Изобретение относится к области твердых сплавов, в частности к материалам на основе карбида вольфрама, работающим в скоростном потоке высокотемпературной кислородсодержащей плазмы с целью обеспечения заданного ресурса работы, и может быть использовано в аэрокосмической энергетической и других областях техники.
Целью изобретения является увеличение толщины покрытия, его адгезионной прочности и теплозащитных свойств покрытия.
Известны способы изготовления твердосплавных изделий, включающие смешивание порошков карбида вольфрама и кобальта, пластифицирование полученной смеси составом растворенного в бензине каучука, прессование и жидкофазное спекание в вакуумных печах [RU 2203340 С2, МПК 7 С22С 29/08, B22F 3/12, 2003 г.].
При таком способе изготовления твердосплавных изделий достигается высокая плотность твердосплавных изделий после спекания, но при этом гранулы, полученные по данной технологии, имеют предел по минимально возможному диаметру - не менее 2 мм. При прессовании гранул меньшего диаметра полученные изделия обладают низкой плотностью и высокой хрупкостью, что не позволяет их использовать в качестве износостойкого наполнителя связок в алмазно-абразивном инструменте.
Наиболее близким прототипом является способ, который заключается в получении твердосплавных гранул диаметром до 400 мкм за счет использования способа изготовления твердосплавных гранул, включающего смешивание порошков карбида вольфрама и кобальта, пластифицирование полученной смеси составом растворенного в бензине каучука, прессование и жидкофазное спекание в вакуумных печах, причем после операции прессования прессованную заготовку подвергают размолу, ситовому разделению на фракции, смешиванию образовавшихся гранул с более мелкодисперсной инертной неспекаемой засыпкой, а после спекания выделяют спеченные твердосплавные гранулы путем ситового отсева инертной порошковой засыпки, причем полученные гранулы дополнительно загружают в аттритор вместе с порошком карбидообразующего металла и обрабатывают в среде инертного газа с промежуточным удалением загрязненного порошка, а затем отжигают в вакууме при температуре 1050-1100°С в течение 2-4 ч.
Данный способ получения твердосплавных гранул позволяет получать гранулы размером до 400 мкм, но они обладают недостаточной твердостью и теплозащитными свойствами [Патент 17411 от 29.04.2013. Способ изготовления твердосплавных гранул. А.А. Баран, С.В. Побережный. B22F 1/12 С22С 29/06].
Техническая задача по получению твердосплавных сферических тел с повышенными теплофизическими свойствами решается за счет использования способа изготовления твердосплавных гранул, включающего смешивание, размол, ситовое разделение на фракции, смешивание образовавшихся гранул с более мелкодисперсной инертной неспекаемой засыпкой, отжиг, выделение после спекания спеченных твердосплавных гранул путем ситового отсева инертной порошковой засыпки, причем последующая обработка гранул в аттриторе производится вместе со смесью порошков 97-99% карбидообразующего металла и 1-3% олова в среде инертного газа с промежуточным удалением загрязненного порошка и отжига в вакууме при температуре 850-950°С в течение 2-4 ч.
Сущность изобретения поясняется следующим примером.
Твердосплавная смесь ВК8 замешивалась с пластификатором, после чего полученная тестообразная масса подсушивалась и гранулировалась. Шихта, полученная таким образом, была готова к прессованию экспериментальных образцов.
Прессование образцов осуществляли на пресс-автомате фирмы «Netch» в пресс-форме по стандартной схеме.
В данном случае форма и размер образца не имеют принципиального значения.
Затем полученный образец размалывали (протирали) на сите 500 мкм.
Отсеянные гранулы размером до 400 мкм, но не менее 130 мкм смешивали с порошком оксида алюминия - инертная неспекаемая засыпка.
Предварительно отожженную с целью удаления пластификатора смесь спекали в печи СГВ-2.4.2/15 ИЗ. Режим спекания выбрали следующий: подъем до 900°С - 120 мин, выдержка при 900°С - 30 мин, подъем до 1200°С - 60 мин, выдержка при 1200°С - 30 мин, подъем до - 1380°С - 90 мин, выдержка - 40 мин. Охлаждение до 800°С, выдержка при 800°С - 40 мин, далее охлаждение с печью до комнатной температуры. Остаточное давление - 1,33×10 Па.
Коэффициент усадки образцов после спекания составил - 1,23.
Затем производили отсев полученных твердосплавных гранул от инертной засыпки - порошка оксида алюминия. В итоге были получены твердосплавные гранулы размером 100-400 мкм.
Затем твердосплавные гранулы и смесь (97-99% порошок карбидообразующего металла (ниобия) +1-3% олова) в количестве 5% от массы размольных шаров загружали в аттритор.
Смесь обрабатывали в режиме ударно-истирающего воздействия в течение 0,5 ч в среде аргона с избыточным давлением 0,1 МПа для предотвращения подсоса воздуха.
Наклепанный порошок удаляли, загружали 5% от массы размольных шаров свежей смеси (97-99% порошок карбидообразующего металла (ниобия) +1-3% олова) и обрабатывали еще 0,5 ч вместе с гранулами.
Затем обработанные гранулы помещали в вакуумную печь и отжигали при температуре 850-950°С в течение 1-3 ч.
Т.о., за счет присутствия в смеси порошка легкоплавкого олова отжиг осуществлялся через жидкую фазу, что позволило снизить температуру отжига, толщину полученного карбидного покрытия и существенно повысить степень адгезии покрытия к твердому сплаву.
Оценка теплозащитных свойств покрытий при высоких тепловых нагрузках проводилась в однофазном потоке плазмы, создаваемом плазменным генератором ПРС-75. Образец с помощью 10 координатного устройства размещался на оси сопла плазмотрона на расстоянии 2 мм от его среза. Время нахождения образца в плазменной струе задавалось с помощью реле времени и фиксировалось электросекундомером ПВ53П.
Параметры работы плазмотрона следующие:
расход газа 1,55 103 гкг/с,
полезная мощность 1502-17,0 кВт,
энтальпия струи 9,8-10,9 Дж/кг,
температура на срезе сопла 4980-4300К,
скорость истечения струи 130 м/с.
Начальное время нахождения в плазменной струе определялось появлением на лобовой поверхности образца без теплозащитного покрытия жидкой фазы и ее унос до уменьшения размера образца на 1/3-1/4 диаметра. Предварительные испытания показали, что это время составляет 3,5 с. При этом уменьшение диаметра образца за счет плавления материала и уноса жидкой фазы в лобовой поверхности составляло 2,2-2,5 мм.
Поскольку требуемое время работы образца с покрытием в приведенных выше условиях испытаний должно составлять 3-4 с (без разрушения и начала оплавления материала основы, а также при минимальной потере формы образца), были выбраны три временных интервала обдува: 3,5, 4,0 и 4,5 с.
Качественная оценка защитных свойств покрытий после различного времени обдува образца плазменной струей производилась визуально по степени разрушения покрытия и материала основы.
Гравиметрическим методом оценивалась потеря массы образца за время испытаний, отнесенная к единице площади поверхности:
(m1-m2)/S, г/м2,
где m1 - масса образца до испытаний;
m2 - масса образца после испытаний,
S - площадь поверхности образца.
Потеря массы является следствием образования сложных оксидов и насыщающих металлов и уноса их плазменной струей в процессе обдува.
Потеря формы образца после испытаний оценивалась в процентах из выражения:
(d1-d2)/d1×100,
где d1 - диаметр образца с покрытием до испытаний;
d2 - диаметр (размер при оплавлении) образца в минимальном сечении после испытаний в течение секунд в струе и уноса части массы покрытия и материала основы образца потоком плазмы.
Значения удельной потери массы покрытия и изменение формы образца могут не коррелировать, т.к. в процессе испытаний действуют два взаимопротивоположных фактора - окисление покрытия, сопровождающееся увеличением образца, и унос продуктов окисления и жидкой фазы в случае, если она образуется плазменной струей.
Существенного влияния изменения температуры отжига в диапазоне 850-950°С на свойства сферического твердосплавного тела не выявлено.
Результаты испытаний образцов без покрытий, с покрытиями, полученными в известном (прототип) и предлагаемых составах, приведены в таблице, там же представлены толщины слоев покрытий.
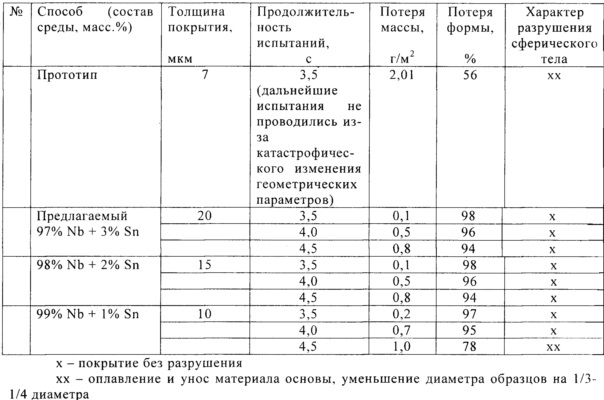
Как видно из результатов таблицы, твердосплавные сферические тела, полученные по предлагаемому способу, превышают полученные по известному способу: по толщине покрытия - до 2,5 раз, по теплозащитным свойствам до 2 раз и на 40% лучше сохраняют геометрические параметры.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления твердосплавных гранул | 2016 |
|
RU2636774C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТВЕРДОСПЛАВНЫХ МЕТАЛЛОКЕРАМИЧЕСКИХ ИЗДЕЛИЙ (ВАРИАНТЫ) | 1998 |
|
RU2145916C1 |
| Способ получения спеченного твердого сплава | 2017 |
|
RU2679026C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖАРОПРОЧНЫХ И ЖАРОСТОЙКИХ ДИСПЕРСНО-УПРОЧНЕННЫХ ИЗДЕЛИЙ НА ОСНОВЕ МЕДИ | 1997 |
|
RU2117063C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДИСПЕРСНО-УПРОЧНЕННЫХ МАТЕРИАЛОВ НА ОСНОВЕ МЕДИ | 1997 |
|
RU2116370C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГРАНУЛ АЛМАЗНЫХ ЧАСТИЦ, ГРАНУЛА АЛМАЗНОЙ ЧАСТИЦЫ И СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНЫХ СЕГМЕНТОВ | 1992 |
|
RU2056993C1 |
| СПЕЧЁННЫЙ ТВЁРДЫЙ СПЛАВ НА ОСНОВЕ КАРБИДА ВОЛЬФРАМА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2018 |
|
RU2693415C1 |
| МЕТАЛЛИЧЕСКИЕ ПОРОШКИ | 2007 |
|
RU2468889C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА Al-AlO | 2012 |
|
RU2521009C1 |
| СПОСОБ СОЕДИНЕНИЯ МОНОКРИСТАЛЛА АЛМАЗА С МЕТАЛЛАМИ | 2015 |
|
RU2611254C1 |
Изобретение относится к изготовлению твердосплавных сферических тел на основе карбида вольфрама c карбидным покрытием. Способ включает смешивание твердосплавной смеси ВК8 с пластификатором, ее прессование, размол прессовки, ситовое разделение на фракции с отсевом гранул до 400 мкм и не менее 130 мкм, смешивание отсеянных гранул с порошком более мелкодисперсной инертной неспекаемой засыпкой, отжиг и выделение спеченных гранул путем ситового отсева инертной порошковой засыпки. Полученные спеченные гранулы загружают в аттритор вместе со смесью порошков, состоящей из 97-99% ниобия в качестве карбидообразующего металла и 1-3% олова, и обрабатывают в среде инертного газа с промежуточным удалением загрязненного порошка, затем отжигают в вакууме при температуре 850-950°С в течение 2-4 ч с получением твердосплавных гранул с карбидным покрытием. Обеспечивается увеличение толщины покрытия, его адгезионной прочности и теплозащитных свойств. 1 табл.
Способ изготовления твердосплавных сферических тел на основе карбида вольфрама c карбидным покрытием, включающий смешивание твердосплавной смеси ВК8 с пластификатором, ее прессование, размол прессовки, ситовое разделение на фракции с отсевом гранул до 400 мкм и не менее 130 мкм, смешивание отсеянных гранул с порошком более мелкодисперсной инертной неспекаемой засыпкой, отжиг и выделение спеченных гранул путем ситового отсева инертной порошковой засыпки, отличающийся тем, что полученные спеченные гранулы загружают в аттритор вместе со смесью порошков, состоящей из 97-99% ниобия в качестве карбидообразующего металла и 1-3% олова, и обрабатывают в среде инертного газа с промежуточным удалением загрязненного порошка, затем отжигают в вакууме при температуре 850-950°С в течение 2-4 ч с получением твердосплавных гранул с карбидным покрытием.
| Музыкальный прибор с катодными лампами | 1929 |
|
SU17411A1 |
| Способ приготовления подкладок. употребляющихся при насечке напильников | 1928 |
|
SU10310A1 |
| СПОСОБ ПОЛУЧЕНИЯ СПЕЧЕННЫХ ТВЕРДЫХ СПЛАВОВ | 2013 |
|
RU2548846C2 |
| Способ изготовления крупногабаритных изделий из термопластичных полимерных материалов | 1981 |
|
SU1054071A1 |

