Область техники, к которой относится изобретение
Настоящее изобретение относится к устройству для заточки вершины спирального сверла с помощью вращающегося шлифовального круга на шлифовальном станке. Оно относится также к способу использования этого устройства.
Уровень техники
Для хорошего результата сверления очень важно использовать хорошо заточенное спиральное сверло. Спиральные сверла можно затачивать различными способами, однако данное изобретение применимо для использования вращающегося шлифовального круга на шлифовальном станке.
Устройство для заточки вершины спирального сверла предпочтительно должно быть возможно простым по конструкции, однако должно обеспечивать хороший конечный результат, не требуя особых навыков у пользователя. Низкая стоимость является преимуществом. Предпочтительно, оно должно обеспечивать не только заточку так называемой конической огибающей, но также более сложную, но лучшую заточку четырех граней.
Раскрытие изобретения
Это достигается, согласно изобретению, за счет комбинации
базовой пластины, поворачиваемой с возможностью блокирования вокруг оси, параллельной оси шлифовального круга,
держателя сверла для удерживания спирального сверла, подлежащего заточке, и
направляющего элемента, содержащего заднюю пластину и переднюю пластину, выполненные с возможностью поворота с блокированием относительно друг друга,
при этом задняя пластина соединена с базовой пластиной для перемещений в направлении оси шлифовального круга, а
передняя пластина имеет направляющие средства для направления с возможностью скольжения держателя сверла по существу в направлении к шлифовальному кругу и от него.
Базовая пластина предпочтительно имеет продольное отверстие для цилиндрического опорного стержня шлифовального станка, при этом предусмотрен блокировочный винт для вхождения в отверстие и опорный гребень для взаимодействия с возможностью скольжения с направляющей канавкой на нижней стороне задней пластины.
Для обеспечения необходимого направления держателя сверла на направляющем элементе передняя пластина направляющего элемента имеет направляющий гребень для взаимодействия с направляющей канавкой в держателе сверла и направляющую плоскость для взаимодействия с опорной полосой на держателе сверла.
Само по себе известным образом держатель сверла может содержать два зажимных элемента, между которыми можно зажимать сверло с помощью винта. Держатель сверла может быть выполнен направляющими канавками и опорными поверхностями на двух противоположных поверхностях для обеспечения поворота на 180°.
Передняя пластина направляющего элемента установлена с возможностью поворота относительно задней пластины для обеспечения установки требуемого угла вершины спирального сверла. Задняя пластина и передняя пластина направляющего элемента после установки могут быть блокированы друг с другом с помощью винта задней пластины, и установка может быть упрощена тем, что передняя пластина имеет смотровое отверстие для указания цифровых значений угла, предусмотренных на задней пластине.
Для обеспечения управления процессом заточки, регулировочный винт, предусмотренный на передней пластине параллельно направляющему гребню, может иметь фиксированный поясок и подвижную стопорную гайку для взаимодействия с опорой на каждой стороне держателя сверла.
Можно использовать отдельный шаблон для определения углового положения базовой пластины с направляющим элементом относительно шлифовального круга, задавая первичный угол или, другими словами, для определения первичного заднего угла.
Для заточки вершины спирального сверла в обычно имеющую коническую огибающую вершину с помощью устройства, согласно изобретению, можно выполнять следующие стадии:
после установки на цилиндрический опорный стержень параллельно оси шлифовального круга базовую пластину снабжают выполненным с возможностью скольжения направляющим элементом и устанавливают его угловое положение относительно шлифовального круга, задавая первичный задний угол спирального сверла, подлежащего заточке, с помощью шаблона и блокируют,
требуемый угол вершины сверла, подлежащего заточке, определяют посредством поворота передней пластины направляющего элемента относительно его задней пластины и блокирования в выбранном положении,
устанавливают спиральное сверло в держателе сверла его режущими кромками параллельно боковым поверхностям держателя сверла и размещают держатель сверла на направляющем элементе с его опорой в контакте с пояском на регулировочном винте в положении, в котором вершина сверла контактирует с шлифовальным кругом,
после продвижения пояска регулировочного винта на расстояние, соответствующее требуемой глубине резания, затачивают одну из режущих кромок посредством толкания держателя сверла в направлении шлифовального круга, при одновременном перемещении вершины сверла назад и вперед по ширине шлифовального круга, пока опора не придет в контакт с пояском, и
поворачивают держатель сверла и возвращают к направляющему элементу, после чего повторяют вышеуказанный процесс заточки.
Для обеспечения более совершенной заточки четырех граней можно выполнять следующие дополнительные этапы:
базовую пластину немного поднимают для образования большего угла с касательной шлифовального круга и блокируют в новом положении,
держатель сверла поднимают и располагают в новом положении на направляющем элементе с опорой в контакте со стопорной гайкой,
выполняют процесс заточки для образования вторичного заднего угла на одной из режущих кромок,
поворачивают держатель сверла и повторяют процесс заточки для другой режущей кромки, и
повторяют указанный процесс, пока вторичные задние углы не сойдутся в центре, и образуется действительная вершина сверла.
Устройство, согласно изобретению, обеспечивает технологию заточки, которая превосходит обычные способы. Спиральное сверло можно затачивать с четырехгранной вершиной, что обеспечивает наилучшие условия резания. Сверло проходит свой путь лучше, чем новое обычное сверло, и не отклоняется в начале сверления. Было установлено, что заточенное с четырьмя гранями сверло может сверлить отверстие более чем в два раза быстрее, чем обычное сверло с тем же осевым давлением. Это особенно предпочтительно при сверлении с помощью ручного инструмента.
За счет управляемого шлифования вторичного заднего угла при заточке четырех граней сверло получает действительную вершину, что означает, что оно режет более легко и не отклоняется. Две режущие кромки сверла имеют точно одинаковую длину, что означает, что они одинаково участвуют в работе. Получаемое отверстие отличается точностью и имеет тот же диаметр, что и сверло. Срок службы сверла увеличивается.
Независимо от того, затачивается ли сверло с вершиной с конической огибающей или с вершиной с четырьмя гранями, оно затачивается с оптимальным первичным задним углом для каждого условия (которое зависит от диаметра сверла и подлежащего сверлению материала).
Легко приспосабливать устройство к любому углу вершины между 90° и 140°. Устройство предназначено по меньшей мере для диаметров сверла между 3,5 и 20 мм и материалов сверла из быстрорежущей (инструментальной) стали или карбида вольфрама.
Краткое описание чертежей
Ниже приводится подробное описание изобретения со ссылками на прилагаемые чертежи, на которых:
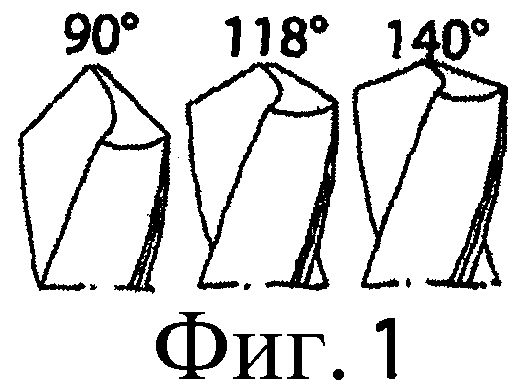
фиг.1 - различные углы вершины спирального сверла;
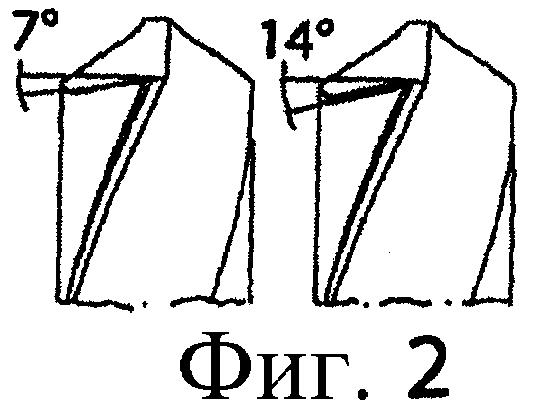
фиг.2 - различные первичные задние углы спирального сверла;
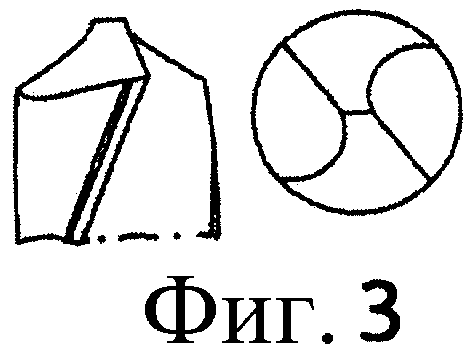
фиг.3 - обычное спиральное сверло с поперечной режущей кромкой, в двух видах;
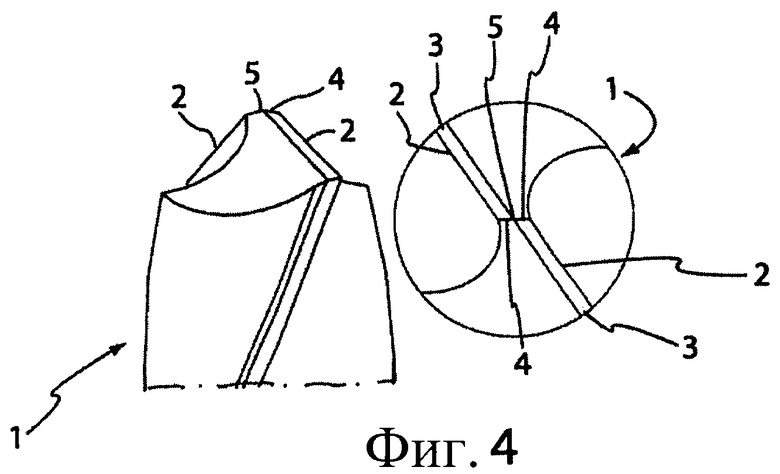
фиг.4 - спиральное сверло с вершиной с четырьмя гранями, в двух видах в увеличенном масштабе;
фиг.5 - обычный шлифовальный станок с устройством, согласно изобретению, для заточки вершины спирального сверла, на виде сверху;
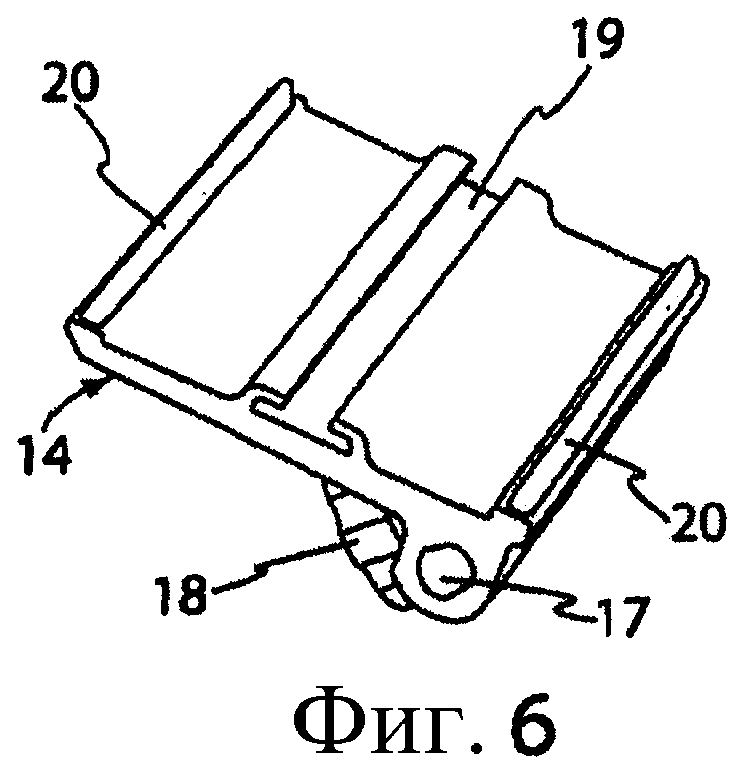
фиг.6 - базовая пластина для показанного на фиг.5 устройства, в изометрической проекции;
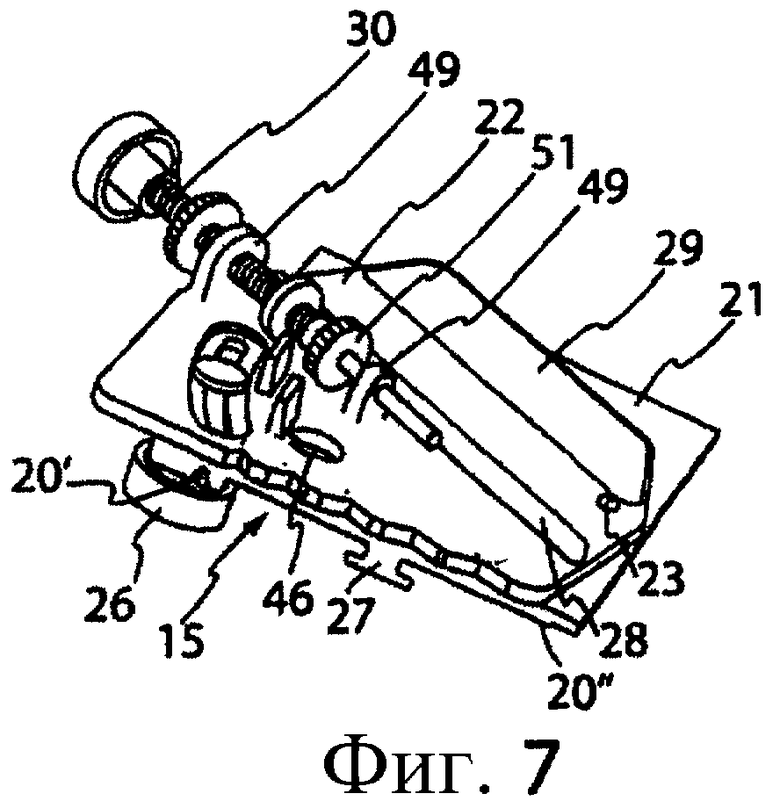
фиг.7 - направляющий элемент для показанного на фиг.5 устройства, в изометрической проекции;
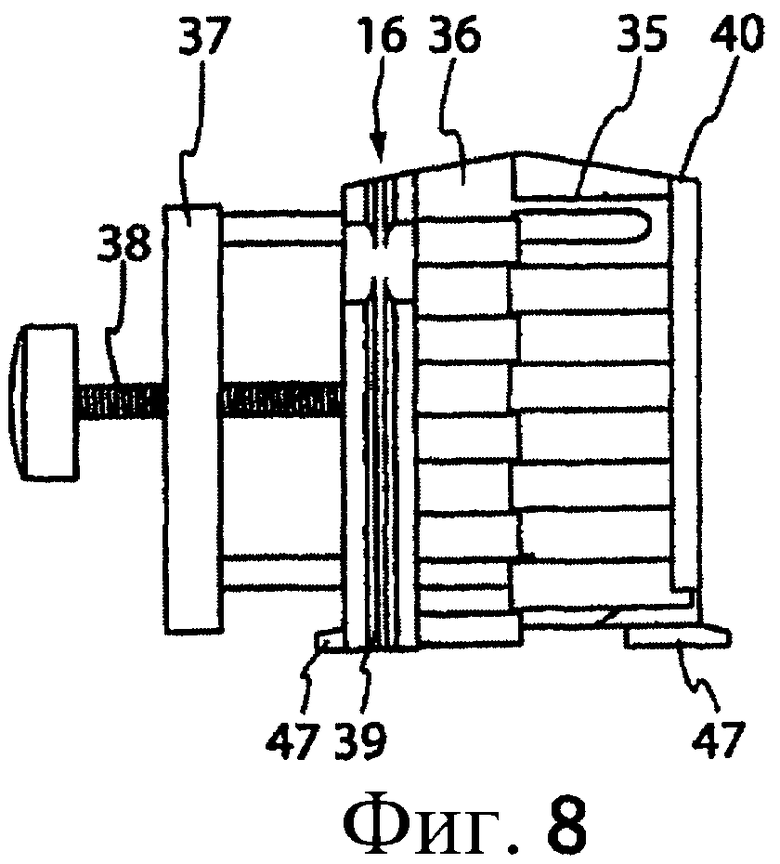
фиг.8 - держатель сверла для показанного на фиг.5 устройства, на виде сверху;
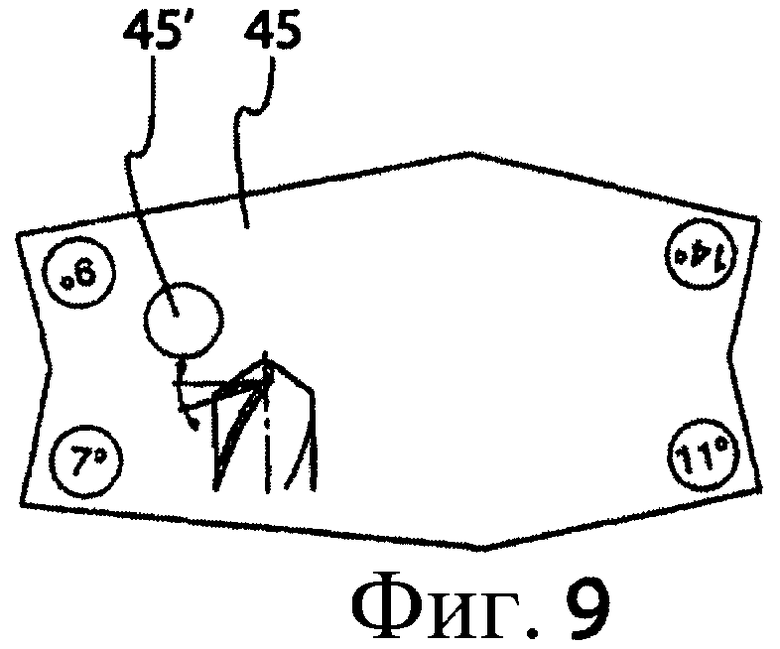
фиг.9 - шаблон для использования вместе с устройством, показанным на фиг.5;
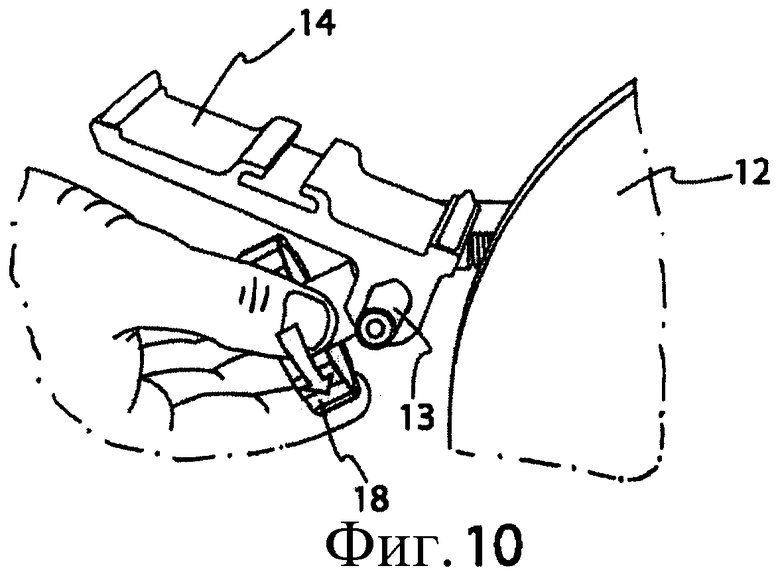
фиг.10 - ранний этап установки устройства, показанного на фиг.5;
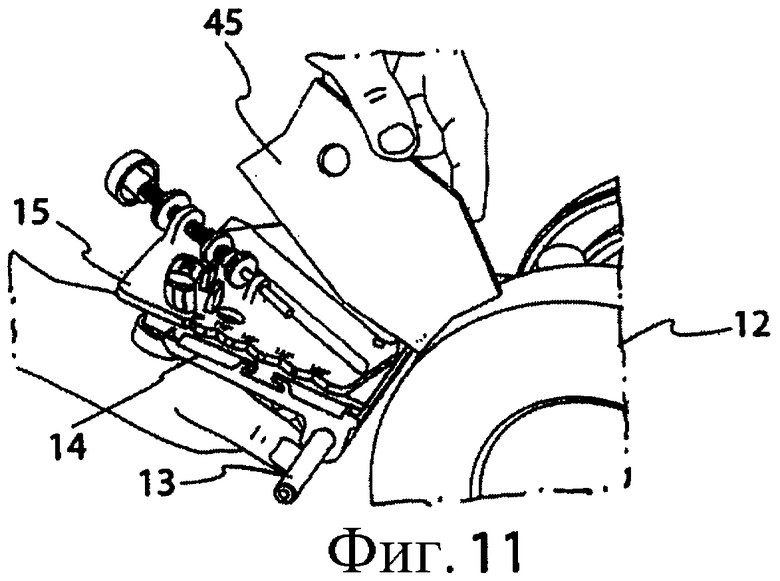
фиг.11 - более поздний этап установки устройства, показанного на фиг.5;
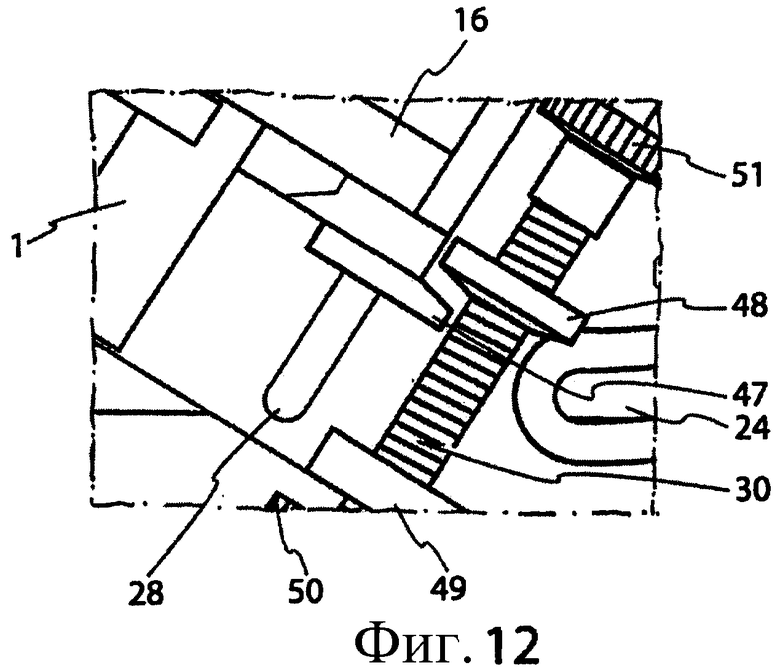
фиг.12 - взаимодействие между опорой и пояском в процессе начальной заточки;
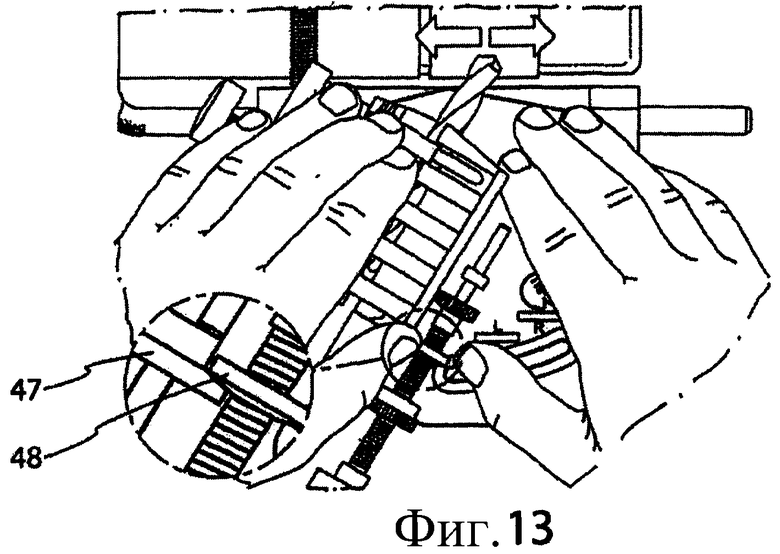
фиг.13 - использование устройства, показанного на фиг.5;
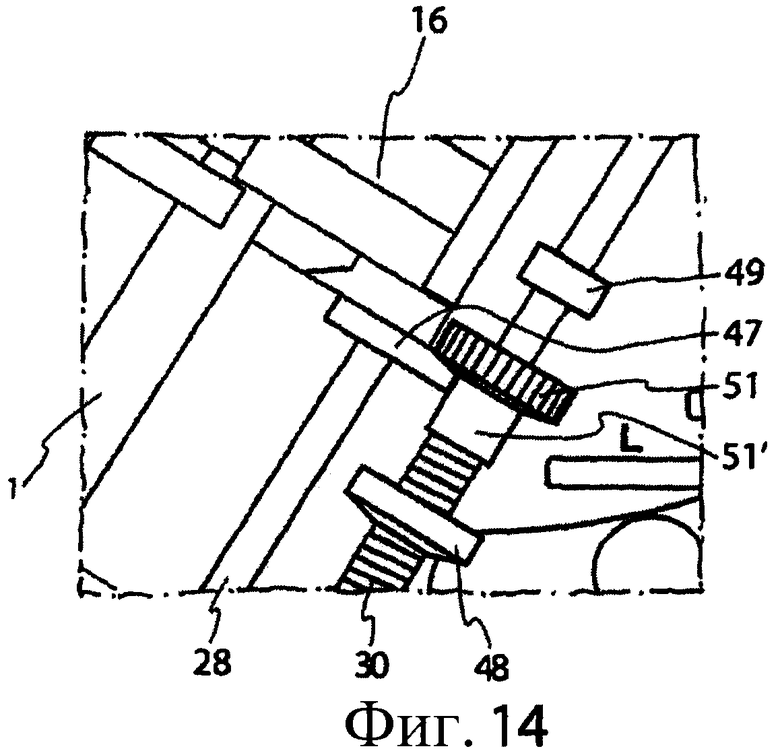
фиг.14 - взаимодействие между опорой и стопорной гайкой на более позднем этапе процесса заточки; и
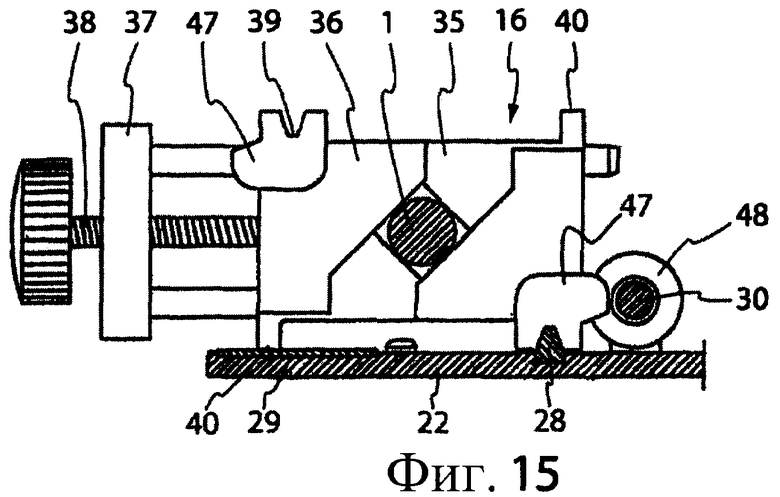
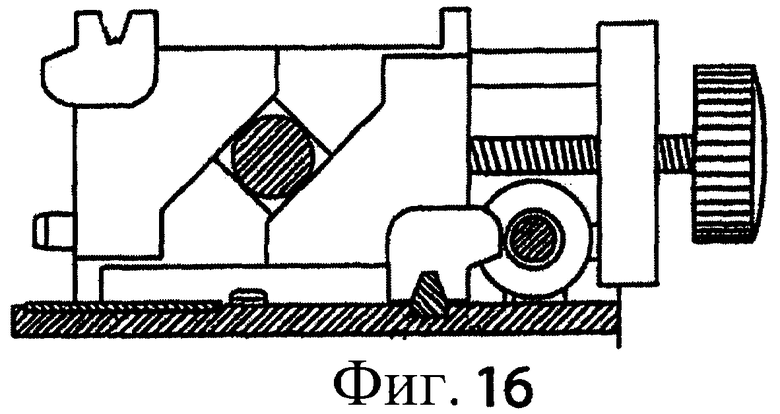
фиг.15 и 16 - держатель сверла в двух положениях на направляющем элементе, на виде с конца.
Описание вариантов осуществления изобретения
Данное изобретение относится к шлифованию или заточке вершины спирального сверла.
Спиральное сверло может иметь угол при вершине между 90° и 140°, и на фиг.1 показаны три угла при вершине 90°, 118° и 140°. Наиболее используемыми углами при вершине являются углы 118° или 130°, однако возможны также углы при вершине 120°, 135° и 140°. Более твердые стали и нержавеющая сталь требуют больших углов при вершине, что также относится к алюминию, в то время как центровочные сверла имеют в большинстве случаев угол при вершине 90°.
Спиральное сверло должно иметь для работы правильный первичный задний угол. Как показано на фиг.2, этот задний угол может изменяться, например, между 7° и 14°. Сверло с большим задним углом режет более легко, однако если угол слишком большой, то сверло проявляет склонность к вибрации, режет толчками и быстро нагревается. Если же, с другой стороны, задний угол слишком мал, то сверло не режет, а нагревается, что приводит к ухудшению режущих кромок.
Выбираемый задний угол зависит от материала и размера сверления. Более твердый материал требует сверла с меньшим задним углом. Более толстое сверло должно иметь меньший задний угол, чем более тонкое сверло. Таким образом, каждый размер сверла требует выбора заднего угла, при котором оно работает возможно лучшим образом с учетом подлежащего сверлению материала.
Обычные сверла обычно шлифуют с так называемой вершиной с конической огибающей. Как показано на фиг.3, две режущие кромки немного смещены в центре и образуют перемычку. Однако эта геометрия сверла не является идеальной, поскольку перемычка должна проталкивать свой путь вниз через материал для сверления, на что затрачивается много осевого давления, прежде чем режущие кромки начинают резать. Поскольку у перемычки нет вершины, то сверло отклоняется по кругу при попытке резания предварительно не высверленного отверстия.
Имеются другие способы заточки вершины для получения лучшего результата относительно возможности центрирования сверла. Однако эти способы необходимо выполнять на дорогих специальных станках, доступных в небольшом количестве мастерских, и заточка является слишком дорогой для обычной работы.
Более лучшую геометрию для спирального сверла 1 получают с помощью заточки четырех граней, как показано на фиг.4. Две режущие кромки 2 шлифуют с плоскими поверхностями или вторичными задними углами 3 и снимают фаску. Две режущие кромки 2 находятся на одной линии друг с другом, а перемычка 4 образует вершину 5. Такое сверло не отклоняется. Заточка четырех граней уменьшает требуемое осевое давление и возникающее тепло на половину по сравнению с обычным сверлом с заточкой по конической огибающей. Вершина с заточкой четырех граней режет лучше и имеет более длительный срок службы.
Заточка четырех граней не является обычной при массовом производстве за счет более высокой стоимости изготовления, но может первично использоваться для сверл из карбида вольфрама.
Устройство, согласно изобретению, обеспечивает возможность заточки четырех граней спирального сверла на обычном шлифовальном станке или на специальном станке, оборудованном таким устройством.
Часть 10 обычного шлифовального станка, снабженная устройством 11, согласно изобретению, показана на фиг.5. Станок имеет круглый или имеющий форму диска шлифовальный круг 12, приводимый во вращение с помощью электродвигателя в станке. Станок снабжен также цилиндрическим опорным стержнем 13, называемым универсальным суппортом, который установлен параллельно оси вращения шлифовального круга 12. Положение универсального суппорта 13 можно регулировать в соответствии с различными целями шлифования или заточки с помощью шлифовального круга 12 различных инструментов, обычно режущих инструментов, а также спиральных сверл.
Устройство 11, согласно изобретению, содержит следующие основные части: базовую пластину 14, показанную на фиг.6, направляющий элемент 15, показанный на фиг.7, и держатель 16 сверла, показанный на фиг.8.
На своей нижней стороне базовая пластина 14 имеет продольное отверстие 17 для ее установки в любом требуемом положении поворота на универсальном суппорте 13. Базовая пластина 14 может быть блокирована в требуемом положении с помощью винта 18. На своей верхней стороне базовая пластина 14 выполнена с направляющим каналом 19, параллельным отверстию 17, а также двумя опорными гребнями 20 для опоры направляющего элемента 15.
Направляющий элемент 15 содержит в основном заднюю пластину 21 и переднюю пластину 22, которые установлены с возможностью поворота относительно друг друга вокруг оси 23. Передняя пластина 22 выполнена с дугообразной канавкой 24, в которую входит винт 25 задней пластины с головкой 26, так что можно блокировать положение поворота передней пластины 25 относительно задней пластины 21.
Задняя пластина 21 выполнена с направляющим выступом 27 на своей нижней стороне для зацепления с возможностью скольжения с направляющим каналом 19 базовой пластины 14. Она выполнена также с конической направляющей канавкой 20' для направляющего взаимодействия с левым опорным гребнем 20 на фиг.6, а также опорной поверхностью 20” для правого опорного гребня 20.
Передняя пластина 22 выполнена на своей верхней стороне с направляющим гребнем 28 и направляющей плоскостью 29, образующими совместно направляющие средства для держателя 16 сверла. Она также снабжена регулировочным винтом 30, описание которого будет приведено ниже.
Держатель 16 сверла, который сам по себе является обычным, содержит в основном два зажимных элемента 35 и 36 с соответствующими выемками в своих обращенных друг к другу поверхностях для приема сверла 1, как показано на фиг.5 и 13. Зажимные элементы 35 и 36 можно переставлять и они направляются относительно друг друга с помощью хомута 37 и винта 38.
Как на своей верхней стороне, показанной на фиг.8, так и на своей нижней стороне держатель 16 сверла выполнен с направляющей канавкой 39 и опорной полосой 40 для взаимодействия с направляющим гребнем 28 и направляющей плоскостью 29, соответственно, на передней пластине 22 направляющего элемента 15.
Другие признаки устройства следуют из приведенного ниже описания процесса заточки спирального сверла с помощью устройства.
Перед установкой устройства необходимо позиционировать универсальный суппорт 13 на требуемом расстоянии, например 16 мм, от шлифовального круга 12. Для этого шаблон 45, описание которого приведено ниже, имеет отверстие 45' с диаметром, соответствующим диаметру универсального суппорта, так что шаблон 45 можно использовать в качестве направляющей линейки для определения этого расстояния простым образом.
Ранний этап подготовки заточки вершины спирального сверла показан на фиг.10. Базовую пластину 14 насаживают на универсальный суппорт 13 и предварительно прикрепляют к нему с помощью винта 18. Направляющий элемент 15 насаживают на базовую пластину 14, как показано на фиг.11.
Требуемый первичный задний угол (см. фиг.2) получают посредством регулирования углового положения базовой пластины 14 на универсальном суппорте 13. Это регулирование упрощается с помощью шаблона 45, показанного на фиг.9, а также фиг.11. С помощью показанного шаблона можно получать задние углы 7°, 9°, 11° и 14°. Четыре боковые кромки шаблона 45 имеют эти углы относительно центральной оси шаблона. Боковую кромку, соответствующую требуемому углу, прикладывают к верхней стороне направляющего элемента 15 и регулируют угловое положение базовой пластины 14, пока две концевые точки шаблона 45 не придут в контакт с шлифовальным кругом 12, при этом эти две точки расположены на линии, перпендикулярной центральной оси шаблона 45. Винт 18 затягивают.
Регулирование с помощью шаблона 45 обеспечивает правильный задний угол независимо от износа (или диаметра) шлифовального круга 12.
Следующим этапом является установка угла вершины сверла. Это осуществляется посредством регулирования взаимного поворотного положения между задней пластиной 21 и передней пластиной 22 направляющего элемента 15. Как показано наиболее отчетливо на фиг.5, боковая кромка передней пластины направляющего элемента 15 может быть выполнена с выемками с определенными типичными углами вершины, в данном случае 90°, 118°, 130° и 140°. За счет этого можно оценивать преобладающий угол вершины сверла. После этого переднюю пластину 22 можно поворачивать и блокировать в требуемом положении с помощью винта 26 (см. фиг.7). Для этого задняя пластина 21 выполнена с цифровыми значениями угла, видимыми через смотровое отверстие 46 в передней пластине 22 (см. фиг.5 и 7).
После этого затачиваемое сверло закрепляют в держателе 16 сверла, при этом его вершина выступает из держателя сверла на определенное расстояние, которое может быть задано расстоянием между двумя стопорами L и R и кромкой передней пластины 22 направляющего элемента 15 (L для углов вершины между 118° и 140° и R для угла вершины 90°).
Сверло 1 необходимо закреплять в держателе 16 сверла так, что его режущие кромки 2 проходят параллельно верхней и нижней сторонам держателя 16 сверла, как показано на фиг.15 и 16.
Затем необходимо установить держатель 16 сверла на направляющем элементе 15. Держатель 16 сверла снабжен опорой 47 на каждой стороне. Соответствующую опору 47 необходимо привести в контакт с пояском 48 на регулировочном винте 30, которые опираются на два ушка 49 на передней пластине 22 направляющего элемента 15. Затем регулировочный винт 30 смещают в направлении шлифовального круга 12 посредством его вращения, пока вершина сверла не будет на расстоянии, например, 1 мм от шлифовального круга, который после этого можно приводить во вращательное движение. Дальнейшее продвижение регулировочного винта 30 приводит вершину сверла в контакт со шлифовальным кругом 12; звук указывает момент соприкосновения вершины сверла со шлифовальным кругом. Теперь система находится в нулевом положении.
Затем регулировочный винт 30 продвигают на расстояние, соответствующее требуемой глубине резания вершины сверла. Конструкция регулировочного винта 30 может быть такой, что один поворот соответствует 0,5 мм глубины резания. За счет этого указанное расстояние появляется между опорой 47 и пояском 48, как показано на фиг.12. Затем регулировочный винт 30 можно блокировать с помощью блокировочной гайки 50, взаимодействующей с одним из ушков 49.
Затем начинают заточку первой режущей кромки вершины сверла, как показано на фиг.13. Держатель 16 сверла толкают вниз к направляющему элементу 15 и продвигают, так что вершина сверла приходит в затачивающее соприкосновение с вращающимся шлифовальным кругом 12. Держатель 16 сверла на направляющем элементе 15 перемещают назад и вперед на базовой пластине 14, так что используется вся ширина шлифовального круга 12. Эту заточку продолжают, пока опора 47 не придет в контакт с пояском 48, предотвращая дальнейшее продвижение.
Затем держатель 16 сверла поднимают с направляющего элемента 15 и поворачивают на 180°. Процесс заточки повторяют для второй режущей кромки вершины сверла.
Весь процесс заточки можно повторять несколько раз для получения одинаковой заточки для обеих режущих кромок. Звук заточки указывает, когда режущие кромки получили одинаковую заточку.
В результате, сверло получает режущие кромки с симметричным углом вершины, одинаковой длины и с требуемым первичным задним углом.
Теперь можно продолжать процесс заточки для получения вершины сверла с требуемым вторичным задним углом и с заточкой четырех граней.
Первым этапом этого процесса является ослабление винта 18, так что базовую пластину 14 с направляющим элементом 15 и держателем 16 сверла можно слегка поворачивать против часовой стрелки, что означает, что вершина сверла теряет свой контакт со шлифовальным кругом 12, и затем снова блокируют (как показано, например, на фиг.10).
Держатель 16 сверла необходимо поднять и расположить в новом положении на направляющем элементе 15 с опорой 47 в контакте со стопорной гайкой 51, находящейся в резьбовом зацеплении с регулировочным винтом 30. При этом стопорная гайка 51 должна быть на определенном расстоянии, например, 28 мм, от пояска 48 на регулировочном винте 30, с целью получения подходящего вторичного заднего угла. Стопорная гайка 51 показана на фиг.14 с втулкой 51', которая направлена к пояску 48 на регулировочном винте 30 и которая задает указанное расстояние.
Затем поворачивают базовую пластину 14 по часовой стрелке, пока вершина сверла снова не придет в контакт со шлифовальным кругом 12, и блокируют ее.
Стопорную гайку 51 продвигают на регулировочном винте 30 (в направлении шлифовального круга 12), при этом регулировочный винт все еще блокирован с помощью блокировочной гайки 50. На первом этапе продвижение вперед стопорной гайки может быть ограничено половиной или полным оборотом.
Затем снова приводят во вращение шлифовальный круг. Процесс заточки для второго заднего угла начинают посредством толкания направляющего элемента 15 в направлении шлифовального круга 12 с одновременным перемещением его назад и вперед по ширине шлифовального круга. Первую кромку затачивают, пока опора 47 не придет в контакт со стопорной гайкой 51.
Держатель 16 сверла поворачивают на 180° и выполняют процесс заточки для второй кромки так же как для первой кромки, пока опора 47 снова не придет в контакт со стопорной гайкой 51.
Теперь начинает проявляться форма с четырьмя гранями, однако вторичные задние углы подлежат дальнейшему шлифованию, так что они встречаются в центре, и образуется действительная вершина, как показано на фиг.4.
В соответствии с этим стопорную гайку 51 продвигают дальше на короткое расстояние, после чего выполняют заточку попеременно на двух кромках, пока не будет достигнута требуемая форма, показанная на фиг.4.
Фиг.15 (с позициями) и фиг.16 (без позиций для ясности) приведены для дополнительной иллюстрации важного аспекта держателя 16 сверла. Держатель 16 сверла переводится в направлении сверла 1 на передней пластине 22 направляющего элемента 15. Направляющая канавка 39 на правой стороне держателя сверла направляется по направляющему гребню 28 на передней пластине 22. Левая сторона держателя сверла скользит без направления по опорной полосе 40. Когда держатель 16 сверла поворачивают на 180°, как показано на фиг.16, его вторая направляющая канавка 39 направляет держатель сверла по тому же направляющему гребню 28, так что вершина сверла 1 получает точно такое же положение относительно шлифовального круга 12.
Две опоры 47, которые расположены симметрично на каждой стороне держателя 16 сверла, обеспечивают при своем контакте с пояском 48 на регулировочном винте 30, симметричную заточку двух режущих кромок сверла 1.
Возможны изменения в пределах объема прилагаемой формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Насадка на подручник точильного станка для заточки свёрл | 2025 |
|
RU2840339C1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ РУЧНОЙ ЗАТОЧКИ СВЕРЛ (ВАРИАНТЫ) | 2008 |
|
RU2389596C2 |
| Приспособление для плоскостной заточки сверл | 1988 |
|
SU1618588A1 |
| ДЕРЖАТЕЛЬ ДЛЯ РУЧНОЙ ЗАТОЧКИ СВЕРЛ И ОТВЕРТОК | 2007 |
|
RU2348499C1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ЗАТОЧКИ СПИРАЛЬНЫХ СВЕРЛ | 2004 |
|
RU2271271C1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ РУЧНОЙ ЗАТОЧКИ СВЁРЛ (ВАРИАНТЫ) | 2002 |
|
RU2215639C1 |
| Устройство для многоплоскостной заточки режущего инструмента | 1984 |
|
SU1252135A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ЗАТОЧКИ СПИРАЛЬНЫХ СВЕРЛ | 2006 |
|
RU2365481C2 |
| СТАНОК НАСТОЛЬНЫЙ ДЛЯ ЗАТОЧКИ КОРОТКИХ И СУПЕРДЛИННЫХ СПИРАЛЬНЫХ СВЕРЛ ДИАМЕТРОМ ОТ 2 мм ДО 20 мм | 2011 |
|
RU2494851C2 |
| Полуавтомат для заточки задних поверх-НОСТЕй РЕжущЕгО иНСТРуМЕНТА | 1979 |
|
SU837774A1 |
Изобретение относится к машиностроению и может быть использовано при заточке спиральных сверл на шлифовальных станках. Устройство для заточки вершины спирального сверла с помощью вращающегося шлифовального круга содержит базовую пластину, поворачиваемую с возможностью блокирования вокруг оси, параллельной оси шлифовального круга, держатель сверла для разъемного удерживания спирального сверла и направляющий элемент. Направляющий элемент имеет заднюю пластину и переднюю пластину, выполненные с возможностью поворота с блокированием относительно друг друга. Задняя пластина соединена с базовой пластиной для перемещений в направлении оси шлифовального круга, а передняя пластина имеет направляющие средства для направления с возможностью скольжения держателя сверла по существу в направлении к шлифовальному кругу и от него. Приведен способ заточки вершины сверла с использованием указанного устройства. Обеспечиваются улучшенные условия резания, увеличивается срок службы сверла. 2 н. и 7 з.п. ф-лы, 16 ил.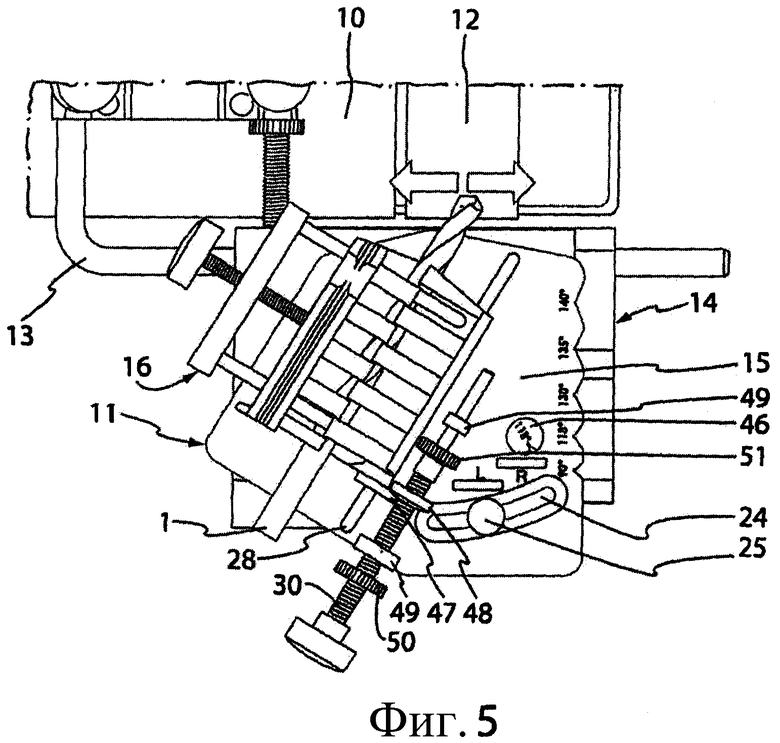
1. Устройство для заточки вершины спирального сверла с помощью вращающегося шлифовального круга (12) на шлифовальном станке, отличающееся тем, что оно снабжено
базовой пластиной (14), поворачиваемой с возможностью блокирования вокруг оси, параллельной оси шлифовального круга (12),
держателем (16) сверла для удерживания спирального сверла (1), подлежащего заточке, и
направляющим элементом (15), содержащим заднюю пластину (21) и переднюю пластину (22), выполненные с возможностью поворота с блокированием относительно друг друга,
при этом задняя пластина (21) соединена с базовой пластиной (14) для перемещений в направлении оси шлифовального круга, а
передняя пластина (22) имеет направляющие средства (28, 29) для направления с возможностью скольжения держателя (16) сверла, по существу, в направлении к шлифовальному кругу (12) и от него.
2. Устройство по п.1, в котором базовая пластина (14) имеет продольное отверстие (17) для цилиндрического опорного стержня (13) шлифовального станка, при этом предусмотрен блокировочный винт (18) для вхождения в отверстие, причем базовая пластина (14) имеет опорный гребень (20) для взаимодействия с возможностью скольжения с направляющей канавкой (20') на нижней стороне задней пластины (21).
3. Устройство по п.1, в котором передняя пластина (22) направляющего элемента (15) имеет направляющий гребень (28) для взаимодействия с направляющей канавкой (39) в держателе (16) сверла и направляющую плоскость для взаимодействия с опорной полосой (40) на держателе (16) сверла.
4. Устройство по п.1 или 3, в котором держатель (16) сверла содержит два зажимных элемента (35, 36), между которыми можно зажимать сверло (1) с помощью винта (38), и выполнен с направляющими канавками (39) и опорными поверхностями (40) на двух противоположных поверхностях для обеспечения поворота на 180°.
5. Устройство по п.1, в котором задняя пластина (21) и передняя пластина (22) направляющего элемента (15) выполнены с возможностью совместного блокирования с помощью винта (25) задней пластины, при этом передняя пластина имеет смотровое отверстие (46) для указания цифровых значений угла, предусмотренных на задней пластине.
6. Устройство по п.1 или 3, в котором регулировочный винт (30), предусмотренный на передней пластине (22) параллельно направляющему гребню (28), имеет фиксированный поясок (48) и подвижную стопорную гайку (51) для взаимодействия с опорой (47) на каждой стороне держателя (16) сверла.
7. Устройство по п.1, в котором используется шаблон (45) для определения углового положения базовой пластины (14) с направляющим элементом (15).
8. Способ заточки вершины спирального сверла с помощью устройства по любому из пп.1-7, включающий следующие этапы:
после установки на цилиндрический опорный стержень (13) параллельно оси шлифовального круга (12), базовую пластину (14) снабжают выполненным с возможностью скольжения направляющим элементом (15) и устанавливают его угловое положение относительно шлифовального круга, задавая первичный задний угол спирального сверла (1), подлежащего заточке, с помощью шаблона (45), и блокируют, требуемый угол вершины сверла (1), подлежащего заточке, задают посредством поворота передней пластины (22) направляющего элемента (15) относительно его задней пластины (21) и блокирования его в выбранном положении,
устанавливают спиральное сверло (1) в держателе (16) сверла его режущими кромками (2) параллельно боковым поверхностям держателя сверла, и размещают держатель сверла на направляющем элементе (15) с его опорой (47) в контакте с пояском (48) на регулировочном винте (30) в положении, в котором вершина сверла контактирует с шлифовальным кругом (12),
после продвижения пояска (48) регулировочного винта на расстояние, соответствующее требуемой глубине резания, затачивают одну из режущих кромок (2) посредством толкания держателя (16) сверла к шлифовальному кругу (12), при одновременном перемещении вершины сверла назад и вперед по ширине шлифовального круга, пока опора (47) не придет в контакт с пояском (48), и
поворачивают держатель (16) сверла и возвращают к направляющему элементу (15), после чего повторяют выше указанный процесс заточки.
9. Способ по п.8, в котором для обеспечения заточки четырех граней выполняют следующие этапы:
базовую пластину (14) немного поднимают для образования большего угла с касательной шлифовального круга (12) и блокируют в новом положении,
держатель (16) сверла поднимают и располагают в новом положении на направляющем элементе (15) с опорой (47) в контакте со стопорной гайкой (51),
выполняют процесс заточки для образования вторичного заднего угла на одной из режущих кромок (2),
поворачивают держатель (16) сверла и повторяют процесс заточки для другой режущей кромки (2), и
повторяют указанные этапы процесса заточки, пока вторичные задние углы не сойдутся в центре, и образуется действительная вершина (5) сверла.
| Устройство для многоплоскостной заточки режущего инструмента | 1984 |
|
SU1252135A1 |
| Устройство для заточки сверл | 1980 |
|
SU984820A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ЗАТОЧКИ СПИРАЛЬНЫХ СВЕРЛ | 2004 |
|
RU2271271C1 |
| US 4176499 A, 04.12.1979. | |||

