Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к трансмиссионному валу и способу изготовления, применяемому для изготовления указанного трансмиссионного вала.
[0002] Настоящее изобретение относится также к соединительной детали, выполненной с возможностью расположения на одном конце корпуса трансмиссионного вала.
Известный уровень техники
[0003] Трансмиссионный вал состоит из корпуса и соединительных деталей, расположенных на концах корпуса, которые предназначены для обеспечения связи, например, с коробкой передач или универсальным шарниром. Примером практического применения в авиационной отрасли является применение трансмиссионных валов для приведения в движение закрылков крыльев самолета. Другим примером практического применения в автотранспортной отрасли является применение трансмиссионных валов между коробкой передач и задней осью транспортного средства.
[0004] Известно изготовление корпуса вала из композиционного материала и прикрепление к корпусу металлических соединительных деталей. Так, например, в документах US 7874925 и US 2006/0258469 описан способ изготовления вала с трубой из композиционного материала и металлическими муфтами, напрессованными в осевом направлении на концы полимерной трубы. Муфты снабжены зубьями, выполненными с возможностью процарапывания желобков в наружной поверхности трубы, за счет которых образуется механическая связь между трубой и муфтами. Образование таких желобков приводит к возникновению обрезков, которые в случае, рассмотренном в документе US 7874925, собираются в углублениях, приточенных рядом с зубьями в соединительных деталях.
[0005] Основным недостатком способа, описанного в этих документах, является то, что для прикрепления соединительной детали к корпусу вала приходится повреждать трубу. Это может вызывать появление трещин, которые в процессе эксплуатации будут увеличиваться. Кроме того, наличие обрезков и углублений, предназначенных для сбора в них обрезков, препятствует достижению идеального контакта между соединительной деталью и трубой. Узел труба - соединительная деталь, таким образом, образует конструкцию с зазорами и порами, которые с течением времени отрицательно сказываются на механической прочности детали, причем указанная деталь является более чувствительной к условиям окружающей среды (влажности, колебаниям температуры, внешним повреждающим элементам, таким как масла и антиобледенители) и имеет более низкую усталостную прочность, когда направление вращения изменяется на обратное. Кроме того, труба и муфты образуют механический узел с различными несущими нагрузку зонами вследствие разных механических свойств деформированной трубы и обрезков.
[0006] Из документа DE 102011053480 известен способ изготовления соединительного штока, согласно которому полый корпус, который не был подвергнут отверждению (т.е. который еще может деформироваться), отводят назад в радиальном направлении и затем задвигают в концевую часть. Затем помещают внутрь всего корпуса надувной элемент так, что концы его наружной поверхности сопрягаются с внутренней поверхностью концевой части. Другими словами, корпус в форме мягкой гильзы надувают путем создания повышенного давления внутри корпуса. Недостатком этого способа является точный контроль степени расширения и, следовательно, внутреннего диаметра корпуса. Без точного контроля внутренний диаметр может изменяться вдоль оси корпуса и от одной партии к другой. В авиационной отрасли и других отраслях допуски малы. Очень важно гарантировать соблюдение размеров с точностью до одной десятой миллиметра. Кроме того, поскольку расширение происходит на протяжении всего вала, указанное расширение должно происходить внутри формы, что ведет к увеличению расходов на механическую обработку.
[0007] Из документа DE 3408650 известен способ изготовления вала путем намотки нити и помещения тканевой трубы на сердечник из вспененного материала. После изготовления сердечник остается внутри вала. Это означает, что инструмент утрачивают с каждой деталью и имеет место увеличение веса, что неприемлемо в авиации. Этот способ тоже имеет недостаток, заключающийся в том, что требуются усиливающие элементы и связующие материалы, которые несовместимы с целью обеспечения однородности конструкции во всем корпусе, при этом однородная конструкция рекомендуется во избежание возникновения проблем с относительным расширением внутри корпуса вала.
Задачи изобретения
[0008] Задачей настоящего изобретения является предоставление способа изготовления трансмиссионных валов, в котором удерживают весь корпус во время прикрепления муфт к концам корпуса вала.
[0009] Задачей настоящего изобретения также является предоставление способа изготовления трансмиссионного вала, имеющего точные геометрические размеры, которые являются регулируемыми в течение всего процесса осуществления способа.
[0010] Задачей настоящего изобретения также является предоставление трансмиссионного вала, который не имеет зазоров или пор между муфтой и корпусом трансмиссионного вала и который имеет однородную конструкцию по всему корпусу.
Раскрытие сущности изобретения
[0011] Настоящее изобретение относится к способу изготовления трансмиссионного вала, содержащего корпус, изготовленный из композиционного материала, и соединительную деталь на одном конце корпуса, причем указанная соединительная деталь является полой и имеет на своей внутренней поверхности шлицы, при этом основание шлицев ограничивает периметр окружности диаметром D2 и выступ шлицев ограничивает периметр окружности диаметром D1,
отличающемуся тем, что указанный способ включает следующие последовательные этапы:
- заготовление оправки, имеющей расширяемую часть и нерасширяемую часть;
- изготовление корпуса путем намотки на оправку предварительно пропитанных волоконных нитей;
- расположение соединительной детали вокруг корпуса на расширяемой части оправки;
- расширение расширяемой части оправки для заполнения основания шлицев предварительно пропитанными волокнами корпуса;
- отверждение корпуса, снабженного соединительной деталью.
[0012] Согласно конкретным вариантам осуществления изобретения способ включает по меньшей мере один или подходящую комбинацию следующих признаков:
- соединительную деталь размещают вокруг корпуса до осуществления отверждения корпуса;
- наружный диаметр корпуса, образованного путем намотки нити, немного меньше диаметра D1;
- шлицы проходят вдоль всей длины соединительной детали;
- внутренняя поверхность соединительной детали имеет канавку, проходящую перпендикулярно шлицам, и расширение расширяемой части оправки обеспечивает также возможность заполнения канавки предварительно пропитанными волокнами корпуса;
- трансмиссионный вал имеет на каждом из своих концов соединительную деталь, и оправка содержит нерасширяемую часть, подпертую на каждом конце расширяемой частью.
[0013] Настоящее изобретение относится также к трансмиссионному валу, имеющему корпус из композиционного материала и полую соединительную деталь, расположенную вокруг корпуса на одном из его концов, причем внутренняя поверхность указанной соединительной детали имеет шлицы, при этом указанный корпус из композиционного материала полностью заполняет шлицы так, чтобы обеспечить контакт в каждой точке между корпусом и шлицами, не оставляя зазоров.
[0014] Согласно конкретным вариантам осуществления изобретения трансмиссионный вал содержит по меньшей мере один или подходящую комбинацию следующих признаков:
- шлицы проходят вдоль всей длины соединительной детали;
- внутренняя поверхность соединительной детали имеет канавку, проходящую перпендикулярно шлицам;
- канавка или канавки проходят по всему периметру соединительной детали;
- трансмиссионный вал имеет соединительную деталь на каждом конце корпуса.
[0015] Настоящее изобретение относится также к полой соединительной детали, которая имеет на своей внутренней поверхности шлицы, которые проходят вдоль всей длины соединительной детали.
[0016] Согласно конкретным вариантам осуществления изобретения соединительная деталь содержит по меньшей мере один или подходящую комбинацию следующих признаков:
- внутренняя поверхность соединительной детали имеет одну или несколько канавок, проходящих перпендикулярно шлицам;
- основание шлицев является плоским;
- выступы шлицев являются усеченными.
[0017] И наконец, настоящее изобретение относится к трансмиссионному валу, который содержит соединительную деталь, описанную выше.
Краткое описание чертежей
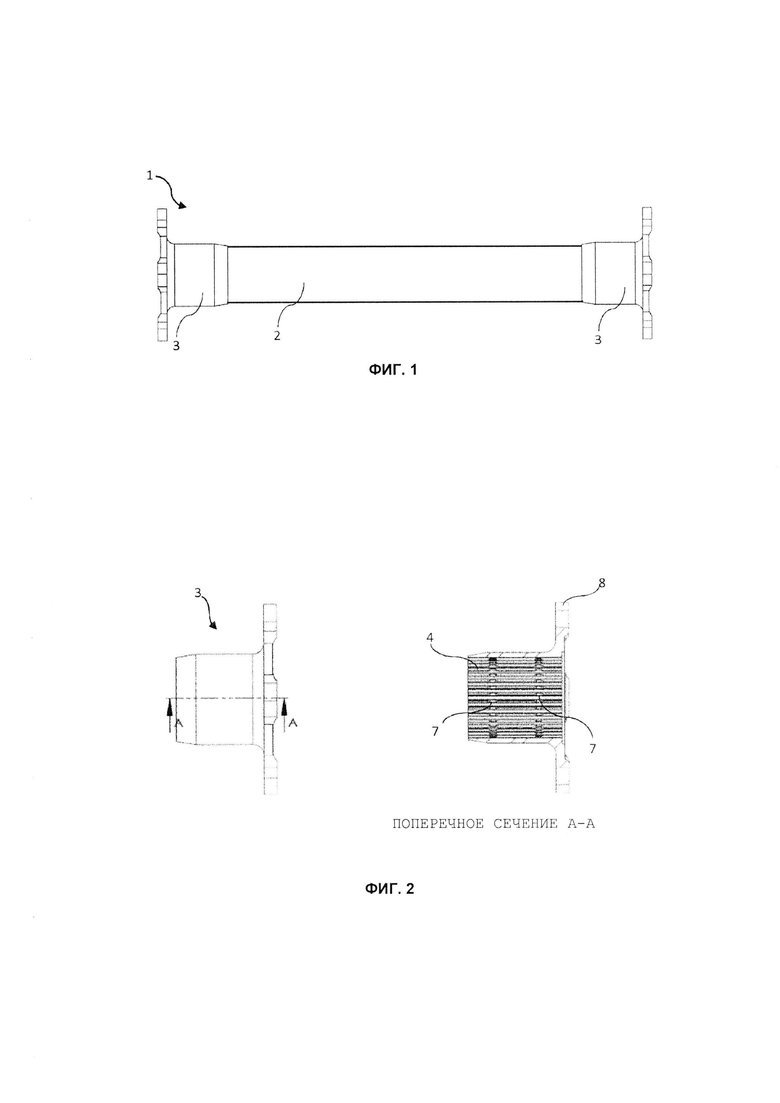
[0018] На фиг. 1 представлен вид сбоку трансмиссионного вала согласно изобретению.
[0019] На фиг. 2 показан вид сбоку муфты согласно изобретению и поперечный разрез вдоль линии А-А.
[0020] На фиг. 3 показан вид сбоку муфты согласно изобретению, вид в увеличенном масштабе зоны В, демонстрирующий радиус на выступе (R1) и на основании (R2) шлицев, и поперечный разрез, демонстрирующий геометрию шлицев.
[0021] На фиг. 4 показан осевой поперечный разрез трех оправок, сборка которых осуществлена согласно изобретению. Средняя оправка является нерасширяемой, и оправки, находящиеся по обе стороны от нее, являются расширяемыми.
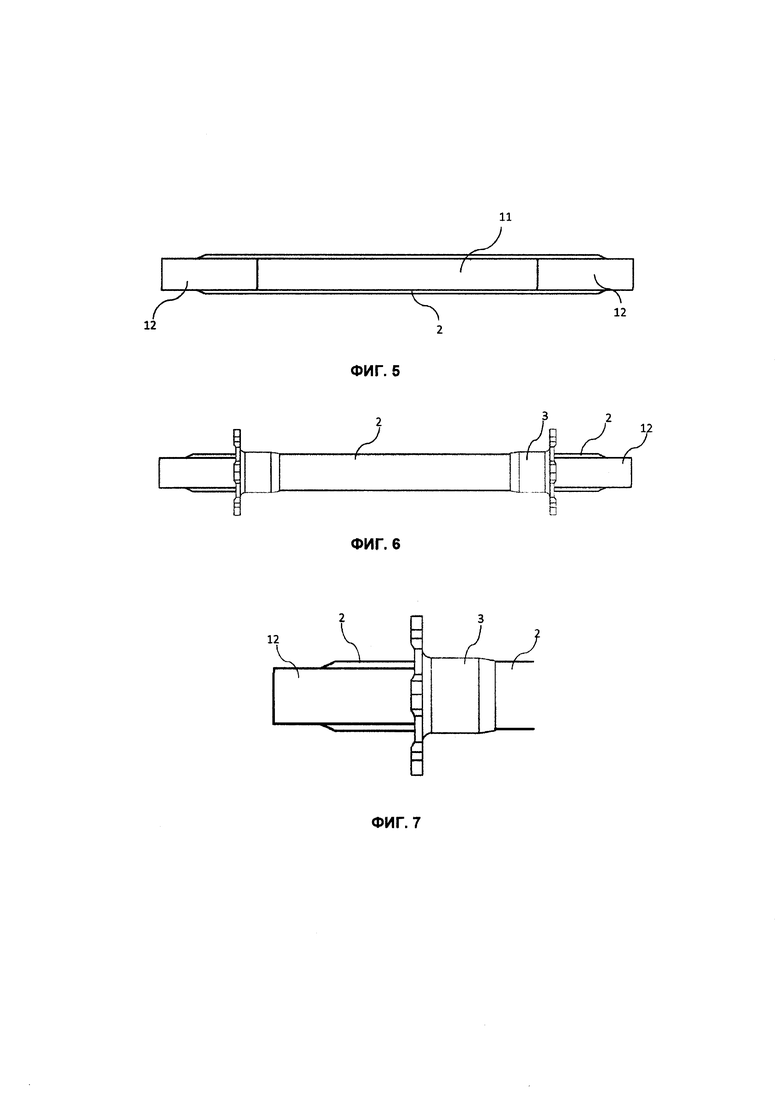
[0022] На фиг. 5 показан осевой поперечный разрез трубы согласно изобретению, полученной путем намотки нити на три оправки.
[0023] На фиг. 6 показан осевой поперечный разрез соединительных деталей, надвигаемых на трубу, согласно изобретению.
[0024] На фиг. 7 показан вид в увеличенном масштабе одной из соединительных деталей по фиг. 6, прикрепленной вокруг трубы.
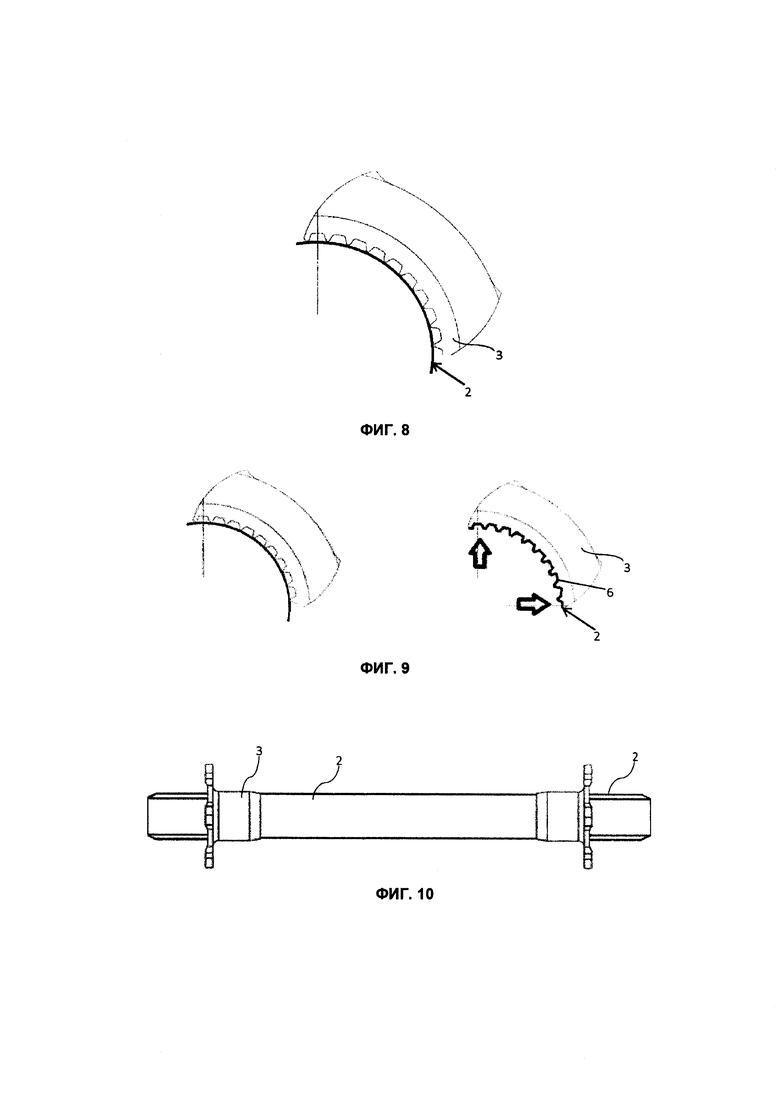
[0025] На фиг. 8 представлен частичный вид, демонстрирующий положение трубы внутри соединительной детали до расширения расширяемой оправки.
[0026] На фиг. 9 показаны два частичных вида, демонстрирующих положение трубы внутри соединительной детали до и после расширения расширяемой оправки.
[0027] На фиг. 10 показан узел в сборе по фиг. 6 после удаления оправок.
[0028] Обозначения
(1) Трансмиссионный вал
(2) Труба, называемая также корпусом трансмиссионного вала
(3) Соединительная деталь, называемая также муфтой
(4) Шлиц, называемый также продольной канавкой, на внутренней стенке, называемой также внутренней поверхностью, соединительной детали
(5) Зуб, называемый также шлицевым выступом
(6) Основание шлица, называемое также выемкой
(7) Поперечная канавка
(8) Фланец
(9) Крепежное отверстие
(10) Оправка
(11) Нерасширяемая часть оправки
(12) Расширяемая часть оправки
Осуществление изобретения
[0029] Настоящее изобретение относится к способу изготовления трансмиссионного вала и к трансмиссионному валу, полученному с помощью указанного способа. Изобретение относится также к соединительной детали, расположенной на одном конце вала, причем особая форма этой детали дает возможность оптимизировать нагрузочную способность и при эксплуатации обеспечивает идеальный контакт между соединительной деталью и корпусом вала.
[0030] Трансмиссионный вал 1, как показано на фиг. 1, содержит трубу 2, изготовленную из композиционного материала, и соединительную деталь 3, расположенную на каждом конце трубы 2. Соединительная деталь 3, показанная на фиг. 2 и 3, является полой и выполнена с возможностью монтажа вокруг трубы 2. Цилиндрическая внутренняя стенка соединительной детали имеет ряд продольных канавок 4, называемых также шлицами, проходящих параллельно осевому направлению детали вдоль всей длины внутренней стенки. Более конкретно, внутренняя стенка со шлицами имеет непрерывный ряд зубьев 5, отделенных друг от друга плоским основанием 6. Отверстие в выступе зубьев составляет до 55°, как показано на фиг. 3. Зубья предпочтительно затуплены во избежание возникновения повреждения волокна трубы из композиционного материала во время изготовления вала. Вследствие этого вершина зуба может иметь усеченный край. Вершина зуба 5, называемого также шлицевым выступом, ограничивает окружность диаметром D1 (обозначена как R1 для радиуса 1) и ровное основание 6, называемое также основанием шлица, ограничивает окружность диаметром D2 (обозначена как R2 для радиуса 2), как показано на фиг. 3.
[0031] Кроме того, внутренняя стенка муфты может иметь одну или несколько поперечных канавок 7, проходящих по всему периметру цилиндра в направлении, перпендикулярном продольным канавкам 4, и пересекающих последние.
[0032] Наружная стенка муфты снабжена на одном конце фланцами 8, имеющими отверстия 9 для болтового соединения, за которыми идет цилиндрическая часть, в которой толщина стенки вначале является постоянной перед сужением по направлению к другому концу соединительной детали (см. фиг. 2 и 3).
[0033] Согласно изобретению трансмиссионный вал изготавливают следующим образом.
[0034] На первом этапе изготавливают трубу 2, называемую также корпусом вала, путем намотки нитью одного или нескольких слоев предварительно пропитанных волокон на цельную металлическую оправку 10, имеющую три части, которые показаны на фиг. 4. Эта оправка является жесткой и имеет модуль Юнга свыше 60 ГПа для точного контроля расширения оправки во время третьего этапа, чтобы получить корпус с внутренним диаметром, который совершенно не изменятся вдоль оси корпуса. Первая часть 11 оправки является ровной и нерасширяемой и подперта на каждом конце расширяемой ровной частью 12. Три части имеют одинаковый диаметр, равный внутреннему диаметру изготовляемой трубы. После намотки нитью слоев волокон получают трубу 2, показанную на фиг. 5. Наружный диаметр трубы немного меньше диаметра D1 на шлицевом выступе, что делает возможным, чтобы муфты надвигались на трубу на втором этапе, не повреждая трубу. На этом этапе труба еще не подвергнута циклу отверждения.
[0035] Второй этап включает размещение муфт 3 вокруг трубы 2 на расширяемых частях 12 оправки (см. фиг. 6 и 7). Вся соединительная деталь 3 расположена вокруг трубы 2 на его концах или вблизи них, и остаток композиционного материала 2 может оставаться сзади соединительной детали 3, как показано на фиг. 6 и 7. В ходе этого этапа трубу 2 из композиционного материала размещают внутри муфты 3, как показано схематически на фиг. 8. Труба 2 касается выступа шлицев, но не входит в контакт с основаниями и боковыми сторонами шлицев.
[0036] Третий этап включает открывание и расширение расширяемой части 12 оправок. Открывание оправок будет вынуждать волокно входить в продольные канавки 4 на всем протяжении до основания 6 шлица (см. фиг. 9). Кроме того, волокно входит в поперечные канавки, если они есть в соединительной детали, что обеспечивает закрепление муфты в осевом направлении.
[0037] На четвертом этапе осуществляют отверждение трубы 2, чтобы обеспечить полимеризацию волокна, предварительно пропитанного смолой, и завершить закрепление муфт.
[0038] Пятый этап включает удаление оправки (см. фиг. 10).
[0039] И наконец, шестой этап включает зачистку остатков из трубы 2 из композиционного материала сзади фланцев соединительной детали, если эти остатки имеются, чтобы получить готовый вал по фиг. 1.
[0040] Полученный таким образом приводной вал изготовлен из композиционного материала, который полностью заполняет шлиц муфты.
[0041] Согласно изобретению и в качестве примера корпус трансмиссионного вала изготовлен с использованием углеродных волокон и муфта изготовлена из металла, синтетического материала или композиционного материала.
[0042] И наконец, следует отметить, что способ описан применительно к валу, снабженному соединительной деталью на каждом конце. Настоящее изобретение распространяется также на способ изготовления вала с соединительной деталью только на одном конце, в котором другой конец может представлять собой, например, штырь вилочного захвата.
Преимущества способа, трансмиссионного вала и соединительной детали согласно изобретению
[0043] Преимущества вала вытекают из особенностей, обеспечиваемых намоткой нити с такой степенью натяжения волокна, которая обеспечивает оптимизацию механических свойств волокна при его закреплении путем расширения, в результате чего обеспечивается идеальный контакт между соединительной деталью и корпусом. Этот идеальный контакт между трубой и муфтами означает, что не требуется связующее для улучшения адгезии. Кроме того, в отличие от валов в известном уровне техники не требуется армирование внутри трубы, поскольку нет необходимости в поддержании стенок трубы во время выполнения этапа расширения для предотвращения разрушения стенок трубы при размещении соединительной детали.
[0044] Механическое расширение с использованием жесткой оправки помогает точно контролировать расширение, основываясь на радиальном перемещении оправки, в отличие от расширения путем вдувания газа, где контроль обеспечивается путем измерения давления. Таким образом, способ согласно изобретению позволяет изготавливать валы с точностью соблюдения размеров до 0,1 мм.
[0045] Кроме того, может прикладываться более высокое давление из-за радиального перемещения оправки. В результате этого обеспечивается контакт между шлицами и корпусом, не имеющий пор, даже в том случае, если зубья являются крутыми с углом раскрыва шлицевого выступа, равным или меньшим 55°. Дело обстоит не так для расширения газа, где профиль зубьев должен быть менее крутым для исключения возможности образования зазоров на основании зубьев.
[0046] Кроме того, поскольку расширение осуществляется только в конкретных точках, для осуществления способа не требуется формование, а требуется лишь применение одной установочной планки, в результате чего значительно снижается стоимость инструментов, требуемых для осуществления способа.
[0047] Способ, предлагаемый согласно изобретению, имеет то преимущество, что волокна формируют во время третьего этапа до того, как произошла полимеризация смолы. Это означает, что смола все еще вязкая. Такое формирование способствует установлению идеального контакта между трубой из композиционного материала и муфтой. Предварительно пропитанные волокна заполняют канавки, не повреждаясь при этом. Этим полностью исключается опасность появления и расширения трещин, и вал образует единое целое без пор.
[0048] В процессе изготовления вала не образуются обрезки. Следовательно, муфта может быть образована исключительно на его внутренней поверхности с помощью шлица с основанием и выступом без задней зоны, предназначенной для сбора обрезков.
[0049] Продольные канавки обеспечивает возможность передачи скручивающей нагрузки идеально и без люфта между муфтой и трубой из композиционного материала. Канавки проходят вдоль всей длины соединительной детали, что помогает поддерживать идеальный контакт между трубой и соединительной деталью вдоль всей длины последней, что не рассматривается в документах US 7874925 и US 2006/0258469. Эта последняя, зона без канавок, которую можно назвать зоной введения в зацепление, необходима для свободного перемещения соединительной детали вокруг трубы, т.е. концентрически, до деформации трубы в зоне с канавками. Без этой зоны был бы необходим инструмент для позиционирования для обеспечения правильного позиционирования соединительной детали до выдалбливания желобков в трубе.
[0050] Поперечные канавки обеспечивают возможность позиционирования и опору для осевой нагрузки между трубой из композиционного материала и муфтой, при этом количество поперечных канавок зависит от продольной нагрузки, которая должна поглощаться муфтой.
[0051] Кроме того, и в отличие от документа US 7874925, способ прикрепления соединительных деталей к трубе из композиционного материала и геометрия шлицев соединительных деталей не приводят к возникновению остаточных механических напряжений после сборки. Этот принцип соединения соединительной детали с трубой из композиционного материала исключает необходимость в установке прокладки внутри трубы из композиционного материала для предотвращения разрушения стенки из композиционного материала при передаче крутящего момента. Это имеет целью уменьшить массу собранного узла и уменьшить производственные затраты.
[0052] Волокно является непрерывным вплоть до конца трубы, в отличие от трансмиссионных валов в документах US 7874925 и US 2006/0258469, где волокна разрезаны на концах трубы вдоль продольной поверхности волокон, что ведет к разупрочнению материала.

Изобретение относится к способу изготовления трансмиссионного вала. Вал содержит корпус, изготовленный из композиционного материала, и соединительную деталь на одном конце корпуса, причем указанная соединительная деталь является полой и имеет на своей внутренней поверхности шлицы. При этом основание шлицев ограничивает периметр окружности диаметром D2 и выступ шлицев ограничивает периметр окружности диаметром D1. Указанный способ включает следующие последовательные этапы: заготовление оправки, имеющей расширяемую часть и нерасширяемую часть; изготовление корпуса путем намотки предварительно пропитанных волоконных нитей на оправку; расположение соединительной детали вокруг корпуса на расширяемой части оправки; расширение расширяемой части оправки для заполнения основания шлицев пропитанными волокнами корпуса; отверждение корпуса, снабженного соединительной деталью. Изобретение обеспечивает однородность конструкции во всем корпусе. 3 н. и 11 з.п. ф-лы, 10 ил.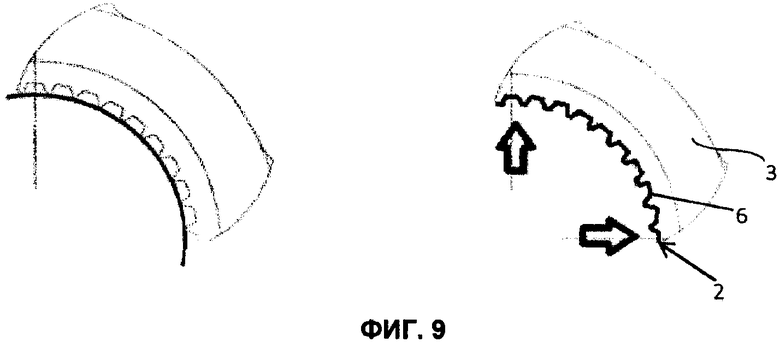
1. Способ изготовления трансмиссионного вала (1), содержащего корпус (2) из композиционного материала и соединительную деталь (3) на одном конце корпуса (2), причем указанная соединительная деталь (3) является полой и имеет на своей внутренней поверхности шлицы (4), при этом основание (6) шлицев (4) ограничивает периметр окружности диаметром D2 и выступ (5) шлицев (4) ограничивает периметр окружности диаметром D1,
отличающийся тем, что указанный способ включает следующие последовательные этапы:
- заготовление оправки (10), имеющей расширяемую часть (12) и нерасширяемую часть (11);
- изготовление корпуса (2) путем намотки на оправку (10) предварительно пропитанных волоконных нитей;
- расположение соединительной детали (3) вокруг корпуса (2) на расширяемой части (12) оправки (10);
- расширение расширяемой части (12) оправки (10) для заполнения основания (6) шлицев (4) предварительно пропитанными волокнами корпуса (2);
- отверждение корпуса (2), снабженного соединительной деталью (3);
- удаление оправки (10).
2. Способ по п. 1, отличающийся тем, что соединительную деталь (3) размещают вокруг корпуса (2) до отверждения корпуса.
3. Способ по п. 1 или 2, отличающийся тем, что наружный диаметр корпуса (2), образованного путем намотки нити, немного меньше диаметра D1.
4. Способ по п. 1 или 2, отличающийся тем, что оправка (10) является металлической.
5. Способ по п. 1 или 2, отличающийся тем, что шлицы (4) проходят вдоль всей длины соединительной детали (3).
6. Способ по п. 1 или 2, отличающийся тем, что внутренняя поверхность соединительной детали (3) имеет канавку (7), проходящую перпендикулярно шлицам (4), и расширение расширяемой части (12) оправки (10) обеспечивает также заполнение канавки (7) предварительно пропитанными волокнами корпуса (2).
7. Способ по п. 1 или 2, отличающийся тем, что трансмиссионный вал (1) имеет на каждом из своих концов соединительную деталь (3), и при этом оправка (10) содержит нерасширяемую часть (11), подпертую на каждом конце расширяемой частью (12).
8. Трансмиссионный вал (1), содержащий корпус (2) из композиционного материала и полую соединительную деталь (3), расположенную вокруг корпуса (2) на одном из его концов, причем внутренняя поверхность указанной соединительной детали (3) имеет шлицы (4), проходящие параллельно продольной оси корпуса (2) для оптимизации способности воспринимать скручивающую нагрузку, отличающийся тем, что внутренняя поверхность соединительной детали (3) имеет канавку (7), проходящую перпендикулярно шлицам (4), при этом указанный корпус (2) из композиционного материала полностью заполняет шлицы (4) и канавку (7) для обеспечения контакта в каждой точке между корпусом (2) и соединительной деталью (3), не оставляя зазоров.
9. Трансмиссионный вал (1) по п. 8, отличающийся тем, что шлицы (4) проходят вдоль всей длины соединительной детали (3).
10. Трансмиссионный вал (1) по п. 8 или 9, отличающийся тем, что он содержит соединительную деталь (3) на каждом конце корпуса (2).
11. Полая соединительная деталь (3), имеющая на своей внутренней поверхности шлицы (4), которые проходят вдоль всей длины соединительной детали (3) и параллельно продольной оси указанной детали (3), при этом указанная деталь (3) содержит на своей внутренней поверхности одну или несколько канавок (7), проходящих перпендикулярно шлицам (4).
12. Соединительная деталь (3) по п. 11, отличающаяся тем, что основание (6) шлицев (4) является плоским.
13. Соединительная деталь (3) по п. 11 или 12, отличающаяся тем, что угол раскрыва выступов (5) шлицев (4) равен или меньше 55°.
14. Соединительная деталь (3) по п. 11 или 12, отличающаяся тем, что выступы (5) шлицев (4) являются усеченными.
| DE 4111286 A1, 24.10.1991 | |||
| DE 102011085962 A1, 23.05.2013 | |||
| МНОГОСЛОЙНЫЙ АНАЛИЗ С ГОРИЗОНТАЛЬНЫМ ПОТОКОМ С ПРЕССОМ ДЛЯ ОБРАЗЦОВ | 2010 |
|
RU2564911C2 |
| Трансмиссия | 1974 |
|
SU579464A1 |
| Способ получения бихлоргидрата хинина | 1946 |
|
SU69946A1 |
| Устройство для адресования ячеек непрерывных транспортных систем | 1960 |
|
SU142044A1 |
| US 7874925 B2, 25.01.2011 | |||
| US 7731593 B2, 08.06.2010 | |||
| JPS63199915 A, 18.08.1988 | |||
| БЕНЗИНОВЫЙ ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ С ПОВЫШЕННОЙ СТЕПЕНЬЮ СЖАТИЯ И ОГРАНИЧЕНИЕМ НАПОЛНЕНИЯ | 2002 |
|
RU2239074C2 |

