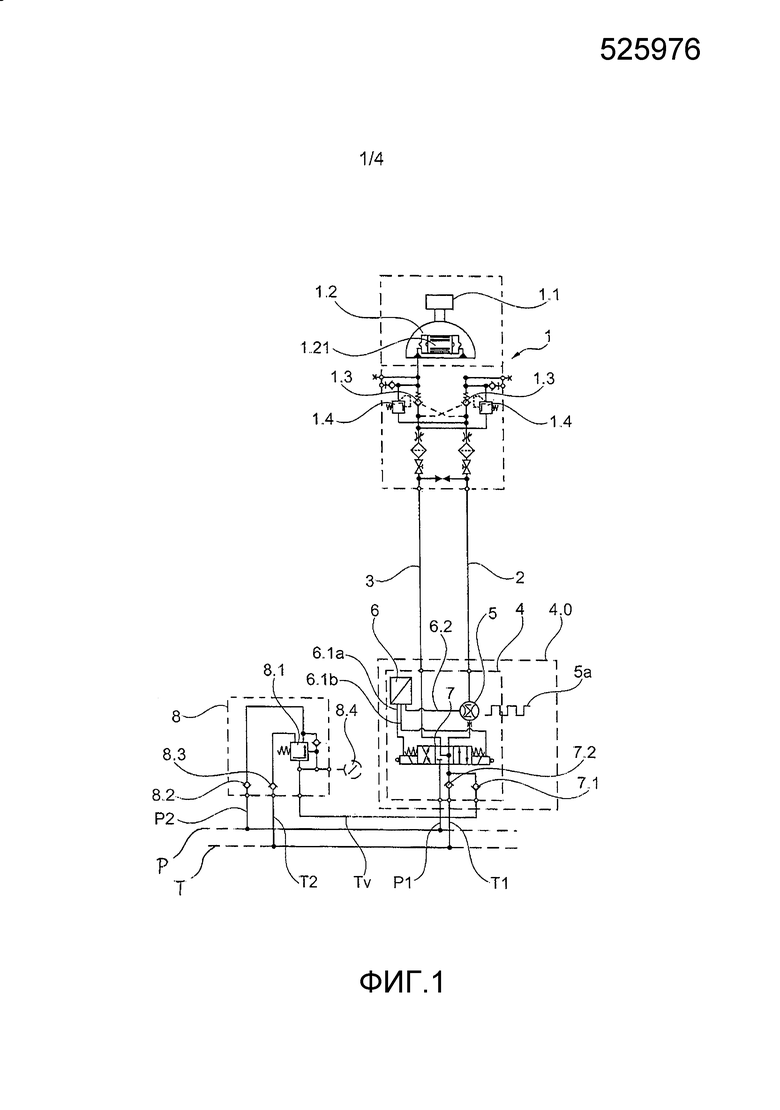
На фиг. 1 ссылочной позицией 1 обозначен арматурный узел, который содержит, например, поворотную заслонку 1.1, расположенную в канале (не показан), которая перемещается, например, посредством зубчатой рейки при помощи поршня 1.21 в цилиндре 1.2, который соединен на противоположных сторонах с гидравлическими линиями 2 и 3 или линиями рабочей среды под давлением. В арматурном узле 1 в по существу известной схеме расположены обратные клапаны 1.3 для удерживания рабочего положения поршня 1.21 в цилиндре 1.2 и клапаны 1.4 ограничения давления.
Ссылочной позицией 4 на фиг. 1 схематично представлен блок управления, который расположен в центральном посту 40 управления, откуда осуществляется управление арматурным узлом 1, который может находиться на большом расстоянии от поста 40 управления. Для упрощения представления на фиг. 1 показан только арматурный узел 1, имеющий блок 4 управления. Как показано на фиг. 2, множество блоков 4.1-4.n управления для управления большим количеством арматур расположено в центральном посту 40 управления, например, в пульте управления танкера.
В каждом блоке 4 управления расположен по сути известный регулирующий или переключающий клапан 7, посредством которого гидравлическое давление прилагается к одной или другой стороне поршня 1.21 в цилиндре 1.2, в то время как в каждом случае другая гидравлическая линия 2 или 3 переключается, становясь обратным трубопроводом. Переключающий клапан 7 соединен с подающими трубопроводами P и T. P обозначает проводящий давление подающий трубопровод, соединенный с источником давления (не показан), который обычно представляет собой насос, и T обозначает не имеющий давления обратный трубопровод, который ведет к баку или резервуару (не показан) для рабочей жидкости или рабочей гидравлической жидкости. Переключающий клапан 7 соединен с не имеющим давления обратным трубопроводом T через ответвление T1 и с проводящим давление подающим трубопроводом P через ответвление P1.
Предпочтительно, в районе поста 40 управления и вблизи переключающего клапана 7 расположено цифровое устройство измерения объема на датчике 5 расхода в одной из этих двух гидравлических линий 2 или 3, который преобразует расход текучей среды, проходящей в линии, в ряд электрических импульсов. Датчик 5 расхода, например, может иметь колесо, движимое потоком жидкости, которое генерирует электрические импульсы бесконтактным способом при помощи датчики Холла. Такие датчики расхода или счетчики 5 расхода известны по сути. Сигналы, выдаваемые счетчиком 5 расхода, например, могут быть прямоугольными сигналами, как представлено схематично ссылочной позицией 5a на фиг. 1, где импульс соответствует предварительно заданной единице объема текучей среды. Импульс, таким образом, может соответствовать единице объема, например, 0,05 см3 текучей среды, проходящей через линию.
Ссылочной позицией 6 схематично представлен модуль управления в блоке 4 управления, который соединен через первые электрические линии 6.1a и 6.1b в точках a и b с противоположными сторонами переключающего клапана 7, который сформирован как трехходовой клапан и переключается в одно или другое положение в каждом случае посредством соленоида в точках a и b. Кроме того, модуль 6 управления соединен с цифровым устройством 5 измерения объема через вторую электрическую линию 6.2, по которой различные электрические импульсы, соответствующие направлению потока рабочей жидкости, передаются к модулю 6 управления и к программе в нем, где обрабатываются сигналы и количества импульсов.
Цифровой модуль 6 управления используется для управления арматурой с аналоговой обратной связью по положению. Цифровой счетчик 5 расхода имеет два двоичных сигнала подсчета, смещенных по фазе на 90°, и он, предпочтительно, расположен в гидравлической линии, которая используется для открытия арматуры 1.1.
Благодаря использованию двух импульсных сигналов, смещенных на 90% относительно друг друга, направление потока рабочей жидкости может быть распознано с использованием ряда импульсов. В программе модуля 6 управления с использованием направленной логики направление потока текучей среды распознается как направление хода закрытия или открытия. Разность между подачей и возвратом в гидравлической линии 2 в результате получают по существу посредством направления вращения колеса в датчике 5 расхода и посредством распознавания направления вращения в счетчике импульсов, то есть того, вращается ли он вправо или влево.
Когда гидравлическая линия 2 переключается, становясь проводящим давление подающим трубопроводом, и рабочая жидкость проходит к арматурному узлу 1, вследствие сжимаемости рабочей жидкости в подающем трубопроводе создается большее количество импульсов, чем в обратном потоке при таком же ходе смещения поршня 1.21, когда гидравлическая линия 2 переключается, становясь не имеющим давления обратным трубопроводом. Таким образом, посредством программы в модуле 6 управления сжимаемость и объем сжатия рабочей жидкости могут быть вычтены с использованием разного количества импульсов.
Положение переключения переключающего клапана 7 на фиг. 1 представлено в среднем положении, в котором обе гидравлические линии 2 и 3 соединены с обратным трубопроводом T, ведущим к резервуару, и, таким образом, переключены, становясь не имеющими давления. В правом положении переключающего клапана 7, показанном схематично на фиг. 1, гидравлическая линия 3 соединена с проводящим давление подающим трубопроводом P, и гидравлическая линия 2 соединена с не имеющим давления обратным трубопроводом T, в то время как в положении, показанном схематично слева на фиг. 1, гидравлическая линия 2 соединена с подающим трубопроводом P, и гидравлическая линия 3 соединена с обратным трубопроводом T. Жидкостные трубопроводы T и P обозначены как общие жидкостные подающие трубопроводы для всех блоков 4-4.n управления.
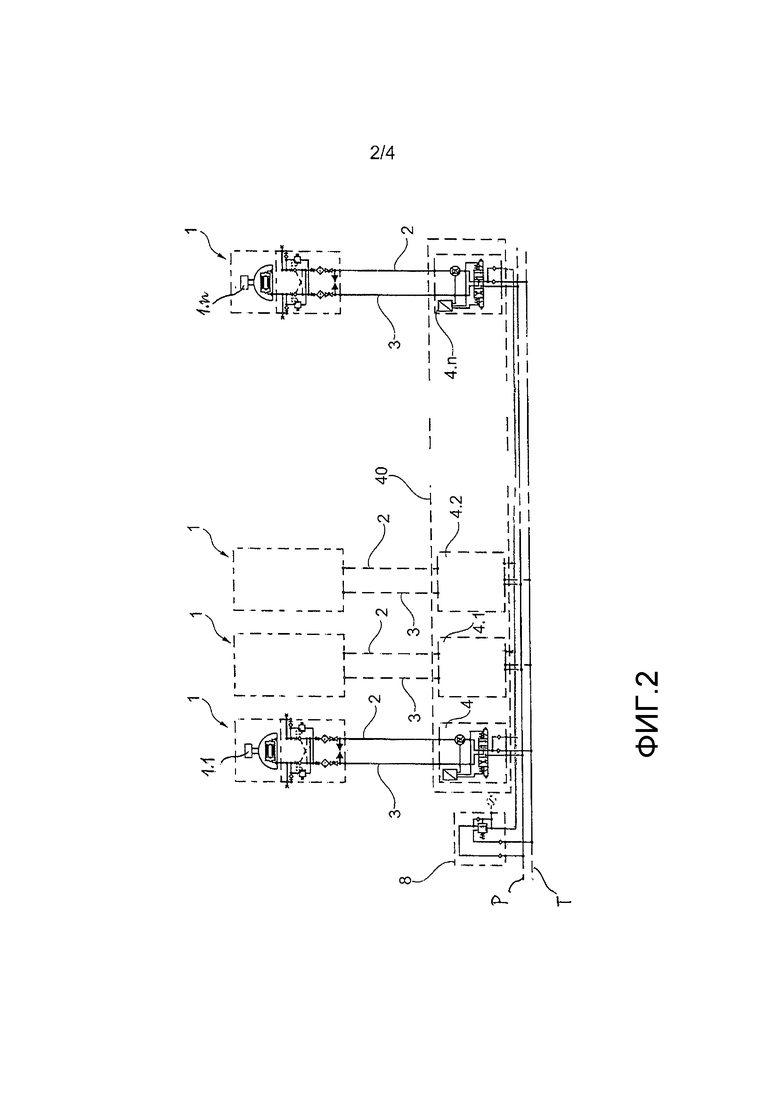
На фиг. 2 схематично показан гидравлический контур, в котором в посту 40 управления множество блоков 4-4.n управления, каждый из которых имеет переключающий клапан 7 и модуль 6 управления, соединено с жидкостными трубопроводами P и T способом, соответствующим представленному на фиг. 1, для управления соответствующим количеством арматурных узлов 1-1.n.
Гидравлическое средство 8, имеющее клапан 8.1 ограничения давления, соединено через обратные клапаны 8.2 и 8.3 с подающими трубопроводами P и T, общими для всех переключающих клапанов 7. На стороне впуска клапан 8.1 ограничения давления соединен через ответвление P2 и обратный клапан 8.2 с подающим трубопроводом P, при этом обратный клапан 8.2 разблокирует подающий трубопровод P к клапану 8.1 ограничения давления и блокирует ответвление P2 в противоположном направлении. Кроме того, клапан 8.1 ограничения давления соединен на стороне впуска с не имеющим давления обратным трубопроводом T через ответвление T2 и обратный клапан 8.3, при этом обратный клапан 8.3 открывается посредством давления от клапана 8.1 ограничения давления и блокирует ответвление T2 в противоположном направлении. На стороне выпуска клапан 8.1 ограничения давления соединен с частью Tv линии, в которой поддерживается предварительно заданное давление, например, 4 бар и которая соединена с ответвлениями T1 обратного трубопровода T, которые ведут к переключающим клапанам 7 (фиг. 1).
В части Tv трубопровода клапан 8.1 ограничения давления поддерживает заданное давление жидкости, которое может контролироваться, например, при помощи устройства отображения давления, обозначенного ссылочной позицией 8.4. Часть Tv трубопровода в каждом случае соединяется с ответвлением T1 между переключающим клапаном 7 и не имеющим давления обратным трубопроводом T посредством обратного клапана 7.1, который установлен на давление открытия, например, 0.2 бар. Обратный клапан 7.2 расположен в ответвлении T1 между центральным обратным трубопроводом T и точкой соединения части Tv трубопровода, при этом обратный клапан 7.2 может быть установлен, например, на давление открытия, составляющее 5,0 бар, которое при сбросе давления в подающем трубопроводе 2 или 3 в каждом случае разблокирует соединение от переключающего клапана 7 с выпускной линией T, пока не будет достигнуто давление предварительной нагрузки.
При помощи средства 8, когда переключающий клапан 7 находится в показанном среднем положении, в котором две гидравлические линии 2 и 3 переключены в состояние "не имеющая давления" или "сброса давления", в этом переключающем клапане 7 давление, например, 4 бар поддерживается в этих двух гидравлических линиях 2 и 3 как давление предварительной нагрузки, которое установлено клапаном 8.1 ограничения давления в части Tv трубопровода. Другими словами, давление предварительной нагрузки, например, 4 бар всегда воздействуют на переключающий клапан 7, когда одна из двух гидравлических линий 2 и 3 или две гидравлические линии соединена или соединены с центральным обратным трубопроводом T.
Часть Tv трубопровода соединена на фиг. 2 со всеми переключающими клапанами 7 в блоках 4-4.n управления, при этом каждая точка соединения выполнена также, как показано на фиг. 1.
Посредством поддержания давления предварительной нагрузки, например, 4 бар в переключающем клапане 7 во время переключения на сброс давления одной или обеих гидравлических линий 2, 3, импульсы давления, которые создаются во время переключения переключающего клапана 7, отделяются от общего обратного трубопровода T и заглушаются таким образом, что они не могут оказывать какого-либо влияния на смежный переключающий клапан 7 и, таким образом, на смежный счетчик 5 импульсов и, таким образом, не могут влиять на указание положения в назначенном модуле 6 управления. Таким образом, в случае с множеством блоков 4-4.n управления, соединенных параллельно, точность указания положения на основе счета импульсов давления увеличена.
Кроме того, для увеличения точности указания положения предпочтительно перед каждым пуском операции указания положения осуществлять цикл обучения, посредством которого выявляются базовые компоненты для указания положения до этапа пуска таким образом, что следующее смещение арматуры, особенно при достижении промежуточного положения, может быть точно отображено. Программа, примененная в модуле 6 управления, предпочтительно, запускает цикл обучения при каждом пуске операции указания положения и при включении модуля управления.
Посредством такого цикла обучения принимаются во внимание существенные параметры для указания положения, такие как давление в гидравлических линиях, которое сильно влияет на сжимаемость рабочей среды под давлением или рабочей гидравлической жидкости, или температура рабочей гидравлической жидкости во время указания положения, и эффект этих параметров устраняется.
Кроме того, посредством такого цикла обучения калибруется модуль 6 управления. Таким образом, модуль 6 управления определяет рабочий объем подключенной арматуры, различные объемы сжатия и время хода поршня в цилиндре 1.2.
Предпочтительно, осуществляются следующие этапы способа для цикла обучения программой, примененной в модуле 6 управления. На фиг. 3 схематично показаны этапы цикла обучения, описанного ниже.
На первом этапе C1 цикла обучения арматура и поршень 1.21 в цилиндре 1.2 перемещаются посредством приложения давления в гидравлической линии 3 в закрытое положение, в котором затвор, находящийся в арматуре 1.1, закрывает канал (не показан) в закрытое положение и упирается в корпус арматуры, как стопор, таким образом, что поток не может проходить в гидравлической линии 2. Это положение останова арматуры 1.1 регистрируется как мертвая точка счетчика, которое эквивалентно опорному значению 0% в программе.
Таким образом, как показано на фиг. 3, гидравлическая линия 3 находится под давлением, и гидравлическая линия 2, в которой расположен датчик 5 расхода как счетчик импульсов, соединена с обратным трубопроводом T и с частью Tv трубопровода таким образом, что поршень 1.21 в цилиндре перемещается в конечное положение, показанное в качестве примера справа, что соответствует положению упора затвора.
Таким образом, счет импульсов счетчиком 5 расхода не происходит.
После первого этапа C1, в ходе которого гидравлическая линия 3 была соединена с подающим трубопроводом P, и гидравлическая линия 2 была соединена с обратным трубопроводом T и ответвлением T1, на втором этапе C2 эти две гидравлические линии 2 и 3 переключаются, становясь "не имеющими давления", посредством переключающего клапана 7, перемещенного в среднее положение, в котором две гидравлические линии 2 и 3 соединены с ответвлением T1 обратного трубопровода T. Это переключенное состояние аналогично регистрируется посредством цифрового счетчика 5 расхода, не выдающего импульсов. Это означает, что в среднем положении переключающего клапана 7 поддерживается одинаковое состояние давления и давление предварительной нагрузки в обеих гидравлических линиях 2 и 3, которое установлено на уровне, например, 4 бар средством 8. Таким образом, затвор, находящийся в арматуре 1.1, не приводится в действие. Он поддерживается в его положении обратными клапанами 1.3.
На третьем этапе C3 арматура 1.1 перемещается в полностью открытое положение посредством гидравлической линии 2 под давлением, подвергаемой воздействию давления, и гидравлической линии 3 под давлением, соединенной с обратным трубопроводом T, в котором достижение открытого положения, показанного на фиг. 3, в котором поршень 1.21 упирается в левый конец цилиндра 1.2, регистрируется посредством отсутствия регистрируемого потока и отсутствия импульсов, выдаваемых счетчиком 5 расхода. На этом третьем этапе C3 импульсы, возникающие в счетчике 5 расхода, которые возникают между закрытым положением C2 и открытым положением C3, считываются в первый раз. Для получения полностью открытого положения, соответствующего C3, можно применять, например, стопор в арматуре 1.1.
В ходе этого третьего этапа C3 отсчитываются импульсы, которые выдаются от счетчика 5 расхода от закрытого положения (0%) до полностью достигнутого открытого положения, в котором количество импульсов в открытом положении эквивалентно опорному значению 100%. Количество обнаруженных импульсов соответствует рабочему объему арматуры 1.1 и смещенному объему поршня 1.21 в цилиндре 1.2, включая объем сжатия рабочей гидравлической жидкости, которая сжата при достижении открытого положения в цилиндре 1.2 и в гидравлической линии 2, ведущей к цилиндру. Таким образом, при максимальном давлении, составляющем, например, 110 бар, достигается максимальное сжатие рабочей гидравлической жидкости, поскольку затвор в арматуре 1.1 прижимается к стопору поршнем 1.21 в цилиндре 1.2.
В ходе четвертого этапа C4 в переключающем клапане 7 снова достигается среднее положение, в котором в ранее проводящей давление гидравлической линии 2 давление сбрасывается. Таким образом, импульсы, возникающие во время сброса давления рабочей гидравлической жидкости в гидравлической линии 2, подсчитываются, и их количество соответствует объему сжатия, которое происходит в цилиндре 1.2 и в гидравлической линии 2. Предпочтительно, заданное время выжидания, например, 2 секунды задается таким образом, что останов счетчика 5 расхода достоверно обнаруживается в каждом случае.
В ходе пятого этапа C5 арматура 1.1 снова перемещается в закрытое положение приложением давления в гидравлической линии 3 до достижения мертвой точки счетчика и, таким образом, опорного значения 0%. Таким образом, поток через счетчик 5 расхода проходит в противоположном направлении относительно этапа C3, как показано на фиг. 3, при этом количество возникающих таким образом импульсов подсчитывается счетчиком 5 расхода в соответствии с рабочим объемом арматуры и цилиндра 1.2.
Таким образом, посредством вычисления разности количества импульсов согласно C3-C5=C4 можно контролировать объем сжатия, который был обнаружен в ходе этапа C4.
В ходе шестого этапа C6, как и в ходе второго этапа C2, в переключающем клапане 7 установлено среднее положение, и происходит ожидание, пока импульсы не будут возникать в счетчике 5 расхода, то есть, когда поток отсутствует.
В ходе седьмого этапа C7 арматура 1.1 устанавливается в промежуточное положение или открытое положение, например, на 30% положения затвора, в котором для достижения этого промежуточного положения прилагается меньшее давление от подающего трубопровода P к поршню 1.21 в цилиндре 1.2, поскольку в случае относительно низкого сопротивления поршень 1.21 только перемещается, но не прижимается к упору. Импульсы, возникающие в счетчике 5 расхода в случае с этим меньшим давлением, подсчитываются. Вследствие пониженного давления происходит меньшее сжатие рабочей гидравлической жидкости в гидравлической линии 2 таким образом, что количество импульсов для этого открытого на 30% и промежуточного положения представляет рабочий объем арматуры и цилиндра 1.2 в этом промежуточном положении и объем сжатия в случае с этим уменьшенным давлением.
В ходе восьмого этапа C8 среднее положение в переключающем клапане 7 снова достигается как и в ходе четвертого этапа C4, в котором обратные клапаны 1.3 в арматуре 1.1 поддерживают поворотное положение затвора в положении 30%. Импульсы, возникающие во время сброса давления в гидравлической линии 2, которая ранее была под давлением, подсчитываются, что дает объем сжатия для меньшего давления смещения в ходе этапа C7, который содержался при величине подсчета при достижении открытого положения на 30%.
В ходе девятого этапа C9 арматура 1.1 снова перемещается в закрытое положение как в ходе пятого этапа C5, в то время как определяется количество импульсов в обратном трубопроводе 2, которое соответствует рабочему объему арматуры 1.1 в открытом на 30% положении.
Перед тем, как арматура перемещается в заданное положение, в ходе десятого этапа C10 снова достигается среднее положение переключающего клапана 7. Из среднего положения посредством приложения давления в гидравлических линиях 2 или 3, поршень 1.21 в цилиндре 1.2 переводится в заданное рабочее положение, в которое в конечном счете должна быть переведена арматура 1.1.
Этап C10 представляет начальное положение для реального позиционирования арматуры после осуществления цикла обучения. Когда арматура должна быть установлена, например, в открытое на 50% положение, то после выполнения цикла обучения после этапа C10 устанавливается открытое на 50% положение в модуле 6 управления, после чего на основе полного рабочего объема арматуры, известного на основе этапа C5, 50% вычисляются в форме ряда импульсов для 50% плюс объем сжатия для промежуточного положения, известного на основе этапа C8, когда на основе количества импульсов, известных на основе этапа C8, можно вычислять то, насколько большой объем сжатия существует, например, для 10% хода поршня, таким образом, что для установления открытого на 50% положения объем сжатия 5×10% может быть вычислен на основе этапа C8.
В ходе этапов C7-C9 определяется объем сжатия для малого давления, которое создается в подающем трубопроводе при достижении промежуточного положения арматуры после того, как не существует какого-либо сопротивления, такого как упор для поршня 1.21 при достижении промежуточного положения. В ходе этапов C3 и C4 определяется объем сжатия в случае с максимальным давлением.
При помощи этого цикла обучения, посредством которого, с одной стороны, определяется объем сжатия в случае с максимальным давлением (этапы C3 и C4), и, с другой стороны, определяется объем сжатия в случае с меньшим давлением (этапы C7 и C8), которое создается при достижении промежуточного положения, всегда отображается точное представление положения арматуры и поршня 1.21 в цилиндре 1.2. Поскольку в каждом случае при запуске указания положения цикл обучения выполняется до того, как арматура 1.1 установлена в определенное положение, положение всегда точно отображается независимо от того, как часто и как долго арматура находится в действии.
При помощи этого цикла обучения, предпочтительно, перед каждым приложением давления к поршню 1.21 в цилиндре 1.2 две гидравлические линии 2, 3 переключаются посредством среднего положения переключающего клапана 7, который не имеет давления и в котором давление сброшено, при этом импульсы, возникающие во время сброса давления, могут подсчитываться. Посредством сброса давления в гидравлических линиях 2, 3 перед каждым приложением давления в цилиндре 1.2 достигается нейтральная начальная ситуация, в которой не искажается количество импульсов в ходе следующего этапа.
Модуль 6 управления, который сформирован, например, как блок или пластина, может иметь размеры, например, составляющие приблизительно 3×10×10 см. На фиг. 4 показан вид переднего конца примерного варианта выполнения модуля 6 управления, который выполняет цикл обучения, описанный выше, и в котором могут быть выполнены требуемые установки.
На фиг. 4 показан дисплей 6.1, например, в форме двух 7-сегментных дисплеев, расположенных друг наг другом, который отображает текущее положение арматуры 1.1 и поршня 1.21 в цилиндре 1.2 и другую информацию о состоянии. Ссылочными позициями 6.2 и 6.3 обозначены переключатели. Ссылочной позицией 6.4 обозначен датчик рабочего положения, при помощи которого может быть запущена функция калибровки. Этот датчик 6.4 рабочего положения, предпочтительно, защищен от непреднамеренного приведения в действие прозрачной крышкой. Модуль 6 управления калибруется после установки, при этом посредством цикла калибровки, соответствующего этапам на фиг. 3, модуль 6 управления вычисляет все зависящие от привода и установкой параметры, которые постоянно хранятся в памяти.
Ссылочной позицией 6.5 показаны три светодиода, например, красного, желтого и зеленого цвета, которые отображают рабочее состояние цилиндра 1.2 и модуля 6 управления. Два внешних светодиода могут использоваться для указания положения, в то время как средний светодиод может служить для отображения рабочего состояния модуля 6 управления.
Ссылочными позициями 6.6 и 6.7 обозначены зажимы на противоположных сторонах модуля 6 управления, с которыми среди прочего могут быть соединены счетчик 5 расхода, его источник питания, соединения электромагнитных клапанов a, b переключающего клапана 7 и т.п.
Этот модуль 6 управления, имеющий программу для выполнения цикла обучения, может использоваться для разных больших арматур и разных рабочих объемов арматур без необходимости адаптации модуля 6 управления к определенной арматуре или к определенным размерам гидравлических линий.
Существующие системы также могут быть оснащены таким модулем 6 управления для указания положения.
Возможны другие варианты и модификации описанного способа. Например, в ходе этапа C9, на котором объем возврата и рабочий объем в промежуточном положении арматуры определяются посредством подсчета возникающих импульсов, например, при 10% установочного перемещения поршень 1.21 в цилиндре 1.2 может быть остановлен снова для определения объема сжатия в гидравлической линии, переключенной в режим подающего трубопровода и переключенной в режим обратного трубопровода. Это может осуществляться для коррекции ошибок.
Поскольку программа в модуле 6 управления включает в себя не только все параметры арматурного узла 1 и системы управления, но также и благодаря определенным значениям подсчета рабочий объем цилиндра 1.2 и объем сжатия в разных переключенных состояниях, эти данные и количества импульсов могут быть проанализированы разными путями, при этом цикл обучения на фиг. 3 представляет предпочтительный вариант осуществления изобретения.
Описанный способ и описанное устройство могут использоваться не только для танкеров, но также и для промышленных установок, таких как рафинировочные заводы и т.п., в которых арматуры в трубопроводах должны приводиться в действие и управляться с удаленного поста управления.
Таким образом, изобретение может использоваться различными путями для исключения влияний сжатия при указании положения арматуры с гидравлическим приводом.


Группа изобретений относится к способу и устройству для указания положения арматур с гидравлическим приводом. Способ указания положения арматуры с гидравлическим приводом, имеющей поршень (1.21) в цилиндре (1.2) для приведения в действие арматуры (1.1), соединенном посредством двух гидравлических линий (2, 3) с переключающим клапаном (7), выполненным с возможностью переключать гидравлические линии между проводящим давление потоком подачи и не имеющим давления обратным потоком. Поток рабочей гидравлической жидкости, проходящий в одной из гидравлических линий, преобразуется в множество электрических импульсов, каждый из которых соответствует заданной единице объема рабочей гидравлической жидкости. Клапан (7) соединен с подающими трубопроводами (P, T), с которыми соединены другие клапаны (7) для приведения в действие других арматур. Клапаны (7) соединены через ответвление (T1) с обратным трубопроводом (T), общим для всех арматур, и в котором в каждом клапане (7) в ответвлении (T1) к трубопроводу (T) поддерживается давление предварительной нагрузки, которое выше давления в общем трубопроводе (T). Группа изобретений направлена на обеспечение более точного указания положения. 2 н. и 3 з.п. ф-лы, 4 ил.
1. Способ указания положения арматуры с гидравлическим приводом, имеющей цилиндр (1.2) для приведения в действие арматуры (1.1), который соединен посредством двух гидравлических линий (2, 3) с переключающим клапаном (7), выполненным с возможностью переключать гидравлические линии между проводящим давление потоком подачи и не имеющим давления обратным потоком,
причем поток рабочей гидравлической жидкости, проходящий в одной из гидравлических линий, преобразуется во множество электрических импульсов, каждый из которых соответствует заданной единице объема рабочей гидравлической жидкости,
переключающий клапан (7) соединен с подающими трубопроводами (P, T), с которыми соединены дополнительные переключающие клапаны (7) для приведения в действие дополнительных арматур (1.n), и
переключающие клапаны (7) соединены через ответвление (T1) с обратным трубопроводом (T), общим для всех арматур (1.1-1.n),
отличающийся тем, что
в каждом переключающем клапане (7) в ответвлении (T1) к обратному трубопроводу (T) поддерживают давление предварительной нагрузки, которое выше давления в общем обратном трубопроводе (T).
2. Способ по п. 1, в котором посредством гидравлического средства (8), соединенного с двумя подающими трубопроводами (P, T), поддерживается давление предварительной нагрузки в части (Tv) линии, с которой соединены все переключающие клапаны (7).
3. Способ по п. 1 или 2, в котором в переключающих клапанах (7) поддерживается давление предварительной нагрузки в порядке величины приблизительно 3-5 бар.
4. Устройство для указания положения множества арматур (1.1-1.n) с гидравлическим приводом, каждая из которых имеет цилиндр (1.2) для приведения в действие арматуры, причем цилиндр соединен посредством двух гидравлических линий (2, 3) с переключающим клапаном (7), выполненным с возможностью переключать гидравлические линии между проводящим давление потоком подачи и не имеющим давления обратным потоком, и в одной из двух гидравлических линий расположен датчик (5) рабочей среды под давлением, который преобразует поток рабочей гидравлической жидкости, проходящий в гидравлической линии, во множество электрических импульсов, каждый из которых соответствует заданной единице объема рабочей гидравлической жидкости,
отличающееся тем, что
гидравлическое средство (8) соединено с подающими трубопроводами (P, T), с которыми соединены все переключающие клапаны (7), и гидравлическое средство (8) поддерживает давление предварительной нагрузки относительно давления в общем обратном трубопроводе (T) в части (Tv) линии, с которой соединены все переключающие клапаны (7).
5. Устройство по п. 4, в котором гидравлическое средство (8) имеет клапан (8.1) ограничения давления и обратные клапаны (8.2, 8.3) между клапаном ограничения давления и подающими трубопроводами (P, T).
| Колосоуборка | 1923 |
|
SU2009A1 |
| GB 1275844 A, 24.05.1972 | |||
| DE 102009023168A1, 02.12.2010 | |||
| Система программного управления рабочим органом горной машины | 1981 |
|
SU960435A1 |
| АМОРТИЗИРУЮЩЕЕ УСТРОЙСТВО РАБОЧЕГО ОБОРУДОВАНИЯ ПОГРУЗОЧНО-ТРАНСПОРТНОЙ МАШИНЫ | 1992 |
|
RU2012742C1 |

