Изобретение относится к способам изготовления проволоки из сплава TiNbTa, готовой к применению в качестве исходного материала в производстве сферического порошка.
Известен способ получения длинномерных прутков ультрамелкозернистых сплавов титан-никель с эффектом памяти формы (RU 2685622 С1, МПК C22F 1/16, опубл. 22.04.19 г.), включающий термомеханическую обработку прутков сплавов титан-никель, сочетающую интенсивную пластическую деформацию, пластическую деформацию и отжиг, отличающийся тем, что интенсивную пластическую деформацию проводят путем непрерывного равноканального углового прессования с накопленной степенью деформации более 6 в интервалах температур 200-299°С и 551-600°С, пластическую деформацию осуществляют прокаткой со степенью деформации не менее 30% при температуре 501-600°С, а отжиг осуществляют при температуре 250-349°С.
Недостатки данного изобретения заключаются в создании структуры с внутренними напряжениями, вызванными интенсивной деформацией и придающими повышенные механические свойства, за счет создания ультрамелкозернистой структуры, однако при этом прутки получают высокую упругость и становятся тяжело применяемыми в установках для получения сферического порошка, обладающих механизмом подачи прутков, рассчитанных на легко изгибаемый материал.
Известен способ получения сплавов TiNb (Ta и/или Zr) и их обработки (Патент РФ №2485197 МПК C22F 1/18, опубл. 20.06.2013 г.). Способ обработки сплава включает горячую обработку давлением слитка сплава на основе титана при начальной температуре 900-950°С и конечной температуре 700-750°С, термомеханическую обработку путем многопроходной холодной деформации с суммарной степенью обжатия от 31 до 99%, последеформационного отжига при температуре 500-600°С и завершающего закалочного охлаждения в воде. После механическое псевдоупругое циклирование полученной заготовки в условиях одноосного растяжения до достижения 2% деформации в течение 50-100 циклов и снятия нагрузки.
К недостаткам этого способа относится обработка на первых этапах давлением, без вакуума. При нагреве сплава более 400 градусов не в вакууме или инертной среде замечено поглощение кислорода титаном и танталом, что негативно сказывается на усталостные свойства конечного продукта - проволоки.
Наиболее близким к предложенному изобретению является способ получения проволоки из сплава титан-ниобий-тантал-цирконий с эффектом памяти формы патент РФ 2656626. Способ обработки материала включает деформационно-термическую обработку заготовки из сплава титан-ниобий-тантал-цирконий, включающую гомогенизирующий отжиг слитка при температуре 600°С в вакуумной среде в течение 16 часов, прокат слитка в пластину с дальнейшей нарезкой ее электроэрозионным способом на прутки квадратного сечения, ротационную ковку и волочение до искомого диаметра в 0,28 мм.
К недостаткам данного способа стоит отнести наличие упругости не снятой отжигом, что затрудняет применение в установках для получения сферического порошка, обладающих механизмом подачи прутков, рассчитанных на легко изгибаемый материал.
Задачей изобретения является создание способа изготовления проволоки из биосовместимого безникелевого сплава для дальнейшего производства сферического порошка предназначенного для трехмерной лазерной печати.
Техническим результатом является получение биосовместимой отожженной проволоки диаметром 1 мм из сплава TiNbTa с низкой упругостью при этом минимизировать образование оксидов титана и тантала, что обеспечивает материалу пластичность и улучшенные эксплуатационные характеристики.
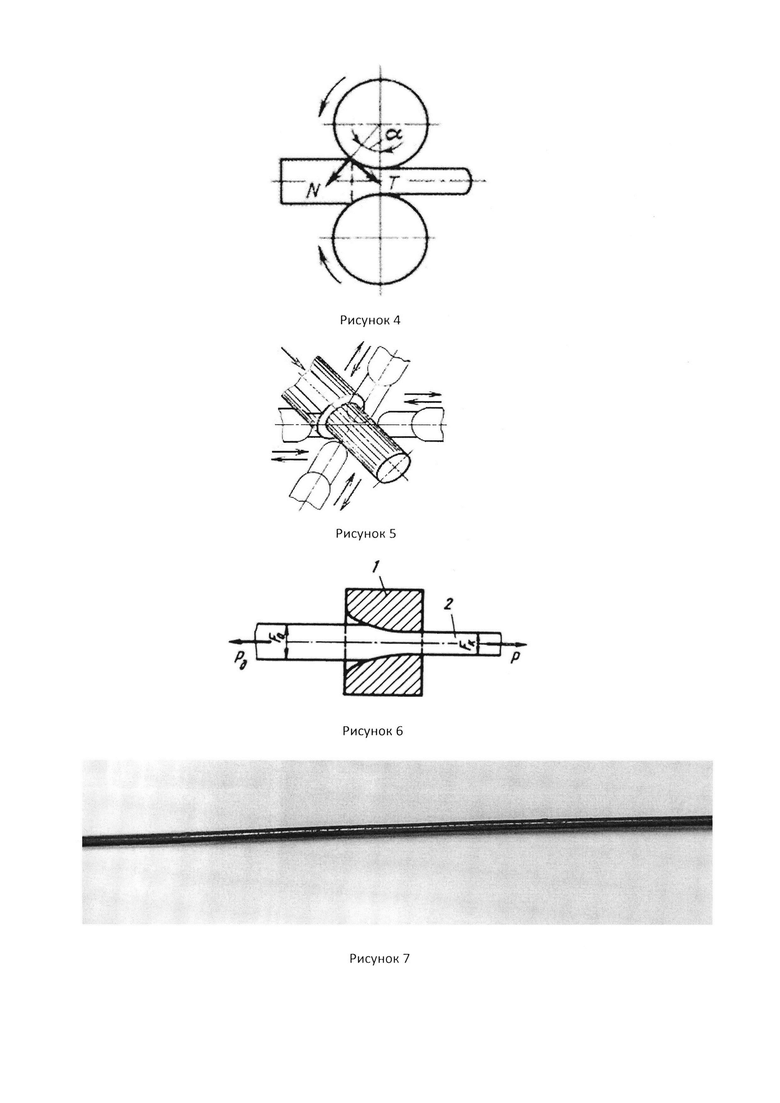
Технический результат достигается тем, что в способе получения отожженной проволоки из биосовместимого сплава TiNbTa, состоящем из выплавки заготовки, деформационно-термической обработки заготовки из сплава титан-ниобий-тантал, сочетающем гомогенизирующий отжиг, интенсивная многоступенчатая пластическая деформация и рекристаллизационный отжиг, минимизируя при этом образование оксидов титана и тантала за счет проведения отжигов в вакууме 5*10-5 мм рт.ст., единая проволока получается из целого слитка, без необходимости разделения слитка на части, как в прототипе, что повышает практичность способа. Согласно изобретению изготовление проволоки проводится в 6 этапов. На первом этапе, используя в качестве шихтовых материалов йодидный титан, йодидный цирконий, технически чистый ниобий и технически чистый тантал, выплавка слитков проводилась в электродуговой вакуумной печи с нерасходуемым вольфрамовым электродом, на втором этапе выплавленные слитки подвергали гомогенизационному отжигу в вакууме 5*10-5 мм рт.ст. при температуре 600°С в течение 12 ч, на третьем этапе производится процесс прокатки, заключается в том, что заготовка обжимается (сдавливается), проходя в зазор между вращающимися валками, при этом, она уменьшается в своем поперечном сечении и увеличивается в длину. Прокатка происходит на реверсивном стане до сечения 10×10 мм2. На четвертом этапе ротационная ковка, заключающаяся в уменьшение площади поперечного сечения заготовки под воздействием перемещающегося в радиальном направлении инструмента при относительном вращении заготовки и инструмента. На пятом этапе проводится волочение, процесс характеризующийся постепенным однократным или многократным протягивания последнего через специальный волочильный инструмент, предназначенный для поэтапного уменьшения поперечного сечения исходной заготовки до искомого диаметра в 1 мм (рис. 7). На шестом этапе проволоку подвергают отжигу при температуре 600°С в течение 12 ч в вакуумной среде для снижения упругости, которая необходима при дальнейшем использовании проволоки.
Перспективной областью металлургии является трехмерная печать единичных изделий, к примеру, персонализированных имплантов суставов или частей костей. Существующие технологии печати позволяют создавать ранее не достижимые формы, в том числе с трабекулярной сетью наподобие живой кости. В то же время существует малоисследованная область предшествующих печати этапов, а именно получение сферических порошков заданной фракции из редких сплавов, в том числе призванных заменить классические сплавы ВТ6 и титан в части областей применения. И для получения порошков требуется подготовка материалов, в том числе проволок требуемых составов и диаметров.
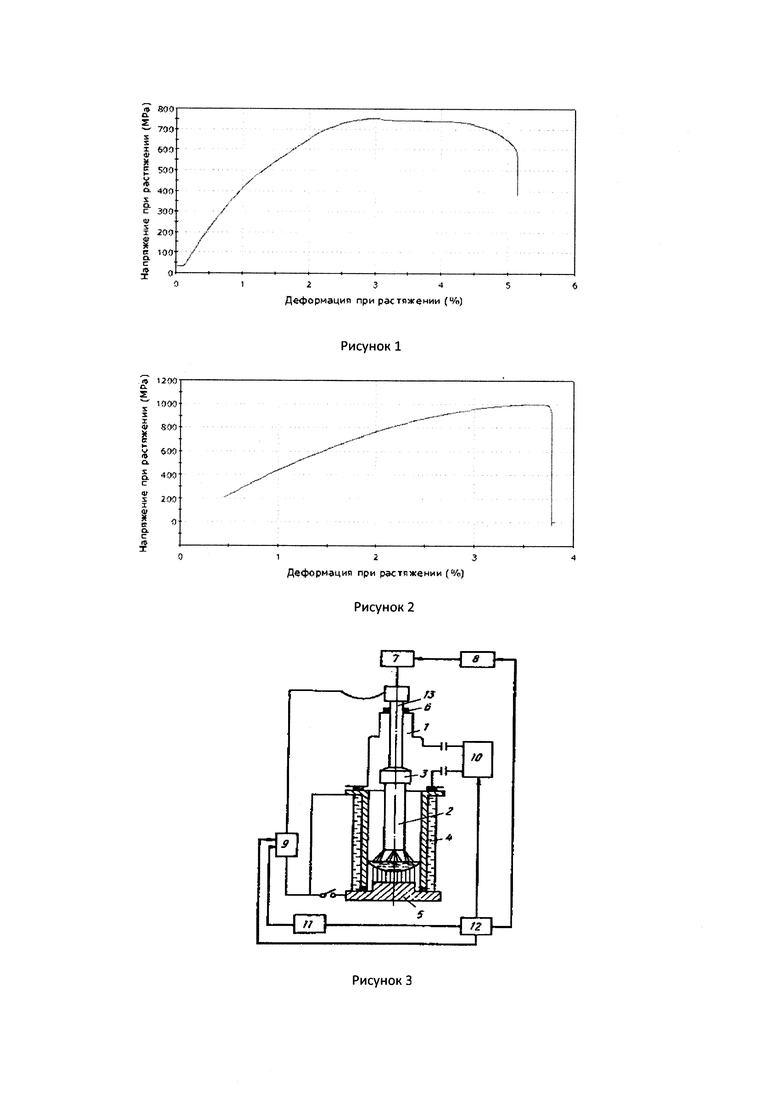
Отожженная при температуре 600°С в течение 12 ч в вакуумной среде проволока TiNbTa обладает достаточно низкой упругостью (рис. 1) по отношению к проволоке без отжига (рис. 2) для манипуляций загрузки проволоки и протяжки ее установкой получения порошка.
Пример конкретной реализации изобретения:
Электродуговой переплав
Плавка навесок проводилась в электродуговой вакуумной печи с нерасходуемым вольфрамовым электродом LK8 фирмы LEYBOLD-HERAEUS (Германия). Навески помещались в медный водоохлаждаемый кристаллизатор, после чего рабочая камера герметично закрывалась и вакуумировалась до давления 1*10-2 мм рт.ст. После этого в камеру напускался аргон до давления 2 атм. В процессе первых 2-3 переплавов получали единый слиток, последующие переплавы направлены на получение равномерного химического состава по всему объему слитка. Длительность каждой плавки одного слитка 1-1,5 мин. Перед плавкой слитка расплавлялся геттер. В качестве геттера использовался слиток йодидного циркония массой 30 г. Каждый слиток переплавляли 7 раз. Далее в этих условиях полученные слитки сплавляются в единый слиток весом 260 г за 2 переплава. Конечный слиток имел длину 190 мм, ширину 30-35 мм, высоту 10-12 мм.
На рисунке 3 представлена схема вакуумной дуговой печи с нерасходуемым электродом, где: 1 - корпус печи, 2 - нерасходуемый электрод, 3 - электрододержатель, 4 - кристаллизатор, 5 - поддон, 6 - вакуумное уплотнение, 7 - механизм перемещения электрода, 8 - автоматический регулятор перемещения электрода, 9 - источник питания печи, 10 - вакуумная система, 11 - регулятор тока, 12 - пульт управления 13 - подвижный поток.
Термообработка.
Выплавленные слитки подвергали гомогенизационному отжигу в печи СШВЗ-1.2,5/25-ИЗ. Слитки отжигали в вакууме 5*10-5 мм рт.ст. при температуре 600°С в течение 12 ч.
Прокатка слитков.
Сущность процесса прокатки заключается в том, что заготовка обжимается (сдавливается), проходя в зазор между вращающимися валками, при этом, она уменьшается в своем поперечном сечении и увеличивается в длину. Форма поперечного сечения называется профилем.
Процесс прокатки обеспечивается силами трения между вращающимся инструментом и заготовкой, благодаря которым заготовка перемещается в зазоре между валками, одновременно деформируясь. В момент захвата металла со стороны каждого валка действуют на металл две силы: нормальная сила N и касательная сила трения Т.
На рисунке 4 изображена схема сил, действующих при прокатке: N - нормальная сила; Т - касательная сила трения; α- угол между нормальной силой и вертикалью.
Прокатка происходила на реверсивном стане ДУО-300. Выплавленные слитки деформировали на воздухе до сечения 10×10 мм2. Заготовки подогревали на воздухе до температуры 600°С. Нагрев осуществлялся непосредственно перед деформацией в печи KYLS 20.18.40/10.
Ротационная ковка.
Ротационная ковка - уменьшение площади поперечного сечения заготовки под воздействием перемещающегося в радиальном направлении инструмента при относительном вращении заготовки и инструмента.
На рисунке 5 изображена схема ротационной ковки.
Ротационная ковка заготовок последовательно проводилась на радиальных ковочных машинах В2129.02, В2127.01, В2123.01 (Россия) с последовательной сменой бойков. Подогрев заготовок на воздухе непосредственно перед деформацией осуществлялся в печи ПТС-2000-40-1200 (Россия).
Волочение.
Волочение проволоки - это процесс обработки металла давлением, характеризующийся постепенным однократным или многократным протягивания последнего через специальный волочильный инструмент, предназначенный для поэтапного уменьшения поперечного сечения исходной заготовки. Принципиальная схема волочения приведена на рисунке, где 1 - фильера; 2 - проволока; Fo - площадь поперечного сечения на входе в фильеру; Fk - площадь поперечного сечения на выходе из фильеры.
На рисунке 6 изображена схема волочения.
С диаметра проволоки 2 мм до диаметра 0,4 мм волочение производилось на машине C7328/ZF фирмы «ТНЕ NORTHWEST MACHIBE CO.LTD» (Китай). Волочение проходило на воздухе. В качестве смазки использовался аквадаг.
Отжиг.
Полученную проволоку сворачивали в моток, подвергали гомогенизационному отжигу в печи СШВЗ-1.2,5/25-ИЗ в вакууме 5*10-5 мм рт.ст. при температуре 600°С в течение 12 ч.
Таким образом, предложенное изобретение позволяет изготавливать отожженную проволоку из сплава титан-ниобий-тантал для дальнейшего производства из нее сферического порошка, минимизируя образование оксидов титана и тантала, что обеспечивает материалу пластичность и улучшенные эксплуатационные характеристики.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения тонкой проволоки из сплава TiNiTa | 2020 |
|
RU2759624C1 |
| Способ изготовления тонкой проволоки из биосовместимого сплава TiNbTaZr | 2018 |
|
RU2694099C1 |
| Способ получения проволоки из сплава титан-ниобий-тантал-цирконий с эффектом памяти формы | 2017 |
|
RU2656626C1 |
| Способ изготовления плоских изделий из гафнийсодержащего сплава на основе титана | 2017 |
|
RU2675011C1 |
| Способ получения прутков из сверхупругих сплавов системы титан-цирконий-ниобий | 2018 |
|
RU2692003C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННОЙ ТРУБНОЙ ЗАГОТОВКИ ИЗ СЛИТКА Nb ИЛИ Ta ДЛЯ ФОРМИРОВАНИЯ ДИФФУЗИОННОГО БАРЬЕРА В СВЕРХПРОВОДНИКАХ (ВАРИАНТЫ) | 2004 |
|
RU2285739C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИиз | 1968 |
|
SU209386A1 |
| МЕТАЛЛИЧЕСКИЙ НАНОСТРУКТУРНЫЙ СПЛАВ НА ОСНОВЕ ТИТАНА И СПОСОБ ЕГО ОБРАБОТКИ | 2011 |
|
RU2485197C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРУТКОВ И СПОСОБ ПОЛУЧЕНИЯ ТОНКОЙ ПРОВОЛОКИ ИЗ СПЛАВА СИСТЕМЫ НИКЕЛЬ-ТИТАН С ЭФФЕКТОМ ПАМЯТИ ФОРМЫ | 2013 |
|
RU2536614C2 |
| ПСЕВДОУПРУГИЙ БИОСОВМЕСТИМЫЙ ФУНКЦИОНАЛЬНО-ГРАДИЕНТНЫЙ МАТЕРИАЛ ДЛЯ КОСТНЫХ ИМПЛАНТОВ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2006 |
|
RU2302261C1 |
Изобретение относится к металлургии, в частности к способам изготовления проволоки TiNbTa из биосовместимого сплава для производства сферического порошка. Способ получения проволоки из сплава титан-ниобий-тантал для производства сферического порошка включает выплавку слитков сплава из исходных материалов в электродуговой вакуумной печи с нерасходуемым вольфрамовым электродом, гомогенизирующий отжиг слитков в вакууме 5⋅10-5 мм рт.ст., интенсивную пластическую деформацию слитков с получением проволоки и рекристаллизационный отжиг полученной проволоки. Гомогенизирующий отжиг слитков осуществляют при температуре 600°С в течение 12 ч, интенсивную пластическую деформацию осуществляют путем прокатки на реверсивном стане до сечения заготовки 10×10 мм2, ротационной ковки на воздухе при температуре 600°С и одно- или многократного волочения до диаметра проволоки 1 мм, а рекристаллизационный отжиг полученной проволоки проводят в вакууме при температуре 600°С в течение 12 ч. Полученная проволока характеризуется высокой пластичностью и эксплуатационными характеристиками. 7 ил.
Способ получения проволоки из сплава титан-ниобий-тантал для производства сферического порошка, включающий выплавку слитков сплава из исходных материалов в электродуговой вакуумной печи с нерасходуемым вольфрамовым электродом, гомогенизирующий отжиг слитков в вакууме 5⋅10-5 мм рт.ст., интенсивную пластическую деформацию слитков с получением проволоки и рекристаллизационный отжиг полученной проволоки, отличающийся тем, что гомогенизирующий отжиг слитков осуществляют при температуре 600°С в течение 12 ч, интенсивную пластическую деформацию осуществляют путем прокатки на реверсивном стане до сечения заготовки 10×10 мм2, ротационной ковки на воздухе при температуре 600°С и одно- или многократного волочения до диаметра проволоки 1 мм, а рекристаллизационный отжиг полученной проволоки проводят в вакууме при температуре 600°С в течение 12 ч.
| Способ получения проволоки из сплава титан-ниобий-тантал-цирконий с эффектом памяти формы | 2017 |
|
RU2656626C1 |
| Способ изготовления тонкой проволоки из биосовместимого сплава TiNbTaZr | 2018 |
|
RU2694099C1 |
| CN 109161724 A, 08.01.2019 | |||
| US 6132526 A1, 17.10.2000 | |||
| CN 107747001 A, 02.03.2018. | |||

