Изобретение относится к деформационно-термической обработке сплавова титан-ниобий-тантал-цирконий с эффектом памяти формы. Может быть использовано в металлургии, машиностроении и медицине. Особенно привлекательно его использование в медицинских устройствах типа «стент», «Кафа-фильтр» и прочих.
Известен способ получения ультрамелкозернистых титановых сплавав с эффектом памяти формы, включающий термомеханическую обработку, сочетающую деформацию и рекристаллизационный отжиг. Перед термомеханической обработкой осуществляют предварительную закалку сплава, а деформацию осуществляют в два этапа, причем на первом этапе проводят интенсивную пластическую деформацию с накопленной истинной степенью деформации ε более 400% в интервале температур 300-550°C, а на втором этапе проводят деформацию прокаткой или экструзией, или волочением со степенью деформации не менее 20% при температурах 20-500°C, а отжиг проводят при температурах 350-550°C в течение 0,5-2,0 часов (Патент РФ №2266973, МПК C22F 1/18, опубл. 27.12.2005 г.).
Недостатком известного способа является высокая степень анизотропии структуры и свойств материала из-за неоднородной морфологии зерен в продольном и поперечном сечении заготовки, большая доля малоугловых границ. Такой материал обладает повышенной прочностью, но ограниченной пластичностью, не обеспечивающий высокой стойкости к усталостному разрушению.
Известен способ получения сверхупругого титан-никелевого сплава (JP 58161753, МПК C22F 1/10, опубл. 26.09.83 г.), включающий предварительную закалку крупнозернистого сплава, последующую холодную деформацию прокаткой со степенью деформации более 20% и отжиг при температуре 250-550°C.
Недостатками способа являются относительно низкие степени деформации (ε менее 100%) и ограничения по степени измельчения микроструктуры, не позволяющие достигать наиболее высоких механических и функциональных свойств.
Наиболее близким к предложенному является способ получения сплавов TiNb (Ta и/или Zr) и его их обработки (Патент РФ №2485197, МПК C22F 1/18, опубл. 20.06.2013 г.). Способ обработки сплава включает горячую обработку давлением слитка сплава на основе титана при начальной температуре 900-950°C и конечной температуре 700-750°C, термомеханическую обработку путем многопроходной холодной деформации с суммарной степенью обжатия от 31 до 99%, последеформационного отжига при температуре 500-600°C и завершающего закалочного охлаждения в воде. После механическое псевдоупругое циклирование полученной заготовки в условиях одноосного растяжения до достижения 2% деформации в течение 50-100 циклов и снятия нагрузки.
К недостаткам этого способа относится обработка на первых этапах давлением, без вакуума. При нагреве сплава более 400 градусов не в вакууме или инертной среде замечено поглощение кислорода титаном и танталом, что негативно сказывается на усталостных свойствах конечного продукта - проволоки.
Задачей изобретения является получение проволоки из сплавов титан-ниобий-тантал-цирконий, а именно Ti-30Nb-13Ta-5Zr, Ti-30Nb-10Ta-5Zr, Ti-20Nb-10Ta-5Zr с эффектом памяти формы с одновременным улучшением функциональных свойств за счет создания нанокристаллической структуры и минимизацией поглощения кислорода и азота в процессе производства проволоки.
Техническим результатом является повышение прочности и сохранение пластичности наноструктурной проволоки титан-ниобий-тантал-цирконий с эффектом памяти формы. Структура, образующаяся после механического воздействия на сплав, из нанокристаллических аустенитных зерен, в которой объемная доля зерен с размером не более 100 нм и с коэффициентом формы зерен не более 2 во взаимно перпендикулярных плоскостях составляет не менее 85%, причем более чем 50% зерен имеют большеугловые границы, разориентированные относительно соседних зерен на углы от 10° до 90°.
Технический результат достигается тем, что в способе получения наноструктурной проволоки из сплава титан-ниобий-тантал-цирконий с эффектом памяти формы, включающем гомогенизирующий отжиг, интенсивную пластическую деформацию и рекристаллизационный отжиг, минимизируется образование оксидов титана и тантала, а также образованием наноразмерных зерен. Согласно изобретению гомогенизирующий отжиг слитка проводят в вакууме при температуре 600°C в течение 16 ч, интенсивную пластическую деформацию осуществляют путем многостадийной прокатки при температуре 15-30°C с обеспечением достижения в полученной заготовке накопленной степени деформации в 400%, а рекристаллизационный отжиг осуществляют в вакууме при температуре 550°C, затем заготовку нарезают на прутки электроэрозионным методом, проводят многостадийную ротационную ковку прутков при температуре 250°C и многостадийное волочение при температуре 80-100°C и степенью деформации не более 80% с получением проволоки, при этом после каждой стадии ротационной ковки и волочения осуществляют отжиг в вакууме при температуре 550°C.
Повышение прочности материала обусловлено очень малым размером зерна (не более 100 нм) в структуре, что обеспечивает увеличение напряжения течения при пластической деформации согласно известному соотношению Холло-Петча (Большие пластические деформации и разрушение металлов. Рыбин В.В. М.: Металлургия, 1986, 224 с.). Значительное повышение прочности достигается также большим количеством зерен с большеугловыми границами (не менее 50%), которые в сравнении с малоугловыми и специальными границами обеспечивают наибольший вклад в упрочнение (Р.З. Валиев, И.В. Александров. Объемные наноструктурные металлические материалы. - М.: ИКЦ «Академкнига», 2007. - 398 с.). При этом формирование зерен с коэффициентом формы не более 2 (соотношение ширины и длины зерна 1:2) снижает неоднородность пластического течения металла, уровень микронапряжений, тем самым предотвращает раннюю локализацию деформации, приводящую к разрушению материала.
На сегодняшний день наибольшей популярностью пользуется сплав NiTi для изготовления медицинских изделий типа Стент. Однако входящий в состав никель токсичен. Существуют исследования сплавов с эффектом памяти формы, которые не содержат никеля. Перспективными видятся сплавы TiNbTa и TiNbZr. Сплав с Zr обладает большим модулем Юнга, чем необходимо в стентах и Кафа-фильтрах, но при добавлении Та модуль Юнга сплава входит в нужные границы.
Сплав является довольно технологичным и позволяет проводить механическую обработку при комнатной температуре, при снятии наклепа при помощи отжига.
Пример конкретной реализации изобретения
Пример 1
В качестве заготовки использовали слиток (100*20*40) мм сплава Ti-30Nb-13Ta-5Zr. На первом этапе обработки проводили гомогенизирующий отжиг при температуре 600°C в вакуумной среде в течение 16 часов.
На втором этапе обработки проводили прокатку заготовки при температуре 20°C, количество проходов n=15. В общей сложности накопленная степень деформации составила ε=400%. В результате была получена цельная заготовка длиной 500 мм, шириной 64 мм и высотой 2,5 мм.
Далее проведен рекристализационный отжиг при температуре, равной 550°C в вакуумной среде.
После отжига заготовку разрезали на прутки электроэрозионной резкой.
В результате обработки получили пруток квадратного сечения 2,5 мм длиной 500 мм.
Прутки были подвергнуты многостадийной ротационной ковке при температуре 250°C. После каждого прохода был проведен рекристализационный отжиг при температуре 550°C. Количество проводимых стадий зависит от необходимого диаметра на выходе, а также от количества используемых бойков разного диаметра. В предложенном примере использовалось три стадии до достижения диаметра в 1,5 мм.
На последнем этапе осуществляют пластическую деформацию заготовки многостадийным волочением. Обработку проводят при температуре 20°C. Степень деформации не более 80% не приводит к существенному изменению структуры. После каждого прохода был проведен рекристализационный отжиг при температуре 550°C. Количество проводимых стадий зависит от необходимого диаметра на выходе и размера используемых фильер. В предложенном примере выходной размер 280 мкм.
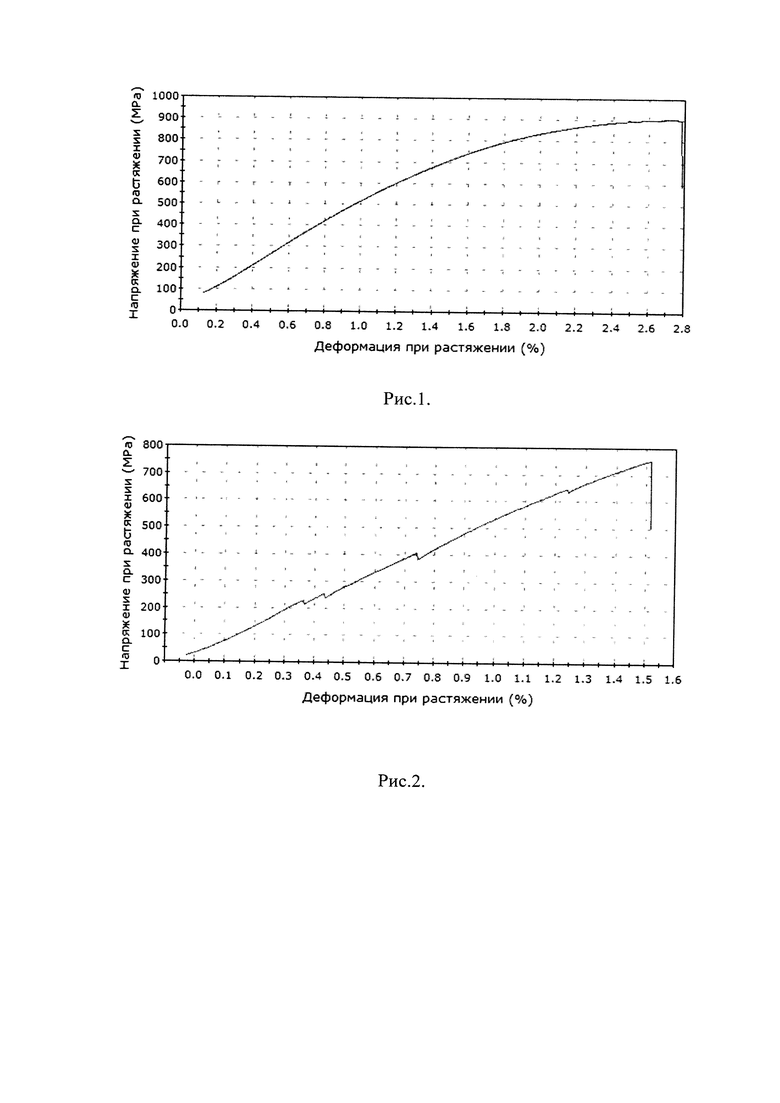
Механические характеристики проволоки, полученной в данном примере, представлены на рис. 1.
Пример 2
В качестве заготовки использовали слиток (100*20*40) мм сплава Ti-30Nb-13Ta-5Zr. На первом этапе обработки проводили гомогенизирующий отжиг при температуре 800°C в вакуумной среде в течение 16 часов. Был отмечен при исследованиях излишний рост зерен.
На втором этапе обработки проводили прокатку заготовки при температуре 20°C, количество проходов n=15. В общей сложности накопленная степень деформации составила ε=400%. В результате была получена цельная заготовка длиной 500 мм, шириной 64 мм и высотой 2,5 мм.
Далее проведен рекристализационный отжиг при температуре, равной 550°C в вакуумной среде.
После отжига заготовку разрезали на прутки электроэрозионной резкой.
В результате обработки получили пруток квадратного сечения 2,5 мм длиной 500 мм.
Прутки были подвергнуты многостадийной ротационной ковке при температуре 250°C. После каждого прохода был проведен рекристализационный отжиг при температуре 550°C. Количество проводимых стадий зависит от необходимого диаметра на выходе, а также от количества используемых бойков разного диаметра. В предложенном примере использовалось три стадии до достижения диаметра в 1,5 мм.
На последнем этапе осуществляют пластическую деформацию заготовки многостадийным волочением. Обработку проводят при температуре 20°C. Степень деформации не более 80% не приводит к существенному изменению структуры. После каждого прохода был проведен рекристализационный отжиг при температуре 550°C. Количество проводимых стадий зависит от необходимого диаметра на выходе и размера используемых фильер. В предложенном примере выходной размер 280 мкм.
Механические характеристики проволоки, полученной в данном примере, представлены на рис. 2.
Отмечено снижение прочности и пластичности проволоки по отношению к образцу, выполненному по примеру 1.
Пример 3
В качестве заготовки использовали слиток (100*20*40) мм сплава Ti-30Nb-13Ta-5Zr. На первом этапе обработки проводили гомогенизирующий отжиг при температуре 600°C в вакуумной среде в течение 16 часов.
На втором этапе обработки проводили прокатку заготовки при температуре 20°C, количество проходов n=15. В общей сложности накопленная степень деформации составила ε=400%. В результате была получена цельная заготовка длиной 500 мм, шириной 64 мм и высотой 2,5 мм.
Далее проведен рекристализационный отжиг при температуре, равной 650°C в вакуумной среде.
После отжига заготовку разрезали на прутки электроэрозионной резкой.
В результате обработки получили пруток квадратного сечения 2,5 мм длиной 500 мм.
Прутки были подвергнуты многостадийной ротационной ковке при температуре 250°C. После каждого прохода был проведен рекристализационный отжиг при температуре 650°C. Количество проводимых стадий зависит от необходимого диаметра на выходе, а также от количества используемых бойков разного диаметра. В предложенном примере использовалось три стадии до достижения диаметра в 1,5 мм.
На последнем этапе осуществляют пластическую деформацию заготовки многостадийным волочением. Обработку проводят при температуре 20°C. Степень деформации не более 80% не приводит к существенному изменению структуры. После каждого прохода был проведен рекристаллизационный отжиг при температуре 650°C. Количество проводимых стадий зависит от необходимого диаметра на выходе и размера используемых фильер. В предложенном примере выходной размер 280 мкм.
Механические характеристики проволоки, полученной в данном примере, представлены на рис. 3. Отмечено существенное снижение пластичности при сходных характеристиках прочности по отношению к Примеру 1.
Снижение температур гомогенизирующего отжига и рекристаллизационного отжига недостаточно для выравнивания структуры и снятия внутренних напряжений. Изменение температурных режимов при механической обработке затрудняет проведение деформации либо вовсе приводит к утрате целостности образца.
Сочетание пластической деформации и промежуточного отжига способствует дальнейшей эволюции полученной после проката структуры: формированию новых субзеренных границ, их трансформации в зеренные, тем самым увеличению доли большеугловых границ, формированию новых нанокристаллических зерен, снижению плотности решеточных дислокаций за счет одновременно протекающих процессов возврата и динамической рекристаллизации.
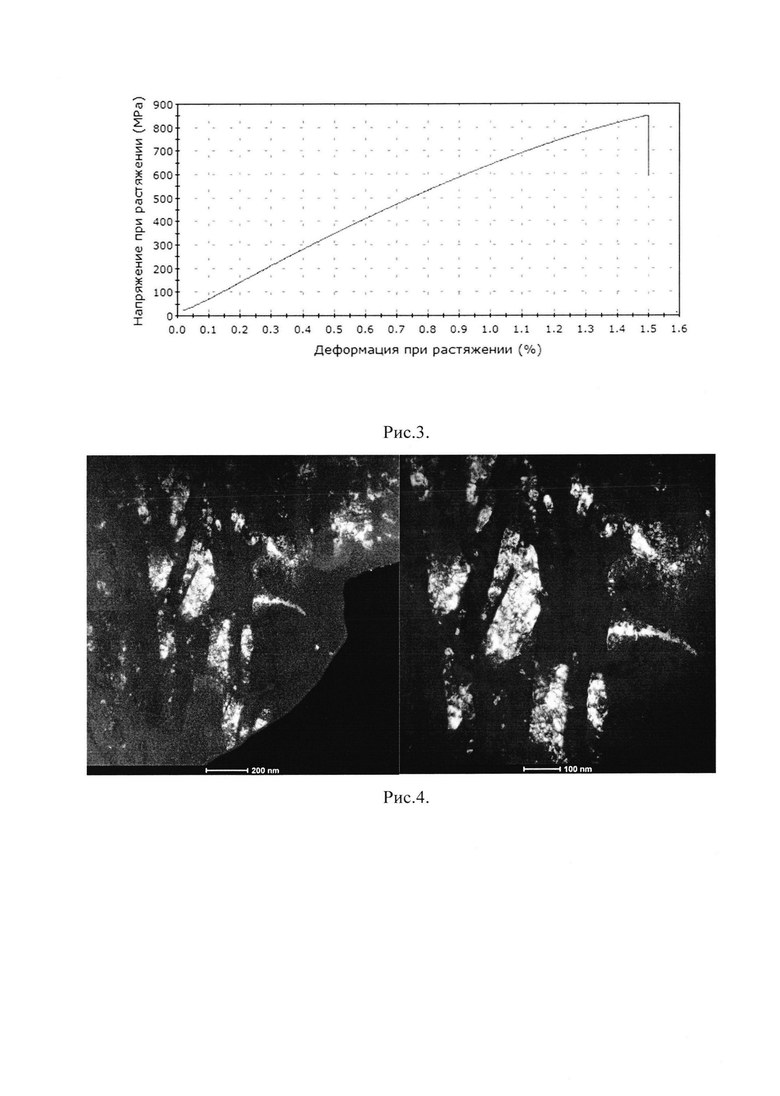
Из полученной проволоки были изготовлены образцы для исследования микроструктуры. Для приготовления тонких фольг было проведено механическое утонение до толщины 150 мкм и последующее электролитическое полирование на установке Tenupol-5 (Struers) при комнатной температуре в электролите, состоящем из хлорной кислоты (HClO4) и бутанола (C4H9OH).
Исследования микроструктуры показывают, что в результате обработки по предложенному способу в сплаве титан-ниобий-тантал-цирконий происходит существенное измельчение структуры и формируется нанокристаллическая структура, в которой до 90% составляют зерна со средним размером 80-100 нм по светлому и темному полю и с коэффициентом формы зерен не более 2 во взаимно-перпендикулярных плоскостях (рис. 4). Погрешность измерений составила не более 5%.
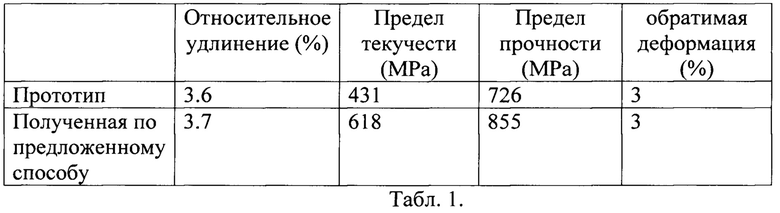
Исследования показали, что предложенный способ деформационно-термической обработки сплава титан-ниобий-тантал-цирконий, сочетающий отжиги, прокатку, и последующую ротационную ковку, и волочение позволил получить максимальную обратимую деформацию - 3% (табл. 1). Достигнутые показатели по совокупности механических и функциональных свойств находятся выше уровня прототипа, так как минимизировано образование оксидов, делающих проволоку более хрупкой.
Таким образом, предложенное изобретение позволяет сформировать в сплаве титан-ниобий-тантал-цирконий с эффектом памяти формы нанокристаллическую структуру, а также минимальное количество оксидов титана и тантала, что обеспечивает материалу повышенную прочность, пластичность и улучшенные эксплуатационные характеристики.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения тонкой проволоки из сплава TiNiTa | 2020 |
|
RU2759624C1 |
| Способ получения проволоки из сплава титан-ниобий-тантал для применения в производстве сферического порошка | 2020 |
|
RU2751065C1 |
| Способ изготовления тонкой проволоки из биосовместимого сплава TiNbTaZr | 2018 |
|
RU2694099C1 |
| Способ получения прутков из сверхупругих сплавов системы титан-цирконий-ниобий | 2018 |
|
RU2692003C1 |
| Способ получения наноструктурной проволоки из сплава титан-никель-тантал с эффектом памяти формы | 2016 |
|
RU2621535C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРУТКА ИЗ СПЛАВОВ СИСТЕМЫ ТИТАН-НИКЕЛЬ С ЭФФЕКТОМ ПАМЯТИ ФОРМЫ | 2023 |
|
RU2828806C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ МЕТАЛЛИЧЕСКИХ ПРУТКОВ С НАНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ ДЛЯ МЕДИЦИНСКИХ ИЗДЕЛИЙ (ВАРИАНТЫ) | 2014 |
|
RU2562591C1 |
| Способ изготовления плоских изделий из гафнийсодержащего сплава на основе титана | 2017 |
|
RU2675011C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОФУНКЦИОНАЛЬНОГО КОРРОЗИОННО-СТОЙКОГО ЭЛЕКТРОДА | 2011 |
|
RU2456379C1 |
| МЕТАЛЛИЧЕСКИЙ НАНОСТРУКТУРНЫЙ СПЛАВ НА ОСНОВЕ ТИТАНА И СПОСОБ ЕГО ОБРАБОТКИ | 2011 |
|
RU2485197C1 |
Изобретение относится к области металлургии, а именно к деформационно-термической обработке сплавов титан-ниобий-тантал-цирконий с эффектом памяти формы и может быть использовано в металлургии, машиностроении и медицине, в частности при изготовлении медицинских устройств типа «стент», «Кафа-фильтр» и прочих. Способ получения наноструктурной проволоки из сплава титан-ниобий-тантал-цирконий с эффектом памяти формы включает гомогенизирующий отжиг, интенсивную пластическую деформацию и рекристаллизационный отжиг. Гомогенизирующий отжиг слитка проводят в вакууме при температуре 600°C в течение 16 ч. Интенсивную пластическую деформацию осуществляют путем многостадийной прокатки при температуре 15-30°C с обеспечением достижения в полученной заготовке накопленной степени деформации в 400%. Рекристаллизационный отжиг осуществляют в вакууме при температуре 550°C, затем заготовку нарезают на прутки электроэрозионным методом, проводят многостадийную ротационную ковку прутков при температуре 250°C и многостадийное волочение при температуре 80-100°C и степени деформации не более 80% с получением проволоки. При этом после каждой стадии ротационной ковки и волочения осуществляют отжиг в вакууме при температуре 550°C. Повышается прочность при сохранении пластичности наноструктурной проволоки титан-ниобий-тантал-цирконий с эффектом памяти формы. 4 ил., 1 табл., 3 пр.
Способ получения наноструктурной проволоки из сплава титан-ниобий-тантал-цирконий с эффектом памяти формы, включающий гомогенизирующий отжиг, интенсивную пластическую деформацию и рекристаллизационный отжиг, отличающийся тем, что гомогенизирующий отжиг слитка проводят в вакууме при температуре 600°C в течение 16 ч, интенсивную пластическую деформацию осуществляют путем многостадийной прокатки при температуре 15-30°C с обеспечением достижения в полученной заготовке накопленной степени деформации в 400%, а рекристаллизационный отжиг осуществляют в вакууме при температуре 550°C, затем заготовку нарезают на прутки электроэрозионным методом, проводят многостадийную ротационную ковку прутков при температуре 250°C и многостадийное волочение при температуре 80-100°C и степени деформации не более 80% с получением проволоки, при этом после каждой стадии ротационной ковки и волочения осуществляют отжиг в вакууме при температуре 550°C.
| МЕТАЛЛИЧЕСКИЙ НАНОСТРУКТУРНЫЙ СПЛАВ НА ОСНОВЕ ТИТАНА И СПОСОБ ЕГО ОБРАБОТКИ | 2011 |
|
RU2485197C1 |
| ПСЕВДОУПРУГИЙ БИОСОВМЕСТИМЫЙ ФУНКЦИОНАЛЬНО-ГРАДИЕНТНЫЙ МАТЕРИАЛ ДЛЯ КОСТНЫХ ИМПЛАНТОВ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2006 |
|
RU2302261C1 |
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| US 6132526 A1, 17.10.2000 | |||
| US 20160151610 A1, 02.06.2016 | |||
| ЖУКОВА Ю.С | |||
| Получение и исследование свойств сверхупругих сплавов Ti-Nb-Ta, Ti-Nb-Zr медицинского назначения | |||
| М., 2013. | |||

