Область техники, к которой относится изобретение
Настоящее изобретение относится к способу изготовления композитных соединительных тяг. Более конкретно, но без ограничения этим, изобретение относится к способу изготовления соединительных тяг, применяемых в авиационной и авиакосмической областях. Кроме того, изобретение относится к соединительным тягам как таковым.
Уровень техники
Известно, что соединительная тяга представляет собой либо элемент жесткости, либо элемент, передающий движение. Усилия, передаваемые соединительной тягой, главным образом представляют собой растягивающие, сжимающие и изгибающие усилия, основанные на сопротивлении кручению на конце соединительной тяги.
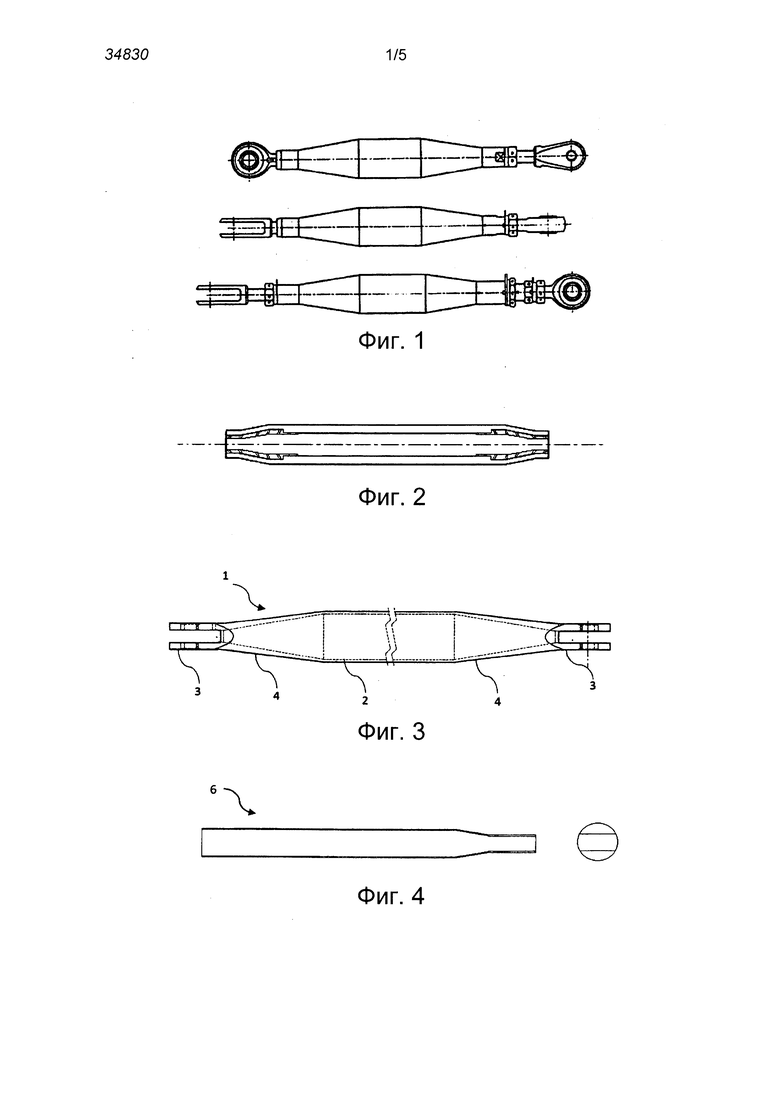
В области авиации применяют большое число соединительных тяг. Соединительные тяги могут применяться в органах управления полетом, шасси, для открывания двери и так далее. В качестве иллюстрирующего примера на фиг. 1 показан общий вид соединительных тяг с различными крепежными средствами, расположенными на их концах. Эти крепежные средства обеспечивают крепление соединительной тяги к элементам, на которые соединительная тяга должна передавать движение, или от которых она должна получать движение, или крепление которых она должна обеспечить.
Соединительная тяга представляет собой компонент, который должен отвечать нескольким критериям. Соединительная тяга должна быть выполнена с возможностью выдерживать значительные изменения температуры, так как она подвергается воздействию температур, колеблющихся в диапазоне от -55 до 120°C. Кроме того, отношение ее механической прочности к весу должно быть как можно большим.
В случае наиболее распространенной конструкции соединительные тяги выполнены из алюминия или нержавеющей стали, но на рынке также имеются соединительные тяги, изготовленные из композитного материала.
В документе WO 2010/149768 А2 описан способ изготовления композитной соединительной тяги путем филаментной намотки. В соответствии с этим способом изготавливают внутренний корпус путем намотки предварительно пропитанных волокон вокруг съемного сердечника. Затем на концах внутреннего корпуса устанавливают наконечники, выполненные с возможностью вмещения в себя крепежных средств. После этого изготавливают наружный корпус путем филаментной намотки вокруг внутреннего корпуса и наконечников. Наконец, оба корпуса полимеризуют, чтобы образовать цельный корпус, в котором отсутствуют какие-либо пористости и прерывистости на границе контакта благодаря применению одного и того же предварительно пропитанного волокна для изготовления внутреннего и наружного корпуса. Соединительная тяга, полученная в соответствии со способом, описанным в заявке WO 2010/149768 А2, показана на фиг. 2. На этом чертеже изображена цельная соединительная тяга, охватывающая на своих концах наконечники, имеющие резьбу, что обеспечивает возможность последующего ввинчивания крепежных средств.
Благодаря однородности материала в корпусе соединительной тяги, выполненной в соответствии с документом WO 2010/149768 А2, возможно изготовить корпус, которому не присущи проблемы, связанные с любым относительным расширением во время изменений температуры. Тем не менее этот способ имеет недостаток, заключающийся в том, что наконечники устанавливают во время изготовления, следовательно, они не являются одним целым с корпусом соединительной тяги. В результате при использовании между корпусом соединительной тяги и наконечниками могут возникнуть проблемы, связанные с относительным расширением. Это приводит к появлению трещин и отслоений на границе контакта. Кроме того, в том случае, если наконечники и корпус соединительной тяги изготовлены из композитного материала, содержащего разные смолы, могут также возникнуть проблемы, связанные с загрязнением и старением.
В документе ЕР 0626250 А1 описан способ изготовления цельной соединительной тяги, изготовленной из композита и содержащей крепежные средства. Этот способ содержит этапы расположения предварительно пропитанных волокон путем филаментной намотки и позитивного формования. Этот способ имеет несколько недостатков. Во-первых, он требует наличия плавкого сердечника и, следовательно, изготовления нового сердечника для каждой соединительной тяги. Кроме того, из-за низкой механической прочности плавкого сердечника невозможно изготовить соединительные тяги с низким соотношением диаметра к длине и с вилками, имеющими малое межцентровое расстояние. Кроме того, при этом способе между определенными слоями волокон необходимо наличие клейких пленок и стеклоткани, что делает структуру неоднородной. Наконец, еще один недостаток этого способа состоит в том, что для него необходимо выполнение этапов уплотнения и полимеризации в автоклаве.
В документе WO 2010/084286 А1 также раскрыт способ изготовления композитной детали путем филаментной намотки, причем для данной детали необходимо наличие плавкого сердечника.
Кроме того, из документа WO 2008/066606 А1 известен способ изготовления соединительной тяги путем позитивного формования. Способ позитивного формования имеет недостаток, состоящий в том, что он не обеспечивает такого точного расположения волокна, как в случае филаментной намотки. Следовательно, на концах соединительной тяги, имеющих уменьшенное сечение, необходимо выполнять разрезы, чтобы обеспечить возможность расположения складок как можно ближе к покрываемой части. Аналогично во время уплотнения складок может наблюдаться сдвиг волокна. При использовании это неточное расположение волокна негативно влияет на распределение усилий между смолой и волокном. Поскольку позитивное формование также является в основном ручной операцией, невозможно гарантировать, что расположение волокон и, следовательно, механические свойства будут совершенно идентичными от одной соединительной тяги к другой. В авиации этот недостаток воспроизводимости механических свойств является чрезвычайно негативным.
Задачи изобретения
Задача данного изобретения состоит в создании цельных соединительных тяг, в которых крепежные средства встроены в корпус соединительной тяги.
Таким образом, задача состоит в изготовлении соединительных тяг, имеющих совершенно однородную структуру, не имеющую какой-либо пористости и прерывистости и отвечающую критериям механической и термической прочности.
Кроме того, задача изобретения состоит в изготовлении соединительной тяги способом, не требующим наличия плавкой сердцевины, а реализуемым путем филаментной намотки.
Сущность изобретения
Настоящее изобретение относится к способу изготовления соединительной тяги, содержащему следующие этапы:
- обеспечение наличия сердечника;
- изготовление внутреннего корпуса путем:
- изготовления первой части путем намотки предварительно пропитанных волокон вокруг указанного сердечника;
- извлечения сердечника;
- сборки первой части со второй частью;
- изготовление наружного корпуса путем намотки предварительно пропитанных волокон вокруг указанного внутреннего корпуса, причем указанные пропитанные волокна идентичны волокнам, используемым при изготовлении первой части;
- изготовление цельного корпуса путем полимеризации сборки, образованной внутренним корпусом и наружным корпусом;
- механическая обработка крепежного элемента на одном конце цельного корпуса.
Согласно отдельным вариантам осуществления изобретения способ содержит по меньшей мере один или соответствующую комбинацию следующих признаков:
- вторую часть изготавливают также путем намотки предварительно пропитанных волокон вокруг указанного сердечника, причем указанные предварительно пропитанные волокна идентичны волокнам, используемым при изготовлении первой части и наружного корпуса;
- способ содержит этап изготовления на второй части заплечика, причем указанный заплечик служит в качестве опоры во время сборки с первой частью;
- чтобы образовать заплечик, во вторую часть вставляют трубу, причем указанную трубу изготавливают способом филаментной намотки с использованием предварительно пропитанных волокон, идентичных волокнам, используемым для внутреннего корпуса и наружного корпуса;
- трубу покрывают слоем смолы перед ее вставкой во вторую часть, причем указанная смола идентична смоле предварительно пропитанных волокон, используемых при изготовлении внутреннего корпуса и наружного корпуса;
- по меньшей мере первую часть частично полимеризуют перед сборкой;
- при изготовлении наружного корпуса на один или оба конца внутреннего корпуса наматывают дополнительные слои предварительно пропитанных волокон;
- способ содержит этап механической обработки крепежного элемента на другом конце цельного корпуса;
- вторая часть представляет собой наконечник, снабженный заплечиком, служащим в качестве опоры при сборке с первой частью;
- при изготовлении наружного корпуса угол филаментной намотки вдоль внутреннего корпуса могут изменять;
- сердечник содержит цилиндрическую часть, соединенную посредством соединительной части с частью, имеющей прямоугольное поперечное сечение.
Кроме того, настоящее изобретение относится к соединительной тяге, содержащей корпус соединительной тяги, выполненный с возможностью соединения двух головок соединительной тяги, причем одна из головок соединительной тяги представляет собой крепежный элемент, отличающейся тем, что корпус соединительной тяги и крепежный элемент образуют цельную сборку, изготовленную из одного и того же композитного материала.
Согласно отдельным вариантам осуществления изобретения соединительная тяга содержит по меньшей мере один или соответствующую комбинацию следующих признаков:
- другая головка соединительной тяги также представляет собой крепежный элемент, причем корпус соединительной тяги и две головки соединительной тяги образуют цельную сборку, изготовленную из одного и того же композитного материала;
- другая головка соединительной тяги содержит наконечник;
- наконечник изготовлен из металла, углерода или пластикового материала;
- по всему поперечному сечению и всему продольному сечению цельной сборки отсутствуют какие-либо прерывистости и пористости.
Краткое описание чертежей
На фиг. 1, уже упомянутой выше, показан общий вид металлических соединительных тяг, выполненных согласно уровню техники, с различными крепежными средствами соединительной тяги;
на фиг. 2, уже упомянутой выше, показан продольный разрез композитной соединительной тяги, выполненной согласно уровню техники (без крепежных средств);
на фиг. 3 показан вид спереди композитной соединительной тяги согласно изобретению;
на фиг. 4 показан продольный разрез одной из составных частей внутреннего корпуса соединительной тяги согласно изобретению и вид сзади этой части;
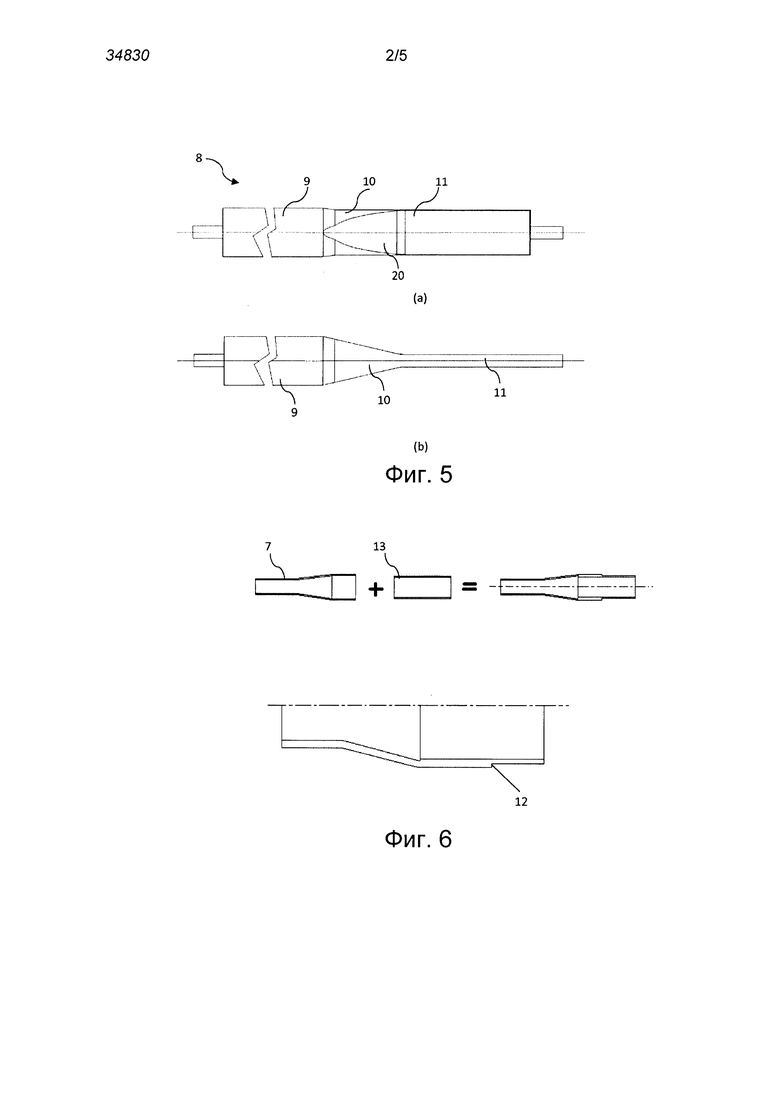
на фиг. 5 и 5а показаны соответственно вид сверху и вид спереди сердечника, используемого для изготовления внутреннего корпуса соединительной тяги согласно изобретению;
на фиг. 6 показана сборка одной из составных частей внутреннего корпуса соединительной тяги согласно изобретению с трубой для образования заплечика, а также половина проекции сборки;
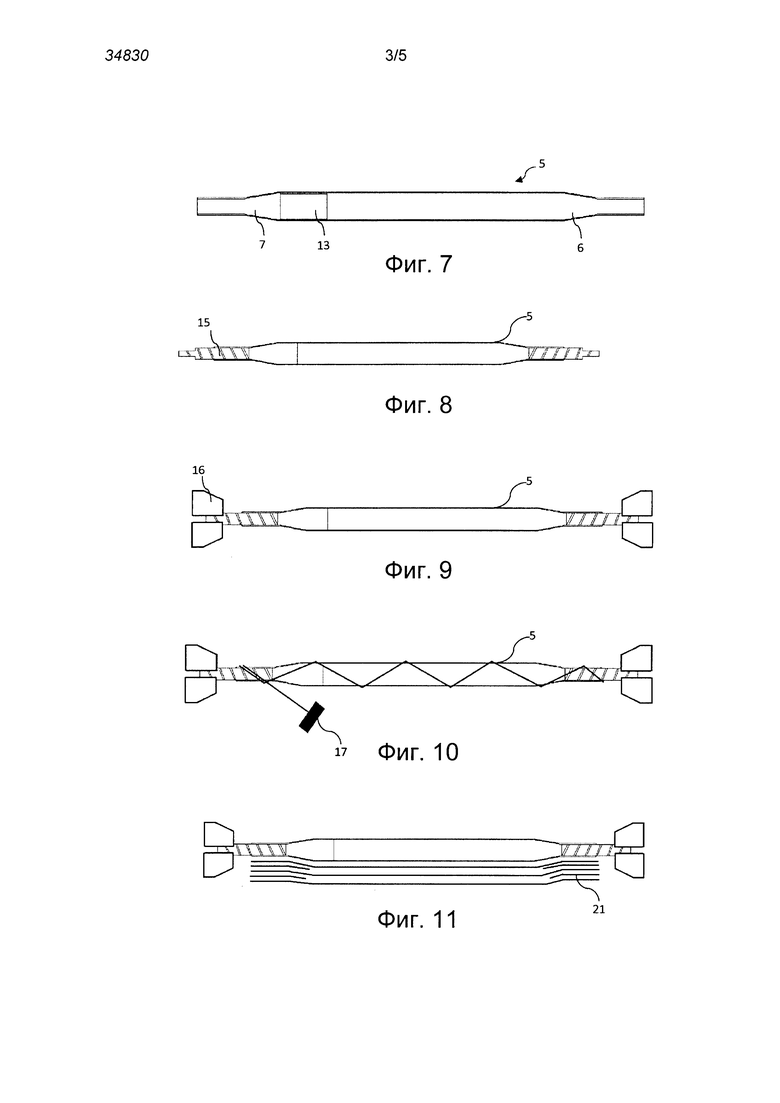
на фиг. 7 показан продольный разрез различных компонентов внутреннего корпуса соединительной тяги согласно изобретению после сборки;
на фиг. 8 показано расположение цапф на концах внутреннего корпуса соединительной тяги согласно изобретению;
на фиг. 9 показано расположение захватов на цапфах, показанных на фиг. 8;
на фиг. 10 показан этап филаментной намотки вокруг внутреннего корпуса;
на фиг. 11 схематично показан комплект слоев волокон, расположенных вокруг внутреннего корпуса, с дополнительными слоями на конце внутреннего корпуса;
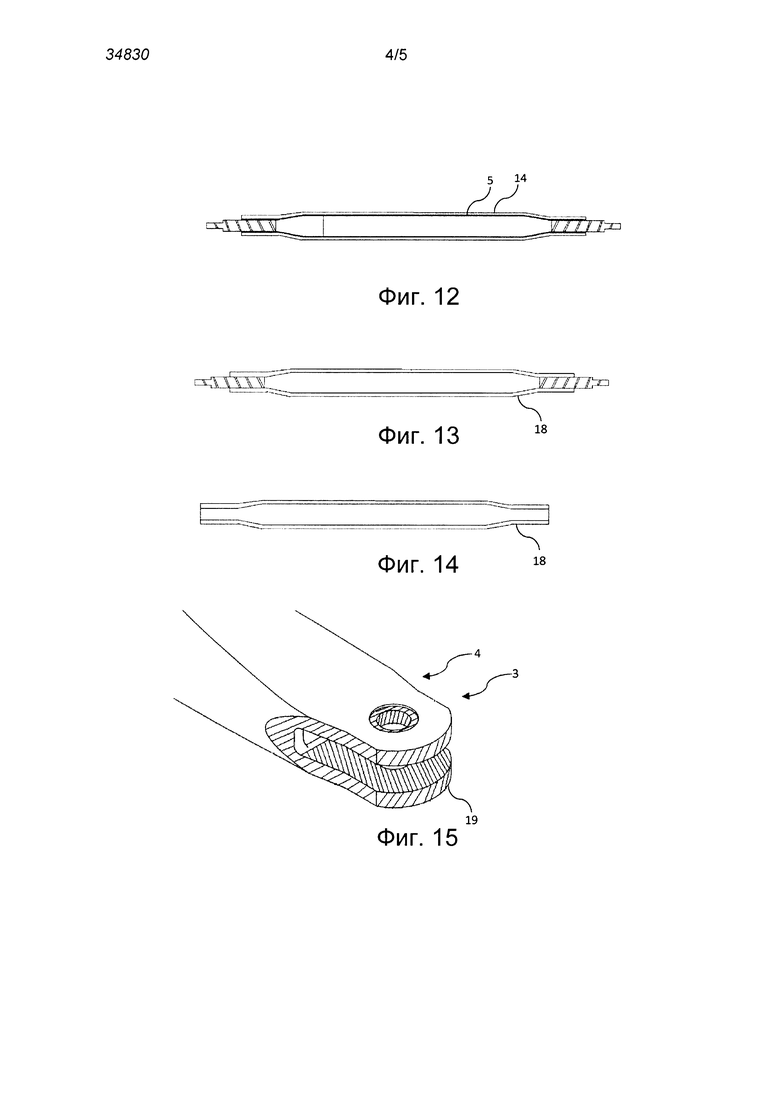
на фиг. 12 показан продольный разрез внутреннего корпуса и наружного корпуса соединительной тяги согласно изобретению перед дополнительным отверждением;
на фиг. 13 и 14 показан продольный разрез цельного корпуса соединительной тяги согласно изобретению после дополнительного отверждения (соответственно до и после удаления цапф);
на фиг. 15 показано трехмерное изображение одного конца соединительной тяги согласно изобретению после механической обработки крепежного элемента;
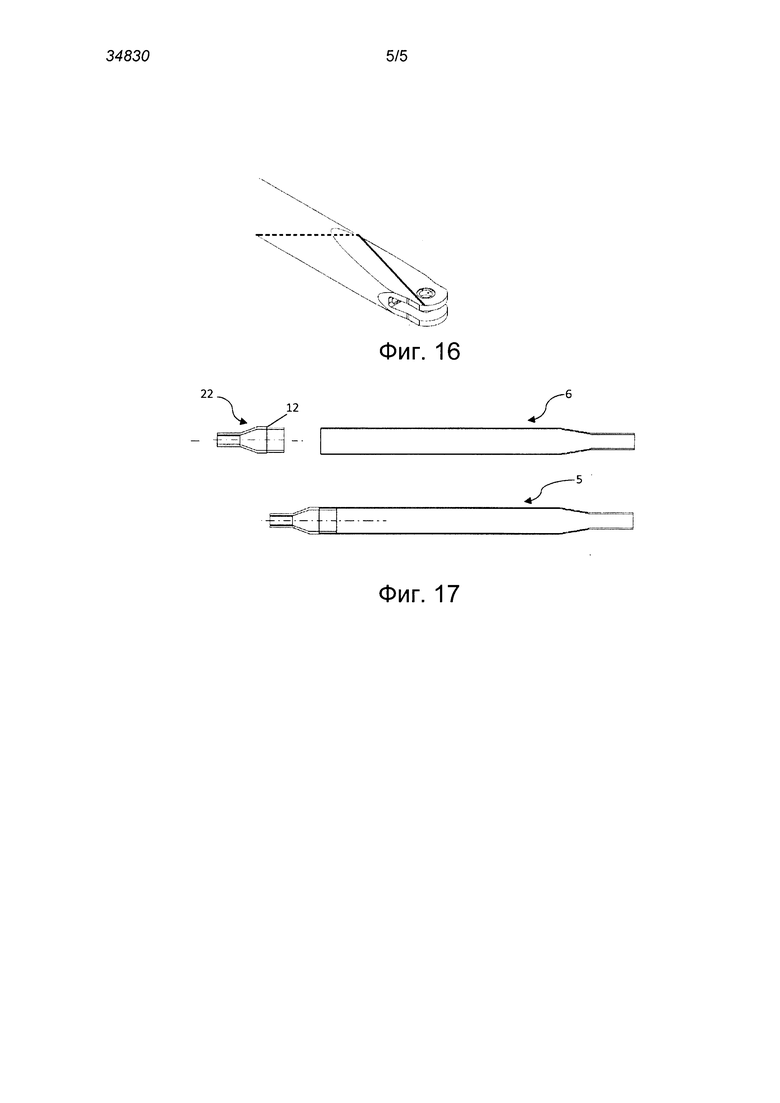
на фиг. 16 показано трехмерное изображение непрерывности волокна между корпусом соединительной тяги и головкой соединительной тяги;
на фиг. 17 на двух продольных частичных разрезах показан этап сборки, согласно одному альтернативному варианту осуществления изобретения, наконечника с одним концом части, показанной на фиг. 4.
Легенда
(1) Соединительная тяга
(2) Цилиндрическая часть соединительной тяги
(3) Головка соединительной тяги
(4) По существу коническая часть
(5) Внутренний корпус
(6) Первая часть
(7) Вторая часть
(8) Сердечник
(9) Цилиндрическая часть сердечника
(10) Соединительная часть сердечника
(11) Часть сердечника, имеющая прямоугольное сечение
(12) Заплечик
(13) Труба
(14) Наружный корпус
(15) Цапфа
(16) Захваты
(17) Предварительно пропитанное волокно
(18) Цельный корпус
(19) Крепежный элемент
(20) Плоская секция
(21) Дополнительный слой
(22) Наконечник
Осуществление изобретения
Настоящее изобретение относится к композитной соединительной тяге. Как показано на фиг. 3, композитная соединительная тяга 1 согласно изобретению содержит полую цилиндрическую часть 2, соединяющую две головки 3 соединительной тяги. Две головки 3 соединительной тяги соединены с цилиндрической частью 2 посредством по существу конической части 4, имеющей увеличивающееся сечение и уменьшающуюся толщину стенки в направлении от головки 3 к цилиндрической части 2, при этом по существу конические части 4 и цилиндрическая часть 2 образуют корпус соединительной тяги.
Согласно изобретению, одна или обе головки соединительной тяги изготовлены из того же материала, что и корпус соединительной тяги, и имеют форму крепежного элемента, например, типа вилки. В результате сборки цилиндрической части 2, конических частей 4 и головок 3 соединительной тяги получают цельную соединительную тягу 1. «Цельная» означает, что вся соединительная тяга изготовлена из одного и того же композитного материала без добавления других материалов, например клея, адгезива или стекловолокна. Это означает, что структура является однородной (без какой-либо прерывистости) по всему вертикальному или продольному разрезу соединительной тяги независимо от места, где сделан разрез. Таким образом, однородная структура не имеет поверхностей разъема, дефектов соединения или дефектов границ контакта. Очевидно, что фраза «цельная соединительная тяга» также относится к соединительной тяге, в которой неотъемлемой частью соединительной тяги является только одна головка соединительной тяги, которая, следовательно, изготовлена из того же материала, что и корпус соединительной тяги, тогда как другая головка содержит наконечник, расположенный так, как описано в заявке WO 2010/149768 А2. В таком случае крепежный элемент может являться неотъемлемой частью прикрепленного наконечника или прикрепленный наконечник может быть снабжен резьбой для последующего принятия в себя крепежного элемента. Этот альтернативный вариант реализации способа также описан в настоящем описании.
Ниже способ согласно изобретению сначала поясняется в отношении изготовления цельной соединительной тяги, содержащей две головки соединительной тяги, изготовленные из такого же материала, что и корпус соединительной тяги.
Первый этап а) состоит в изготовлении внутреннего корпуса, также называемого теряемым сердечником, который, как говорит его название, будет потерян в конечном продукте. Внутренний корпус изготавливают путем сборки двух частей 6, 7, которые, в свою очередь, изготавливают следующим образом. Первую часть 6 изготавливают, как показано на фиг. 4, используя обычный способ филаментной намотки, состоящий в намотке предварительно пропитанного волокна на сердечник (намотка на чертежах не показана), его затвердевания в результате частичной полимеризации и последующем извлечении сердечника. Как показано на фиг.6а и 5b, сердечник 8 имеет цилиндрическую часть 9, которая имеет форму, по существу соответствующую форме соединительной тяги, продолжен соединительной частью 10, соответствующей по существу конической части 4 соединительной тяги, и заканчивается частью 11 прямоугольного сечения, предназначенной для придания головке соединительной тяги формы крепежного элемента. На нижней поверхности и верхней поверхности соединительной части 10 имеется плоская секция 20, проходящая в трех следующих одна за другой плоскостях (см. фиг. 5а).
Вторую часть 7 также изготавливают путем филаментной намотки вокруг сердечника 8 и частичной полимеризации, причем после частичной полимеризации сердечник извлекают. Следует уточнить, что при необходимости две части 6 и 7 могут иметь цилиндрическую часть переменной длины. Например, первая часть может содержать цилиндрическую часть, имеющую большую длину, чем цилиндрическая часть второй части.
Затем на цилиндрической части второго компонента 7 делают заплечик 12. Заплечик 12 образуют, вводя внутрь цилиндрической части трубу 13 до тех пор, пока она не упрется в коническую часть, как показано на фиг. 6, причем очевидно, что наружный диаметр трубы немного меньше внутреннего диаметра цилиндрической части. Согласно изобретению, трубу изготавливают заблаговременно, используя способ филаментной намотки и частичную полимеризацию. Чтобы изготовить цельный корпус согласно изобретению, при изготовлении трубы используют такое же предварительно пропитанное волокно, как при изготовлении частей 6 и 7. Кроме того, перед введением трубы во вторую часть и сборки с первой частью трубу предпочтительно покрывают слоем такой же смолы, что и смола предварительно пропитанных волокон. Это покрытие предназначено для того, чтобы предотвратить образование пористости между частями 6 и 7 и трубой 13 и обеспечить тем самым возможность получения цельной соединительной тяги согласно изобретению.
В альтернативном варианте осуществления изобретения заплечик 12 может быть не образован путем ввода трубы, а изготовлен путем механической обработки второй части 7.
Затем две части 6, 7 собирают так, что первая часть 6 опирается на заплечик 12 второй части 7 (см. фиг. 7).
Второй этап b) состоит в изготовлении наружного корпуса 14 вокруг внутреннего корпуса 5, как показано на фиг. 12. Для этого, после установки цапфы 15 и зажимов 16 на концах внутреннего корпуса 5 для сборки внутреннего корпуса 5 на машине для филаментной намотки, на весь внутренний корпус 5 наматывают предварительно пропитанное волокно 17 (см. фиг. 8-10). Согласно изобретению, при изготовлении внутреннего корпуса и наружного корпуса используют одно и то же пропитанное волокно (одно и то же волокно, одну и ту же смолу), чтобы, в конечном итоге, изготовить изделие, не имеющее прерывистости между этими двумя корпусами. Чтобы получить желаемую толщину на головках соединительной тяги, на концах внутреннего корпуса 5, как показано на фиг. 11, могут быть расположены дополнительные слои 21. Дополнительные слои 21 могут быть расположены на головках соединительной тяги, имеющих прямоугольное сечение, и частично на соединительной части. Добавляя вдоль внутреннего корпуса слои волокна, следующие один за другим, получают законченную внешнюю форму корпуса соединительной тяги, показанную на фиг. 12. Чтобы улучшить механические свойства полученной соединительной тяги, угол намотки на концах могут изменять.
На третьем этапе с) выполняют полимеризацию наружного корпуса 14 и внутреннего корпуса 5, чтобы получить цельный корпус 18, внутренний корпус и наружных корпус которого образуют лишь один корпус, без какой-либо прерывистости или пористости на границе контакта между этими двумя корпусами (см. фиг. 13 и 14). Таким образом, в поперечном сечении отличить внутренний корпус от наружного корпуса уже невозможно.
На четвертом этапе d) в каждой головке 3 соединительной тяги и частично в конической части 4 (см. фиг. 15) путем машинной обработки выполняют крепежный элемент 19. Все заштрихованные области определяют границы частей, изготовленных машинной обработкой, чтобы окончательно сформировать цельную соединительную тягу, как показано на фиг. 3, с вилкой на каждом конце. В альтернативном варианте осуществления изобретения путем машинной обработки могут быть изготовлены только наружные области, обозначенные более редкой штриховкой, причем в этом случае изготавливают крепежный элемент другого типа.
Если, чтобы образовать крепежный элемент, вышеописанной машинной обработке подвергают только одну головку соединительной тяги, а другая головка содержит вставной наконечник, то способ изготовления соединительной тяги, описанный выше, необходимо адаптировать. В соответствии с этим альтернативным вариантом осуществления изобретения, на первом этапе а) на конце части 6, имеющем круговое сечение, устанавливают наконечник 22, снабженный заплечиком 12 (см. фиг. 17). Этот наконечник может быть выполнен из металла, пластика высокой прочности, углерода или любого другого материала, подходящего для целевого применения. Как сказано выше, наконечник могут снабдить резьбой для последующего принятия в себя крепежного элемента или наконечник может содержать крепежный элемент непосредственно.
В результате сборки части 6 с наконечником 22 образуют внутренний корпус 5, вокруг которого на этапе b) наматывают предварительно пропитанное волокно, чтобы так же, как в случае вышеописанного способа, образовать наружный корпус. Этап с) также является эквивалентным. На четвертом этапе d) машинной обработкой, как описано выше, крепежный элемент изготавливают только в одной головке соединительной тяги, имеющей прямоугольное сечение.
Следует уточнить, что в обоих альтернативных вариантах реализации способа формы сердечника, корпуса соединительной тяги и головок соединительной тяги показаны в качестве примера. Так называемая «цилиндрическая» часть соединительной тяги может иметь сечение, отличное от круглого, например овальное, квадратное и так далее, при этом соответствующим образом меняется форма сердечника. То же самое относится к так называемой «по существу конической» части и головкам соединительной тяги, имеющим прямоугольное сечение перед изготовлением крепежных элементов машинной обработкой. Аналогично, головки соединительной тяги после машинной обработки показаны в виде вилки, но в зависимости от потребностей они могут иметь другую форму.
Согласно изобретению волокна предпочтительно представляют собой углеродные волокна, а смолу необходимо выбирать так, чтобы обеспечить достаточную жесткость всех составных частей соединительной тяги перед дополнительным отверждением на этапе с). Например, это может быть эпоксидная смола.
Преимущества способа согласно изобретению
- Согласно настоящему изобретению всю соединительную тягу, включая соединительный(е) элемент(ы) изготавливают из одного и того же предварительно пропитанного волокна. Благодаря использованию одной и той же смолы и одного и того же волокна обеспечена возможность изготовления при дополнительном отверждении на этапе с) цельного корпуса, при использовании которого не возникают различные проблемы, связанные с относительным тепловым расширением.
- Благодаря изготовлению соединительных тяг, содержащих крепежные элементы, обеспечена возможность снижения расходов, так как теперь уже не требуется устанавливать крепежные элементы в процессе дополнительных этапов.
- Благодаря изготовлению всей соединительной тяги из композитного материала обеспечена возможность уменьшения веса в сравнении с соединительной тягой с прикрепленными металлическими наконечниками.
- Как показано на фиг. 16, волокно между корпусом соединительной тяги и вилкой проходит непрерывно. Это обеспечивает возможность улучшения усталостных характеристик, так как если вилки находятся под механическим напряжением, это воздействие воспринимается волокном корпуса соединительной тяги.
- Способ согласно изобретению отличается гибкостью. Он обеспечивает возможность изготовления соединительной тяги, содержащей на одном конце крепежный элемент, а на другом конце резьбовой наконечник, в который впоследствии ввинчивают крепежный элемент. Соединительная тяга этого типа обладает тем преимуществом, что она имеет изменяемую длину (благодаря наличию резьбы) в зависимости от потребности и имеющегося в самолете пространства.
- Кроме того, способ согласно изобретению имеет преимущество, заключающееся в том, что он обеспечивает возможность изготовления сложной детали с использованием обычных способов филаментной намотки, что снижает расходы на изготовление. Выигрыш заключается в применении способов и конструкции самой соединительной тяги.
- Способ согласно изобретению не требует наличия плавкого сердечника. Это обеспечивает возможность:
- снижения расходов на изготовление;
- изготовления соединительных тяг с меньшим соотношением диаметр/длина, без разрушения и изгиба сердечника;
- изготовления соединительных тяг, имеющих малое межцентровое расстояние у вилок, которое может составлять всего лишь 3 мм;
- получения лучшей отделки поверхности внутри соединительной тяги и, следовательно, лучшего приема сигнала во время ультразвукового контроля.
Изобретение относится к способу изготовления соединительной тяги путем филаментной намотки. Техническим результатом является изготовление соединительных тяг, имеющих однородную структуру с достаточной механической и термической прочностью. Технический результат достигается способом изготовления соединительной тяги путем филаментной намотки, который содержит этап обеспечения наличия сердечника. Изготовление внутреннего корпуса путем изготовления первой части путем намотки предварительно пропитанных волокон вокруг сердечника, извлечения сердечника и сборки первой части со второй частью. Изготовление наружного корпуса путем намотки предварительно пропитанных волокон вокруг указанного внутреннего корпуса. Причем указанные предварительно пропитанные волокна идентичны волокнам, используемым при изготовлении первой части. Изготовление цельного корпуса путем полимеризации сборки, образованной внутренним корпусом и наружным корпусом. Механическая обработка крепежного элемента на одном конце цельного корпуса. Причем цельный корпус и крепежный элемент выполнены из одного и того же композитного материала. 2 н. и 15 з.п. ф-лы, 17 ил.
1. Способ изготовления соединительной тяги (1) путем филаментной намотки, содержащий следующие этапы:
- обеспечение наличия сердечника (8);
- изготовление внутреннего корпуса (5) путем:
- изготовления первой части (6) путем намотки предварительно пропитанных волокон (17) вокруг указанного сердечника (8);
- извлечения сердечника (8);
- сборки первой части (6) со второй частью (7, 22);
- изготовление наружного корпуса (14) путем намотки предварительно пропитанных волокон (17) вокруг указанного внутреннего корпуса (5), причем указанные предварительно пропитанные волокна (17) идентичны волокнам, используемым при изготовлении первой части (6);
- изготовление цельного корпуса (18) путем полимеризации сборки, образованной внутренним корпусом (5) и наружным корпусом (14);
- механическая обработка крепежного элемента (19) на одном конце цельного корпуса (18), причем цельный корпус (18) и крепежный элемент (19) выполнены из одного и того же композитного материала.
2. Способ по п. 1, в котором вторую часть (7) изготавливают также путем намотки предварительно пропитанных волокон (17) вокруг указанного сердечника (8), причем указанные пропитанные волокна (17) идентичны волокнам, используемым при изготовлении первой части (6) и наружного корпуса (14).
3. Способ по п. 1, содержащий этап изготовления на второй части (7) заплечика (12), причем указанный заплечик (12) служит в качестве опоры во время сборки с первой частью (6).
4. Способ по п. 3, в котором, чтобы образовать заплечик (12), во вторую часть (7) вставляют трубу (13), причем указанную трубу (13) изготавливают способом филаментной намотки с использованием предварительно пропитанных волокон (17), идентичных волокнам, используемым для внутреннего корпуса (5) и наружного корпуса (14).
5. Способ по п. 4, в котором трубу (13) покрывают слоем смолы перед ее вставкой во вторую часть (7), причем указанная смола идентична смоле предварительно прописанных волокон, используемых при изготовлении внутреннего корпуса (5) и наружного корпуса (14).
6. Способ по любому из пп. 1-5, в котором по меньшей мере первую часть (6) частично полимеризуют перед сборкой.
7. Способ по любому из пп. 1-5, в котором при изготовлении наружного корпуса (14) на один конец или оба конца внутреннего корпуса (5) наматывают дополнительные слои (21) предварительно пропитанных волокон (17).
8. Способ по любому из пп. 1-5, содержащий этап механической обработки крепежного элемента (19) на другом конце цельного корпуса (18).
9. Способ по п. 1, в котором вторая часть представляет собой наконечник (22), снабженный заплечиком (12), служащим в качестве опоры при сборке с первой частью (6).
10. Способ по п. 7, в котором вторая часть представляет собой наконечник (22), снабженный заплечиком (12), служащим в качестве опоры при сборке с первой частью (6).
11. Способ по любому из пп. 1-5, 9 или 10, в котором при изготовлении наружного корпуса (14) угол филаментной намотки вдоль внутреннего корпуса (5) могут изменять.
12. Способ по любому из пп. 1-5, 9 или 10, в котором сердечник (8) содержит цилиндрическую часть (9), соединенную посредством соединительной части (10) с частью (11), имеющей прямоугольное поперечное сечение.
13. Соединительная тяга (1), содержащая корпус (2, 4) соединительной тяги, выполненный с возможностью соединения двух головок (3) соединительной тяги, причем одна из головок соединительной тяги представляет собой крепежный элемент (19), отличающаяся тем, что корпус (2, 4) соединительной тяги и крепежный элемент (19) образуют цельную сборку, изготовленную из одного и того же композитного материала.
14. Соединительная тяга (1) по п. 13, в которой другая головка (3) соединительной тяги также представляет собой крепежный элемент (19), причем корпус (2, 4) соединительной тяги и две головки (3) соединительной тяги образуют цельную сборку, изготовленную из одного и того же композитного материала.
15. Соединительная тяга (1) по п. 13, в которой другая головка (3) соединительной тяги содержит наконечник (22).
16. Соединительная тяга (1) по п. 15, в которой наконечник (22) изготовлен из металла, углерода или пластикового материала.
17. Соединительная тяга (1) по любому из пп. 13-16, в которой по всему поперечному сечению и всему продольному сечению цельной сборки отсутствуют какие-либо прерывистости и пористости.
| Открытое рабочее колесо грязевого насоса | 1977 |
|
SU626250A1 |
| Открытое рабочее колесо грязевого насоса | 1977 |
|
SU626250A1 |
| WO 2010149768 A3, 29.12.2010 | |||
| WO 2010084286 A1, 29.07.2010 | |||
| WO 2008066606 A1, 05.06.2008 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЯГИ ИЗ КОМПОЗИТНОГО МАТЕРИАЛА | 2006 |
|
RU2379185C1 |

