Изобретение относится к области получения покрытий на блочном пеностекле и может быть использовано в промышленности строительных материалов.
В настоящее время существует ряд способов получения покрытий на блочном пеностекле, основными из которых являются одностадийный и двухстадийный способы.
Известен способ изготовления пеноматериалов, включающий получение покрытия на лицевую поверхность блочного пеностекла из шихты состава: боя тарного стекла - 98,9 мас.%, мела - 0,2 мас.%, 1,0 мас.% силикатной надглазурной краски [1]. [A.C. №1604767. Способ изготовления пеноматериалов. Красько К.Ф., Рожков В.А., Хайновская Т.С., Демидович Б.К. Бюл. №41, 07.11.2090.]
Однако, несмотря на неплохое качество конечного продукта, способ имеет следующие недостатки: высокая энергоемкость процесса, низкая производительность за счет совместного дополнительного помола компонентов шихты, продолжительной во времени операции укладки покровного слоя шихты толщиной 2 мм, и, как следствие, высокая стоимость конечного продукта.
Наиболее близким техническим решением является способ получения покрытий на блочном пеностекле, включающий нанесение шихты для покрытия в формы путем уплотнения вручную пуансоном или на прессе поверх пенообразующей смеси с последующей термообработкой в печи [2]. [Пеностекло. Научные основы и технология (текст): Монография. / Н.И.Минько, О.В.Пучка, B.C.Бессмертный, С.В.Семененко, В.Б.Крахт, Р.Г.Мелконян. - Воронеж: Научная книга, - 2008, - С.133-136.]
Недостатком данного способа является длительность, трудоемкость и энергоемкость технологического процесса, а также относительно низкое качество покрытия.
Целью предлагаемого способа является повышение качества конечного продукта, ускорение процесса получения покрытия, снижение энергоемкости и, как следствие, получение высококачественной конкурентоспособной продукции.
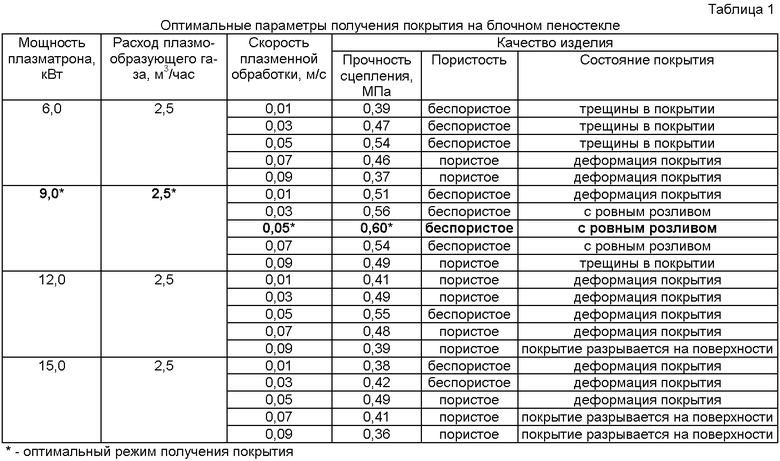
Поставленная цель достигается тем, что в предлагаемом способе получения покрытия предварительно на лицевую поверхность блочного пеностекла наносят пасту на основе тонкомолотого боя стекла и жидкого стекла, а плазменное оплавление лицевой поверхности плазменным факелом плазматрона производят при мощности работы плазмотрона 9,0 кВт и скорости прохождения плазменного факела на лицевой поверхности горелки 0,05 м/с с последующим контролем качества изделий.
Отличительным признаком предлагаемого способа является плазменное оплавление лицевой поверхности блочного пеностекла, предварительно покрытого пастой на основе смеси тонкомолотого боя стекла и жидкого стекла.
В известном способе получения покрытия на блочном пеностекле предусматриваются длительные технологические операции уплотнения шихты для покрытия пуансоном или прессованием, энергоемкая технологическая операция нагрева со скоростью 12°С/мин до температуры 900°С и выдержкой при максимальной температуре 40 мин. При этом покрытие на пеностекле имело низкое качество, в частности: трещины, деформации и обладало высокой пористостью.
Предлагаемый способ за счет высокой температуры плазменного факела (порядка 7000-10000°С), относительно невысоких энергетических затрат (порядка 9 кВт) и оптимальной скорости прохождения плазменного факела на лицевой поверхности, равной 0,05 м/с, позволяет снизить энергозатраты, ускорить технологический процесс и повысить качество конечного продукта.
Плазменное оплавление лицевой поверхности блочного пеностекла без предварительного нанесения пасты на основе смеси тонкомолотого боя стекла и жидкого стекла не позволяет получить высококачественного покрытия в связи с наличием на поверхности блочного пеностекла открытых полусферических углублений.
Нанесение пасты на основе смеси тонкомолотого боя стекла и жидкого стекла позволяет заполнить на поверхности блочного пеностекла полусферические углубления и получить беспористую поверхность. Оплавление плазменным факелом беспористой поверхности блочного пеностекла позволяет получить высококачественное покрытие.
Изобретательский уровень предлагаемого способа подтверждается тем, что предварительное нанесение пасты на основе смеси тонкомолотого боя стекла и жидкого стекла с последующим плазменным оплавлением лицевой поверхности блочного пеностекла позволяет получить не только высококачественный конечный продукт с беспористой поверхностью и ровным розливом, но и сократить время нанесения покрытия, а также снизить энергозатраты.
Проведенный анализ известных способов получения покрытий на блочном пеностекле позволяет сделать заключение о соответствии заявляемого изобретения критерию «новизна».
Оптимальными условиями получения покрытия на блочном пеностекле путем оплавления его лицевой поверхности плазменным факелом при мощности работы плазмотрона 9,0 кВт, скорости прохождения плазменной горелки на поверхности блочного пеностекла 0,05 м/с (таблица 1):
Пример: Получение покрытия на блочном пеностекле
Для получения покрытия использовали блоки размером 400×400×100 мм [2] (с.148). Над пластинчатым конвейером стационарно устанавливали плазменную горелку ГН-5р электродугового плазматрона УПУ-8М.
Параметры работы плазматрона были следующие: мощность работы плазматрона 9,0 кВт, расход плазмообразующего газа - 2,5 м3/час.
Перед плазменным оплавлением бой листового стекла тонко измельчали в промышленной шаровой мельнице с уролитовыми шарами. Затем тонкомолотый бой листового стекла смешивали с жидким стеклом в соотношении 10:1 в промышленной лопастной мешалке. Полученную пасту шпателем наносили на лицевую поверхность блока пеностекла размером 400×400×100 мм.
Блок с нанесенным покрытием оплавляли плазменной горелкой ГН-5р электродугового плазматрона УПУ-8М со скоростью 0,05 м/с и производили контроль качества готовых изделий.
Сопоставительные данные показателей качества, технологических параметров и операций предлагаемого и известного способов представлены в таблице 2.
Пример осуществления контроля качества
Для определения прочности сцепления покрытия с основой к поверхности приклеивали эпоксидной смолой металлический стержень длиной 150 мм и площадью 1 см. После полимеризации эпоксидной смолы в течение 24 часов приступали к определению прочности сцепления покрытия с основой на разрывной машине - R-0,5.
Изделия и стержень закрепляли в специальных зажимах разрывной машины. После равномерного нагружения происходил отрыв покрытия от основы. Для испытаний брали не менее 5 образцов. Прочность сцепления покрытия (при оптимальном режиме получения покрытия) определяли как среднее арифметическое:
σcp.=(0,58+0,62+0,60+0,59+0,61)/5=0,60 МПа
Пористость покрытия и трещины в нем определяли методом «пятна». Органолептическим методом определяли качество покрытия (степень деформации, разрывы).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ НА БЛОЧНОМ ПЕНОСТЕКЛЕ | 2018 |
|
RU2686792C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНО-ДЕКОРАТИВНЫХ ПОКРЫТИЙ НА ИЗДЕЛИЯХ ИЗ СТЕНОВОЙ КЕРАМИКИ | 2012 |
|
RU2498965C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ НА БЛОЧНОМ ПЕНОСТЕКЛЕ | 2011 |
|
RU2458872C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНЫХ БЕТОННЫХ ИЗДЕЛИЙ | 2010 |
|
RU2459699C1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ БЛОЧНОГО ПЕНОСТЕКЛА | 2017 |
|
RU2647527C1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ СТЕКЛОКРЕМНЕЗИТА | 2015 |
|
RU2591909C1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ СТЕКЛОКРЕМНЕЗИТА | 2017 |
|
RU2655699C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ НА БЛОЧНОМ ПЕНОСТЕКЛЕ | 2017 |
|
RU2656634C1 |
| СПОСОБ ПОЛУЧЕНИЯ БЛОЧНОГО ПЕНОСТЕКЛА | 2022 |
|
RU2792509C1 |
| СПОСОБ ГЛАЗУРОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2006 |
|
RU2335483C2 |
Изобретение относится к области получения покрытия на блочном пеностекле и может быть использовано в промышленности строительных материалов. Технический результат изобретения заключается в повышении качества покрытия, сокращении времени получения покрытия и снижении энергозатрат. На лицевую поверхность блочного пеностекла наносят пасту на основе тонкомолотого боя стекла и жидкого стекла. Оплавляют лицевую поверхность плазменным факелом при мощности работы плазмотрона 9,0 кВт, скорости прохождения плазменного факела на лицевой поверхности 0,05 м/с. 2 табл.
Способ получения покрытий на блочном пеностекле, включающий подготовку шихты для покрытия, нанесение ее на лицевую поверхность блочного пеностекла, оплавление и контроль качества готовых изделий, отличающийся тем, что оплавление лицевой поверхности блочного пеностекла, предварительно покрытого пастой на основе тонкомолотого боя стекла и жидкого стекла, производят плазменным факелом при мощности работы плазмотрона 9,0 кВт и скорости прохождения плазменного факела по лицевой поверхности 0,05 м/с.
| МИНЬКО Н.И | |||
| и др | |||
| Пеностекло | |||
| Научные основы и технология | |||
| Научная книга | |||
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| Способ получения защитно-декоративного покрытия на строительных изделиях | 1990 |
|
SU1798969A1 |
| EP 0292424 A2, 23.11.1988 | |||
| US 2010143602 A1, 10.06.2010 | |||
| JP 59111948 A, 28.06.1984 | |||
| WO 03016232 A1, 27.02.2003. | |||

