Область, к которой относится изобретение
Изобретение относится к способу нанесения тонкого равномерного слоя легкоплавкого термоадгезионного вещества на движущиеся горизонтальные поверхности, имеющие протяженную и сложную конфигурацию, и может быть использовано, например, в термоадгезионных сепараторах для обогащения полезных ископаемых, при автоматическом нанесении равномерного слоя на каналы (желоба) транспортерной ленты термоадгезионного сепаратора для отбора и извлечения алмазов из смеси зерен сопутствующих минералов, имеющих существенно различающиеся способности передавать тепло от одного тела к другому.
Уровень техники
Под легкоплавким термоадгезионным веществом здесь понимается класс композиционных полимерных материалов, которые при незначительном нагреве (менее 100°С) переходят в жидкую фазу и проявляют при этом высокие адгезионные (клеящие) свойства, тогда как при комнатной температуре, будучи в твердом состоянии, они адгезионными свойствами не обладают.
Известен способ нанесения термоадгезионных веществ, таких как парафин, воск, канифоль или их смесей, на края покровных стекол [1], в котором перед нанесением покрытия сначала эти вещества разогревают до получения расплава и затем его наносят на поверхности покровных стекол. Однако известное техническое решение не пригодно для нанесения слоя вещества на движущиеся протяженные объекты, имеющие большую площадь поверхности.
Известны способы нанесения тонкого слоя термоадгезионного вещества на движущиеся подложки сложной конфигурации, основанные на погружении в ванну с расплавом наносимого вещества, на переносе расплава из ванны на подложку, на распылении и поливе расплава термоадгезионного вещества на подложку [2-5]. Недостатком известных способов является невозможность обеспечения равномерной толщины наносимого слоя при использовании термоадгезионных веществ, имеющих короткое время стеклования (перехода полимера из жидкого - высокоэластичного в твердое состояние), таких как канифоль. Канифоль имеет короткое время стеклования и низкую температуру плавления (50-130°С), в расплавленном состоянии обладает высокими адгезионными свойствами, наиболее привлекательными для применения в термоадгезионных сепараторах с точки зрения прочного и надежного закрепления зерен полезного продукта - алмаза на поверхности транспортерной ленты и обеспечения высокой производительности сепарации. У вышеуказанных способов имеются также и другие недостатки, такие как неэффективные потери энергии на получение расплава из исходного массива вещества, находящегося при комнатной температуре в твердом состоянии, и интенсивное образование при получении расплава паров из составляющих вещество соединений, оказывающих неблагоприятное воздействие на окружающую среду. Отвод паровых выделений требует применения сложной вытяжной вентиляции, которые при практической реализации известных способов приведут к их удорожанию.
Известны способы нанесения покрытий, суть которых заключается в том, что при получении покрытий на сложнопрофильных изделиях сначала на их поверхность наносят вещество покрытия в виде слоя порошка, удерживают его с помощью различных связующих и затем подвергают нагреву до полного расплавления вещества покрытия [6-8]. Известные технические решения обеспечивают равномерную толщину наносимого покрытия на компактные изделия сложной конфигурации, однако они не пригодны для получения покрытий на поверхности движущихся протяженных изделий или объектов.
Наиболее близким к заявляемому изобретению по технической сущности и достигаемому результату является способ, описанный в патенте РФ №2117075 [9]. Известный способ включает нанесение порошковой композиции путем предварительного покрытия наплавляемых поверхностей изделия сложных форм слоем жидкого вещества, которое удерживает силами адгезии нанесенный на него слой порошка определенной толщины, и последующее оплавление. Данный способ обеспечивает высокую равномерность толщины нанесенного слоя на поверхностях изделий сложных форм. Однако известный способ также не пригоден для нанесения тонкого слоя покрытия на движущиеся протяженные объекты, такие, например, как желоба транспортерной ленты.
Раскрытие изобретения
Задачей предлагаемого изобретения является создание механизированной технологии нанесения слоя термоадгезионного вещества с регулируемой толщиной на горизонтально движущиеся протяженные поверхности, такие как поверхности желобов транспортерной ленты сложной формы.
Техническим результатом изобретения является обеспечение непрерывности подачи мелкозернистого порошка на движущиеся протяженные поверхности, что позволяет получить равномерную и регулируемую толщину наносимого слоя, а также повысить эффективность энергопотребления и снизить газо- и парообразование при расплавлении термоадгезионного вещества.
Технический результат достигается тем, что при нанесении тонкого слоя легкоплавкого термоадгезионного вещества на горизонтально движущуюся подложку сложной конфигурации с последующим его нагревом для получения слоя заданной толщины термоадгезионное вещество в виде мелкозернистого порошка из вибробункера в форме треугольной призмы через выходные отверстия, расположенные на линии его сужающегося дна, подают на поверхность движущейся подложки, при этом регулировку количества порошка, подаваемого на движущуюся подложку, производят изменением зазора между выходными отверстиями вибробункера и направленными к подложке конусообразными наконечниками круглых стержней, установленных в объеме вибробункера и проходящих через выходные отверстия вибробункера и соосные им отверстия в балке, скрепляющей параллельные стенки вибробункера, путем перемещения стержней вверх и вниз относительно балки, нагрев порошка и задание толщины наносимого слоя термоадгезионного вещества производят соответственно нагревателями, имеющими форму поперечного сечения подложки и расположенными за бункером в ряд перпендикулярно движению подложки, и изменением величины зазора между поверхностью подложки и нагревателями путем их опускания или поднятия.
Порошок термоадгезионного вещества, например канифоли, подают из вибробункера на, например, параллельно расположенные желоба (каналы) транспортерной ленты. Форма вибробункера в виде треугольной призмы способствует не только стеканию частиц порошка вниз в сторону его выходных отверстий, но и позволяет расположить перпендикулярно направлению движения наносимой поверхности достаточное количество выходных отверстий, тем самым обеспечивает многоканальность подачи и нанесения покрытия. Конусообразные наконечники стержней, проходящие через выходные отверстия на дне вибробункера, образуют зазоры, через которые частицы порошка термоадгезионного вещества стекают на поверхность движущейся подложки. При этом вертикальное перемещение стержней вверх или вниз соответственно уменьшает или увеличивает зазоры, что позволяет регулировать количество порошка, стекающего на поверхность движущейся подложки. Вибрация стенок вибробункера через балку передается к наконечникам стержней, колебания которых в зазоре, образованном между ними и выходными отверстиями вибробункера, разбивают комки, препятствуют зависанию частиц порошка и предотвращают закупоривание зазоров. Это обеспечивает непрерывное стекание и попадание частиц порошка на горизонтальные движущиеся поверхности подложки.
Известно, что эффективность (снижение времени) расплавления любого материала зависит от степени его дисперсности. В связи с этим использование легкоплавкого термоадгезионного вещества, например канифоли, в виде мелкозернистого порошка при контакте с нагревателем обеспечивает моментальное расплавление и его прилипание на поверхности подложки. Высокая эффективность расплавления термоадгезионного вещества в виде мелкозернистого порошка существенно снижает потребление электроэнергии по сравнению со способами, в которых используются расплав массивных кусков термоадгезионного вещества в термованнах. Кроме того, высокая эффективность расплавления термоадгезионного порошка снижает интенсивность выделений газов и паров, оказывающих неблагоприятное воздействие на окружающую среду и требующих для их отвода специальной дорогостоящей системы вытяжной вентиляции.
Краткое описание чертежей
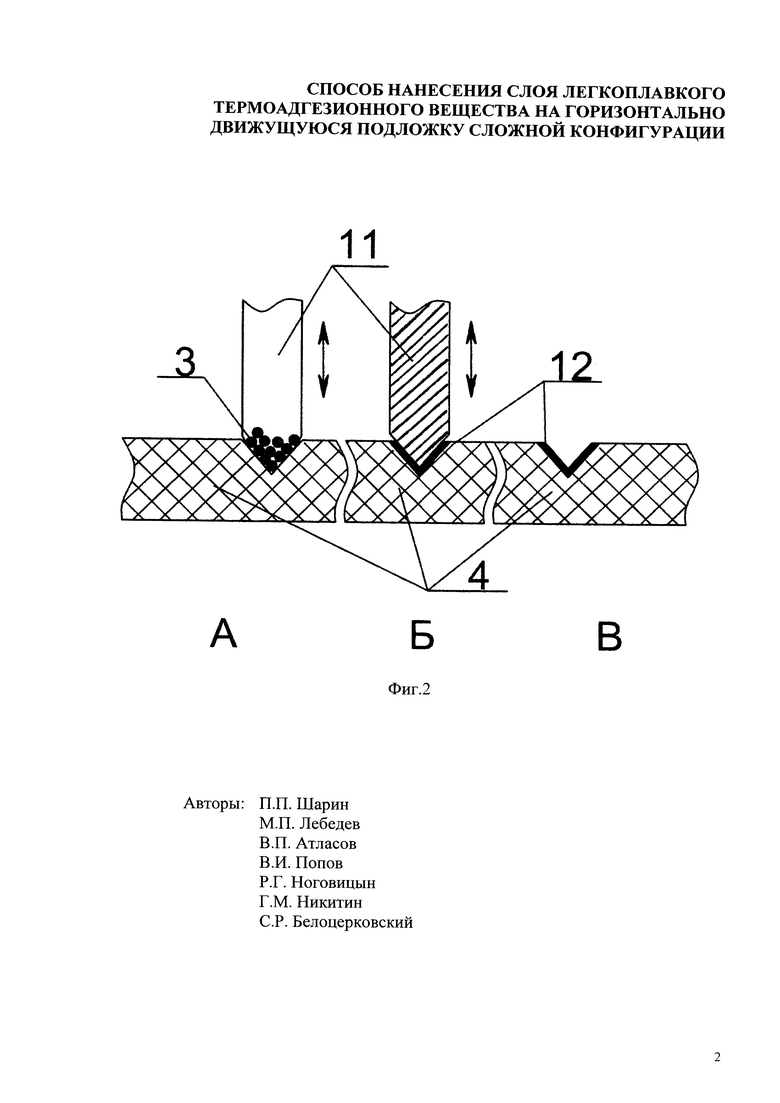
На фиг. 1 приведена схема осуществления заявленного способа на примере нанесения тонкого слоя канифоли на желоба транспортерной ленты, движущейся с постоянной скоростью (вид сбоку и сверху). На фиг. 2 показано поперечное сечение транспортерной ленты с треугольными желобами при контактном расплавлении порошка канифоли нагревателем в разные моменты времени: А - до момента контакта наконечника нагревателя с порошком канифоли; Б - в момент расплавления частиц канифоли при их соприкосновении с треугольным наконечником нагревателя; В - после прохождения слоя канифоли под контактным наконечником нагревателя.
Осуществление изобретения
Осуществление изобретения подтверждается примером реализации способа, представляющим собой описание процесса нанесения тонкого слоя термоадгезионного вещества - канифоли на желоба трехканальной транспортерной ленты на макете термоадгезионного сепаратора зерен алмаза (фиг. 1).
В вибробункер 1, имеющий форму треугольной призмы и выходные отверстия 2 (количество отверстий определяется количеством каналов транспортерной ленты), засыпается предварительно подготовленный однородный мелкозернистый порошок канифоли 3. Вибробункер 1 установлен над транспортерной лентой 4 так, чтобы его параллельные стенки были расположены вдоль продольной оси треугольных желобов 5 (каналов) транспортерной ленты 4. Параллельные стенки вибробункера 1 жестко соединены балкой 6, на которой вдоль линии продольной оси просверлены круглые вертикальные отверстия 7, сопряженные с выходными отверстиями 2 вибробункера 1. В отверстия 7 установлены круглые стержни 8 с наконечниками в виде конуса, плавно сужающегося вниз. Конусообразные наконечники стержней 8 проходят через выходные отверстия 2 вибробункера 1 и образуют с ними зазоры 9 в форме кольца. При включении вибратора 10, жестко закрепленного на одной из стенок вибробункера 1, частицы порошка канифоли 3 через кольцеобразные зазоры 9 стекают из вибробункера 1 вдоль поверхности конусообразного наконечника стержней 8 и попадают на поверхность желобов 5 движущейся транспортерной ленты 4. Вибрация стенок вибробункера 1 передается через балку 6 и к стержням 8. Непрерывные колебания стенок вибробункера 1 и стержней 8 предотвращают закупоривание зазоров 9 и обеспечивают непрерывное стекание частиц порошка 3 через зазоры 9 и их попадание на поверхности желобов 5 движущейся транспортерной ленты 4. При этом количество порошка 3, подаваемого на поверхность желобов 5 при заданной скорости перемещения транспортерной ленты 4, легко регулируется увеличением или уменьшением величины кольцеобразного зазора 9 путем перемещения вверх или вниз круглого стержня с конусообразными наконечниками 8. Транспортерная лента 4 перемещает осажденный слой термоадгезионного порошка 3 к нагревательным элементам-свечам 11, установленным непосредственно за вибробункером 1 вдоль продольной оси транспортерной ленты 4. При легком соприкосновении наконечника нагревательного элемента 11 частицы порошка канифоли 3 моментально расплавляются и тонким слоем 12 прилипают к стенкам желобов 5 транспортерной ленты 4, моментально затвердевая и образуя тонкий равномерный слой канифоли (фиг. 2). При этом толщина наносимого слоя 12 канифоли регулируется путем изменения величины зазора между поверхностью желобов 5 транспортерной ленты 4 и нагревателями 1, что производят путем опускания или поднятия нагревателей 1 относительно транспортерной ленты 4.
Реализация способа позволяет получить качественное рабочее покрытие, снизить энергопотребление и неблагоприятное воздействие на окружающую среду.
Источники информации
[1] Патент РФ №2043792, опубл. 20.09.1995 г.
[2] Зенин Б.С., Овечкин Б.Б. Современные технологии модифицирования поверхности и нанесения покрытий. Учебное пособие. - Томск. - 2008.- 75 с.
[3] Авторское свидетельство СССР №1445810, опубл. 23.12.1988 г.
[4] Авторское свидетельство СССР №990905, опубл. 23.01.1983 г.
[5] Патент РФ №2370325, опубл. 20.10.2009 г.
[6] Патент №1790471, опубл. 23.01.1993 г.
[7] Патент №2009271, опубл. 15.03.1994 г.
[8] Патент №2546702, опубл. 10.04.2015 г.
[9] Патент РФ №2117075, опубл. 10.08.1998 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СЕПАРАЦИИ АЛМАЗОСОДЕРЖАЩИХ СМЕСЕЙ МИНЕРАЛОВ | 2014 |
|
RU2546702C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ И УПРОЧНЕНИЯ ДЕТАЛЕЙ | 1997 |
|
RU2119557C1 |
| СПОСОБ ТЕПЛОИЗОЛЯЦИИ ТУРБИННОЙ ЛОПАТКИ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПРОФИЛЯ | 1993 |
|
RU2086775C1 |
| УСТАНОВКА ДЛЯ ЛУЖЕНИЯ ВЫСОКОТЕМПЕРАТУРНЫХ СВЕРХПРОВОДНИКОВ ВТОРОГО ПОКОЛЕНИЯ | 2018 |
|
RU2696187C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПОЛУЧЕНИЯ СТЕКЛЯННЫХ МЕТАЛЛИЗИРОВАННЫХ НИТЕЙ ИЗ ВОЛОКОН, ИЗГОТОВЛЕННЫХ ИЗ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА | 2021 |
|
RU2755292C1 |
| СПОСОБ ПОЛУЧЕНИЯ МАССИВНОГО АМОРФНОГО МАТЕРИАЛА | 2007 |
|
RU2338004C1 |
| Установка для изготовления микропористых полимерных материалов | 1972 |
|
SU651678A4 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ В ЭЛЕКТРИЧЕСКОМ ПОЛЕ НА ОДИН ИЗ ЭЛЕКТРОДОВ ПОКРЫТИЙ ИЗ МАТЕРИАЛОВ В ВИДЕ ПОРОШКА (ВАРИАНТЫ) | 1999 |
|
RU2190040C2 |
| Питатель для непрерывной подачипОРОшКА шиХТы B дВижущийСя жЕлОб | 1978 |
|
SU841875A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ИОНПРОВОДЯЩИХ МЕМБРАН МЕТОДОМ ПОЛИВА | 2017 |
|
RU2689628C1 |

Изобретение относится к способу нанесения тонкого равномерного слоя легкоплавкого термоадгезионного вещества на движущиеся горизонтальные протяженные поверхности, имеющие протяженную и сложную конфигурацию, и может быть использовано, например, в термоадгезионных сепараторах для обогащения полезных ископаемых, при автоматическом нанесении равномерного слоя на каналы (желоба) транспортерной ленты термоадгезионного сепаратора для отбора и извлечения алмазов из смеси зерен сопутствующих минералов, имеющих существенно различающиеся способности передавать тепло от одного тела к другому. Указанный способ включает нанесение порошка термоадгезионного вещества и последующий его нагрев с получением слоя заданной толщины, при этом на поверхность движущейся протяженной подложки подают термоадгезионное вещество в виде мелкозернистого порошка из вибробункера в форме треугольной призмы через выходные отверстия, расположенные на линии его сужающегося дна. Регулировку количества порошка, подаваемого на упомянутую движущуюся подложку, осуществляют изменением зазора между выходными отверстиями вибробункера и направленными к подложке конусообразными наконечниками круглых стержней, установленных в объеме вибробункера и проходящих через выходные отверстия вибробункера и соосные им отверстия в балке, скрепляющей параллельные стенки вибробункера, путем перемещения стержней вверх и вниз относительно балки. Нагрев порошка осуществляют нагревателями, имеющими форму поперечного сечения подложки и расположенными за бункером в ряд перпендикулярно движению подложки. Толщину наносимого слоя термоадгезионного вещества задают путем изменения величины зазора между поверхностью подложки и нагревателями путем их опускания или поднятия. Обеспечивается непрерывность подачи мелкозернистого порошка на движущиеся протяженные поверхности с обеспечением получения равномерной и регулируемой толщины наносимого слоя, а также повышение эффективности энергопотребления и снижение газо- и парообразования при расплавлении термоадгезионного вещества. 2 ил.
Способ нанесения тонкого слоя легкоплавкого термоадгезионного вещества на горизонтально движущуюся протяженную подложку, включающий нанесение порошка термоадгезионного вещества и последующий его нагрев с получением слоя заданной толщины, отличающийся тем, что на поверхность движущейся протяженной подложки подают термоадгезионное вещество в виде мелкозернистого порошка из вибробункера в форме треугольной призмы через выходные отверстия, расположенные на линии его сужающегося дна, при этом регулировку количества порошка, подаваемого на упомянутую движущуюся подложку, осуществляют изменением зазора между выходными отверстиями вибробункера и направленными к подложке конусообразными наконечниками круглых стержней, установленных в объеме вибробункера и проходящих через выходные отверстия вибробункера и соосные им отверстия в балке, скрепляющей параллельные стенки вибробункера, путем перемещения стержней вверх и вниз относительно балки, нагрев порошка осуществляют нагревателями, имеющими форму поперечного сечения подложки и расположенными за бункером в ряд перпендикулярно движению подложки, а толщину наносимого слоя термоадгезионного вещества задают путем изменения величины зазора между поверхностью подложки и нагревателями путем их опускания или поднятия.
| СПОСОБ НАНЕСЕНИЯ ТОНКИХ СЛОЕВ ПОРОШКОВЫМИ КОМПОЗИЦИЯМИ | 1996 |
|
RU2117075C1 |
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНОГО КОРРОЗИОННО-СТОЙКОГО ПОКРЫТИЯ НА НАРУЖНУЮ И ВНУТРЕННЮЮ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОЙ ТРУБЫ | 2013 |
|
RU2553742C1 |
| СПОСОБ НАПЫЛЕНИЯ ВЫСОКОДИСПЕРСНЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2399695C1 |
| US 5505990 A1, 09.04.1996 | |||
| US 9139912 B2, 22.09.2015. | |||

