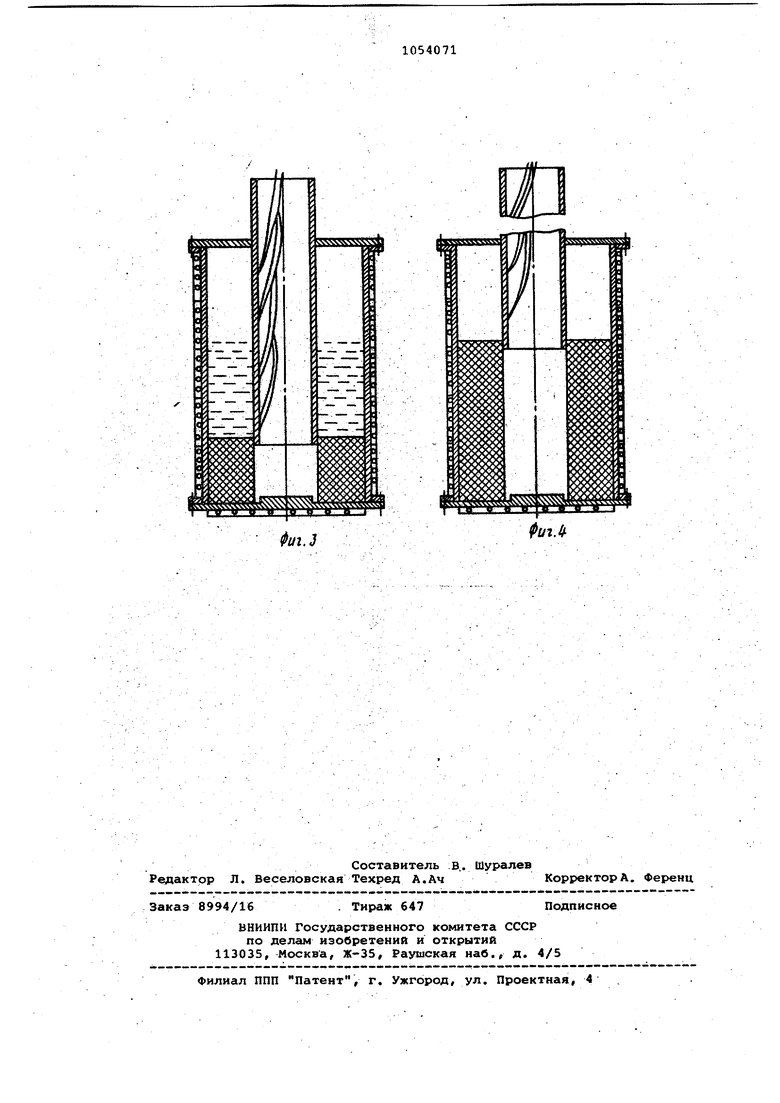
Изобретение относится к переработке термопластичных полимерных ма териалов и может быть использовано для изготовления из них полых крупн габаритных изделий. Иэвестеи способ изготовления полых изделий из термопластичных поли мерных материалов, включающий впрыс в литьевую форму с оформляющим знаком термопластичного полимерного ма териала, его охлаждение и извлечени из предварительно нагретого изделия офо{ 4ляющего знака Щ Наиболее близок к предложенному по технической сущности и достигаемому эффекту choco6 изготовления, крупногабаритных изделий из термопластичных полимерных материалов, включающий загрузку в пресс-форму термопластичного полимерного матери ала, его плавление, последовательно по длинеизделия охлаждение и выгру ку изделия 2| . Однако известные способы tfe предусматривают исключение усадки изде лий на оформляющем знаке, что приводит к возникновению значительных внутренних.напряжений в охлаждаемом изделии следствием чего является. его деформация и образование трещин Цель изобретения - повьниение качества .полых изделий путем снижения в них внутренних напряжений. Поставлениая цель достигается тем, что согласно способу изготовле ния крупногабаритных изделий из. термопластичных полимерных материалов, включающему загрузку прессформу термопластичного полимерного материала, его плавление, последовательное по длине изделия охлаждение и выгрузку изделия, по мере охлаждения термопластичного полимерного материала до температуры зат- , вердевания оформляющий знак иэвлека- ют из охлажденной зоны. На фиг. 1-4 показана пресс-форма для осуществления способа на различных стадиях процесса. Пример. Изготовление полого крупногабаритного изделия с внешним и внутренним диаметрами соответственно 0,25И 0,108 ми длиной 1м. - В пресс-форму 1 с оформляющим знаком 2 и расположенными на-боковой и торцовой поверхностях электрическими нагревателями 3, с регулируемой по секциям 1-V1 мощнос тью загружгиот гранулированный термопластичный материал - полиэтилен низкой плотности . Далее осуществляют плавление и охлаждение термопластичного полимерного материала согласно способупро,тотипу. Охлаждение обеспечивается уменьшением мощности нагревателей и последующим их отключением по секциял. Скорость охлаждения 0,8310 С/с, Контроль за температурой осуществляется по показаниям термопар, установленных на поверхности оформляющего знака. По мере охлаждения термопластичного полимерного материала до температуры затвердевания (температура на поверхности оформляющего знака достиг-ает значений ) последний извлекают и охлажденной зоны, дальнейшее охлаждение последней происходит в условиях свободной усадки. Подобным образом из последовательно (по зонам) рхлаяяаемого термопластичного полимерного материала полностью, из лекаю т оформп.яющий знак. ; Использование предложенного споСЬба позволит повысить качество полых изделий из термопластичных полимерных матер1 алов«
.J
Ul.tf
СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНО ГАБАРИТНЫХ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТИЧНЫХ ПОЛИМЕР НЬШ МАТЕРИАЛОВ, включающий загрузку В пресс- фор14у те1 1опластичиого полимерного материала, ехх плав ление, последовательное по длине изделия охлаждение и выгрузку изделий, о тли чаю щ и и с я тем, что, с целью повышения качества полых изделий за счет Снижения в них внутренних напряжений, по мере охлаждения тесмопластичного полимерного матери 1ла до температуры Затвердевания оформляющий знак извлекгиот из oxлaжjaeннoй :ЭОНы. ., ; . ., ;,. , ,,.,.,i ;л 4
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ФОРМА ДЛЯ ЛИТЬЯ ИЗ ТЕРМОПЛАСТОВ ПОЛЫХ ТОЛСТОСТЕННЫХ ИЗДЕЛИЙ | 1972 |
|
SU428950A1 |
| Солесос | 1922 |
|
SU29A1 |
| , ; 2 | |||
| Способ изготовления крупногабаритных изделий из полиэтилена | 1975 |
|
SU659398A1 |
| Солесос | 1922 |
|
SU29A1 |
