Настоящее изобретение относится к способу литья металла и устройству для его осуществления. В частности, настоящее изобретение относится к новому способу литья металла и устройству для осуществления этого способа, которые обеспечивают получение высококачественных отливок, не содержащих включений примесей, газовых загрязнений и газовых дефектов, и особенно полезны для литья такого активного металла, как титан.
В настоящее время известно множество различных способов и устройств для литья металла; для этих способов и устройств для литья испытано и внедрено в промышленность множество разнообразных средств и различных приспособлений для получения высококачественных изделий, не содержащих включений примесей, газовых загрязнений и газовых дефектов.
Авторы настоящего изобретения провели обширные исследования на средствах для получения высококачественных литых изделий и создали способ, обеспечивающий возможность литья активного металла, в частности, активного с высокой температурой плавления титана и его сплавов, и обеспечивающий возможность разливки с высокой эффективностью и продуктивностью.
Созданный способ, по существу отличается сочетанием плавки полувзвешенного металла, включающей плавление металла посредством частичного магнитного флотирования металла, и литья вакуумным всасыванием, обеспечивающим плавление и разливку активного металла, такого как титан, посредством процесса плавки полувзвешенного металла, который отличается от известного процесса, использующего огнеупорные тигли, и который замедляет ухудшение качества, вызванное загрязнением огнеупорами и обеспечивает возможность осуществления непрерывной плавки и разливки и осуществление литья отливок с высокой степенью единообразия и усложненной формы за счет применения процесса литья вакуумным всасыванием.
Процесс плавки полувзвешенного металла, являющийся характерной особенностью настоящего способа будет подробнее описан далее. Этот процесс является разновидностью процесса плавки во взвешенном состоянии (магнитного флотирования), который включает индукционный нагрев материала, загруженного в плавильный тигель, и удерживание полученного расплавленного материала без контактирования его с внутренней стенкой плавильного тигля.
В частности, процесс плавки металла во взвешенном состоянии является одним из процессов плавки, который включает, при плавлении металлического материала, загруженного в тигель, предотвращение загрязнения расплава металла в результате химической реакции, вызванной контактированием металла с внутренней стенкой тигля, вследствие чего достигается улучшение качества. Процесс плавки металла во взвешенном состоянии далее разделяется на два процесса: процесс плавки полностью во взвешенном состоянии, который включает вынужденное полное всплывание расплава металла в воздухе под действием электромагнитных сил, и процесс плавки полувзвешенного металла, который включает использование водоохлаждаемого медного тигля и вынужденное всплывание расплава металла под действием электромагнитных сил, в то время как нижняя часть материала поддерживается в твердом состоянии. В процессе плавки в полностью взвешенном состоянии, несмотря на то, что загрязнение от плавильного тигля может быть полностью исключено, поскольку расплав металла находится в полностью всплывшем или взвешенном состоянии, трудно поддерживать расплав металла во взвешенном состоянии, и количество расплавленного металла, находящегося во взвешенном ли всплывшем состоянии, слишком мало для промышленного применения способа. Поэтому для промышленных целей обычно применяют процесс полувзвешенной плавки.
В общих чертах процесс плавки полувзвешенного металла представляет собой следующее. В водоохлаждаемом медном тигле, используемом в этом процессе плавки периферийная стенка главного корпуса, выполненного в форме цилиндра, имеющего дно, разделена по окружности с образованием множества сегментов, в которые подается охлаждающая циркулирующая вода, и отдельные сегменты изолированы друг от друга изоляционным материалом. Витки тороидальной высокочастотной катушки расположены на заданном расстоянии по кольцу на наружной стороне водоохлаждаемого медного тигля. Материал подвергают индукционному нагреву через загрузку материала в тигле путем подачи тока высокой частоты в индукционную катушку. При нагреве материала до заданной температуры материал частично расплавляется, в то время как его нижняя часть сохраняется в твердом состоянии, контактируя с дном водоохлаждаемого тигля, и поддерживается во взвешенном состоянии, не касаясь внутренней стенки тигля, под действием электромагнитных сил, генерируемых посредством проникновения расплавленного материала в тигель.
Процесс плавления во взвешенном состоянии, как процесс плавления, имеющий описанные выше признаки, в последующем описании настоящей заявки называется просто "взвешенной плавкой".
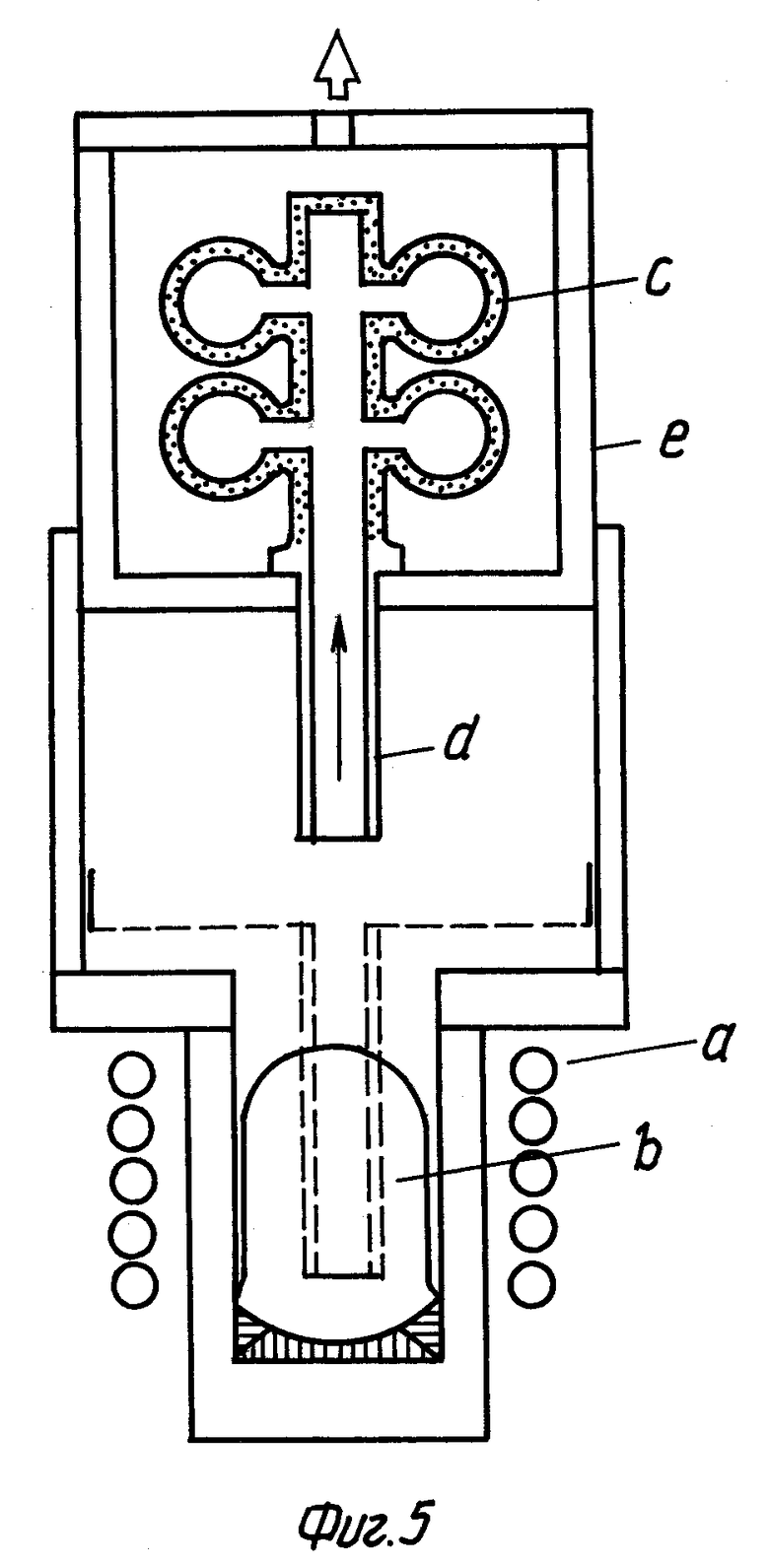
Способ литья, созданный авторами настоящего изобретения и использующий взвешенную плавку, описанную выше, и устройство для его осуществления отличаются тем, что, как показано на фиг. 5 для примера, всасывающая труба (d), соединенная с формой (с), расположенной над плавильной печью (а), погружена в расплавленный металл (b) в упомянутой печи (а), и расплавленный металл (b) всасывается для литья в форму или изложницу (с) через всасывающую трубу (d) в условиях, включающих понижение давления в форме или изложнице (с) и литейной камере (e) до давления ниже атмосферного.
В известных способе и устройстве, однако, остались моменты, которые должны быть усовершенствованы в смысле улучшения эффективности литья вместе с всасыванием при пониженном давлении и равномерным литьем в форму. В частности, существовала потребность в усовершенствовании средства для улучшения производительности взвешенной плавки и литья вакуумным всасыванием и получения более однородной отливки в форме, в то же время исключая распространение дефектов, полученных при литье.
В качестве средства разрешения вышеупомянутых проблем настоящее изобретение предусматривает способ литья расплава металла, расплавленного в печи взвешенной плавки, всасыванием через всасывающую трубу, погруженную в нее сверху, в газопроницаемую форму, размещенную в литейной камере с двойной структурой, расположенной непосредственно над плавильной печью, при этом упомянутый способ включает этапы:
(A) плавку металла во взвешенном состоянии в инертной атмосфере при атмосферном давлении.
(B) контактирование наружной литейной камеры литейной камеры с двойной структурой с печью плавки во взвешенном состоянии.
(C) понижение давления в наружной литейной камере и во внутренней литейной камере литейной камеры с двойной структурой, и в верхнем пространстве печи плавки во взвешенном состоянии до давления ниже атмосферного.
(D) погружение всасывающей трубы, расположенной во внутренней литейной камере и соединенной с формой в этой камере, в расплав металла.
(Е) литье расплава металла в форму при повышенном давлении путем продувки инертного газа в верхнее пространство плавильной печи.
(F) подъем внутренней литейной камеры, и извлечение вследствие этого всасывающей трубы из расплава металла, и
(C) подъем наружной литейной камеры после возвращения к атмосферному давлению для отделения ее от плавильной печи.
Настоящее изобретение также предусматривает устройство для литья металла, содержащее печь плавки металла во взвешенном состоянии, всасывающую трубу, которая расположена непосредственно над упомянутой печью плавки металла во взвешенном состоянии и засасывает расплав металла вверх в газопроницаемую форму, удерживающую отливную форму, в которую льют расплавленный металл, литейную камеру с двойной структурой, имеющую внутреннюю литейную камеру, обеспечивающую соединение упомянутой всасывающей трубы с упомянутой формой, и наружную литейную камеру, образующую наружную периферию литейной камеры, механизм скольжения, обеспечивающий независимое движение вверх и вниз внутренней литейной камеры и наружной литейной камеры, и механизм регулирования атмосферы, в котором:
(а) металл плавится в инертной атмосфере при атмосферном давлении в упомянутой печи плавки во взвешенном состоянии,
(b) упомянутый механизм скольжения обеспечивает контактирование упомянутой наружной литейной камеры литейной камеры с двойной структурой с печью плавки металла во взвешенном состоянии,
(с) упомянутый механизм регулирования атмосферы понижает давление в наружной литейной камере и во внутренней литейной камере упомянутой литейной камеры с двойной структурой и в верхнем пространстве упомянутой печи плавки металла во взвешенном состоянии до давления ниже атмосферного.
(d) упомянутый механизм скольжения опускает внутреннюю литейную камеру, вследствие чего всасывающая труба, предусмотренная во внутренней литейной камере и соединенная с формой в ней, погружается в расплав металла,
(e) упомянутый механизм регулирования атмосферы вдувает инертный газ в верхнее пространство плавильной печи для литья расплава металла в форму,
(f) упомянутый механизм скольжения поднимает внутреннюю литейную камеру, вследствие чего всасывающая труба вытягивается из расплава металла, и
(g) после возвращения к атмосферному давлению упомянутый механизм скольжения поднимает вверх наружную литейную камеру, которая отделяется от печи плавки металла во взвешенном состоянии.
Настоящее изобретение, кроме того, предусматривает варианты, в которых: предусмотрен держатель формы для сжимания и удерживания формы во внутренней литейной камере;
а также в которых упомянутый механизм скольжения имеет упругое тело, сжатие которого вызывает снижение и сила отталкивания которого вызывает подъем, и
в которых упомянутый механизм регулирования атмосферы имеет средство снижения выхлопного давления и средство подачи инертного газа.
Заявленное изобретение проиллюстрировано на чертежах, где фиг. 1 изображает вид в перспективе с местным разрезом устройства для литья согласно настоящему изобретению,
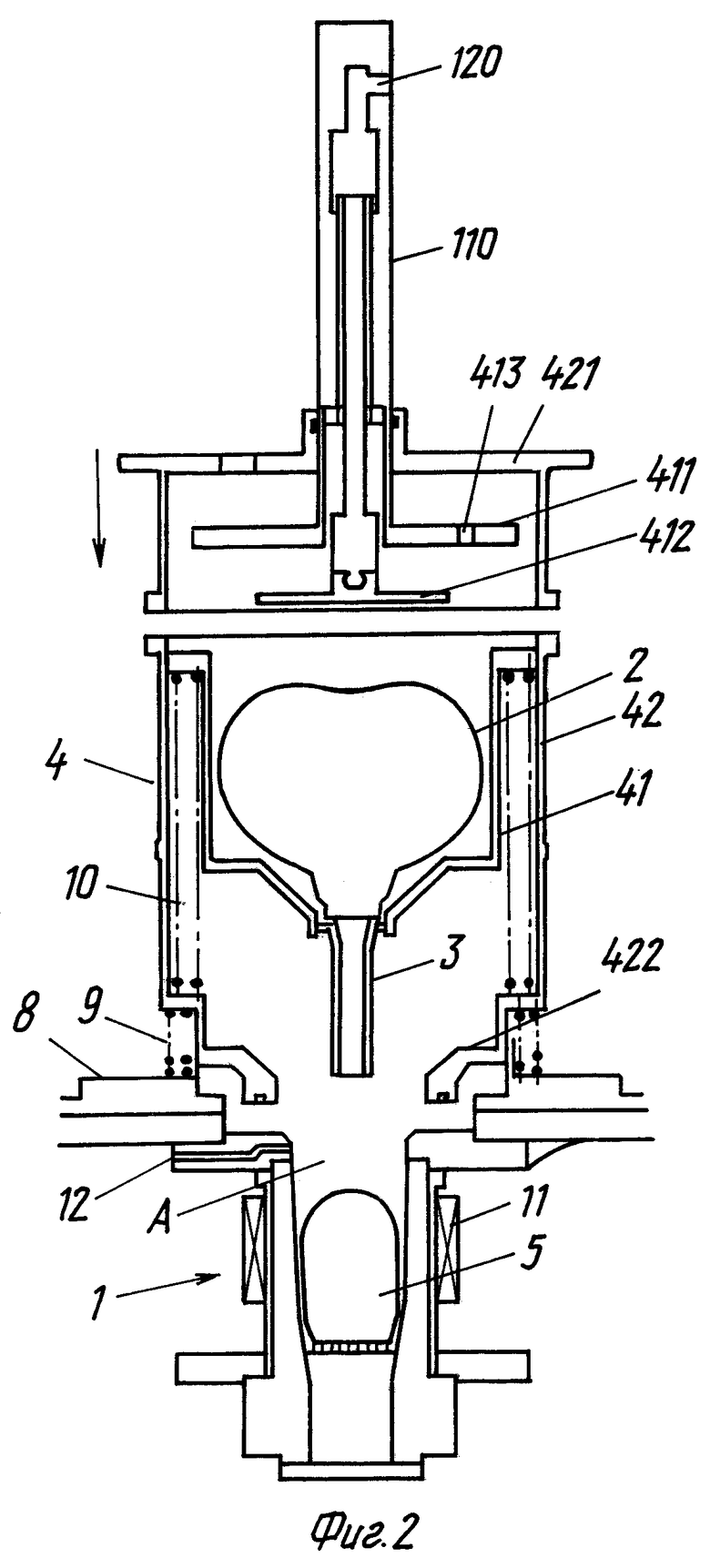
фиг. 2 изображает вид в разрезе варианта операции опускания, и подобной ей, наружной крышки над наружной литейной камерой в устройстве, изображенном на фиг. 1,
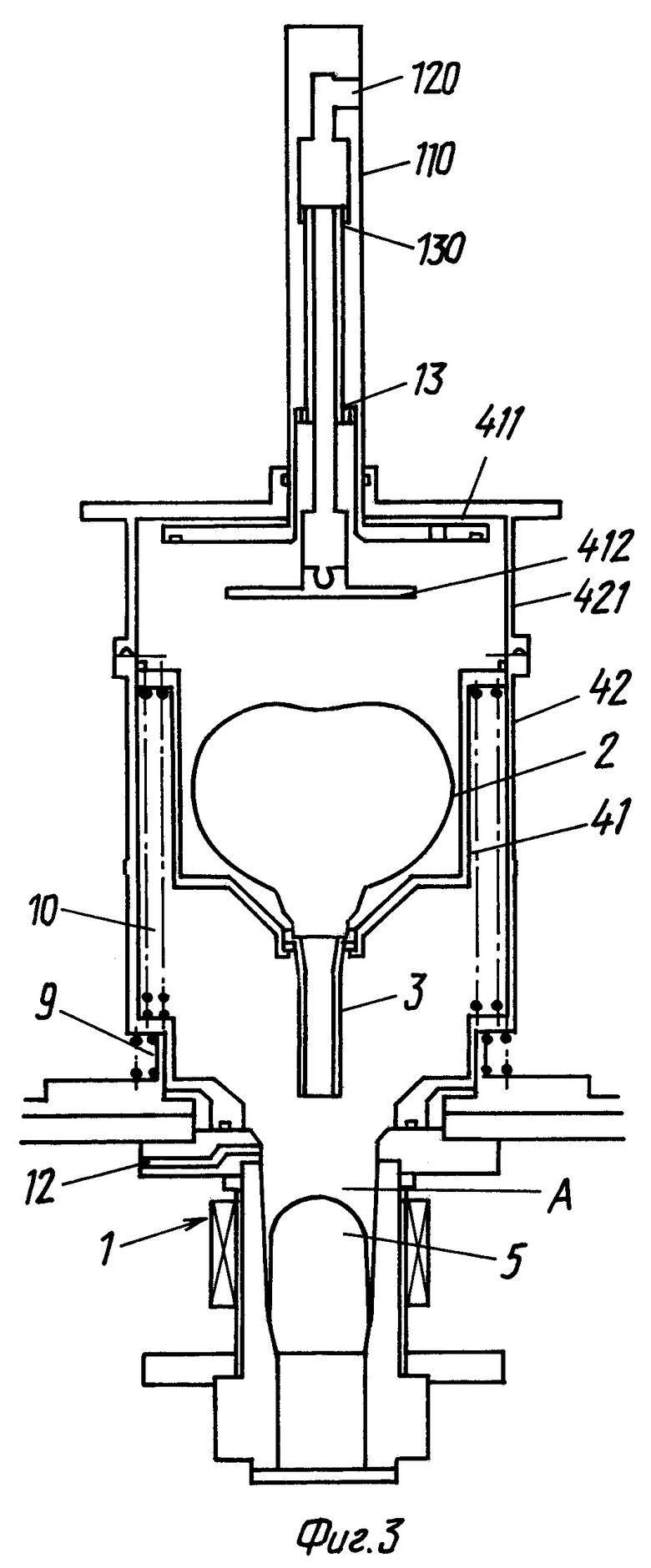
фиг. 3 изображает вид в разрезе варианта опускания наружной литейной камеры и сцепления с печью плавки металла во взвешенном состоянии, следующей за операцией, показанной на фиг. 2,
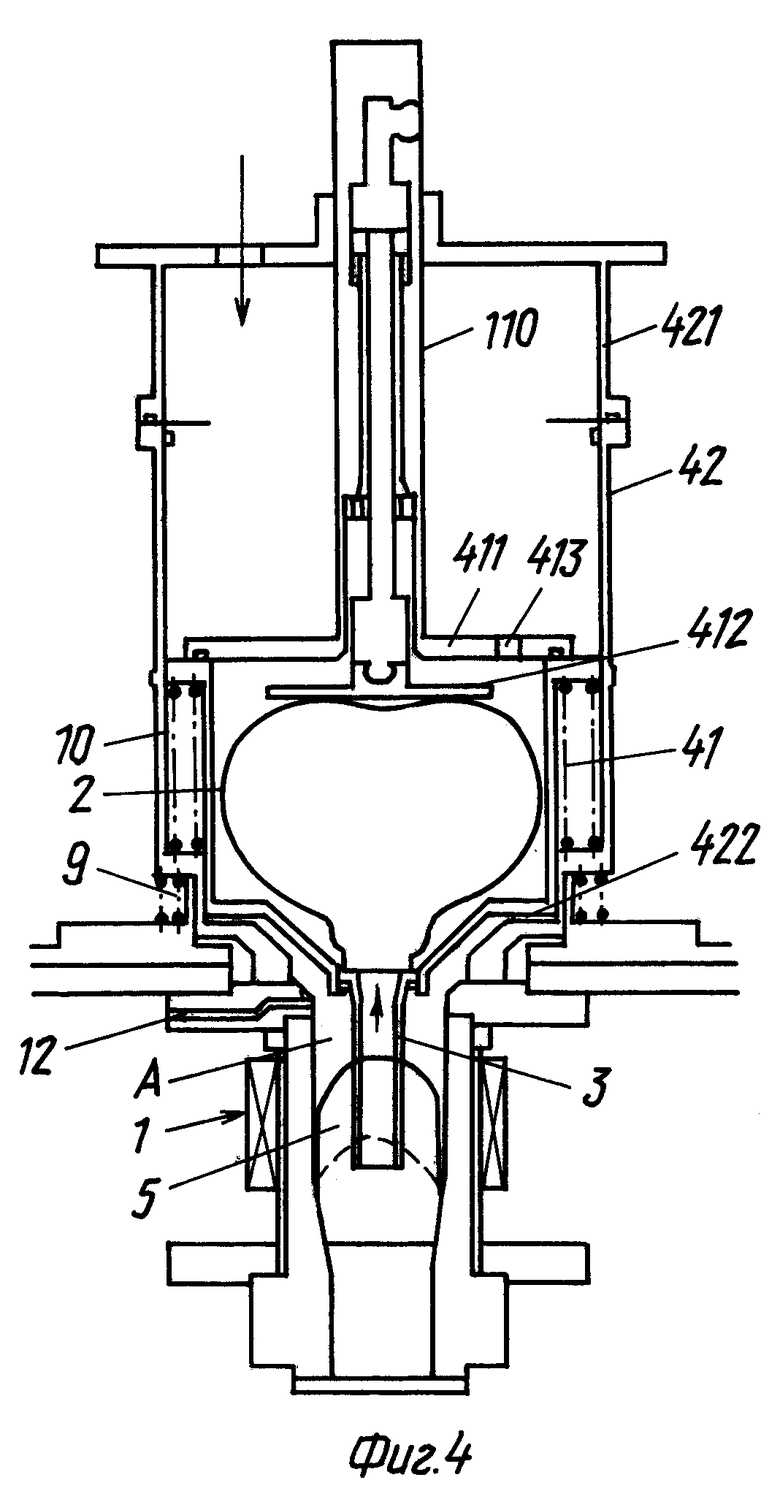
фиг. 4 изображает вид в разрезе, иллюстрирующий опускание внутренней литейной камеры и операцию литья, следующей за операцией, показанной на фиг. 3,
фиг. 5 изображает вид в разрезе, иллюстрирующий известные способ и устройство.
Как описано выше, в настоящем изобретении, в котором внутренняя полость формы поддерживается под пониженным давлением или вакуумом вследствие двойной структуры литейной камеры и расплавленный металл разливается под давлением, дефекты, обусловленные включениями атмосферного газа, не имеют места, что обеспечивает получение отливки однородной структуры. Кроме того, очень эффективно выполняются все операции литья, включающие стабилизацию и тонкую регулировку скорости литья, за счет создания перепада давления, вызванного продувкой инертного газа.
Настоящее изобретение, кроме того, базирующееся на плавке металла во взвешенном состоянии, применимого для литья активного металла, такого как титан, а также вследствие отсутствия включений, обусловленных огнеупорами тигля, является эффективным и для отливок, содержащих двухвалентное железо.
Далее способ и эффекты настоящего изобретения будут описаны более подробно с помощью примеров.
ПРИМЕРЫ
Фиг. 1, приложенная к настоящему описанию, является видом сечения в перспективе, иллюстрирующим вариант устройства для осуществления способа литья согласно настоящему изобретению. Фиг. 2-4 являются видами в разрезе операций литья, показанных в последовательности операций способа.
Например, как показано на фиг. 1-4, устройство для литья согласно настоящему изобретению содержит печь плавки металла во взвешенном состоянии (1), литейную камеру (4), во внутренней полости которой расположена газопроницаемая литейная форма (2), в которую должен быть помещен расплав металла, при этом литейная форма (2) имеет всасывающую трубу (3) для всасывания расплавленного металла в эту литейную форму (2). Литейная форма (2) не ограничивается формой для прицизионного литья, но может использоваться любая форма, использующая песок, металл и т.п. и являющаяся проницаемой.
Литейная камера (4) имеет двойную структуру, включающую внутреннюю литейную камеру (41), в которой расположена форма (2), соединенная с всасывающей трубой (3), и наружную литейную камеру (42), образующую наружную периферию литейной камеры (4). Устройство для литья имеет механизм скольжения, который двигает вверх и вниз внутреннюю литейную камеры (41) и наружную литейную камеру (42) независимо друг от друга, и механизм регулирования атмосферы.
В этом варианте, кроме того, предусмотрены внутренняя крышка (411) для внутренней литейной камеры (41) и держатель формы (412) для надавливания на форму (2) сверху, установленные с возможностью скольжения по вертикали, и наружная крышка (421) наружной литейной камеры (42). Внутренняя крышка (411) и наружная крышка (421) выполнены с возможностью вертикального скольжения посредством независимых силовых цилиндров (6) и (7). Между наружной литейной камерой (42) и фундаментной плитой (8) предусмотрена наружная пружина (8), м между фланцевым участком внутренней литейной камеры (41) и ступенчатым участком наружной литейной камеры (42) предусмотрена внутренняя пружина (10).
Далее будут описаны операции литья со ссылкой на фиг. 2-4.
I. В печи плавки во взвешенном состоянии (1), в изображенном на фиг. 2 состоянии, плавка металла начинается путем регулирования атмосферы посредством аргона, или подобного ему, в верхнем пространстве (A), в то время, когда работает индукционная катушка и через отверстие для подачи газа (12) подается инертный газ, как например, аргон (Ar). Расплав металла образуется почти в центре при минимальном контакте со стенкой печи, что является характерным признаком плавки во взвешенном состоянии.
II. Наружная крышка (421) опускается вниз цилиндропоршневым механизмом (7), как указано на фиг. 1, в направлении к наружной литейной камере (42) для того, чтобы закрыть наружную литейную камеру этой наружной крышкой (421), и в то же самое время, как показано на фиг. 3, наружная пружина (9) дополнительно сжимается для приведения наружной литейной камеры (42), составляющую литейной камеры с двойной структурой, в тесный контакт с печью плавки металла во взвешенном состоянии (1). В этом состоянии во внутреннюю и наружную литейные камеры (41 и 42) механизмом регулирования атмосферы вдувается инертный газ, как например, аргон (Ar). Внутренняя и наружная литейные камеры (41 и 42) таким образом заполняются инертным газом.
III. Давление в наружной литейной камере (42) и во внутренней литейной камере (41), образующих литейную камеру с двойной структурой, и в верхнем пространстве печи плавки металла во взвешенном состоянии (1) понижается до давления ниже атмосферного (предпочтительнее, ниже 200 тор = 200 мм рт.ст. = 0,262 атм и более предпочтительно до давления ниже 100 тор = 100 мм рт.ст. = 0,131 атм) путем откачки посредством откачивающего насоса, являющегося частью механизма регулирования атмосферы, через газовую направляющую (130) и выпускное отверстие (120), выполненное в салазках для скольжения внутренней крышки (411).
IV. Как показано на фиг. 4 салазки (110) заставляют опускаться посредством вышеупомянутого цилиндропоршневого механизма (6), внутренняя литейная камера (41) опускается вниз, в то же время сжимая внутреннюю пружину (10), для погружения всасывающей трубы (3), соединенной с формой (2), расположенной в этой камере, в расплав металла (5). Внутренняя поверхность ступенек внутренней литейной камеры (41) и наружной литейной камеры (42) уплотнены набивочным материалом (422). Внутренняя литейная камера (41) закрывается внутренней крышкой (411) и форма (2) сжимается держателем формы (412).
V. Одновременно с описанным выше погружением в верхнее пространство (A) плавильной печи (1) вдувается инертный газ, как например, аргон (Ar), и расплав металла (5) выталкивается вверх перепадом давления (50-500 тор или 50-500 мм рт.ст., или 0,0655 - 0,655 атм) между верхним пространством (A) и внутренней литейной камерой (41). Расплавленный металл (5) поэтому равномерно поднимается через всасывающую трубу (3) и сразу же помещается в форму (2).
VI. После продувки аргона посредством механизма регулирования атмосферы во внутреннюю и наружную литейные камеры (41 и 42) и вышеупомянутое пространство (A) и возвращения к атмосферному давлению наружная литейная камера (42) поднимается вверх описанным выше механизмом скольжения для отделения наружной литейной камеры (42) и внутренней литейной камеры (41) от печи плавки металла во взвешенном состоянии (1).
Всасывающая труба (3) в результате вытягивается из расплава металла.
В устройстве и способе литья, использующих настоящее изобретение, как ясно из этих операций I-VI, более предпочтительно, чтобы литейная камера (4) закрывалась под действием двойной структуры, включающей внутреннюю литейную камеру (41) и наружную литейную камеру (42), и вследствие отсутствия заграждения посредством атмосферного газа и равномерного подъема расплава металла, являющихся результатом литья под пониженным давлением и наддува инертного газа можно осуществить литье продукта или изделия, не имеющего дефектов у мениска, имеющего однородную структуру и содержащего минимальное количество примесей. Регулирование атмосферы также облегчено.
Наружная пружина (9), внутренняя пружина (10) и цилиндропоршневые механизмы (6) и (7) для обеспечения тесного контакта и способности скольжения внутренней литейной камеры (41) и наружной литейной камеры (42) не ограничены их определенными типами.
Подача инертного газа для уплотнения печи необходима для плавки во взвешенном состоянии и осуществляется непрерывно в течение всего периода литья за исключением периода снижения давления перед литьем.
После осуществления литья путем вышеупомянутых операций определяется износ всасывающей трубы, и если степень износа ее находится в допустимых пределах, форма (2) удаляется, и затем в плавильную печь дополнительно загружаются материалы для повторения всех вышеупомянутых операций.
При использовании всасывающей трубы, изготовленной из того же материала, что и расплав металла или основного металла расплава сплава допуск на износ всасывающей трубы увеличивается. Так для плавления сплавов на основе титана (Ti) предпочтительнее использовать всасывающую трубу, изготовленную из титана (Ti).
Из вышеприведенных примеров способ и устройство согласно изобретению становятся ясными. Оно дает возможность исключить включения огнеупоров тигля посредством плавки во взвешенном состоянии, обеспечивает более легкое литье активного металла, как например, титана. Атмосфера в форме регулируется двойной структурой литейной камеры, и снижение давления и литье под наддувом инертного газа дает возможность отливать изделие без малейших дефектов и с превосходной однородностью структуры. Кроме того, перепад давлений, обеспечиваемый условиями пониженного давления, и продувка инертного газа обеспечивают эффективное литье, включая стабилизацию и тонкую регулировку скорости литья, со значительно увеличенной продуктивностью.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЗВЕШЕННОЙ ПЛАВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 1996 |
|
RU2151207C1 |
| СПОСОБ ПЛАВЛЕНИЯ ВО ВЗВЕШЕННОМ СОСТОЯНИИ, ЕГО ВАРИАНТЫ И СПОСОБ ПЛАВЛЕНИЯ ВО ВЗВЕШЕННОМ СОСТОЯНИИ И ОТЛИВКИ, ЕГО ВАРИАНТ | 1996 |
|
RU2128235C1 |
| ТИГЕЛЬ ДЛЯ ПЛАВКИ ВО ВЗВЕШЕННОМ СОСТОЯНИИ | 1996 |
|
RU2121121C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКА СПЛАВА | 2010 |
|
RU2494158C1 |
| НЕПРЕРЫВНАЯ РАЗЛИВКА МАТЕРИАЛОВ С ИСПОЛЬЗОВАНИЕМ ПЕРЕПАДА ДАВЛЕНИЙ | 2013 |
|
RU2645638C2 |
| СПОСОБ ЛИТЬЯ С НАПРАВЛЕННЫМ ЗАТВЕРДЕВАНИЕМ ОТЛИВОК | 1992 |
|
RU2026151C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНТЕРМЕТАЛЛИЧЕСКИХ ОТЛИВОК (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2107582C1 |
| ВАКУУМНО-КОМПРЕССИОННАЯ ЛИТЕЙНАЯ УСТАНОВКА | 1972 |
|
SU423570A1 |
| Установка для плавки и литья в вакууме с применением инертного газа | 1980 |
|
SU980951A1 |
| СПОСОБ ЛИТЬЯ ДЛЯ АКТИВНОГО МЕТАЛЛА | 2017 |
|
RU2729246C1 |
Изобретение относится к литейному производству. Способ включает плавление металла во взвешенном состоянии в инертной атмосфере при атмосферном давлении. Устройство содержит камеру для литейной формы, выполненную сдвоенной. Форму размещают во внутренней части камеры. В камере и в пространстве над печью снижают давление ниже атмосферного, закрывают внутреннюю камеру и перемещают ее и форму в направлении печи. Вдувают инертный газ в пространство над печью для повышения давления. Металл по всасывающей трубе поступает в форму. Камеру и форму извлекают из печи. Изобретение позволяет получать высококачественные отливки из активных металлов с высокой температурой плавления. 2 с. и 8 з.п. ф-лы, 5 ил.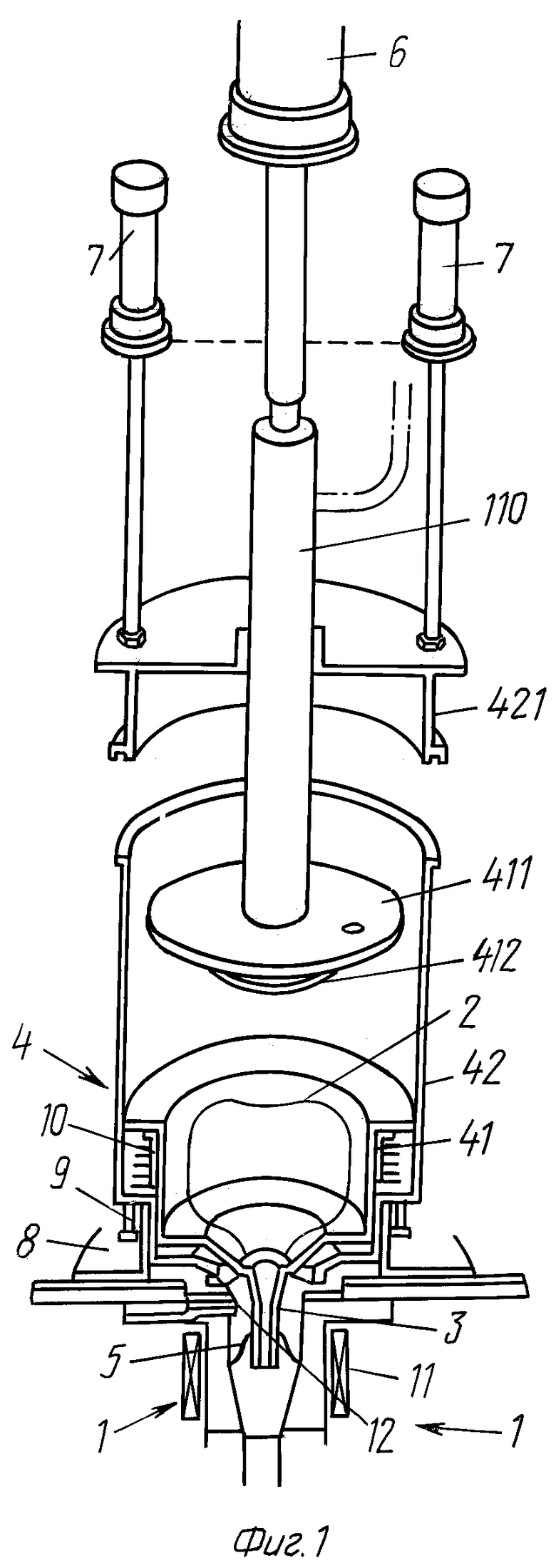
| Patent abstracts of Japan, т | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Шпиндельное устройство | 1973 |
|
SU457502A1 |
| Patent abstracts of Japan, т | |||
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
| Технология машиностроения, 1988, № 4, реферат 4Г255П, JP 62-114762 А | |||
| DE 3222541 A, 02.01.1985 | |||
| Способ литья вакуумным всасыванием в газопроницаемую форму и устройство для его осуществления | 1988 |
|
SU1722218A3 |

