Изобретение относится к области получения металлизированных изделий из бетона и может быть использовано в промышленности строительных материалов.
Известен способ металлизации изделий из бетона, включающий предварительное формование изделий из бетона «лицом вниз» с защитным слоем из молотого керамзита, с последующим плазменным напылением меди или алюминия путем ввода проволоки в плазменную горелку [Крохин В.П., Бессмертный В.С., Бурлаков Н.М., Попов В.И. Химическая технология строительных материалов. - М.: 1980, с. 125-129].
Однако несмотря на неплохое качество конечного продукта, способ имеет ряд недостатков: высокая энергоемкость и трудоемкость процесса, низкая прочность сцепления покрытия с основой, низкая скорость металлизации и, как следствие, высокая стоимость конечного продукта.
Наиболее близким техническим решением является металлизация изделий из бетона, заключающаяся в предварительной пескоструйной обработке лицевой поверхности изделий из бетона с последующим плазменным напылением цветных металлов путем ввода металлической проволоки в плазменную горелку [Федосов С.В., Акулова М.В. Плазменная металлизация бетонов. - М.: Издательство ABC, 2003, с. 92, табл. 5.2].
Недостатком данного способа является длительность технологического процесса и высокая энергоемкость за счет предварительной пескоструйной обработки лицевой поверхности изделий из бетона, относительно невысокое качество и низкая прочность сцепления металлического покрытия с подложкой и, как следствие, высокая стоимость конечного продукта.
Техническим результатом предлагаемого способа является повышение качества конечного продукта за счет прочности сцепления металлического слоя с основой, ускорение процесса металлизации, а также снижение энергоемкости производства и, как следствие, получение высококачественной конкурентоспособной продукции.
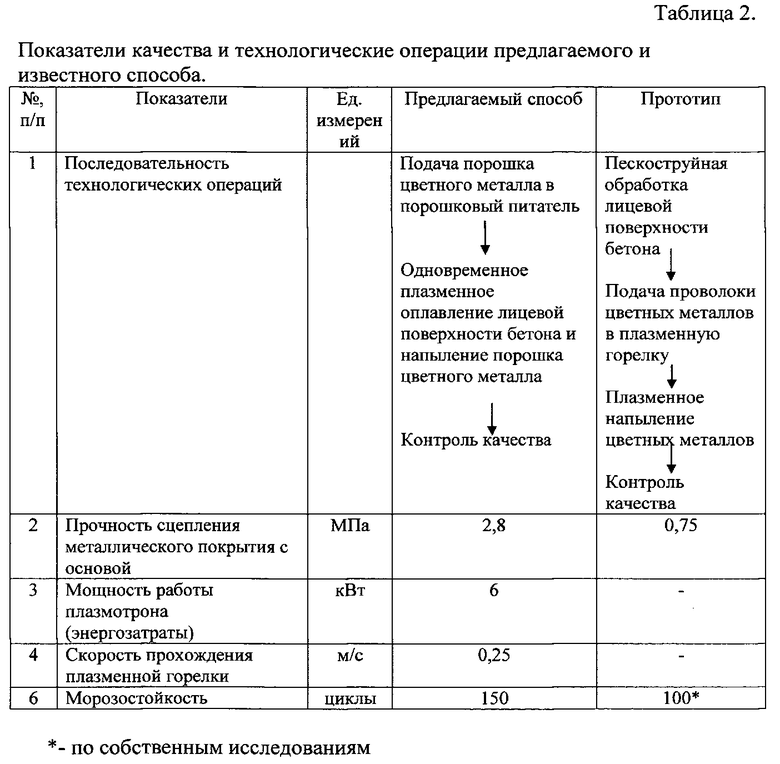
Технический результат достигается тем, что в предлагаемом способе металлизации изделий из бетона, включающий плазменное напыление цветных металлов, контроль качества готовых изделий, напыление порошков цветных металлов одновременно производят с плазменным оплавлением лицевой поверхности изделий из бетона при помощи плазмотрона.
Отличительным признаком предлагаемого способа является совмещение технологических операций плазменного оплавления лицевой поверхности и напыления порошка цветного металла.
Таким образом, заявляемое решение соответствует критерию изобретения «новизна».
В предлагаемом способе расплавленные частицы цветного металла впаиваются в образовавшийся на лицевой поверхности бетона расплав с образованием промежуточного диффузионного слоя. Это обеспечивает высокое качество и прочность сцепления металлического покрытия с подложкой. При этом в зоне контакта металла с расплавом отсутствуют процессы дегидратации цементного камня, а силикатный расплав компенсирует появление напряжений в покрытии и подложке.
За счет устранения обязательной технологической операции пескоструйной обработки лицевой поверхности, обеспечивающей прочность сцепления металла с подложкой, существенно ускоряется процесс металлизации. Таким образом, предлагаемый способ является менее энергоемким вследствие устранения технологической операции пескоструйной обработки.
Изобретательский уровень предлагаемого способа подтверждается тем, что сравнение заявляемого решения не только с прототипом, но другими техническими решениями в данной области техники не выявило в них признаки, отличающие заявляемое решение от прототипа.
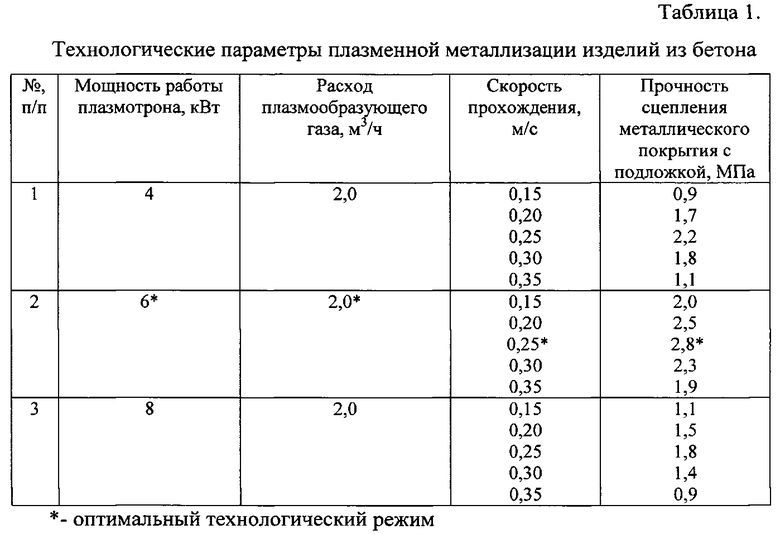
Оптимальными условиями плазменной металлизации изделий из бетона является мощность работы плазмотрона 6 кВт при скорости прохождения плазменной горелки по лицевой поверхности изделий бетона 0,25 м/с (табл. 1).
Пример. Плазменная металлизация изделий из бетона
Для металлизации использовали балочки из бетона размером 150×30×30 мм.
Над пластинчатым конвейером стационарно устанавливали плазменную горелку ГН-5р электродугового плазмотрона УПУ-8М: мощность 6кВт, расход плазмообразующего газа аргона 2,0 м3/ч, расход воды на охлаждение - 0,5 м/с.
Для напыления использовали алюминиевый порошок марки АДС-4. Порошок помещали в порошковый питатель электродугового плазмотрона УПУ-8М.
После зажигания дуги пластинчатый конвейер перемещался со скоростью 0,25 м/с вместе с балочкой из бетона. Плазменная горелка ГН-5р оплавляла лицевую поверхность и одновременно напыляла порошок алюминия на образовавшийся расплав.
После металлизации бетонные балочки подвергали контролю качества готовых изделий.
Пример осуществления контроля качества
Для определения прочности сцепления металлического покрытия с подложкой к поверхности приклеивали эпоксидной смолой металлический стержень длиной 150 мм и площадью поперечного сечения 1 см2. После полимеризации эпоксидной смолы в течение 24 часов приступали к определению прочности сцепления металлического покрытия с подложкой на разрывной машине R-0,5. Изделие и стержень закрепляли в специальных зажимах разрывной машины. После равномерного нагружения происходил отрыв металлического покрытия. Для испытаний брали не менее 5 образцов. Прочность сцепления металлического покрытия определяли как среднее арифметическое:
Предлагаемый способ позволяет повысить качество конечного продукта, ускорить процесс металлизации, а также снизить энергоемкость.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ЗАЩИТНО-ДЕКОРАТИВНЫХ ПОКРЫТИЙ НА ИЗДЕЛИЯХ ИЗ БЕТОНА | 2015 |
|
RU2595024C1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ ИЗДЕЛИЯ ИЗ БЕТОНА | 2018 |
|
RU2681129C1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ АВТОКЛАВНЫХ СТЕНОВЫХ МАТЕРИАЛОВ | 2014 |
|
RU2553708C1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ ИЗДЕЛИЙ ИЗ БЕТОНА | 2017 |
|
RU2648404C1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ СТЕКЛОКРЕМНЕЗИТА | 2017 |
|
RU2655699C1 |
| СПОСОБ ПОЛУЧЕНИЯ АВТОКЛАВНЫХ СТЕНОВЫХ МАТЕРИАЛОВ С КОМПОЗИЦИОННЫМИ ЗАЩИТНО-ДЕКОРАТИВНЫМИ ПОКРЫТИЯМИ | 2015 |
|
RU2597340C1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ БЛОЧНОГО ПЕНОСТЕКЛА | 2017 |
|
RU2647527C1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ ИЗДЕЛИЙ ИЗ БЕТОНА | 2017 |
|
RU2669978C1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ СТЕКЛОКРЕМНЕЗИТА | 2015 |
|
RU2591909C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВЕТООТРАЖАЮЩИХ ЗАЩИТНО-ДЕКОРАТИВНЫХ ПОКРЫТИЙ НА СИЛИКАТНЫХ СТРОИТЕЛЬНЫХ МАТЕРИАЛАХ АВТОКЛАВНОГО ТВЕРДЕНИЯ | 2017 |
|
RU2648414C1 |
Изобретение относится к области получения металлизированных изделий из бетона и может быть использовано в промышленности строительных материалов. Технический результат - повышение качества конечного продукта за счет прочности сцепления металлического слоя с основой, ускорение процесса металлизации с одновременным снижением энергоемкости производства и, как следствие, получение высококачественной конкурентоспособной продукции. Способ металлизации изделий из бетона включает плазменное напыление цветных металлов и контроль качества готовых изделий, причем плазменное напыление порошков цветных металлов производят одновременно с плазменным оплавлением лицевой поверхности изделий из бетона при помощи плазмотрона. 2 табл., 2 пр.
Способ металлизации изделий из бетона, включающий плазменное напыление цветных металлов и контроль качества готовых изделий, отличающийся тем, что плазменное напыление порошков цветных металлов одновременно производят с плазменным оплавлением лицевой поверхности изделий из бетона при помощи плазмотрона.
| ФЕДОСОВ С | |||
| В | |||
| и др | |||
| Плазменная металлизация бетона, Москва, "АСВ", 2003, с | |||
| Автоматический огнетушитель | 0 |
|
SU92A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНО-ДЕКОРАТИВНОГО ПОКРЫТИЯ НА ИЗДЕЛИЯХ ИЗ БЕТОНА | 2011 |
|
RU2466864C1 |
| СПОСОБ ГЛАЗУРОВАНИЯ АВТОКЛАВНЫХ СТЕНОВЫХ МАТЕРИАЛОВ | 2007 |
|
RU2354631C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНЫХ БЕТОННЫХ ИЗДЕЛИЙ | 2010 |
|
RU2459699C1 |
| Способ получения защитно-декоративного покрытия на строительных изделиях | 1990 |
|
SU1798969A1 |
| Способ получения декоративного покрытия | 1978 |
|
SU707134A1 |
| Способ обработки поверхностей бетонных строительных изделий и монолитных сооружений | 1991 |
|
SU1838115A3 |
| СПОСОБ, СИСТЕМА И КОМПЬЮТЕРНЫЙ ПРОГРАММНЫЙ КОД ДЛЯ ОПТИМИЗАЦИИ РЕЙСА С ПОМОЩЬЮ ПОПОЛНЕНИЯ БАЗЫ ДАННЫХ ЖЕЛЕЗНОДОРОЖНЫХ СОСТАВОВ/ПУТЕЙ | 2007 |
|
RU2469387C2 |
| КРОХИН В | |||
| П | |||
| и др | |||
| Декоративная обработка поверхности строительных материалов | |||

