Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к литейному устройству и к способу литья. Подробнее, настоящее изобретение относится к литейному устройству и к способу литья, в которых комбинированная конструкция из предварительно заданной разделяемой литейной формы и предварительно заданной разделяемого кожуха и т.п. используется для заполнения полости расплавленным металлом.
Уровень техники
[0002] Предложен способ литья на основе противодавления за счет всасывания, который может использоваться для того, чтобы отливать тонкие изделия с уменьшенным нагревом расплавленного металла при уменьшенной температуре литейной формы (см. патентный документ 1).
[0003] В способе литья на основе противодавления за счет всасывания, нижняя часть лифтовой трубы погружается в расплавленный металл, который удерживается в нижней части воспринимающей давление герметичной печи для выдержки расплавленного металла, горизонтально открываемая литейная форма, сообщающаяся с лифтовой трубой, размещена выше лифтовой трубы вертикально подвижным способом, и герметичная камера, покрывающая литейную форму, формируется. После этого двухпозиционный всасывающий клапан в соединительной трубе, сообщающейся с герметичной камерой, открывается таким образом, что давление в герметичной камере уменьшается до 100 Торр в течение 1 секунды за счет вакуумного насоса через вакуумный бак. Затем двухпозиционный нагнетательный клапан сразу открывается, и сжатый воздух накачивается в печь для выдержки расплавленного металла посредством компрессора, так что давление на поверхность расплавленного металла увеличивается до 0,4-1 кг/см2 в течение 1 секунды и поддерживается на увеличенном уровне. Когда отливка затвердевает, пониженное давление и поддерживаемое повышенное давление сбрасываются.
Список библиографических ссылок
Патентные документы
[0004] Патентный документ 1. JP 2933255B
Сущность изобретения
Техническая задача
[0005] Тем не менее, в способе литья на основе противодавления за счет всасывания патентного документа 1, воздух в полости косвенно всасывается посредством декомпрессии ее наружной части. Соответственно, степень декомпрессии и скорость декомпрессии зависят от зазора между поверхностями литейной формы для разделяемой литейной формы, объема полости и объема герметичной камеры, которая окружает разделяемую литейную форму таким образом, что она покрывает всю разделяемую литейную форму.
[0006] Следовательно, например, проблема при изготовлении формованного изделия с такой сложной формой, которая требует использования разделяемой литейной формы и стержня, состоит в том, что только такого косвенного всасывания воздуха в полость посредством декомпрессии ее наружной части недостаточно для того, чтобы стабилизировать степень декомпрессии и скорость декомпрессии полости в подходящем диапазоне, что может приводить к ухудшенным рабочим характеристикам заполнения расплавленным металлом.
[0007] Другая проблема с устройством литья патентного документа 1 состоит в высоких затратах на сооружения и оборудование вследствие герметической камеры, которая покрывает всю литейную форму.
[0008] Настоящее изобретение осуществлено с учетом вышеописанных проблем в предшествующем уровне техники. Цель настоящего изобретения заключается в том, чтобы предоставлять литейное устройство и способ литья, которые позволяют уменьшать затраты на сооружения и оборудование, а также улучшать рабочие характеристики заполнения расплавленным металлом даже при изготовлении формованного изделия с такой сложной формой, которая требует использования разделяемой литейной формы и стержня.
Решение задачи
[0009] Авторы настоящего изобретения провели тщательное исследование для достижения вышеописанной цели. Как результат, они обнаружили, что вышеописанная цель может достигаться посредством конфигурации, в которой комбинированная конструкция из предварительно определенной разделяемой литейной формы и предварительно определенного разделяемого кожуха используется для того, чтобы заполнять полость расплавленным металлом. В силу этого осуществлено настоящее изобретение.
[0010] Таким образом, литейное устройство настоящего изобретения включает в себя разделяемую литейную форму, разделяемый кожух, всасывающее устройство камеры и всасывающее устройство полости. Разделяемая литейная форма, которая используется для формирования полости, включает в себя нижнюю литейную форму, среднюю литейную форму, которая скользит на нижней литейной форме, и верхнюю литейную форму. Разделяемый кожух, который используется для формирования камеры, включает в себя нижний кожух, к которому присоединяется нижняя литейная форма, и верхний кожух, к которому присоединяется верхняя литейная форма. Полость и камера формируются, когда средняя литейная форма закрыта на нижней литейной форме, и разделяемый кожух закрыт. Всасывающее устройство камеры снижает давление, по меньшей мере, в камере через трубу камеры, которая соединяется с камерой и выходит за пределы камеры. Всасывающее устройство полости снижает давление в полости через трубу полости, которая соединяется с полостью и выходит за пределы камеры. Литейное устройство выполнено с возможностью изготавливать формованное изделие посредством заполнения полости, сформированной посредством разделяемой литейной формы, расплавленным металлом, удерживаемым в печи для выдержки расплавленного металла, расположенной ниже разделяемой литейной формы, через лифтовую трубу с верхним концом, соединенным с литником разделяемой литейной формы, и нижним концом, погруженным в расплавленный металл в печи для выдержки расплавленного металла. Литейное устройство дополнительно включает в себя компрессор, который увеличивает давление в печи для выдержки расплавленного металла, чтобы подавать расплавленный металл, удерживаемый в печи для выдержки расплавленного металла, по меньшей мере, в литник. Всасывающее устройство полости подает расплавленный металл, поданный, по меньшей мере, в литник, дальше во всю полость.
[0011] Способ литья настоящего изобретения, который используется для того, чтобы изготавливать формованное изделие посредством заполнения полости, сформированной посредством разделяемой литейной формы, расплавленным металлом, удерживаемым в печи для выдержки расплавленного металла, расположенной ниже разделяемой литейной формы, через лифтовую трубу с верхним концом, соединенным с литником разделяемой литейной формы, и нижним концом, погруженным в расплавленный металл в печи для выдержки расплавленного металла, заключает в себе: этап (1) использования разделяемой литейной формы для формирования полости, которая включает в себя нижнюю литейную форму, среднюю литейную форму, которая скользит на нижней литейной форме, и верхнюю литейную форму, и разделяемый кожух для формирования камеры, который включает в себя нижний кожух, к которому присоединяется нижняя литейная форма, и верхний кожух, к которому присоединяется верхняя литейная форма, чтобы закрывать среднюю литейную форму на нижней литейной форме и закрывать разделяемый кожух таким образом, чтобы формировать полость и камеру; после этапа (1), этап (3) снижения давления, по меньшей мере, в камере посредством всасывающего устройства камеры через трубу камеры, которая соединяется с камерой и протягивается за пределы камеры; и после этапа (1), этап (4) снижения давления в полости посредством всасывающего устройства полости через трубу полости, которая соединяется с полостью и протягивается за пределы камеры, при этом способ дополнительно заключает в себе: после этапа (1) и перед этапом (3) и этапом (4), этап (2) повышения давления в печи для выдержки расплавленного металла посредством компрессора, чтобы подавать расплавленный металл, удерживаемый в печи для выдержки расплавленного металла, по меньшей мере, в литник, при этом на этапе (4), расплавленный металл, поданный, по меньшей мере, в литник, подается дальше во всю полость.
Преимущества изобретения
[0012] Согласно настоящему изобретению, при изготовлении формованных изделий посредством заполнения полости, которая формируется посредством разделяемой литейной формы, расплавленным металлом, который удерживается в печи для выдержки расплавленного металла, расположенной ниже разделяемой литейной формы, через лифтовую трубу с верхним концом, соединенным с литником разделяемой литейной формы, и нижним концом, погруженным в расплавленный металл в печи для выдержки расплавленного металла, разделяемая литейная форма для формирования полости, которая включает в себя нижнюю литейную форму, среднюю литейную форму, которая кользит на нижней литейной форме, и верхнюю литейную форму, и разделяемый кожух для формирования камеры, который включает в себя нижний кожух, к которому присоединяется нижняя литейная форма, и верхний кожух, к которому верхняя литейная форма присоединяется, используется для того, чтобы закрывать среднюю литейную форму на нижней литейной форме и закрывать разделяемый кожух таким образом, что формируются полость и камера, и затем давление, по меньшей мере, в камере уменьшается посредством всасывающего устройства камеры через трубу камеры, которая соединяется с камерой и протягивается за пределы камеры, давление в полости снижается посредством всасывающего устройства полости через трубу полости, которая соединяется с полостью и протягивается за пределы камеры, давление в печи для выдержки расплавленного металла увеличивается посредством компрессора таким образом, что расплавленный металл, удерживаемый в печи для выдержки расплавленного металла, подается, по меньшей мере, в литник, и расплавленный металл, поданный, по меньшей мере, в литник, подается дальше во всю полость посредством всасывающего устройства полости. Следовательно, можно предоставлять литейное устройство и способ литья, которые позволяют уменьшать затраты на сооружения и оборудование, а также улучшать рабочие характеристики заполнения расплавленным металлом даже при изготовлении формованного изделия с такой сложной формой, которая требует использования разделяемой литейной формы и стержня.
Краткое описание чертежей
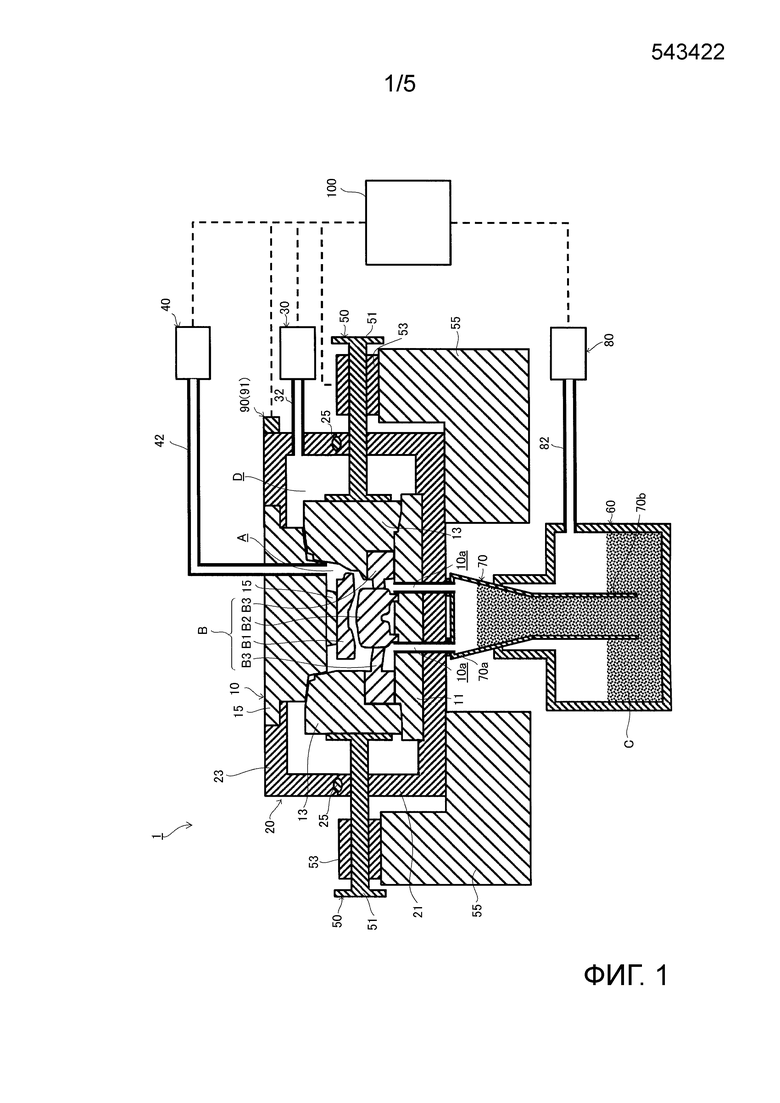
[0013] Фиг. 1 является схематичным пояснительным видом устройства литья согласно первому варианту осуществления настоящего изобретения.
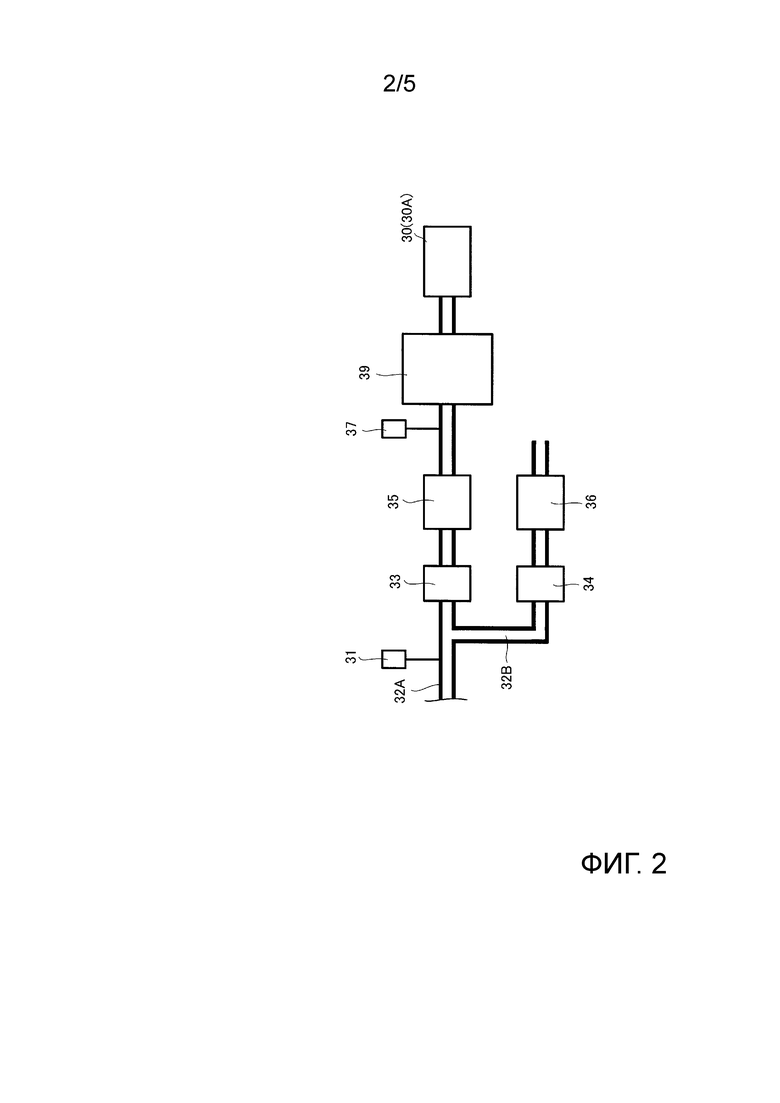
Фиг. 2 является схематичным пояснительным видом трубы камеры и всасывающего устройства камеры на фиг. 1.
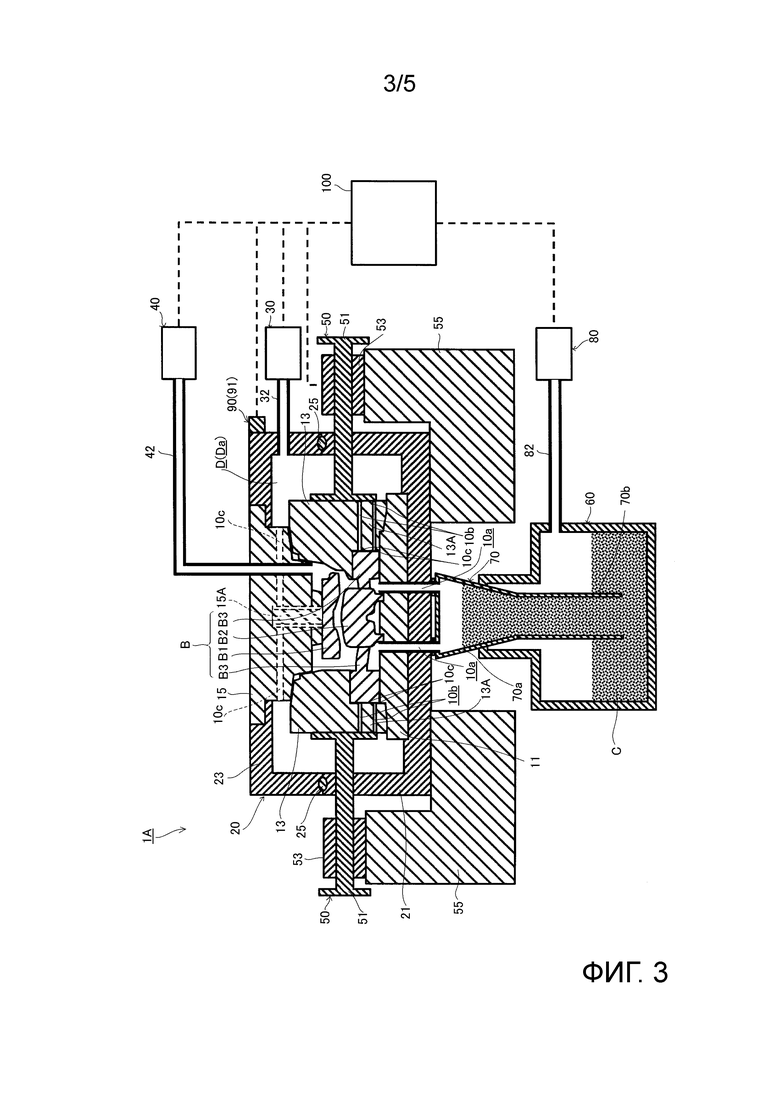
Фиг. 3 является схематичным пояснительным видом устройства литья согласно второму варианту осуществления настоящего изобретения.
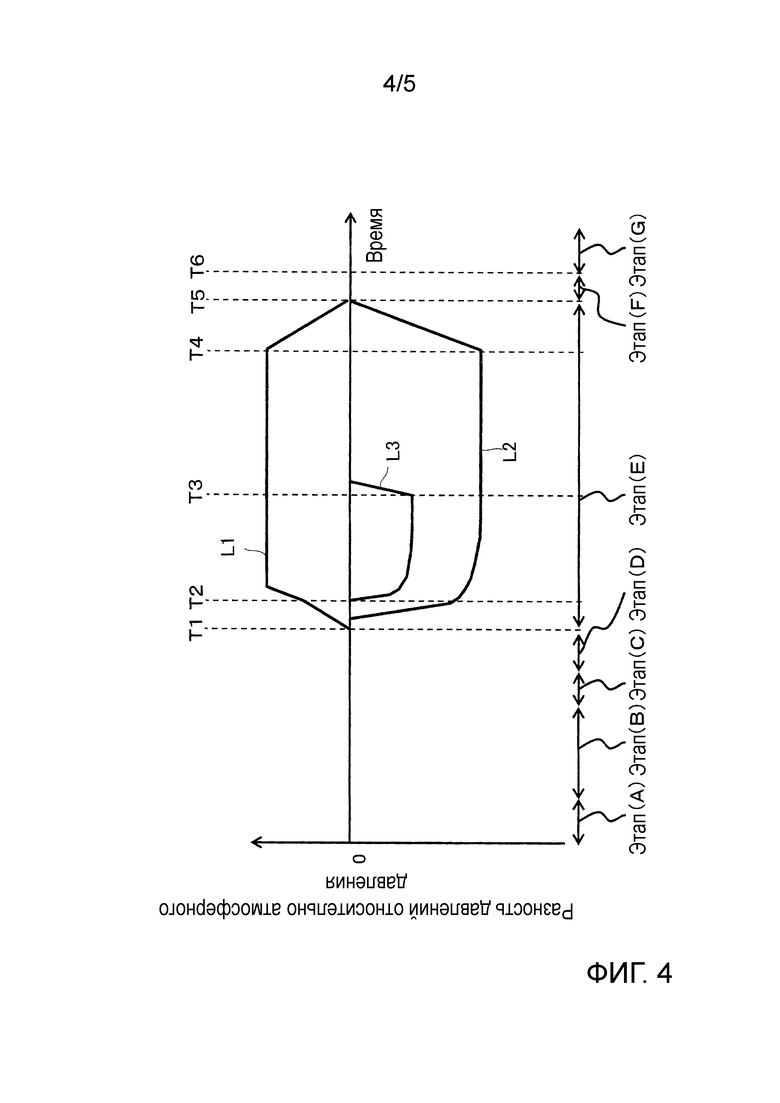
Фиг. 4 является пояснительным видом, схематично иллюстрирующим пример способа литья с использованием устройства литья согласно первому или второму варианту осуществления настоящего изобретения.
Фиг. 5 является схематичным видом в перспективе формованного изделия, которое получается посредством другого примера способа литья с использованием устройства литья согласно первому или второму варианту осуществления настоящего изобретения.
Подробное описание вариантов осуществления
[0014] В дальнейшем в этом документе, подробно описываются литейное устройство и способ литья согласно варианту осуществления настоящего изобретения. Размеры чертежей, которые упоминаются в нижеприведенном описании, могут быть чрезмерно увеличены для целей описания и в силу этого могут отличаться от фактических размеров.
[0015] Первый вариант осуществления
Во-первых, подробно описывается литейное устройство согласно первому варианту осуществления настоящего изобретения со ссылкой на чертежи. Фиг. 1 является схематичным пояснительным видом устройства литья согласно первому варианту осуществления настоящего изобретения. Фиг. 2 является схематичным пояснительным видом трубы камеры и всасывающего устройства камеры на фиг. 1.
[0016] Как проиллюстрировано на фиг. 1, устройство 1 литья согласно варианту осуществления включает в себя разделяемую литейную форму 10, разделяемый кожух 20, всасывающее устройство 30 камеры, всасывающее устройство 40 полости, цилиндр 50, печь 60 для выдержки расплавленного металла, лифтовую трубу 70, компрессор 80, датчик 90 и контроллер 100. Например, устройство 1 литья используется для изготовления формованных изделий, таких как головки блока цилиндров (не показаны) посредством заполнения полости A расплавленным металлом C, таким как алюминий или алюминиевый сплав, при этом стержень B, состоящий из верхнего стержня B1, стержня B2 водяной рубашки и стержня B3 порта, располагается в полости A.
[0017] Разделяемая литейная форма 10, которая используется для формирования полости A, включает в себя нижнюю литейную форму 11, среднюю литейную форму 13, которая скользит в горизонтальном направлении на нижней литейной форме 11, и верхнюю литейную форму 15. Дополнительно, разделяемая литейная форма 10 состоит из литейной формы, известной в данной области техники, которая может использоваться для расплавленного металла C, такого как алюминий или алюминиевый сплав C. Стержень B и стержневой знак, присоединяемый к нему, также состоят из стержня и стержневого знака, известных в данной области техники, которые могут использоваться для расплавленного металла C, такого как алюминий или алюминиевый сплав.
[0018] Разделяемый кожух 20, который используется для формирования камеры D, включает в себя нижний кожух 21, к которому присоединяется нижняя литейная форма 11, и верхний кожух 23, к которому присоединяется верхняя литейная форма 15. Резиновый герметизирующий элемент 25 располагается в контактном участке между нижним кожухом 21 и верхним кожухом 23, чтобы обеспечивать герметизацию между ними. Разделяемый кожух 20 состоит из любого элемента, который является устойчивым к давлению и теплу, например, к изменению давления и температуры на этапе литья. Например, разделяемый кожух может быть изготовлен из материала, идентичного материалу разделяемой литейной формы. Тем не менее, разделяемый кожух может быть изготовлен из другого материала. Альтернативно, например, разделяемый кожух может состоять из различных элементов согласно окружающей среде своего использования. Хотя не показано на чертеже, нижняя литейная форма и нижний кожух являются съемными относительно друг друга, и верхняя литейная форма и верхний кожух также являются съемными относительно друг друга.
[0019] Полость A и камера D формируются, когда средняя литейная форма 13 закрыта на нижней литейной форме 11, и разделяемый кожух 20 закрыт.
[0020] Всасывающее устройство 30 камеры снижает давление, по меньшей мере, в камере D через трубу 32 камеры, которая соединяется с камерой D и протягивается за пределы камеры D. Предпочтительно, но без конкретного ограничения, чтобы труба 32 камеры располагалась в верхнем кожухе 23, в котором на нее оказывает меньшее влияние утечка расплавленного металла в камеру D.
[0021] Ниже подробно описываются труба камеры и всасывающее устройство камеры с помощью чертежей.
[0022] Как проиллюстрировано на фиг. 2, например, всасывающее устройство 30 камеры включает в себя насос 30A для вакуумирования (снижения давления) герметичного отсека до вакуумного режима или практически вакуумного режима. Дополнительно, как проиллюстрировано на фиг. 2, датчик 31 давления для определения давления в камере D, дроссельный клапан 33 для регулирования расхода при всасывании в магистральной трубе 32A, двухпозиционный клапан 35 для управления всасыванием через магистральную трубу 32A, датчик 37 давления для определения давления всасывания всасывающего устройства 30 камеры и бак 39 для удаления посторонних веществ, всасываемых во время всасывания, предусмотрены в магистральной трубе 32A трубы камеры, в которой устанавливается всасывающее устройство 30 камеры. Дополнительно, как проиллюстрировано на фиг. 2, дроссельный клапан 34 для регулирования расхода при всасывании во вспомогательной трубе 32B и двухпозиционный клапан 36 для управления всасыванием через вспомогательную трубу 32B предусмотрены во вспомогательной трубе 32B, которая разветвляется из магистральной трубы 32A, которые используются для сброса содержимого камеры в атмосферу.
[0023] Всасывающее устройство 40 полости снижает давление в полости A через трубу 42 полости, которая соединяется с полостью A и протягивается за пределы камеры D. Хотя не показано на чертеже, труба полости и всасывающее устройство полости имеют конфигурацию, идентичную конфигурации вышеописанной трубы камеры и всасывающего устройства камеры. Дополнительно, хотя не показано на чертеже, пористый материал располагается в соединительной части с полостью трубы полости, чтобы предотвращать проникновение расплавленного металла.
[0024] Цилиндр 50 используется для того, чтобы плавно со скольжением перемещать среднюю литейную форму 13 в горизонтальном направлении. Например, цилиндр 50 включает в себя шток 51 цилиндра, цилиндр 53 и держатель 55. Тем не менее, настоящее изобретение не ограничено этим, и вместо этого может использоваться исполнительный механизм, известный в данной области техники. Держатель 55 также выступает в качестве держателя разделяемой литейной формы 20. Предпочтительно, но без конкретного ограничения, чтобы шток 51 цилиндра проникал через нижний кожух 21. Это обусловлено тем, что нижний кожух 21 с трудом перемещается по сравнению с верхним кожухом 23, и необязательно перемещать его вместе с цилиндром. Хотя не показано на чертеже, между штоком цилиндра и нижним кожухом располагается герметизирующий элемент, который обеспечивает герметизацию между ними, но практически не прерывает плавное перемещение штока цилиндра. Дополнительно, хотя не показано на чертеже, аналогичный цилиндр дополнительно может предоставляться, чтобы плавно подвижно перемещать верхнюю литейную форму в вертикальном направлении.
[0025] Печь 60 для выдержки расплавленного металла располагается за пределами камеры D и расположена ниже разделяемой литейной формы 10, когда полость A формируется. Печь 20 для выдержки расплавленного металла удерживает расплавленный металл C.
[0026] Лифтовая труба 70 служит в качестве канала расплавленного металла C, который заполняет полость A. Верхний конец 70a лифтовой трубы 70 соединяется с литником 10a разделяемой литейной формы 10, и нижний конец 70b погружается в расплавленный металл C, который удерживается в печи 60 для выдержки расплавленного металла. Хотя не показано на чертеже, пористый материал, известный в данной области техники, располагается в упомянутом литнике.
[0027] Компрессор 80 увеличивает давление в печи 60 для выдержки расплавленного металла через трубу 82, соединенную с печью 60 для выдержки расплавленного металла. Посредством увеличения давления, компрессор 80 может подавать расплавленный металл C в печи 60 для выдержки расплавленного металла в литник 10a.
[0028] Датчик 90 может включать в себя, например, датчик 91 закрытия литейной формы для обнаружения закрытия литейной формы; тем не менее, датчик 90 не ограничен этим. Таким образом, хотя не показано на чертеже, датчик 90 дополнительно может включать в себя датчик поступления расплавленного металла в литник для обнаружения достижения расплавленным металлом литника, датчик заполнения полости расплавленным металлом для обнаружения заполнения полости расплавленным металлом, датчик затвердевания расплавленного металла в полости для обнаружения затвердевания расплавленного металла в полости.
[0029] Например, датчик 91 закрытия литейной формы может состоять из датчика позиционирования, известного в данной области техники.
[0030] Например, датчик поступления расплавленного металла в литник может состоять из температурного датчика, расположенного около литника, датчика поверхностного уровня или датчика давления, расположенного в печи для выдержки расплавленного металла, и т.п.
[0031] Например, датчик заполнения полости расплавленным металлом может состоять из температурного датчика или датчика давления, расположенного в трубе полости около полости, либо датчика поверхностного уровня или датчика давления, расположенного в печи для выдержки расплавленного металла, и т.п.
[0032] Например, датчик затвердевания расплавленного металла в полости может состоять из температурного датчика, расположенного в трубе полости около полости.
[0033] Контроллер 100 может состоять, например, из интегрированного или независимого контроллера, который управляет компрессором 80 на основе сигнала из датчика 91 закрытия литейной формы, управляет всасывающим устройством 30 камеры на основе сигнала, по меньшей мере, из одного из датчика 91 закрытия литейной формы и компрессора 80 и управляет всасывающим устройством 40 полости на основе сигнала, по меньшей мере, из одного из датчика 91 закрытия литейной формы и компрессора 80.
[0034] Когда такой контроллер используется, в контроллере могут сохраняться управляющие данные для управления компрессией и всасыванием на основе позиций, давлений, температур, истечения времени с момента, когда литейная форма закрыта, и т.п., которые получены заранее, например, посредством предварительного эксперимента.
[0035] Тем не менее, контроллер не ограничен такими контроллерами, как описано выше. Таким образом, хотя не показано на чертеже, контроллер, например, может состоять из интегрированного или независимого контроллера, который управляет компрессором на основе сигнала, по меньшей мере, из одного из датчика закрытия литейной формы, компрессора, датчика поступления расплавленного металла в литник, датчика заполнения полости расплавленным металлом и датчика затвердевания расплавленного металла в полости, управляет всасывающим устройством камеры на основе сигнала, по меньшей мере, из одного из датчика закрытия литейной формы, компрессора, датчика поступления расплавленного металла в литник, датчика заполнения полости расплавленным металлом и датчика затвердевания расплавленного металла в полости и управляет всасывающим устройством полости на основе сигнала, по меньшей мере, из одного из датчика закрытия литейной формы, компрессора, датчика поступления расплавленного металла в литник, датчика заполнения полости расплавленным металлом и датчика затвердевания расплавленного металла в полости.
[0036] Когда этот контроллер используется, например, компрессия и всасывание могут управляться на основе фактической позиции, температуры, давления и т.п. без использования истечения времени с момента, когда литейная форма закрыта. Конечно, управляющие данные для управления компрессией и всасыванием на основе давлений и температур, полученных заранее в предварительном эксперименте, могут сохраняться в контроллере. Вышеописанные управляющие данные могут надлежащим образом определяться посредством предварительного эксперимента с использованием вышеописанных датчиков, таких как датчик закрытия литейной формы, датчик поступления расплавленного металла в литник, датчик заполнения полости расплавленным металлом и датчик затвердевания расплавленного металла в полости.
[0037] При изготовлении формованных изделий, устройство 1 литья использует разделяемую литейную форму 10, которая включает в себя нижнюю литейную форму 11, среднюю литейную форму 13, которая плавно перемещается в горизонтальном направлении на нижней литейной форме 11 посредством цилиндра 50 и т.п., и верхнюю литейную форму 15, и разделяемый кожух 20, который включает в себя нижний кожух 21, к которому присоединяется нижняя литейная форма 11, и верхний кожух 23, к которому присоединяется верхняя литейная форма 15, чтобы закрывать среднюю литейную форму 13 на нижней литейной форме 11 и закрывать разделяемый кожух 20 таким образом, чтобы формировать полость A и камеру D.
[0038] При изготовлении формованных изделий, всасывающее устройство 30 камеры устройства 1 литья снижает давление в камере D через трубу 32 камеры, которая соединяется с камерой D и протягивается за пределы камеры D.
[0039] При изготовлении формованных изделий, всасывающее устройство 40 полости устройства 1 литья снижает давление в полости A через трубу 42 полости, которая соединяется с полостью A и протягивается за пределы камеры D. На этом этапе, само всасывающее устройство 40 полости может подавать расплавленный металл C во всю полость A. Альтернативно, компрессор 80 может подавать расплавленный металл C, по меньшей мере, в литник 10a, как описано выше, и всасывающее устройство 40 полости затем может подавать его дальше во всю полость A.
[0040] Дополнительно, при изготовлении формованных изделий, компрессор 80 устройства 1 литья может повышать давление в печи 60 для выдержки расплавленного металла через трубу 82, соединенную с печью 60 для выдержки расплавленного металла, с тем чтобы подавать расплавленный металл C в печи 60 для выдержки расплавленного металла в литник 10a.
[0041] Как описано выше, литейное устройство, которое включает в себя предварительно определенную разделяемую литейную форму, разделяемый кожух, всасывающее устройство камеры и всасывающее устройство полости, закрывает среднюю литейную форму на нижней литейной форме предварительно определенной разделяемой литейной формы и закрывает предварительно определенный разделяемый кожух таким образом, чтобы формировать полость и камеру, и затем снижает давление в камере посредством предварительно определенного всасывающего устройства камеры, а также непосредственно снижает давление в полости посредством предварительно определенного всасывающего устройства полости. Это позволяет уменьшать затраты на сооружения и оборудование, а также улучшать рабочие характеристики заполнения расплавленным металлом.
[0042] Таким образом, объем камеры может уменьшаться посредством использования предварительно определенной конструкции, которая включает в себя разделяемую литейную форму, которая включает в себя нижнюю литейную форму, среднюю литейную форму, которая плавно перемещается на нижней литейной форме в горизонтальном направлении, и верхнюю литейную форму, и разделяемый кожух, который включает в себя нижний кожух, к которому присоединяется нижняя литейная форма, и верхний кожух, к которому присоединяется верхняя литейная форма, и который формирует полость и камеру, когда средняя литейная форма закрыта на нижней литейной форме, и разделяемый кожух закрыт. Как результат, могут улучшаться рабочие характеристики заполнения расплавленным металлом, например, может достигаться уменьшение дефектов вследствие захваченного воздуха, увеличение скорости литья и т.п.
[0043] Как описано ниже, когда всасывающее устройство полости используется для того, чтобы непосредственно снижать давление в полости, можно уменьшать зависимость степени декомпрессии и скорости декомпрессии от зазора между поверхностями литейной формы для разделяемой литейной формы и объема камеры вокруг полости. Соответственно, степень декомпрессии и скорость декомпрессии могут быть стабилизированы в подходящем диапазоне. Примерный подходящий размер просвета со стороны разделяемой литейной формы в камере является таким, что формованное изделие может собираться посредством скольжения средней литейной формы в горизонтальном направлении. Тем не менее, ограничения на это нет. Уменьшение объема камеры обеспечивает уменьшение затрат на сооружения и оборудование. Дополнительно, наряду с уменьшением объема камеры, также становится возможным уменьшать размер всасывающего устройства камеры и т.п. по сравнению с предшествующим уровнем техники, что обеспечивает дополнительное уменьшение затрат на сооружения и оборудование. Дополнительно, цилиндр может располагаться за пределами камеры. В этом случае, например, может улучшаться обрабатываемость на этапе очистки внутренней части литейной формы, этапе подготовки к постановке стержней, этапе продувки воздухом стержней и т.п., которые описываются ниже.
[0044] Всасывающее устройство полости используется для того, чтобы непосредственно снижать давление в полости через трубу полости, которая соединяется с полостью и выходит за пределы камеры. Это позволяет уменьшать зависимость степени декомпрессии и скорости декомпрессии от зазора между поверхностями литейной формы для разделяемой литейной формы, объема полости и объема камеры, окружающей полость. Следовательно, степень декомпрессии и скорость декомпрессии могут быть стабилизированы в подходящем диапазоне. Как результат, могут улучшаться рабочие характеристики заполнения расплавленным металлом, например, может достигаться увеличение скорости литья.
[0045] Всасывающее устройство камеры используется для того, чтобы снижать давление в камере через трубу камеры, которая соединяется с камерой и выходит за пределы камеры. Это позволяет уменьшать или предотвращать приток воздуха через зазор между поверхностями литейной формы для разделяемой литейной формы, который может возникать, когда только всасывающее устройство полости используется для того, чтобы непосредственно снижать давление в полости. Как результат, могут улучшаться рабочие характеристики заполнения расплавленным металлом, например, может достигаться уменьшение дефектов, вызываемых посредством захваченного воздуха.
[0046] В литейном устройстве по варианту осуществления, которое используется для того, чтобы изготавливать формованные изделия посредством заполнения полости, сформированной посредством разделяемой литейной формы, расплавленным металлом, удерживаемым в печи для выдержки расплавленного металла, расположенной ниже разделяемой литейной формы, через лифтовую трубу с верхним концом, соединенным с литником разделяемой литейной формы, и нижним концом, погруженным в расплавленный металл в печи для выдержки расплавленного металла, как описано выше, предпочтительно, чтобы литейное устройство включало в себя компрессор, который подает расплавленный металл в печи для выдержки расплавленного металла, по меньшей мере, в литник посредством повышения давления в печи для выдержки расплавленного металла, и всасывающее устройство полости, которое подает расплавленный металл, подаваемый, по меньшей мере, в литник, дальше во всю полость. При этой конфигурации, дополнительно могут улучшаться рабочие характеристики заполнения расплавленным металлом.
[0047] Таким образом, когда компрессор используется для того, чтобы повышать давление в печи для выдержки расплавленного металла, чтобы подавать расплавленный металл, по меньшей мере, в литник, необязательно подавать расплавленный металл, удерживаемый в печи для выдержки расплавленного металла, в литник посредством всасывания через полость с такой сложной формой, которая требует использования разделяемой литейной формы и стержня. Соответственно, необязательно учитывать сопротивление всасывающему потоку в полости со сложной формой, что является препятствием для улучшения рабочих характеристик заполнения. Дополнительно, приток воздуха через зазор между поверхностями литейной формы для разделяемой литейной формы уменьшается или предотвращается, что может возникать, когда только всасывающее устройство полости используется для того, чтобы непосредственно снижать давление в полости. Как результат, потери энергии при изготовлении могут уменьшаться по сравнению со случаем, в котором только всасывающее устройство полости используется для того, чтобы подавать расплавленный металл во всю полость. Дополнительно, также могут улучшаться рабочие характеристики заполнения расплавленным металлом, например, может достигаться уменьшение дефектов, вызываемых посредством захваченного воздуха.
[0048] Настоящее изобретение эффективно применять к литью под низким давлением, при котором полость заполняется расплавленным металлом на низкой скорости при низком давлении, по сравнению с литьем под давлением, при котором полость заполняется расплавленным металлом на высокой скорости при высоком давлении, но настоящее изобретение не ограничено конкретным образом этим. Это обусловлено тем, что воздух, который первоначально присутствует или втекает при литье под низким давлением, с большей вероятностью должен ухудшать рабочие характеристики заполнения расплавленным металлом, по сравнению с воздухом, который втекает при литье под давлением.
[0049] Предпочтительно, чтобы литейное устройство по варианту осуществления включало в себя датчик закрытия литейной формы для обнаружения закрытия литейной формы и интегрированный или независимый контроллер, который управляет компрессором на основе сигнала из датчика закрытия литейной формы, управляет всасывающим устройством камеры на основе сигнала, по меньшей мере, из одного из датчика закрытия литейной формы и компрессора и управляет всасывающим устройством полости на основе сигнала, по меньшей мере, из одного из датчика закрытия литейной формы и компрессора, как описано выше.
[0050] Как описано выше, предварительно определенное всасывание (декомпрессия) посредством всасывающего устройства камеры и предварительно определенное всасывание (декомпрессия) посредством всасывающего устройства полости выполняются наряду с предварительно заданной компрессией посредством компрессора. Это обеспечивает дополнительное уменьшение потерь энергии при изготовлении, стабилизацию скорости литья в подходящем диапазоне и уменьшение дефектов, вызываемых посредством захваченного воздуха. Как результат, дополнительно могут улучшаться рабочие характеристики заполнения расплавленным металлом.
[0051] Второй вариант осуществления
Далее подробно описывается литейное устройство согласно второму варианту осуществления настоящего изобретения со ссылкой на чертежи. Фиг. 3 является схематичным пояснительным видом устройства литья согласно второму варианту осуществления настоящего изобретения. Идентичные ссылки с номерами обозначают компоненты, идентичные компонентам вышеописанного варианта осуществления, и их описание опускается.
[0052] Как проиллюстрировано на фиг. 3, устройство 1A литья по варианту осуществления отличается тем, что разделяемая литейная форма 10 включает в себя соединительные тракты 10b, которые обеспечивают сообщение полости A с пространством Da камеры D вокруг разделяемой литейной формы 10. Соединительные тракты, обозначаемые посредством ссылок с номерами 10b, которые проиллюстрированы посредством пунктирных линий на фиг. 3, располагаются в позициях, в которых они не создают помехи для трубы 42 камеры. Дополнительно, как проиллюстрировано на фиг. 3, верхний стержень B1 и стержни B3 порта располагаются во всасывающих отверстиях 10c соединительных трактов 10b. Компоненты, обозначаемые посредством ссылок с номерами 13A и 15A, которые проиллюстрированы, соответственно, посредством сплошных линий и пунктирной линии, представляют собой стальные элементы, которые изготовлены из материала, идентичного материалу средней литейной формы 13 и верхней литейной формы 15, и используются для формирования чрезвычайно узких соединительных трактов 10a.
[0053] Что касается способа литья на основе противодавления за счет всасывания патентного документа 1, вообще не рассматривается его применение к изготовлению формованных изделий с такой сложной формой, которая требует использования разделяемой литейной формы и стержня. Следовательно, при изготовлении формованных изделий с такой сложной формой, которая требует использования разделяемой литейной формы и стержня, дефект, вызываемый газом, может вызываться посредством газа в стержне, который формируется в силу сгорания клеящего материала и т.п. стержня, когда расплавленный металл контактирует со стержнем, что может ухудшать рабочие характеристики заполнения расплавленным металлом.
[0054] Напротив, в литейном устройстве по варианту осуществления, разделяемая литейная форма имеет соединительные тракты, которые обеспечивают сообщение полости с пространством камеры, окружающим разделяемую литейную форму, как описано выше. Это обеспечивает сброс через соединительные тракты газа в стержне, который формируется в силу сгорания клеящего материала, содержащегося в стержне, когда расплавленный металл контактирует со стержнем, и за счет этого обеспечивает подавление увеличения давления полости. Как результат, даже когда газ в стержне не может выпускаться через трубу полости, газ в стержне и т.п. может выпускаться через соединительные тракты. Следовательно, могут улучшаться рабочие характеристики заполнения расплавленным металлом, например, может достигаться уменьшение дефектов, вызываемых газом.
[0055] Пример таких соединительных трактов представляет собой чрезвычайно узкий тракт, который имеет большое гидравлическое сопротивление по сравнению с трубой полости. При этой конфигурации, давление не снижается сразу наряду с декомпрессией камеры. Тем не менее, когда газ в стержне и т.п. не может непосредственно выпускаться из полости в трубу полости таким образом, что давление в полости повышается, газ в стержне и т.п. может выпускаться через соединительные тракты.
[0056] В литейном устройстве по варианту осуществления, предпочтительно, чтобы стержни или стержневые знаки, присоединяемые к стержням, располагались у всасывающих отверстий соединительных трактов, как описано выше.
[0057] Когда стержни или стержневые знаки, присоединяемые к стержням, располагаются у всасывающих отверстий соединительных трактов, как описано выше, через соединительные тракты и трубу камеры может эффективно сбрасываться газ в стержне, который формируется в силу сгорания клеящего материала и т.п., содержащегося в стержне, когда расплавленный металл контактирует со стержнями. Дополнительно, эта конфигурация обеспечивает дополнительную стабилизацию скорости литья в подходящем диапазоне и уменьшение дефектов, вызываемых посредством захваченного воздуха. Как результат, дополнительно могут улучшаться рабочие характеристики заполнения расплавленным металлом, например, может достигаться дополнительное уменьшение дефектов, вызываемых газом.
[0058] Помимо этого, в литейном устройстве по варианту осуществления, предпочтительно, чтобы соединительный тракт формировался, по меньшей мере, в одной из позиций в средней литейной форме, в верхней литейной форме и между средней литейной формой и верхней литейной формой.
[0059] Когда соединительный тракт формируется в средней литейной форме или верхней литейной форме или между ними, через соединительный тракт и трубу камеры может эффективно сбрасываться газ в стержне, который формируется в силу сгорания клеящего материала и т.п., содержащегося в стержне, когда расплавленный металл контактирует со стержнями. Дополнительно, эта конфигурация обеспечивает дополнительную стабилизацию скорости литья в подходящем диапазоне и уменьшение дефектов, вызываемых посредством захваченного воздуха. Как результат, дополнительно могут улучшаться рабочие характеристики заполнения расплавленным металлом, например, может достигаться дополнительное уменьшение дефектов, вызываемых газом.
[0060] Третий вариант осуществления
Далее подробно описывается способ литья согласно третьему варианту осуществления настоящего изобретения, в частности, способ литья с использованием устройства литья согласно первому или второму варианту осуществления настоящего изобретения. Предпочтительно использовать литейное устройство настоящего изобретения в способе литья настоящего изобретения; тем не менее, использование устройства литья настоящего изобретения не обязательно требуется.
[0061] Способ литья по варианту осуществления заключает в себе этап (1), этап (3) и этап (4). Этап (1) заключает в себе использование разделяемой литейной формы для формирования полости, которая включает в себя нижнюю литейную форму, среднюю литейную форму, которая плавно перемещается в горизонтальном направлении на нижней литейной форме, и верхнюю литейную форму, и разделяемый кожух для формирования камеры, который включает в себя нижний кожух, к которому присоединяется нижняя литейная форма, и верхний кожух, к которому присоединяется верхняя литейная форма, чтобы закрывать среднюю литейную форму на нижней литейной форме и закрывать разделяемый кожух таким образом, чтобы формировать полость и камеру. Этап (3), который выполняется после этапа (1), заключает в себе снижение давления, по меньшей мере, в камере посредством всасывающего устройства камеры через трубу камеры, которая соединяется с камерой и выходит за пределы камеры. Этап (4), который выполняется после этапа (1), предпочтительно после этапа (3), заключает в себе снижение давления в полости посредством всасывающего устройства полости через трубу полости, которая соединяется с полостью и выходит за пределы камеры.
[0062] Таким образом, разделяемая литейная форма для формирования полости, которая включает в себя нижнюю литейную форму, среднюю литейную форму, которая плавно перемещается в горизонтальном направлении на нижней литейной форме, и верхнюю литейную форму, и разделяемый кожух для формирования камеры, который включает в себя нижний кожух, к которому присоединяется нижняя литейная форма, и верхний кожух, к которому присоединяется верхняя литейная форма, используется для того, чтобы закрывать среднюю литейную форму на нижней литейной форме и закрывать разделяемый кожух таким образом, что формируются полость и камера, давление, по меньшей мере, в камере уменьшается посредством всасывающего устройства камеры через трубу камеры, которая соединяется с камерой и протягивается за пределы камеры, и давление в полости снижается посредством всасывающего устройства полости через трубу полости, которая соединяется с полостью и протягивается за пределы камеры. Это обеспечивает уменьшение затрат на сооружения и оборудование и улучшение рабочих характеристик заполнения расплавленным металлом, например, даже при изготовлении формованных изделий с такой сложной формой, которая требует использования разделяемой литейной формы и стержня.
[0063] При изготовлении формованных изделий посредством заполнения полости, которая формируется посредством разделяемой литейной формы, расплавленным металлом, который удерживается в печи для выдержки расплавленного металла, расположенной ниже разделяемой литейной формы, через лифтовую трубу с верхним концом, соединенным с литником разделяемой литейной формы, и нижним концом, погруженным в расплавленный металл, удерживаемый в печи для выдержки расплавленного металла, предпочтительно, чтобы способ литья по варианту осуществления дополнительно заключал в себе этап (2) повышения давления в печи для выдержки расплавленного металла посредством компрессора таким образом, чтобы подавать расплавленный металл в печи для выдержки расплавленного металла, по меньшей мере, в литник после этапа (1) и перед этапом (3) и этапом (4), и этап (4) подачи расплавленного металла, подаваемого, по меньшей мере, в литник, дальше во всю полость. При этой конфигурации, дополнительно могут улучшаться рабочие характеристики заполнения расплавленным металлом.
[0064] Таким образом, когда компрессор используется для того, чтобы повышать давление в печи для выдержки расплавленного металла таким образом, чтобы подавать расплавленный металл, по меньшей мере, в литник, необязательно подавать расплавленный металл в печи для выдержки расплавленного металла в литник посредством всасывания через полость с такой сложной формой, которая требует использования разделяемой литейной формы и стержня. Следовательно, необязательно учитывать сопротивление всасывающему потоку в полости со сложной формой, что является препятствием для улучшения рабочих характеристик заполнения. Дополнительно, приток воздуха через зазор между поверхностями литейной формы для разделяемой литейной формы и т.п. уменьшается или предотвращается, что может возникать, когда только всасывающее устройство полости используется для того, чтобы непосредственно снижать давление в полости. Как результат, по сравнению со случаем, в котором только всасывающее устройство полости используется для того, чтобы подавать расплавленный металл во всю полость, потери энергии при изготовлении могут уменьшаться. Кроме того, могут улучшаться рабочие характеристики заполнения расплавленным металлом, например, может достигаться уменьшение дефектов, вызываемых посредством захваченного воздуха.
[0065] В способе литья по варианту осуществления, предпочтительно, чтобы предварительно определенное всасывание (декомпрессия) посредством всасывающего устройства полости и предварительно заданное всасывание (декомпрессия) посредством всасывающего устройства камеры выполнялись, когда выполняется предварительно заданая компрессия (повышение давления) посредством компрессора.
[0066] Предварительно заданная компрессия посредством компрессора заключает в себе начало компрессии (повышения давления) внутренней части печи для выдержки расплавленного металла посредством компрессора, поддержания компрессии внутренней части печи для выдержки расплавленного металла посредством компрессора до тех пор, пока расплавленный металл не достигнет литника, дополнительное продолжение или поддержание компрессии внутренней части печи для выдержки расплавленного металла посредством компрессора до тех пор, пока расплавленный металл не будет подан во всю полость, дополнительное продолжение или поддержание компрессии внутренней части печи для выдержки расплавленного металла посредством компрессора до тех пор, пока расплавленный металл во всей полости не затвердеет, и после этого завершение компрессии внутренней части печи для выдержки расплавленного металла посредством компрессора.
[0067] Предварительно определенное всасывание (декомпрессия) посредством всасывающего устройства камеры заключает в себе начало декомпрессии внутренней части камеры посредством всасывающего устройства камеры через трубу камеры, соединенную с камерой после того, как начинается компрессия внутренней части печи для выдержки расплавленного металла посредством компрессора, и до того как расплавленный металл достигает литника, затем продолжение или поддержание декомпрессии внутренней части камеры посредством всасывающего устройства камеры через трубу камеры до тех пор, пока расплавленный металл не будет подан во всю полость, дополнительное продолжение или поддержание декомпрессии внутренней части камеры посредством всасывающего устройства камеры через трубу камеры до тех пор, пока расплавленный металл во всей полости не затвердеет, и после этого завершение декомпрессии внутренней части камеры посредством всасывающего устройства камеры через трубу камеры, когда завершается компрессия внутренней части печи для выдержки расплавленного металла посредством компрессора. Предпочтительно, но без конкретного ограничения, чтобы давление в камере было ниже давления в полости (описана ниже) относительно их достигаемых давлений. Эта конфигурация обеспечивает уменьшение числа дефектов, вызываемых посредством захваченного воздуха, и, следовательно, обеспечивает улучшение рабочих характеристик заполнения расплавленным металлом.
[0068] Предварительно определенное всасывание (декомпрессия) посредством всасывающего устройства полости заключает в себе начало декомпрессии посредством всасывающего устройства полости через трубу полости, соединенную с полостью, когда расплавленный металл достигает литника, затем продолжение декомпрессии полости посредством всасывающего устройства полости через трубу полости до тех пор, пока расплавленный металл не будет подан во всю полость, и после этого завершение декомпрессии посредством всасывающего устройства полости через трубу полости после того, как расплавленный металл подается во всю полость, и до того, как завершается декомпрессия внутренней части камеры посредством всасывающего устройства камеры через трубу камеры.
[0069] Таким образом, предварительно определенное всасывание (декомпрессия) посредством всасывающего устройства полости и предварительно определенное всасывание (декомпрессия) посредством всасывающего устройства камеры выполняются, когда выполняется предварительно определенная компрессия посредством компрессора. Это обеспечивает дополнительное уменьшение потерь энергии при изготовлении, дополнительную стабилизацию скорости литья в подходящем диапазоне и уменьшение дефектов, вызываемых посредством захваченного воздуха. Как результат, дополнительно могут улучшаться рабочие характеристики заполнения расплавленным металлом.
[0070] В способе литья по варианту осуществления, предпочтительно, чтобы декомпрессия полости посредством всасывающего устройства камеры через вышеописанные соединительные тракты и трубу камеры начиналась в то время, когда декомпрессия внутренней части камеры посредством всасывающего устройства камеры через трубу камеры продолжается или поддерживается до тех пор, пока расплавленный металл не будет подан во всю полость, или в то время, когда декомпрессия внутренней части камеры посредством всасывающего устройства камеры через трубу камеры до тех пор, пока не затвердеет расплавленный металл во всей полости; и после этого декомпрессия полости посредством всасывающего устройства камеры через вышеописанные соединительные тракты и трубу камеры завершается, когда завершается компресия внутренней части печи для выдержки расплавленного металла посредством компрессора.
[0071] Как описано выше, разделяемая литейная форма имеет вышеописанные соединительные тракты. Это обеспечивает сброс через соединительные тракты и трубу камеры газа в стержне, который формируется в силу сгорания клеящего материала и т.п., содержащегося в стержне, когда расплавленный металл контактирует со стержнями. Как результат, дополнительно могут улучшаться рабочие характеристики заполнения расплавленным металлом, например, может достигаться уменьшение дефектов, вызываемых газом.
[0072] В дальнейшем в этом документе подробно описывается способ литья по варианту осуществления со ссылкой на чертежи. Фиг. 4 является пояснительным видом, схематично иллюстрирующим пример способа литья с использованием устройства литья согласно варианту осуществления настоящего изобретения.
[0073] Как проиллюстрировано на фиг. 4, примерный способ литья заключает в себе этап очистки внутренней части литейной формы (этап (A)), этап подготовки к постановке стержней (этап (B)), этап продувки воздухом стержней (этап (C)) и этап закрытия литейной формы (этап (D)), известные в данной области техники в качестве предварительных этапов относительно этапа литья на этапе (E). Дополнительно, способ литья включает в себя этап охлаждения (этап (F)) и этап открытия литейной формы (этап (G)), известные в данной области техники в качестве последующих этапов относительно этапа литья.
[0074] На чертеже, L1 является давлением в печи для выдержки расплавленного металла. Например, значение, определенное посредством датчика давления, расположенного в трубе, может использоваться в качестве давления. Тем не менее, ограничения на это нет. Например, значение мощности компрессии компрессора также может использоваться в качестве давления. L2 является давлением в камере. Например, значение, определенное посредством датчика давления, расположенного в трубе камеры, может использоваться в качестве давления. Тем не менее, ограничения на это нет. Например, мощность декомпрессии всасывающего устройства камеры может использоваться в качестве давления. L3 является давлением в полости. Например, значение, определенное посредством датчика давления, расположенного в трубе полости, может использоваться в качестве давления. Тем не менее, ограничения на это нет. Например, мощность декомпрессии всасывающего устройства полости может использоваться в качестве давления.
[0075] Во-первых, как проиллюстрировано посредством L1, компрессия внутренней части печи для выдержки расплавленного металла посредством компрессора начинается в T1, которое является временем, когда литейная форма закрыта. Затем компрессия внутренней части печи для выдержки расплавленного металла посредством компрессора продолжается до T2, которое является временем, когда расплавленный металл достигает литника. Компрессия внутренней части печи для выдержки расплавленного металла посредством компрессора дополнительно продолжается до T3, которое является временем, когда расплавленный металл подается во всю полость. Компрессия внутренней части печи для выдержки расплавленного металла посредством компрессора дополнительно продолжается до T4, которое является временем, когда расплавленный металл во всей полости затвердевает. После этого, компрессия внутренней части печи для выдержки расплавленного металла посредством компрессора завершается. T5 является временем, когда компрессия посредством компрессора (и декомпрессия посредством всасывающего устройства камеры, которое описывается ниже) завершается. T6 является временем, когда температура формованного изделия снижается, так что изделие имеет достаточную прочность для выдачи из литейной формы.
[0076] Как проиллюстрировано посредством L2, декомпрессия внутренней части камеры посредством всасывающего устройства камеры через трубу камеры, соединенную с камерой, начинается между T1, которое является временем, когда компрессия внутренней части печи для выдержки расплавленного металла посредством компрессора начинается, и T2, которое является временем, когда расплавленный металл достигает литника. Затем декомпрессия внутренней части камеры посредством всасывающего устройства камеры через трубу камеры продолжается до T3, которое является временем, когда расплавленный металл подается во всю полость. Декомпрессия внутренней части камеры посредством всасывающего устройства камеры через трубу камеры дополнительно продолжается до T4, которое является временем, когда расплавленный металл во всей полости затвердевает. После этого, декомпрессия внутренней части камеры посредством всасывающего устройства камеры через трубу камеры завершается в T5, которое является временем, когда компрессия внутренней части печи для выдержки расплавленного металла посредством компрессора завершается.
[0077] Как проиллюстрировано посредством L3, декомпрессия полости посредством всасывающего устройства полости через трубу полости, соединенную с полостью, начинается в L2, которое является временем, когда расплавленный металл достигает литника. Затем декомпрессия полости посредством всасывающего устройства полости через трубу полости продолжается до T3, которое является временем, когда расплавленный металл подается во всю полость. После этого, декомпрессия полости посредством всасывающего устройства полости через трубу полости завершается между T3, которое является временем, когда расплавленный металл подается во всю полость, и временем, когда декомпрессия внутренней части камеры посредством всасывающего устройства камеры через трубу камеры завершается.
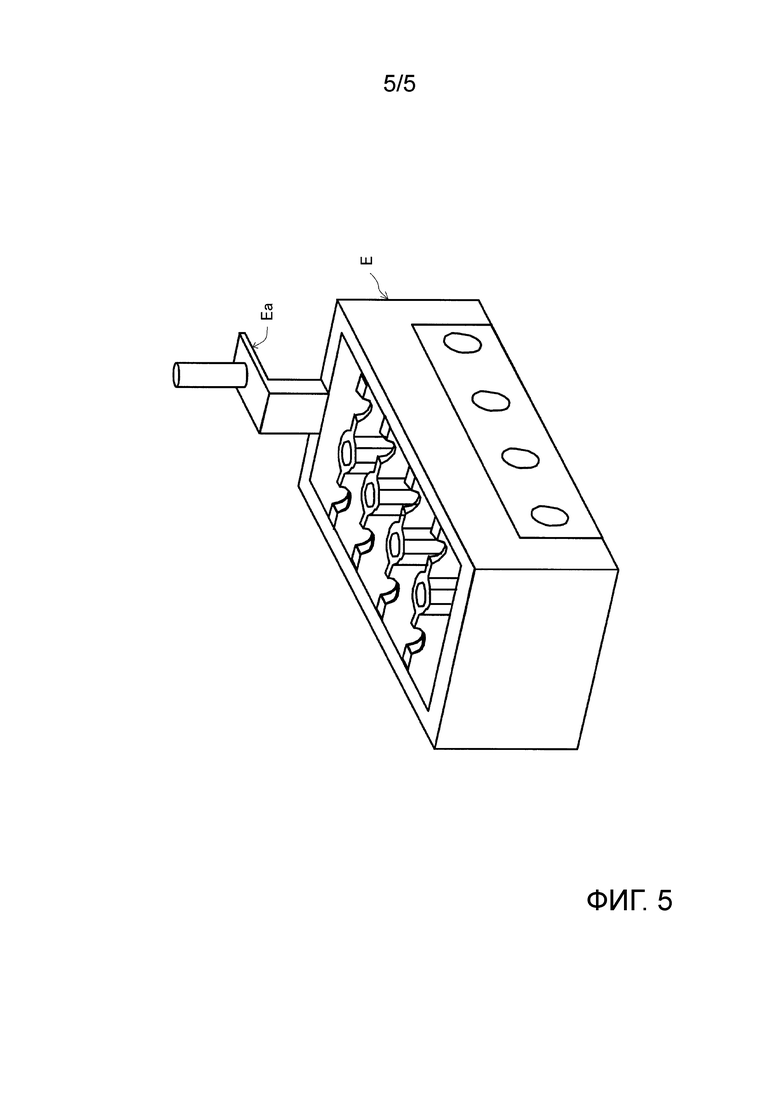
[0078] Далее подробно описывается формованное изделие, полученное посредством литья, со ссылкой на чертежи. Фиг. 5 является схематичным видом в перспективе формованного изделия, полученного посредством другого примера способа литья с использованием устройства литья согласно первому или второму варианту осуществления настоящего изобретения.
[0079] Как проиллюстрировано на фиг. 5, формованное изделие E представляет собой головку блока цилиндров, изготовленную из алюминиевого сплава, которая имеет форму, соответствующую полости разделяемой литейной формы. На чертеже, Ea обозначает ребро, извлекаемое из соединительного тракта или трубы полости.
[0080] Хотя настоящее изобретение описывается с помощью нескольких вариантов осуществления, настоящее изобретение не ограничено этим, и различные изменения могут вноситься в признаки настоящего изобретения.
[0081] Например, вышеописанные варианты осуществления являются примерами, в которых расплавленный металл представляет собой алюминий или алюминиевый сплав. Тем не менее, настоящее изобретение не ограничено этим и также является применимым, например, к железу, меди, латуни и т.п.
[0082] Например, вышеописанные варианты осуществления являются примерами, в которых формованное изделие с такой сложной формой, которая требует использования разделяемой литейной формы и стержня, представляет собой головку блока цилиндров. Тем не менее, настоящее изобретение не ограничено этим и также является применимым к блоку цилиндров.
[0083] Например, вышеописанные варианты осуществления являются примерами, в которых цилиндр располагается за пределами камеры. Тем не менее, настоящее изобретение не ограничено этим, и цилиндр может располагаться в камере.
[0084] Дополнительно, например, вышеописанные варианты осуществления являются примерами, в которых компрессор для повышения давления в печи для выдержки расплавленного металла используется для того, чтобы подавать расплавленный металл в литник. Тем не менее, настоящее изобретение не ограничено этим, и электромагнитный насос может использоваться для того, чтобы подавать расплавленный металл, по меньшей мере, в литник, вместо компрессора.
Список номеров ссылок
[0085] 1, 1A - литейное устройство
10 - разделяемая литейная форма
10a - литник
10b - соединительный тракт
10c - всасывающее отверстие
11 - нижняя литейная форма
13 - средняя литейная форма
13A, 15A - стальной элемент
15 - верхняя литейная форма
20 - разделяемый кожух
21 - нижний кожух
23 - верхний кожух
25 - резиновый герметизирующий элемент
30 - всасывающее устройство камеры
30A - насос
31, 37 - датчик давления
32 - труба камеры
32A - магистральная труба
32B - вспомогательная труба
33, 34 - дроссельный клапан
35, 36 - двухпозиционный клапан
39 - бак
40 - всасывающее устройство полости
42 - труба полости
50 - цилиндр
51 - шток цилиндра
53 - цилиндр
55 - держатель
60 - печь для выдержки расплавленного металла
70 - лифтовая труба
70a - верхний конец
70b - нижний конец
80 - компрессор
82 - труба
90 - датчик
91 - датчик закрытия литейной формы
100 - контроллер
A - полость
B - стержень
B1 - верхний стержень
B2 - стержень водяной рубашки
B3 - стержень порта
C - расплавленный металл
D - камера
Da - пространство
E - формованное изделие
Ea - ребро
Изобретение относится к области литейного производства. Расплавленный металл удерживается в печи для выдержки расплавленного металла, расположенной ниже разделяемой литейной формы. Через лифтовую трубу с верхним концом, соединенным с литником разделяемой литейной формы, и нижним концом, погруженным в расплавленный металл, осуществляют заполнение полости литейной формы. Обеспечивается улучшение рабочих характеристик заполнения литейной формы расплавленным металлом. 2 н. и 1 з.п. ф-лы, 1 ил.
1. Литейное устройство, содержащее:
- разделяемую литейную форму, выполненную с возможностью формирования полости литейной формы и содержащую нижнюю литейную форму, среднюю литейную форму, которая выполнена с возможностью скольжения на нижней литейной форме, и верхнюю литейную форму;
- разделяемый кожух, выполненный с возможностью формирования камеры, содержащий нижний кожух, к которому присоединяется нижняя литейная форма, и верхний кожух, к которому присоединяется верхняя литейная форма, при этом полость литейной формы и камера формируются, когда средняя литейная форма закрыта на нижней литейной форме, и разделяемый кожух закрыт;
- всасывающее устройство камеры, выполненное с возможностью снижения давления, по меньшей мере, в камере через трубу камеры, которая соединяется с камерой и выходит за пределы камеры; и
- всасывающее устройство полости литейной формы, выполненное с возможностью снижения давления в полости литейной формы через трубу полости литейной формы, которая соединяется с полостью литейной формы и выходит за пределы камеры,
- при этом литейное устройство выполнено с возможностью изготовления формованного изделия посредством заполнения полости литейной формы, сформированной посредством разделяемой литейной формы, расплавленным металлом, удерживаемым в печи для выдержки расплавленного металла, расположенной ниже разделяемой литейной формы, через лифтовую трубу, имеющую верхний конец, соединенный с литником разделяемой литейной формы, и нижний конец, погруженный в расплавленный металл в печи для выдержки расплавленного металла, причем
- литейное устройство дополнительно содержит компрессор, выполненный с возможностью повышения давления в печи для выдержки расплавленного металла для подачи расплавленного металла, удерживаемого в печи для выдержки расплавленного металла, по меньшей мере, в литник, при этом
- всасывающее устройство полости литейной формы выполнено с возможностью подачи расплавленного металла, поданного, по меньшей мере, в литник и во всю полость литейной формы.
2. Способ литья для изготовления формованного изделия посредством заполнения полости литейной формы, сформированной посредством разделяемой литейной формы, расплавленным металлом, удерживаемым в печи для выдержки расплавленного металла, расположенной ниже разделяемой литейной формы, через лифтовую трубу с верхним концом, соединенным с литником разделяемой литейной формы, и нижним концом, погруженным в расплавленный металл в печи для выдержки расплавленного металла, содержащий:
- этап (1), на котором используют разделяемую литейную форму, выполненную с возможностью формировать полость литейной формы, причем разделяемая литейная форма содержит нижнюю литейную форму, среднюю литейную форму, которая плавно перемещается на нижней литейной форме, и верхнюю литейную форму, и разделяемый кожух, выполненный с возможностью формировать камеру, причем разделяемый кожух содержит нижний кожух, к которому присоединяется нижняя литейная форма, и верхний кожух, к которому присоединяется верхняя литейная форма, чтобы закрывать среднюю литейную форму на нижней литейной форме и закрывать разделяемый кожух таким образом, чтобы формировать полость литейной формы и камеру;
- после этапа (1), этап (3), на котором снижают давление, по меньшей мере, в камере посредством всасывающего устройства камеры через трубу камеры, которая соединяется с камерой и протягивается за пределы камеры; и
- после этапа (1), этап (4), на котором снижают давление в полости литейной формы посредством всасывающего устройства полости литейной формы через трубу полости литейной формы, которая соединяется с полостью литейной формы и протягивается за пределы камеры,
- при этом способ дополнительно содержит: после этапа (1) и перед этапом (3) и этапом (4), этап (2), на котором повышают давление в печи для выдержки расплавленного металла посредством компрессора, чтобы подавать расплавленный металл, удерживаемый в печи для выдержки расплавленного металла, по меньшей мере, в литник,
- при этом на этапе (4), расплавленный металл, поданный, по меньшей мере, в литник, подается дальше во всю полость литейной формы.
3. Литейное устройство по п. 1, отличающееся тем, что в центральной части верхнего кожуха выполнено сквозное отверстие, при этом верхняя литейная форма вставлена в упомянутое сквозное отверстие таким образом, что она интегрируется с верхним кожухом, при этом труба полости образована сквозным отверстием, сформированным в верхней литейной форме.
| US 6311758 B1, 06.11.2001 | |||
| 1972 |
|
SU417237A1 | |
| СПОСОБ ЛИТЬЯ МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2172227C2 |
| JP 6114533 A, 26.04.1994 | |||
| WO 2004002658 A1, 08.01.2004. | |||

