ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение относится к форме для литья под низким давлением, имеющей функцию регулирования тепла.
УРОВЕНЬ ТЕХНИКИ
[0002] Одна из обычных литейных форм описана, например, в Патентном документе 1. Устройство для литья, описанное в Патентном документе 1, является устройством для литья низкого давления, которое содержит верхнюю литейную форму и нижнюю литейную форму, которые образуют полость для литья, множество распределительных литников, расположенных в нижней литейной форме, и соответствующих литников от центрального литника на нижней стороне распределительного литник с верхней стороны. Кроме того, литники имеют различные высоты, и устройство для литья дополнительно содержит средство предварительного нагрева на внешней периферии каждого из литников. Для того, чтобы улучшить освобождаемость и качество литья продуктов, температурой управляют так, чтобы отверждение расплавленного металла завершалось приблизительно в одно и то же время между распределительными литниками.
СПИСОК ЦИТИРОВАННОЙ ЛИТЕРАТУРЫ
ПАТЕНТНЫЕ ДОКУМЕНТЫ
[0003] JP H 04-361850A
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
[0004] Однако в обычных устройствах для литья, таких как описанное выше, поскольку вертикальные литники имеют различные высоты, разность высот вертикальных литников неизбежно влияет на структуру нижней литейной формы с литниками, полной литейной формы и центрального литника. Таким образом, проблемой с такими обычными устройствами для литья является недостаточная гибкость в конструктивном решении устройства, что может привести к трудности при разработке конструктивного решения или при ограничении формы литых продуктов. Следовательно, имеется необходимость в решении этой проблемы.
[0005] Настоящее изобретение было сделано с учетом этой проблемы в предшествующем уровне техники, и его задачей является предложить форму для литья под низким давлением с вертикальными литниками в различных положениях, которая имела бы высокую гибкость в части конструктивного решения устройства, и которая могла бы достигать уравнивания времени отверждения расплавленного металла в вертикальных литниках.
РЕШЕНИЕ ПРОБЛЕМЫ
[0006] Литейная форма для литья под низким далвением в соответствии с настоящим изобретением содержит по меньшей мере верхнюю и нижнюю литейные формы, которые образуют полость, а также литниковые части, которые имеют цилиндрические формы и которые располагаются в различных положениях нижней литейной формы. В литейной форме для литья под низким давлением каждая из литниковых частей содержит вертикальный литник, открытый в полость с верхней стороны, и резервуар под вертикальным литником, который имеет различный объем в соответствии с положением каждой из литниковых частей в нижней литейной форме. Эта конфигурация предлагает решение проблем предшествующего уровня техники.
ПОЛЕЗНЫЕ ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
[0007] В литейной форме для литья под низким давлением в соответствии с настоящим изобретением литниковые части в различных положениях имеют соответствующие резервуары с различными объемами. Соответственно, у литниковый части, имеющей резервуар с относительно большим объемом, расплавленный металл в резервуар содержит большое количество тепла, и время отверждения расплавленного металла в этом вертикальном литнике является относительно большим. В отличие от этого, у литниковой части, имеющей резервуар с относительно малым объемом, расплавленный металл в резервуаре содержит небольшое количество тепла, и время отверждения расплавленного металла в этом вертикальном литнике является относительно малым.
[0008] В литейной форме для литья под низким давлением резервуары литниковых частей имеют различные объемы, и эта конфигурация оказывает малое или вообще нулевое влияние на структуру нижней литейной формы и полной литейной формы или центрального литника, и конструктивное решение устройства является очень гибким. Следовательно, в дополнение к высокой гибкости конструктивного решения устройства эта литейная форма для литья под низким давлением может достигать уравнивания времени отверждения расплавленных металлов между вертикальными литниками в различных положениях.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0009]
Фиг. 1 представляет собой поперечное сечение устройства для литья для литья под низким давлением, к которому применима форма для литья под низким давлением в соответствии с настоящим изобретением.
Фиг. 2 представляет собой вид сверху нижней литейной формы и продукта литья в форме для литья под низким давлением в соответствии с первым вариантом осуществления.
Фиг. 3 представляет собой вид сверху, иллюстрирующий расположение вертикальных литников и части, формирующей камеру сгорания.
Фиг. 4 представляет собой поперечное сечение нижней литейной формы, показанной на Фиг. 2.
Фиг. 5 представляет собой увеличенное поперечное сечение литниковых частей центральной области и литниковых частей концевой области, проиллюстрированных на Фиг. 4.
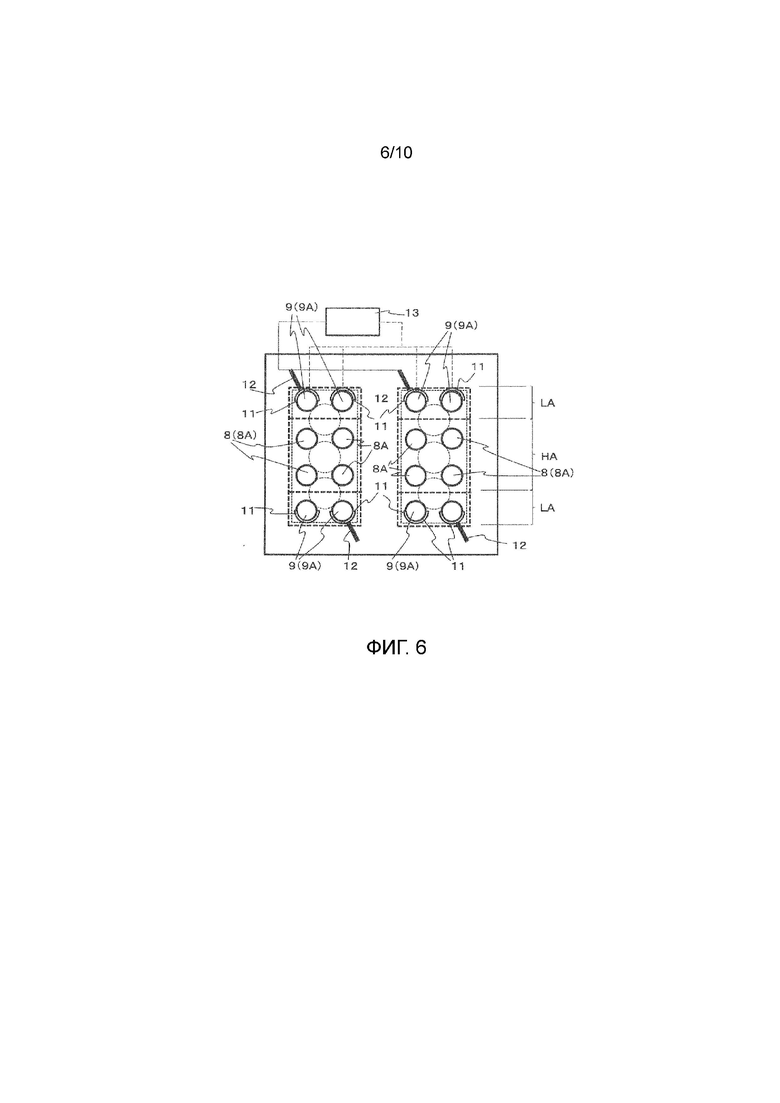
Фиг. 6 представляет собой вид сверху нижней формы литейной формы для литья под низким давлением в соответствии со вторым вариантом осуществления.
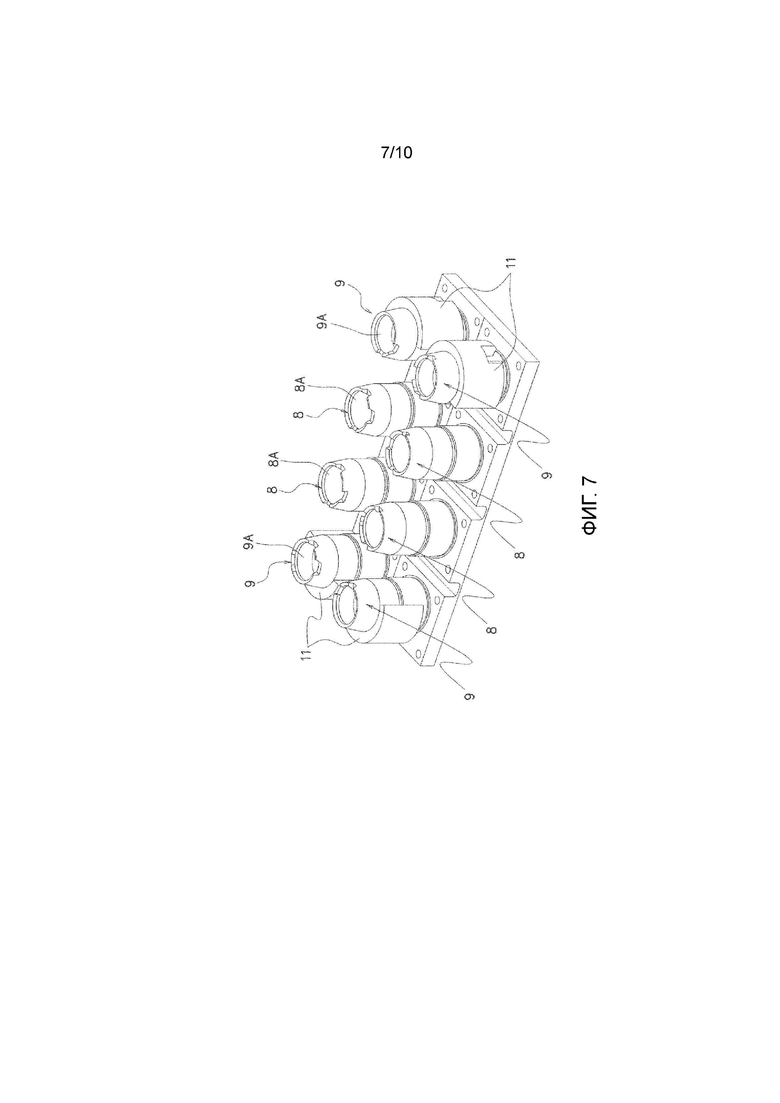
Фиг. 7 представляет собой вид в перспективе, иллюстрирующий расположение вертикальных литников во втором варианте осуществления.
Фиг. 8 представляет собой вид сверху нижней формы литейной формы для литья под низким давлением в соответствии с третьим вариантом осуществления.
Фиг. 9 представляет собой поперечное сечение нижней формы литейной формы для литья под низким давлением в соответствии с четвертым вариантом осуществления.
Фиг. 10 представляет собой увеличенное поперечное сечение литниковых частей центральной области и литниковых частей концевой области, проиллюстрированных на Фиг. 9.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0010] Первый вариант осуществления
Устройство 1 для литья под низким давлением, показанное на Фиг. 1, представляет собой устройство, к которому применима литейная форма для литья под низким давлением в соответствии с настоящим изобретением. Устройство 1 для литья под низким давлением содержит тело 4 литейной формы (литейную форму), которое расположено на опорной плите 2 для образования полости 3 как пространства для отливки, а также печь-миксер 6, которая расположена ниже опорной плиты 2 и предназначена для хранения расплавленного металла 5. В следующем описании тело 4 литейной формы упоминается просто как «литейная форма 4».
[0011] Литейная форма 4 содержит верхнюю литейную форму 4U, которая может подниматься, нижнюю литейную форму 4L, прикрепленную к опорной плите 2, и средние литейные формы 4M, которые являются подвижными в поперечном направлении. В проиллюстрированном примере стержни 7 располагаются в полостях 3. В нижней литейной форме 4L литниковые части 8 (9), имеющие цилиндрические формы, располагаются так, чтобы сформировать вертикальные литники 8A (9A).
[0012] Печь-миксер 6 содержит центральный литник 10, который служит маршрутом подачи расплавленного металла 5 к литейной форме 4. Нижний конец центрального литника 10 погружен в расплавленный металл 5, в то время как его верхний конец сообщается с вертикальными литниками 8A (9A). Хотя это и не показано на чертеже, печь-миксер 6 содержит устройство ввода газа для подачи газа под давлением во внутреннее пространство, нагреватель для нагревания расплавленного металла 5 и подобное.
[0013] Устройство 1 для литья под низким давлением сжимает и подает газ во внутреннее пространство печи-миксера 6 для того, чтобы подать расплавленный металл 5 в полость 3 через центральный литник 10 и вертикальные литники 8A. В устройстве 1 для литья под низким давлением, после того, как расплавленный металл 5 затвердеет, литейная форма 4 открывается для того, чтобы вынуть отливку (литой продукт).
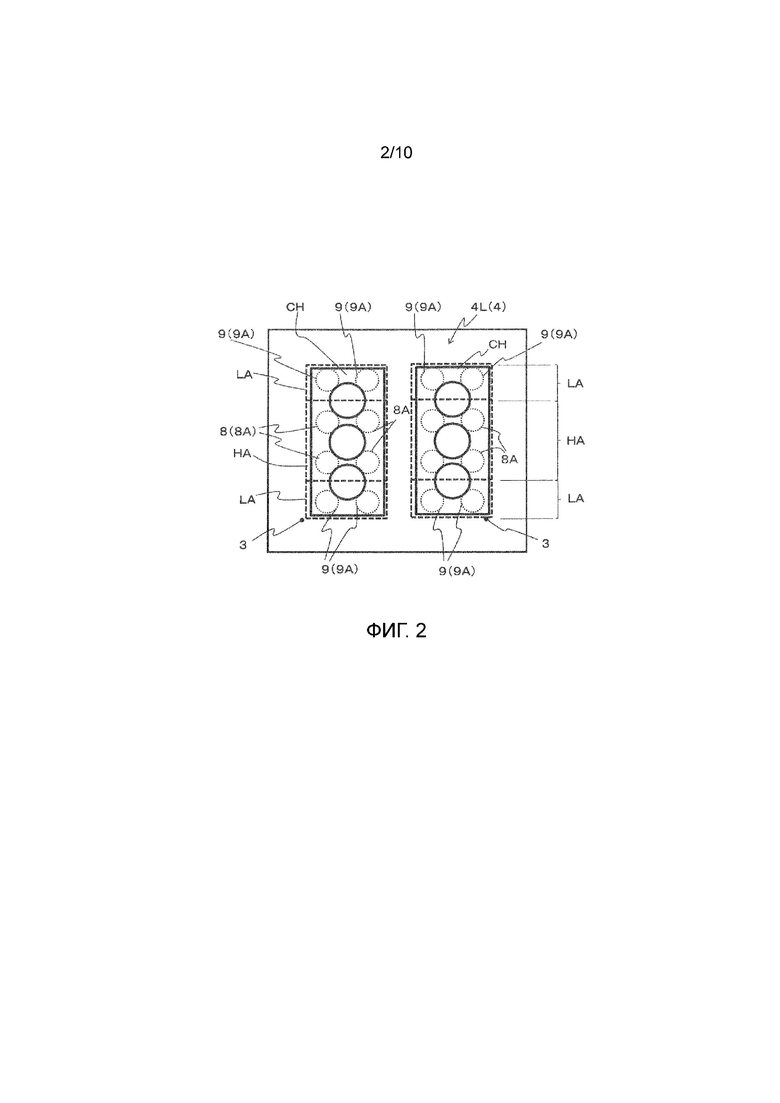
[0014] Литейная форма для литья под низким давлением в соответствии с настоящим изобретением может применяться в качестве литейной формы 4 вышеописанного устройства 1 для литья под низким давлением. Этот вариант осуществления иллюстрирует пример, в котором литейная форма для литья под низким давлением применяется в качестве нижней формы 4L литейной формы 4. Таким образом, в качестве базовой конфигурации литейная форма для литья под низким давлением содержит по меньшей мере верхнюю и нижнюю литейные формы 4U, 4L, которые формируют полость 3, а также литниковые части 8, 9, имеющие цилиндрические формы и расположенные в различных положениях нижней литейной формы 4L, как проиллюстрировано на Фиг. 2.
[0015] В этом варианте осуществления отливка представляет собой головку блока цилиндров CH двигателя внутреннего сгорания. Литейная форма 4, включающая нижнюю литейную форму 4L на Фиг. 2, отливает две головки блока цилиндров CH за один раз. Полости 3 и стержни 7 соответствуют внутренним и внешним формам головок CH блока цилиндров. Как схематично проиллюстрировано на Фиг. 3, литейная форма 4 содержит части CF формирования камеры сгорания для того, чтобы сформировать камеры сгорания головок CH блока цилиндров, и литниковые части 8, 9 расположены около частей CF формирования камеры сгорания.
[0016] Каждая из головок CH блока цилиндров на Фиг. 2 представляет собой головку блока цилиндров однорядного трехцилиндрового двигателя. Соответственно, три части CF формирования камеры сгорания расположены в одну линию в литейной форме 4 на Фиг. 3. Кроме того, канал CP для охлаждающего агента предусматривается в каждой из частей CF формирования камеры сгорания для активного охлаждения частей CF формирования камеры сгорания во время литья. Это нужно для получения плотной структуры материала вокруг камер сгорания при охлаждении для того, чтобы улучшить механические свойства. В нижней литейной форме 4L всего восемь литниковых частей 8, 9 предусматриваются таким образом, что четыре вертикальных литника 8A, 9A располагаются вокруг каждой из частей CF формирования камеры сгорания.
[0017] Как и при использовании устройства для литья под низким давлением, известного в данной области техники, отливка хорошего качества может быть получена при использовании литейной формы 4, когда расплавленный металл 5 затвердевает последовательно от противоположной стороны вертикальных литников к вертикальным литникам 8A, 9A после того, как полость 3 будет заполнена расплавленным металлом 5. Таким образом, необходимо поддерживать более высокую температуру в вертикальных литниках 8A, 9A, где расплавленный металл 5 затвердевает после всех других частей.
[0018] В литейной форме 4 центральная область, находящаяся вдали от внешнего воздуха, обычно имеет более высокую температуру. Как проиллюстрировано пунктирным прямоугольником на Фиг. 2 и Фиг. 3, центральная область литейной формы 4 соответствует высокотемпературной области HA, имеющей относительно высокую температуру, а концевые области с обеих ее сторон соответствуют низкотемпературным областям LA, имеющим относительно низкую температуру. Соответственно, время затвердевания расплавленного металла 5 в вертикальных литниках 8A, 9A различается между высокотемпературной областью HA и низкотемпературными областями LA.
[0019] Для того, чтобы избежать этого, литниковые части 8, 9 проектируются в литейной форме 4 следующим образом.
Литниковые части 8, 9, которые имеют цилиндрические формы, как описано выше, содержат вертикальные литники 8A, 9A, открытые в полость 3 с верхней стороны, резервуары 8B, 9B под вертикальными литниками 8A, 9A, и фланцы 8C, 9C на периферии нижних концов литниковых частей 8, 9, как проиллюстрировано на Фиг. 4 и Фиг. 5.
[0020] Вертикальные литники 8A, 9A являются пространствами с диаметром, который постепенно увеличивается к верхней стороне. Кроме того, резервуары 8B, 9B являются пространствами с диаметром, который постепенно увеличивается к нижней стороне. Соответственно, литниковые части 8, 9 имеют цилиндрические пространства, которые имеют соответствующие минимальные диаметры в соответствующих границах между вертикальными литниками 8A, 9A и резервуарами 8B, 9B. Этими пространствами литниковые части 8, 9 надежно отделяют затвердевший материал в вертикальных литниках 8A, 9A от расплавленного металла в резервуарах 8B, 9B, для облегчения освобождения отливки.
[0021] В литейной форме 4 литниковые части 8, 9 включают в себя литниковые части 8 центральной области, которые являются литниковыми частями, расположенными в центральной области полости 3 среди литниковых частей 8, 9 и литниковые части 9 концевой области, которые являются литниковыми частями, расположенными в концевых областях полости 3 среди литниковых частей 8, 9. Таким образом, в нижней литейной форме 4L на Фиг. 2 четыре литниковые части 8 центральной области расположены в высокотемпературной области HA, которая соответствует центральной области, и две литниковые части 9 концевой области расположены в каждой из низкотемпературных областей LA, LA на противоположных сторонах, которые соответствуют концевым областям.
[0022] У литниковых частей 8, 9 резервуары 8B, 9B имеют различные объемы в соответствии с положением литниковых частей в нижней литейной форме 4L. Более конкретно, высота Hb9 резервуаров 9B литниковых частей 9 концевой области, один из которых проиллюстрирован справа на Фиг. 5, больше чем высота Hb8 резервуаров 8B литниковых частей 8 центральной области в высокотемпературной области HA, один из которых проиллюстрирован слева на Фиг. 5, так что резервуары 8B, 9B имеют различные объемы.
[0023] Литниковые части 8,9 проиллюстрированного примера имеют одинаковый внешний размер. В соответствии с вышеописанной конфигурацией высот Hb8, Hb9 резервуаров 8B, 9B, высота Ha9 литниковых частей 9 концевой области является меньшей, чем высота Ha8 вертикальных литников 8A литниковых частей 8 центральной области.
[0024] Таким образом, в литейной форме 4 этого варианта осуществления литниковые части 8 центральной области имеют тот же самый внешний размер, что и литниковые части 9 концевой области, в то время как вертикальные литники 8A, 9A и резервуары 8B, 9B имеют различные объемы таким образом, чтобы объем (высота Ha8, Ha9) вертикальных литников 8A, 9A был обратно пропорционален объему (высоте Hb8, Hb9) резервуаров 8B, 9B. Другими словами, литниковые части 8 центральной области и литниковые части 9 концевой области имеют одинаковый внешний размер, поскольку объем вертикальных литников 8A, 9A является обратно пропорциональным объему резервуаров 8B, 9B.
[0025] В одном более предпочтительном варианте осуществления каждая из литниковых частей 8,9 может отличаться от других по меньшей мере одним из высоты Ha8, Ha9 вертикального литника 8A, 9A, внутреннего диаметра D8, D9 резервуара и объема и формы самой литниковой части в дополнение к высоте Hb8, Hb9 резервуара 8B, 9B. В зависимости от формы и т.п. отливки каждая из литниковых частей 8, 9 может иметь отличающиеся от других вышеописанные размеры, но одинаковый внешний размер, или каждая из литниковых частей 8, 9 может иметь отличающиеся от других вышеописанные размеры в дополнение к внешнему размеру. Таким образом устанавливается объем резервуара 8B, 9B каждой из литниковых частей 8, 9.
[0026] В устройстве для литья под низким давлением, показанном на Фиг. 1, которое содержит литейную форму 4 с вышеописанной конфигурацией, газ подается во внутреннее пространство печи-миксера 6 под давлением так, чтобы расплавленный металл 5 подавался в полость 3 через литниковые части 8,9 и центральный литник 10.
[0027] После этого в литейной форме 4 расплавленный металл 5 в полости 3 постепенно затвердевает от стороны, противоположной вертикальным литникам, к вертикальным литникам 8A, 9A. В этой связи резервуары 8B, 9B литниковых частей 8, 9 имеют различные объемы. Соответственно, в литниковых частях 9 концевой области, которые содержат резервуары 8B, имеющие относительно большой объем, расплавленный металл 5 в резервуарах 9B содержит большое количество тепла, и время затвердевания расплавленного металла 5 в вертикальных литниках 9A является относительно большим. Таким образом, расплавленный металл 5 обычно быстро охлаждается (затвердевает) у вертикальных литников 9A в низкотемпературных областях LA. Для того, чтобы избежать этого, в литейной форме 4 количество тепла в резервуарах 9B литниковых частей 9 концевой области в низкотемпературных областях LA увеличивается так, чтобы время затвердевания увеличилось.
[0028] В отличие от этого, в литниковых частях 8 центральной области в высокотемпературной области HA, где резервуары 9B имеет относительно малую высоту, количество тепла расплавленного металла 5 в резервуарах 8B является малым, и время затвердевания расплавленного металла 5 в вертикальных литниках 8A является относительно небольшим. Таким образом, расплавленный металл 5 обычно медленно охлаждается (затвердевает) у вертикальных литников 8A в высокотемпературной области HA. Для того, чтобы избежать этого, в литейной форме 4 количество тепла в резервуарах 8B литниковых частей 8 центральной области в высокотемпературных областях HA уменьшается так, чтобы время затвердевания уменьшилось.
[0029] Таким образом в литейной форме низкого давления может быть достигнуто уравнивание времени затвердевания расплавленного металла между вертикальными литниками 8A, 9A в различных положениях нижней литейной формы 4L. Для того, чтобы достичь уравнивания времени затвердевания в вертикальных литниках 8A, 9A, литейная форма низкого давления конфигурируется таким образом, что резервуары 8B, 9B литниковых частей 8, 9 имеют различные объемы. Следовательно, эта конфигурация литейной формы для литья под низким давлением оказывает малое или вообще нулевое влияние на структуру нижней литейной формы 4L, а также полной литейной формы 4 и центрального литника 10.
[0030] В результате литейная форма для литья под низким давлением приобретает высокую гибкость в конструктивном решении устройства, и может быть достигнуто уравнивание времени затвердевания расплавленного металла в вертикальных литниках в различных положениях. Кроме того, наряду с улучшением гибкости в конструктивном решении устройства, эта литейная форма для литья под низким давлением может облегчить трудности при разработке конструктивного решения литья, а также уменьшить ограничения на форму отливки.
[0031] Литейная форма для литья под низким давлением, в которой вертикальные литники 8A, 9A находятся в различных положениях, может уменьшить время заполнения полости 3 расплавленным металлом 5, и тем самым уменьшить время цикла литья. Кроме того, с помощью такой литейной формы низкого давления возможно получить отливку хорошего качества без дефектной формы или прогара в незатвердевшей части путем уравнивания времени затвердевания в вертикальных литниках 8A, 9A. В этом варианте осуществления возможно получить головку CH блока цилиндров хорошего качества.
[0032] В этой литейной форме для литья под низким давлением вертикальные литники 8A, 9A и резервуары 8B, 9B имеют различные объемы в каждой из литниковых частей 8 центральной области, расположенных в высокотемпературной области HA, и литниковых частей 9 концевой области, расположенных в низкотемпературной области LA, и объем вертикальных литников 8A, 9A является обратно пропорциональным объему резервуаров 8B, 9B. В литейной форме низкого давления это позволяет формировать литниковые части 8,9 с той же самой (общей) внешней формой или внешним размером так, чтобы уменьшить влияние на структуру литейной формы 4, включая нижнюю литейную форму 4L и центральный литник 10, и дополнительно улучшить гибкость в конструктивном решении устройства.
[0033] В литейной форме для литья под низким давлением каждая из литниковых частей 8, 9 отличается от других по меньшей мере одним из высоты Hb8, Hb9 резервуара 8B, 9B, высоты Ha8, Ha9 вертикальных литников 8A, 9A, внутреннего диаметра D8, D9 нижнего конца резервуара 8B, 9B, а также объема и формы самой литниковой части. Эта конфигурация литейной формы низкого давления позволяет регулировать объем резервуаров 8B, 9B, и тем самым точно регулировать время затвердевания расплавленного металла 6 у литниковых частей 8, 9. Это может способствовать производству отливки более высокого качества.
[0034] Фиг. 6-10 иллюстрируют литейные формы для литья под низким давлением в соответствии с вариантами осуществления настоящего изобретения со второго по четвертый. В следующих вариантах осуществления те же самые ссылочные обозначения, что и в первом варианте осуществления, обозначают те же самые компоненты, и поэтому их подробное описание будет опущено.
[0035] Второй вариант осуществления
Литейная форма для литья под низким давлением на Фиг. 6 и Фиг. 7 содержит нагреватели 11 и температурные датчики 12, которые присоединены по меньшей мере к литниковым частям 9 концевой области, расположенным в концевых областях (низкотемпературных областях LA) нижней литейной формы 4A, а также регулятор 13 температуры, который выполнен с возможностью регулировать работу нагревателей 11 на основе результатов измерений температурных датчиков 12. На Фиг. 6 линия, соединяющая нагреватели 11 и температурные датчики 12, присоединенные к литниковым частям 9 концевой области нижней стороны, которая является линией ввода-вывода регулятора температуры 13, не показана.
[0036] Как и в первом варианте осуществления (см. Фиг. 2), литейная форма 4 проиллюстрированного примера предназначена для производства головки CH блока цилиндров однорядного трехцилиндрового двигателя (показанной пунктирной линией), и восемь литниковых частей 8, 9 расположены в нижней литейной форме 4L. Кроме того, центральная область литейной формы 4 соответствует высокотемпературной области HA, имеющей относительно высокую температуру, а обе ее боковые области соответствуют низкотемпературным областям LA, имеющим относительно низкую температуру.
[0037] В литейной форме для литья под низким давлением, имеющей вышеописанную конфигурацию, нагреватели 11 нагревают литниковые части 9 концевой области в низкотемпературных областях LA, температурные датчики 12 измеряют их температуру, и регулятор температуры 13 выполняет управление с обратной связью нагревателями 11 на основе данных датчиков.
[0038] При использовании этой конфигурации литейной формы для литья под низким давлением в дополнение к получению тех же самых выгодных эффектов, что и в ранее описанном варианте осуществления, выполняется более точное регулирование температуры. С помощью этого регулирования температуры в комбинации с регулировкой размера литниковых частей 8, 9 может быть достигнуто дополнительное уравнивание времени затвердевания расплавленного металла в вертикальных литниках 8A, 9A.
[0039] Третий вариант осуществления
Литейная форма для литья под низким давлением, показанная на Фиг. 8, содержит литниковые части 8, 9 для формирования вертикальных литников 8A, 9A в различных положениях нижней формы 14L литейной формы 14. Литейная форма 14 проиллюстрированного примера формирует две головки цилиндров за один раз. По сравнению с первым и вторым вариантами осуществления (см. Фиг. 2 и Фиг. 6) соответствующие полости 3, 3 расположены близко друг к другу.
[0040] Литейная форма 14 предназначена для формирования двух головок блока цилиндров однорядного трехцилиндрового двигателя в параллельной компоновке, и четыре литниковые части 8, 9 расположены для каждой из частей CF, образующих три камеры сгорания. В этой конфигурации, поскольку полости 3, 3 находятся близко друг к другу в литейной форме 14, центральная область в середине полостей 3, 3 соответствуют высокотемпературной области HA, а концевые области с внешних сторон соответствуют низкотемпературным областям LA.
[0041] В соответствии с этим литейная форма 14 содержит нагреватели 11 и температурные датчики 12 в литниковых частях 9 концевой области, расположенных в низкотемпературных областях LA, а также регулятор температуры 13, который выполнен с возможностью регулировать работу нагревателей 11 на основе результатов измерений температурных датчиков 12.
[0042] Как и во втором варианте осуществления, в литейной форме для литья под низким давлением, имеющей вышеописанную конфигурацию, нагреватели 11 нагревают литниковые части 9 концевой области, расположенные в низкотемпературных областях LA, температурные датчики 12 измеряют их температуру, и регулятор температуры 13 выполняет управление с обратной связью нагревателями 11 на основе данных датчиков. При использовании этой конфигурации в литейной форме низкого давления в дополнение к получению тех же самых выгодных эффектов, что и в ранее описанных вариантах осуществления, может быть достигнуто дополнительное уравнивание времени затвердевания расплавленного металла в вертикальных литниках 8A, 9A.
[0043] В другом варианте осуществления нагреватели (частично проиллюстрированные виртуальными линиями) и температурные датчики могут быть предусмотрены у всех литниковых частей 8, 9 в литейной форме низкого давления, показанной на Фиг. 8. В этой литейной форме 14 нагреватели соответственно нагревают все литниковые части 8, 9, температурные датчики измеряют их температуру, и регулятор температуры выполняет управление с обратной связью нагревателями на основе данных датчиков. При использовании этой конфигурации может быть выполнено более точное регулирование температуры, и в результате достигнуто дополнительное уравнивание времени затвердевания расплавленного металла в вертикальных литниках 8A, 9A.
[0044] Когда нагреватели 11 предусмотрены у всех литниковых частей 8, 9, возможно упростить или опустить регулировку объема и размера резервуаров 8B, 9B литниковых частей 8, 9. Дополнительное уравнивание времени затвердевания расплавленного металла в вертикальных литниках 8A, 9A может быть достигнуто даже в таких случаях, и возможно уменьшить время заполнения расплавленного металла или продолжительность цикла литья и произвести продукт литья хорошего качества без дефектов формы или прогара в незатвердевшей части.
[0045] Четвертый Вариант осуществления
Литейная форма для литья под низким давлением, изображенная на Фиг. 9 и Фиг. 10, содержит литниковых части 18, 19 для формирования вертикальных литников 18A, 19A в различных положениях нижней формы 4L литейной формы 4. Как и в ранее описанных вариантах осуществления, литниковые части 18, 19 имеют цилиндрические формы, но имеют различные размеры в объеме внутреннего пространства и внешние размеры.
[0046] Более конкретно, полная высота и высота Hb18 резервуаров 18B являются относительно большими в литниковых частях 18 центральной области, которые являются литниковыми частями, расположенными в центральной области (высокотемпературной области), как проиллюстрировано слева на Фиг. 10. Кроме того, внутренний диаметр D18 нижних концов резервуаров 18B и минимальный диаметр Ds18 на границах между вертикальными литниками 18A и резервуарами D9 являются относительно малыми в литниковых частях 18 центральной области.
[0047] В отличие от этого, полная высота и высота Hb19 резервуаров 19B являются относительно малыми в литниковых частях 19 концевой области, которые являются литниковыми частями, расположенными в концевых областях (низкотемпературных областях) среди литниковых частей 19, как проиллюстрировано справа на Фиг. 10. Кроме того, внутренний диаметр D19 нижних концов резервуаров 19B и минимальный диаметр Ds19 на границах между вертикальными литниками 19A и резервуарами 19B являются относительно большими в литниковых частях 19 концевой области.
[0048] Как было описано выше, литниковые части 18, 19 конфигурируются таким образом, что литниковые части 19 концевой области имеют более малые высоты, чем литниковые части 18 центральной области, но литниковые части 19 концевой области имеют большие диаметры, чем литниковые части 18 центральной области. Соответственно, литниковые части 18, 19 имеют различные объемы резервуаров 18B, 19B, и резервуары 19B литниковых частей 19 в концевых областях (низкотемпературных областях) имеют относительно большой объем.
[0049] Как и в ранее описанных вариантах осуществления, в литейной форме для литья под низким давлением, имеющей вышеописанную конфигурацию, резервуары 18B, 19B литниковых частей 18, 19 имеют различные объемы. В литниковых частях 19 концевой области с соответствующими резервуарами 19B, имеющими относительно большой объем, расплавленный металл в резервуарах 19B содержит большое количество тепла, и время затвердевания расплавленного металла соответственно является относительно большим. В отличие от этого, в литниковых частях 18 центральной области с соответствующими резервуарами 18B, имеющими относительно малый объем, расплавленный металл в резервуарах 18B содержит небольшое количество тепла, и время затвердевания расплавленного металла соответственно является относительно коротким.
[0050] В литейной форме для литья под низким давлением литниковые части имеют соответствующие резервуары с различными объемами, и эта конфигурация литейной формы для литья под низким давлением оказывает малое или вообще нулевое влияние на структуру нижней литейной формы 14L, а также полной литейной формы 14 и центрального литника. Следовательно, эта литейная форма для литья под низким давлением имеет высокую гибкость в конструктивном решении устройства и может облегчить трудности при разработке конструктивного решения литья, а также уменьшить ограничения на форму отливки. В дополнение к высокой гибкости в конструктивном решении устройства, в этой литейной форме для литья под низким давлением может быть достигнуто уравнивание времени затвердевания расплавленного металла в вертикальных литниках в различных положениях.
[0051] Детали конфигурации литейной формы для литья под низким давлением по настоящему изобретению не ограничиваются этими вариантами осуществления, и подходящие изменения могут быть произведены в конфигурации без отступлений от особенностей настоящего изобретения. Литейная форма для литья под низким давлением по настоящему изобретению может использоваться для литья для литья под низким давлением с целью получения различных литых продуктов.
СПИСОК ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
[0052]
3 - Полость;
4 - Литейная форма;
4L - Нижняя литейная форма;
4U - Верхняя литейная форма;
8 – Литниковая часть центральной области;
8A, 9A - литник;
8B, 9B - резервуар;
9 – Литниковая часть концевой области;
11 - Нагреватель;
12 - Температурный датчик;
13 - Регулятор температуры;
14 - Литейная форма;
14L - Нижняя литейная форма;
18A, 19A - Вертикальный литник;
18B, 19B - резервуар;
CH - Головка блока цилиндров (отливка).







Изобретение относится к литейному производству. Литейная форма для литья под низким давлением содержит по меньшей мере верхнюю (4U) и нижнюю (4L) литейные формы, образующие полость (3), и цилиндрические литниковые части (8, 9). Литниковые части расположены в различных положениях в нижней литейной форме (4L) и содержат вертикальные литники (8A, 9A), открытые в полость (3), и резервуары (8B, 9B), которые имеют различные объемы, соответствующие положению литниковых частей в нижней литейной форме (4L). Обеспечивается уравнивание времени затвердевания расплавленного металла в вертикальных литниках при меньшем влиянии на структуру нижней литейной формы и центрального литника и улучшении гибкости конструктивного решения устройства. 5 з.п. ф-лы, 10 ил.
1. Литейная форма для литья под низким давлением, содержащая:
по меньшей мере верхнюю литейную форму и нижнюю литейную форму, образующие полость;
литниковые части цилиндрической формы, расположенные в различных положениях в нижней литейной форме;
в которой каждая из литниковых частей содержит вертикальный литник, открытый в полость на верхней стороне, и резервуар под вертикальным литником, который имеет различный объем в соответствии с положением каждой из литниковых частей в нижней литейной форме.
2. Литейная форма по п. 1, в которой литниковые части содержат по меньшей мере одну литниковую часть центральной области и литниковые части концевой области, расположенные соответственно в центральной области и в концевых областях упомянутой полости, причем объем каждого из резервуаров литниковых частей концевой области больше, чем объем резервуара по меньшей мере одной литниковой части центральной области.
3. Литейная форма по п. 2, в которой в каждой из по меньшей мере одной литниковой части центральной области и литниковых частей концевой области вертикальный литник имеет объем, обратно пропорциональный объему резервуара, так что вертикальный литник и резервуар имеют различные объемы.
4. Литейная форма по любому из пп. 1-3, в которой отливка, формируемая в упомянутой полости, является головкой блока цилиндров двигателя внутреннего сгорания.
5. Литейная форма по любому из пп. 1-4, в которой каждая из литниковых частей имеет отличающийся от других по меньшей мере один параметр из высоты резервуара, внутреннего диаметра резервуара, объема и формы.
6. Литейная форма по любому из пп. 2-5, которая содержит:
нагреватель и температурный датчик, которые присоединены по меньшей мере к одной из литниковых частей концевой области; и
регулятор температуры, выполненный с возможностью управления нагревателем на основе значения, измеряемого температурным датчиком.
| JP 2010194585 A, 09.09.2010 | |||
| WO 2016088256 A1, 09.06.2016 | |||
| Металлопровод для литья под низким давлением | 1982 |
|
SU1060304A1 |
| JP 2016132028 A, 25.07.2016 | |||
| Установка для получения литых заготовок | 1980 |
|
SU900968A1 |

