Настоящее изобретение относится к устройству для заточки лезвий, которые могут использоваться, в частности, для производства бумажных рулонов.
Известно, что бумажные рулоны, такие как рулоны туалетной бумаги и рулоны кухонной бумаги, производятся посредством разделения бумажного лога для получения множества более коротких рулонов посредством так называемых «станков для резания».
Поперечная резка логов является критически важной. Фактически резка логов вдоль плоскостей, которые не являются совершенно ортогональными по отношению к их оси, приводит к формированию дефектных рулонов, в которых боковые основания являются наклонными. Этот недостаток является еще более серьезным, когда рулоны предназначены для использования в автоматических распределителях, которые фактически требуют рулоны с боковыми основаниями, совершенно ортогональными по отношению к оси самих рулонов, иначе рулоны имеют тенденцию застревать в распределителе.
Главная задача настоящего изобретения состоит в том, чтобы обеспечить устройство, которое позволяет устранить или по меньшей мере значительно сократить упомянутые выше недостатки.
Этот результат достигается в соответствии с настоящим изобретением посредством применения идеи реализации устройства, имеющего признаки. указанные в пункте 1 формулы изобретения, Другие признаки изобретения являются объектом зависимых пунктов формулы изобретения.
Благодаря настоящему изобретению возможно всегда гарантировать корректную ортогональность втулок рулонов относительно оси логов, из которых они получены, обеспечивая радикальное сокращение отходов и производство бумажных рулонов, особенно, хотя не исключительно, применяемых в автоматических распределителях. Кроме того, устройство в соответствии с настоящим изобретением является относительно простым и может быть легко сконфигурировано в соответствии с конкретными производственными требованиями.
Эти и другие преимущества и признаки настоящего изобретения будут наиболее понятны специалисту в области техники на основе последующего описания и с помощью прилагаемых чертежей, приведенных в качестве практической иллюстрации изобретения, но не предназначенных для интерпретации в ограничивающем смысле, на которых:
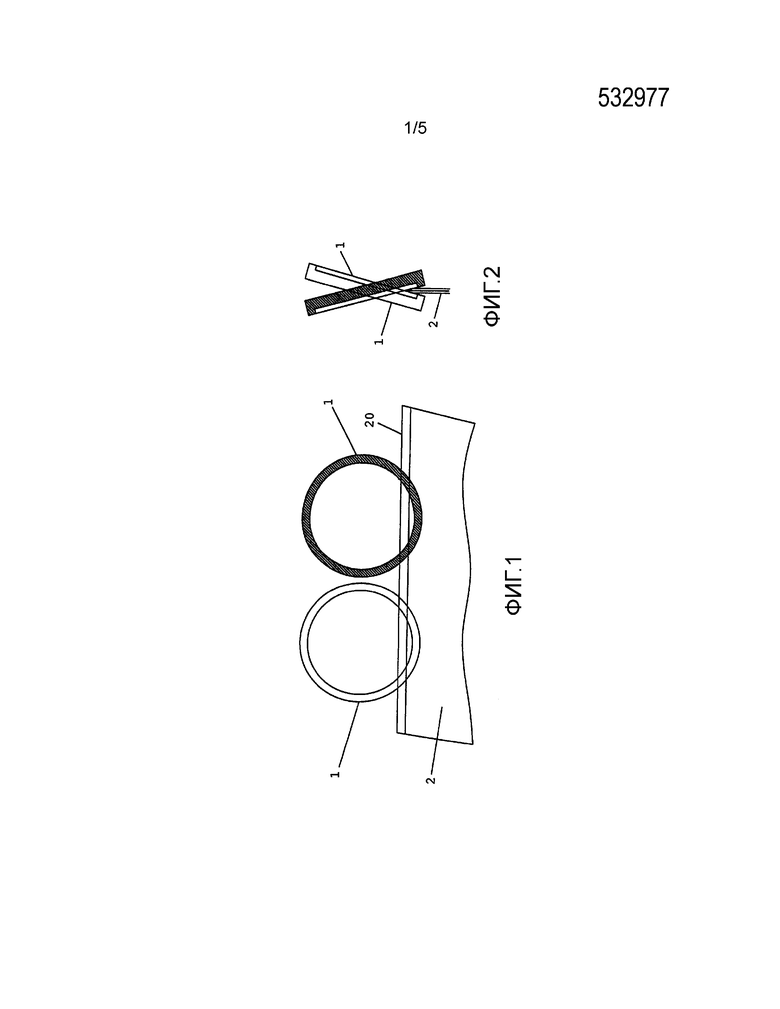
Фиг. 1 - схематический вид сбоку участка лезвия станка для резания, на скос которого с противоположных сторон действуют два шлифовальных круга;
Фиг. 2 - схематический вид спереди всей фиг. 1, на которой скос лезвия является совершенно симметричным;
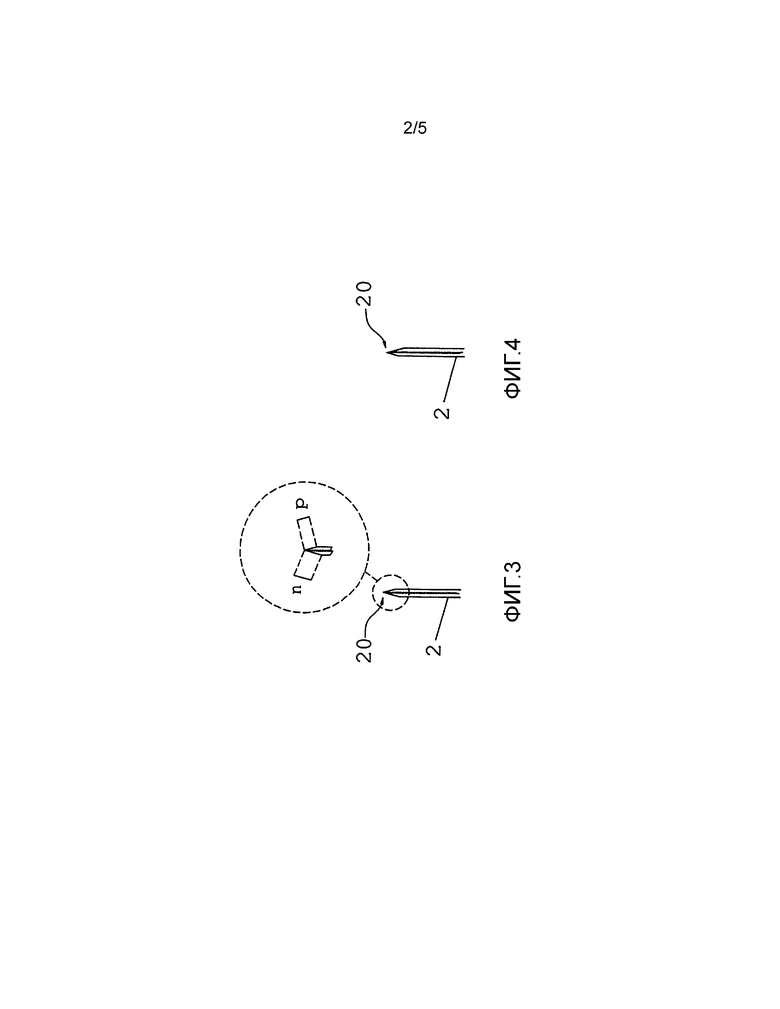
Фиг. 3 и фиг. 4 схематично показывают два лезвия с асимметричным скосом;
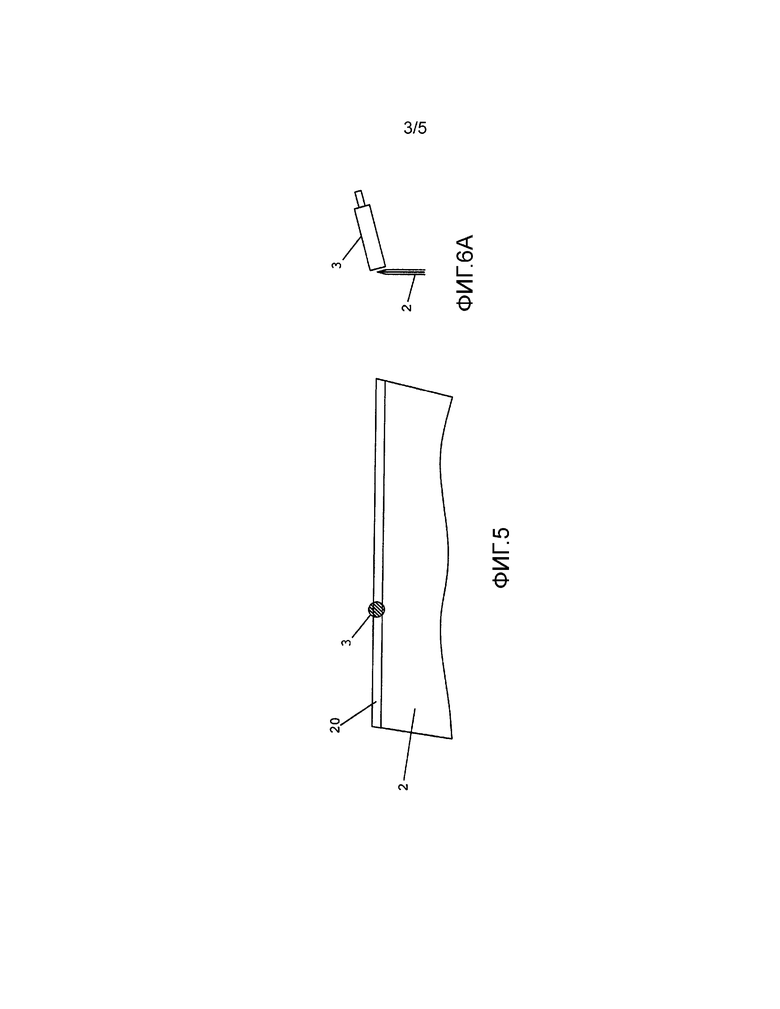
Фиг. 5 - схематический вид сбоку другого участка лезвия, показанного на фиг. 1, на котором показан датчик управляющего устройства в соответствии с настоящим изобретением;
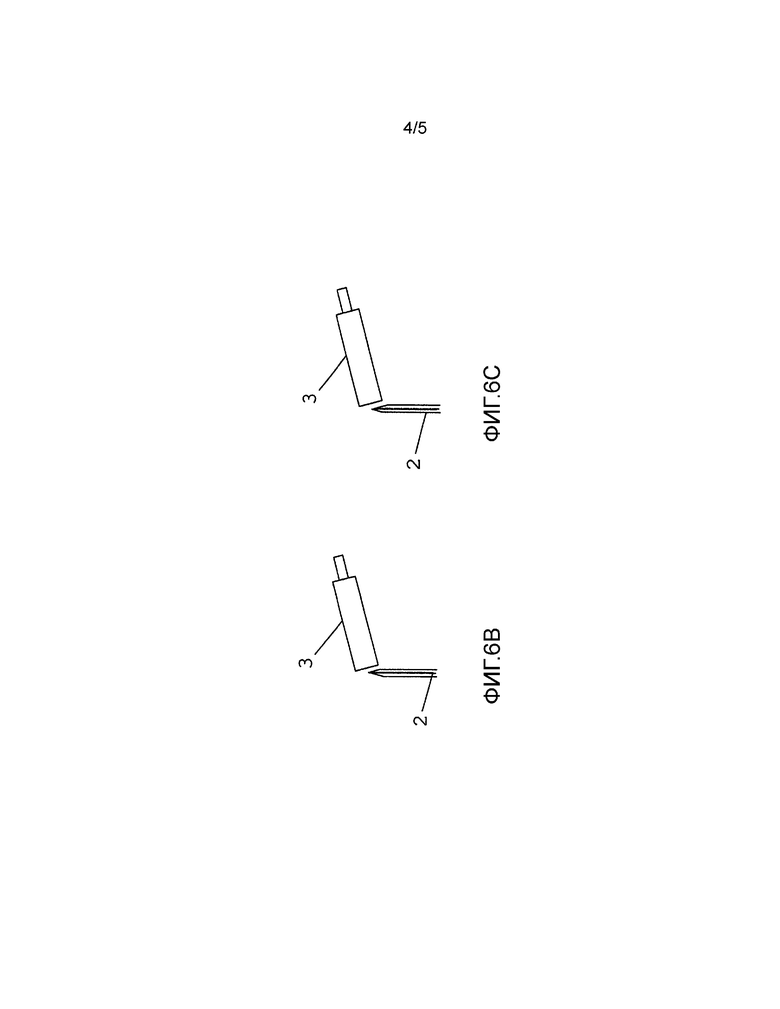
Фиг. 6A, 6B и 6C представляют схематический вид спереди всей фиг. 4, на котором скос лезвия симметричен (фиг. 6A) или асимметричен (фиг. 6B и 6C);
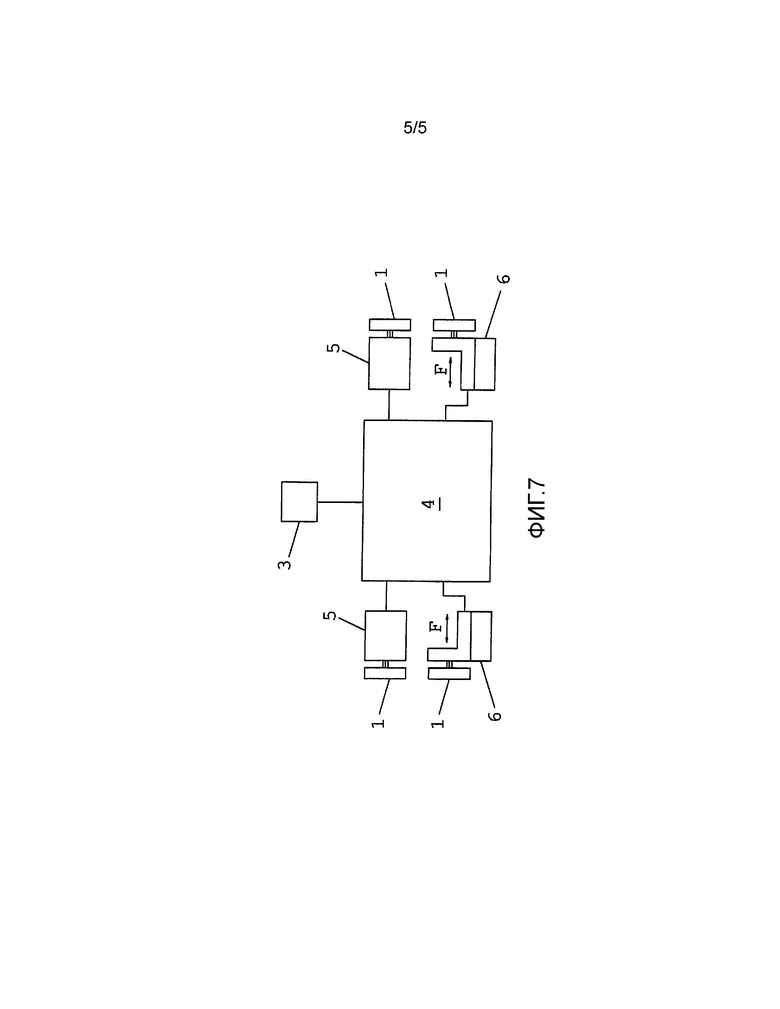
Фиг. 7 - упрощенная блок-схема управляющего устройства в соответствии с настоящим изобретением.
Сокращенное до своей базовой структуры устройство в соответствии с настоящим изобретением представляет собой устройство для заточки лезвий, используемых в так называемых станках для резания. Устройство включает в себя шлифовальный круг (1), действующий на каждую из двух сторон лезвия (2) станка для резания. Структура и операция шлифовальных кругов (1), лезвия (2) и станка (T) для резания хорошо известны специалистам в области техники и, таким образом, более подробно не описываются. Примеры станков для резания для производства бумажных рулонов представлены, например, в документах EP2097231 и EP2145742. Устройство для заточки лезвия станка для резания раскрыто в документе GB1301988.
Согласно примеру, показанному на фиг. 5-6C, управляющее устройство в соответствии с настоящим изобретением содержит емкостной или индуктивный датчик (3), расположенный на одной стороне лезвия (2) на заданном расстоянии от него, а точнее в заданной боковой позиции относительно режущей кромки (20) этого лезвия. В примере лезвие (2) является ленточным лезвием.
Датчик (3) может быть помещен, например, в нисходящем направлении от шлифовальных кругов (1) относительно направления продвижения лезвия (2).
В целом имеются три случая.
Со ссылкой на схемы на фиг. 2, 3 и 4 и соответственно на фиг. 6А, 6B и 6C эти три случая являются следующими:
(a) n>p;
(b) n≈p;
(c) n<p,
где n и p - длина левой стороны и длина правой стороны кромки (20). Эти длины (n, p) измеряются в плоскости, поперечной по отношению к лезвию (2).
Случаи (a) и (c) относятся к условию асимметрии режущей кромки (20) и возможного выполнения ненадлежащего резания лога лезвием (2).
Случай (b) относится к условию симметрии режущей кромки (20) и корректного выполнения резания лога лезвием (2).
Датчик (3) обнаруживает длину (n, p) левой и правой сторон режущей кромки (20). Таким образом, может быть обнаружена погрешность, равная разности (d=n-p) этих длин.
Программируемый электронный блок (4) принимает сигналы от датчика (3). Блок (4) действует на круги (2), как описано далее, в зависимости от значения, присвоенного посредством разности «d».
Более конкретно блок (4) действует на шлифовальные круги (1), если абсолютное значение «d» больше заданной эталонной величины. Например, блок (4) действует на круги (1), если абсолютное значение «d» больше 1 мм.
Блок (4) не выполняет вмешательство, если абсолютное значение «d» меньше заданной эталонной величины. Например, блок (4) не действует на шлифовальные круги (1), если абсолютное значение «d» составляет меньше 1 мм.
Например, если шлифовальные круги (1) являются оснащенными электроприводами шлифовальными кругами, то есть каждый шлифовальный круг приводится в движение ротационным приводом (5), блок (4) действует на приводы (5), регулируя скорость вращения шлифовальных кругов (1), пока абсолютное значение «d» больше заданной эталонной величины.
Или, например, если каждый шлифовальный круг (1) соединен с соответствующим оснащенным электроприводом суппортом (6), блок (4) действует на оснащенные электроприводами суппорты (6), регулируя давление, оказываемое шлифовальными кругами (1) на режущую кромку (20), пока абсолютное значение «d» больше заданной эталонной величины, как схематично обозначено стрелками «F» на фиг. 7.
Приводы (5) и суппорты (6) представлены на схеме на фиг. 7, на которой для упрощения с блоком (4) соединены и приводы (5), и суппорты (6), хотя в целом предпочтительно соединять оба шлифовальных круга только с ротационными приводами или только с оснащенными электроприводами суппортами.
Блок (4) действует на правый шлифовальный круг (1) или на левый шлифовальный круг (1) в зависимости от положительного или отрицательного знака разности d=n-p.
Таким образом, благодаря этому устройству возможно управлять условием симметрии режущей кромки (20) лезвия (2) и автоматически выполнять вмешательство, чтобы восстановить симметрию, когда режущая кромка (20) асимметрично износится.
Блок (4) может испускать световой сигнал и/или акустический предупредительный сигнал, когда абсолютное значение «d» больше заданной эталонной величины.
Блок (4) также может быть запрограммирован, чтобы испускать упомянутый акустический предупредительный сигнал и/или световой сигнал в случае обнаружения условия асимметрии режущей кромки (20), не управляя каким-либо автоматическим вмешательством в работу шлифовальных кругов (1). В этом случае оператор заточит лезвие (2), вручную воздействуя на шлифовальные круги (1), когда блок (4) испустит акустический и/или световой сигнал.
В соответствии с тем, что было раскрыто выше, блок (4) выполняет вмешательство, когда разность (d=n-p) превышает по абсолютному значению заданный предел, вмешательство выполняется выборочно в работу шлифовального круга, который находится справа от лезвия или слева от лезвия, в зависимости от положительного или отрицательного знака этой разности.
Датчик (3), например, может быть индуктивного или емкостного типа.
На практике подробности выполнения могут варьироваться любым эквивалентным образом по форме, размерам, расположению элементов, природе используемых материалов без отступления от объема примененного решения, и, таким образом, оставаясь в рамках охраны, предоставленного этим патентом.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ СОСТОЯНИЯ ЗАТОЧКИ ЛЕЗВИЯ | 2014 |
|
RU2683677C1 |
| УСТРОЙСТВО ДЛЯ ЗАТОЧКИ ЛЕЗВИЙ | 2014 |
|
RU2655872C1 |
| УПРАВЛЯЮЩЕЕ УСТРОЙСТВО ДЛЯ ЗАТОЧКИ ЛЕЗВИЙ | 2014 |
|
RU2673897C1 |
| СТАНОК ДЛЯ РЕЗКИ ЛОГОВ БУМАГИ | 2007 |
|
RU2413606C1 |
| Способ заточки режущего инструмента | 1981 |
|
SU986733A1 |
| УСТРОЙСТВО ДЛЯ ЗАТОЧКИ ВЕРШИНЫ СПИРАЛЬНОГО СВЕРЛА И СПОСОБ ЕГО ИСПОЛЬЗОВАНИЯ | 2009 |
|
RU2459693C1 |
| НОЖ ДЛЯ РЕЗАЛЬНОЙ МАШИНЫ, ПРЕДНАЗНАЧЕННОЙ ДЛЯ РАЗДЕЛКИ ЛИСТОВОГО МАТЕРИАЛА, И СПОСОБ ЗАТОЧКИ НОЖА | 1990 |
|
RU2069147C1 |
| Способ заточки режущего лезвия инструмента | 1991 |
|
SU1816655A1 |
| СПОСОБ ЗАТОЧКИ РЕЖУЩЕГО ЛЕЗВИЯ ИНСТРУМЕНТА | 2000 |
|
RU2163527C1 |
| СПОСОБ ЗАТОЧКИ РЕЖУЩЕГО ЛЕЗВИЯ ИНСТРУМЕНТА | 2000 |
|
RU2165838C1 |
Изобретение относится к машиностроению и может быть использовано для заточки лезвий, используемых в станках для резания, в частности для производства бумажных рулонов. Устройство содержит два шлифовальных круга, каждый из которых расположен на соответствующей стороне режущей кромки лезвия. Предусмотрены средства, выполненные с возможностью управления симметрией режущей кромки и имеющие датчик, расположенный на заданном расстоянии от соответствующей стороны режущей кромки. Датчик выполнен с возможностью определения возможных значений разностей (d) между длинами (n, p) двух сторон режущей кромки и соединен с программируемым блоком, обрабатывающим значения упомянутых разностей, определяемые датчиком. В результате упрощается конструкция устройства и повышается качество поперечной резки изделий. 5 з.п. ф-лы, 7 ил.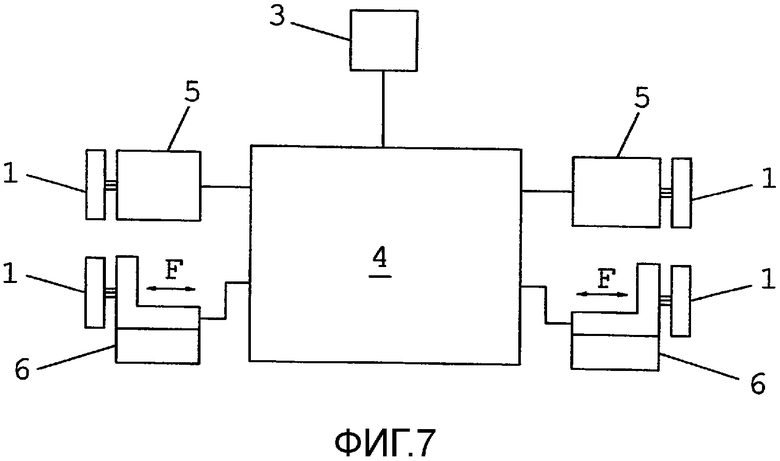
1. Устройство для заточки лезвий, используемых в станках для резания, содержащее два шлифовальных круга (1), каждый из которых расположен на соответствующей стороне режущей кромки (20) лезвия (2) станка для резания, отличающееся тем, что оно содержит средства, выполненные с возможностью управления симметрией режущей кромки (20) и имеющие датчик (3), расположенный на заданном расстоянии от соответствующей стороны режущей кромки (20), при этом датчик (3) выполнен с возможностью определения возможных значений разностей (d) между длинами (n, p) двух сторон режущей кромки (20) и соединен с программируемым блоком (4), обеспечивающим обработку упомянутых значений разности (d), определяемых датчиком (3).
2. Устройство по п. 1, в котором программируемый блок (4) испускает акустический и/или световой сигнал при значении упомянутой разности (d), превышающем заданный предел по абсолютному значению.
3. Устройство по п. 1, в котором шлифовальные круги (1) для приведения в движение оснащены соответствующими электродвигателями (5), при этом программируемый блок (4) управляет увеличением скорости одного из электродвигателей (5) при превышении значения разности (d) заданного предельного значения, причем блок (4) выполнен с возможностью выборочного действия только на один из электродвигателей (5) в зависимости от положительного или отрицательного знака разности (d).
4. Устройство по п. 1, в котором шлифовальные круги (1) установлены на соответствующих оснащенных электроприводами суппортах (6) для регулирования давления, которое каждый из шлифовальных кругов оказывает на соответствующую сторону режущей кромки (20), при этом программируемый блок (4) управляет перемещением шлифовального круга (1) к соответствующей стороне режущей кромки (20) при превышении значения разности (d) заданного предельного значения, причем блок (4) выполнен с возможностью выборочного действия только на один из суппортов (6) в зависимости от положительного или отрицательного знака разности (d).
5. Устройство по п. 1, в котором датчик (3) является индуктивным датчиком.
6. Устройство по п. 1, в котором датчик (3) является емкостным датчиком.
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| US 5906534 A, 25.05.1999 | |||
| Устройство для заточки режущего инструмента | 1988 |
|
SU1541021A1 |
| НОЖ ДЛЯ РЕЗАЛЬНОЙ МАШИНЫ, ПРЕДНАЗНАЧЕННОЙ ДЛЯ РАЗДЕЛКИ ЛИСТОВОГО МАТЕРИАЛА, И СПОСОБ ЗАТОЧКИ НОЖА | 1990 |
|
RU2069147C1 |

