Изобретение относится к области получения покрытий на блочном пеностекле и может быть использовано в промышленности строительных материалов.
Из уровня техники известны способы получения покрытий на блочном пеностекле.
Недостатками данных способов являются длительность, трудоемкость и энергоемкость технологического процесса получения покрытий на блочном пеностекле, а также низкое качество покрытия.
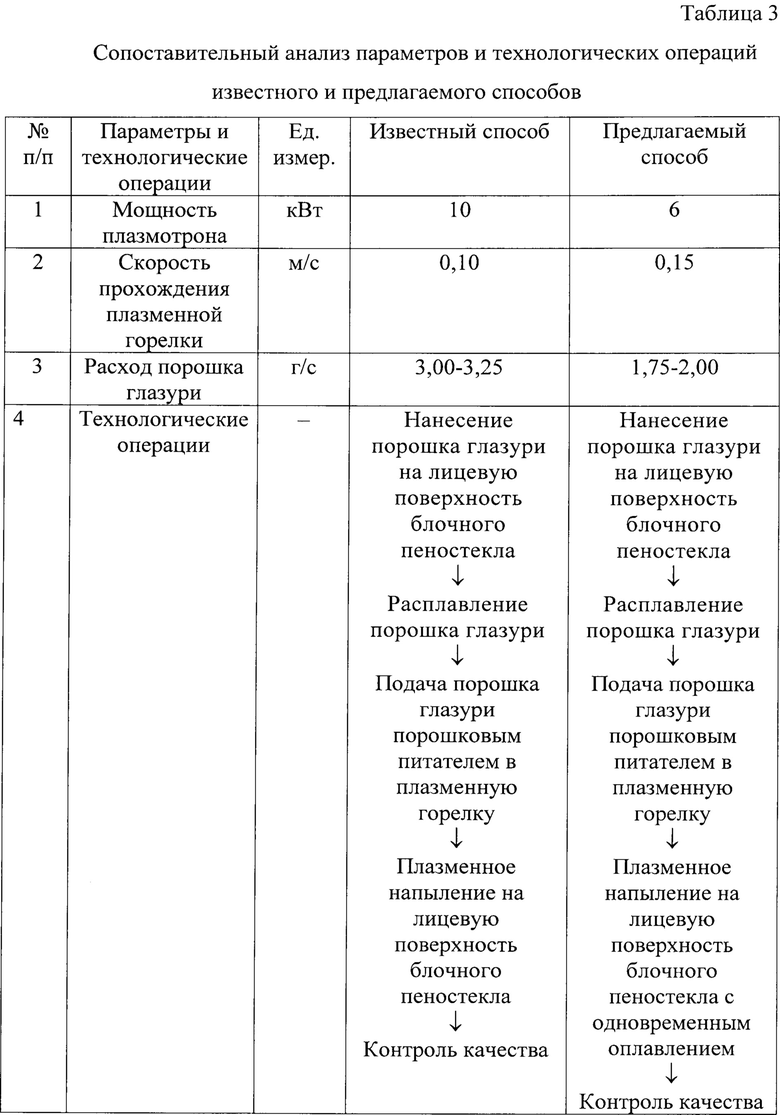
Наиболее близким к предлагаемому способу по технической сущности и достигаемому результату является способ получения покрытий на блочном пеностекле (Патент РФ №2458872), включающий нанесение порошка глазури на лицевую поверхность блочного пеностекла, его расплавление, подачу порошка глазури порошковым питателем в плазменную горелку, плазменное напыление порошка глазури при мощности плазмотрона 10 кВт, скорости прохождения плазменной горелки 0,10 м/с и расходе порошка глазури 3,00-3,25 г/с, а также контроль качества.
Существенными недостатками прототипа являются длительность и энергоемкость технологического процесса получения покрытия на блочном пеностекле, а также низкое качество покрытия.
Технический результат предлагаемого изобретения заключается в ускорения процесса получения покрытия и снижение энергозатрат технологического процесса при повышении качества покрытия.
Технический результат достигается тем, что предлагаемый способ получения покрытий на блочном пеностекле включает нанесение порошка глазури на лицевую поверхность блочного пеностекла, его расплавление, подачу порошка порошковым питателем в плазменную горелку плазмотрона, плазменное напыление глазури на лицевую поверхность блочного пеностекла и контроль качества, причем плазменное напыление производят с одновременным оплавлением лицевой поверхности блочного пеностекла при мощности плазмотрона 6 кВт, скорости прохождения плазменной горелки 0,15 м/с и расходе порошка глазури 1,75-2,00 г/с.
Предложенный способ получения покрытий на блочном пеностекле отличается от прототипа тем, что в предлагаемом способе плазменное напыление производят с одновременным оплавлением лицевой поверхности блочного пеностекла при мощности плазмотрона 6 кВт, при скорости прохождения плазменной горелки, равной 0,15 м/с, и расходе порошка глазури 1,75-2,00 г/с.
Проведенный анализ известных способов получения покрытий на блочном пеностекле позволяет сделать заключение о соответствии заявленного способа критерию «новизна».
Пример получения покрытия на блочном пеностекле
Для получения покрытия использовали опытные образцы блочного пеностекла размером 400×400×1000 мм, на которые наносили покрытие. В качестве порошка глазури использовали порошок синего кобальтового стекла с зерновым составом 80-150 мкм. Для этого над пластинчатым конвейером стационарно устанавливали плазменную горелку ГН-5Р электродугового плазмотрона УПУ-8М при мощности работы плазмотрона 6 кВт и расходе плазмообразующего газа - 2,5 м3/час. Порошок глазури засыпали в порошковый питатель плазмотрона УПУ-8М и производили плазменное напыление с одновременным плазменным оплавлением.
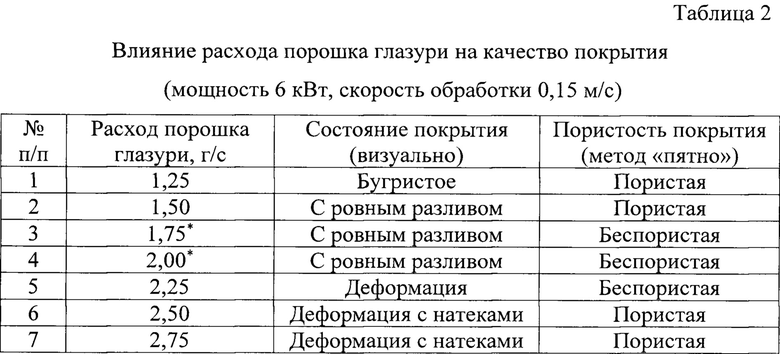
Оптимальные параметры получения покрытий на блочном пеностекле и влияние расхода порошка глазури на качество покрытия представлено в таблицах 1 и 2.
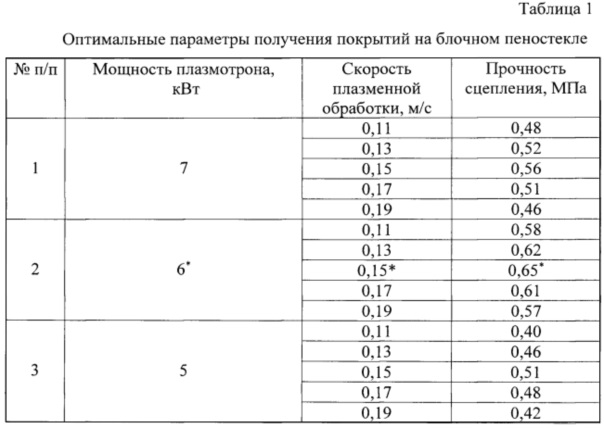
*Оптимальный режим
*Оптимальный вариант
Сопоставительный анализ параметров и технологических операций предлагаемого и известного способов представлены в таблице 3.
Для экспериментальной поверки прочности сцепления с основой предлагаемого покрытия использовали метод отрыва покрытия от подложки на разрывной машине R -0,5 и пористость покрытия методом «Пятна».
Экспериментально установлены оптимальные параметры получения покрытий на блочном пеностекле: мощность плазмотрона 6 кВт, скорость прохождения плазменной горелки по лицевой поверхности блочного пеностекла 0,15 м/с, расход порошка глазури - 1,75-2,00 г/с (таблица 1 и 2).
Плазменное напыление с одновременным оплавлением лицевой поверхности блочного пеностекла позволит снизить расход порошка глазури за счет образования более тонкого и равномерного глазурного слоя по сравнению с прототипом, снизить энергозатраты за счет расплавления поверхностного слоя блочного пеностекла и ускорить процесс получения покрытия. Таким образом, заявленный технический результат достигнут.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ НА БЛОЧНОМ ПЕНОСТЕКЛЕ | 2011 |
|
RU2458872C1 |
| СПОСОБ АНГОБИРОВАНИЯ БЛОЧНОГО ПЕНОСТЕКЛА | 2022 |
|
RU2794366C1 |
| СПОСОБ АНГОБИРОВАНИЯ БЛОЧНОГО ПЕНОСТЕКЛА | 2017 |
|
RU2656642C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ НА БЛОЧНОМ ПЕНОСТЕКЛЕ | 2018 |
|
RU2686792C1 |
| СПОСОБ ГЛАЗУРОВАНИЯ КЕРАМИЧЕСКОЙ ОБЛИЦОВОЧНОЙ ПЛИТКИ | 2016 |
|
RU2619569C1 |
| СПОСОБ ГЛАЗУРОВАНИЯ АСБЕСТОЦЕМЕНТНЫХ КРОВЕЛЬНЫХ ЛИСТОВ | 2010 |
|
RU2444500C1 |
| СПОСОБ ГЛАЗУРОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2006 |
|
RU2335483C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ НА БЛОЧНОМ ПЕНОСТЕКЛЕ | 2011 |
|
RU2467963C1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ ИЗДЕЛИЙ ИЗ БЕТОНА | 2014 |
|
RU2553707C1 |
| СПОСОБ АНГОБИРОВАНИЯ ИЗДЕЛИЙ ИЗ БЕТОНА | 2014 |
|
RU2572249C1 |
Изобретение относится к способу получения покрытий на блочном пеностекле. Способ включает нанесение порошка глазури на лицевую поверхность блочного пеностекла, его расплавление, подачу порошка порошковым питателем в плазменную горелку плазмотрона, плазменное напыление глазури на лицевую поверхность блочного пеностекла и контроль качества. Плазменное напыление производят с одновременным оплавлением лицевой поверхности блочного пеностекла при мощности плазмотрона 6 кВт, скорости прохождения плазменной горелки 0,15 м/с и расходе порошка глазури 1,75-2,00 г/с. Технический результат предлагаемого изобретения заключается в ускорения процесса получения покрытия на блочном пеностекле, повышение качества покрытия. 3 табл.
Способ получения покрытий на блочном пеностекле, включающий нанесение порошка глазури на лицевую поверхность блочного пеностекла, его расплавление, подачу порошка порошковым питателем в плазменную горелку плазмотрона, плазменное напыление глазури на лицевую поверхность блочного пеностекла и контроль качества, отличающийся тем, что плазменное напыление производят с одновременным оплавлением лицевой поверхности блочного пеностекла при мощности плазмотрона 6 кВт, скорости прохождения плазменной горелки 0,15 м/с и расходе порошка глазури 1,75-2,00 г/с.
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ НА БЛОЧНОМ ПЕНОСТЕКЛЕ | 2011 |
|
RU2458872C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ НА БЛОЧНОМ ПЕНОСТЕКЛЕ | 2011 |
|
RU2467963C1 |
| US 20160264446 A1, 15.09.2016 | |||
| US 4833015 A1, 23.05.1989 | |||
| АКТИВНЫЙ ГАСИТЕЛЬ ПУЛЬСАЦИЙ ДАВЛЕНИЯ | 1990 |
|
RU2007655C1 |

