Область техники, к которой относится изобретение
Настоящее изобретение относится к способу изготовления бесшовной металлической трубы и, в частности, к способу изготовления бесшовной металлической трубы, позволяющему изготавливать тонкостенную заготовку трубы (полую деталь), в частности, путем прокатки-прошивки заготовки, состоящей из плохо формуемого металла, с большой степенью редукции.
Уровень техники
Наиболее широко используемые процессы изготовления бесшовной трубы включают процесс Маннесманна для прокатки бесшовных труб на короткой оправке и процесс Маннесманна для прокатки бесшовных труб на длинной оправке. В этих процессах сплошную заготовку, нагретую в печи до заранее определенной температуры, прошивают с использованием стана прокатки-прошивки, чтобы получить полую деталь в форме стержня, которую затем редуцируют, главным образом, с уменьшением толщины стенки, с использованием стана-удлинителя, например, стана для прокатки бесшовных труб на короткой оправке или стана для прокатки бесшовных труб на длинной оправке, чтобы получить полую гильзу. Затем полую гильзу редуцируют, главным образом, с уменьшением наружного диаметра, с использованием редукционного стана, например, калибровочного стана или редукционно-растяжного стана, чтобы получить горячую готовую бесшовную трубу заранее определенного размера. Настоящее изобретение относится к способу изготовления бесшовной металлической трубы, который включает изготовление тонкостенной полой детали, в частности, путем прокатки-прошивки заготовки, состоящей из плохо формуемого материала, с большой степенью редукции на первом этапе прокатки-прошивки, входящем в состав указанных выше этапов.
Сначала, как обычные типы технологий, будут рассмотрены изобретения, предложенные автором настоящего изобретения и другими авторами в Патентных документах 1-4.
Изобретение по Патентному документу 1 (далее называемое первым предшествующим изобретением) представляет собой способ, при котором прокатку-прошивку выполняют таким образом, что угол β подачи для основных конических валков, поддерживаемых на обоих концах и установленных по горизонтали или по вертикали с обращением друг к другу поперек линии прокатки, вдоль которой перемещается заготовка или полая деталь, и угол γ раскатки для этих основных валков поддерживают таким образом, чтобы они находились в пределах диапазонов, заданных приведенными далее Формулами (1)'-(3)', при этом заготовка или полая деталь прижимается поверхностями дисковых валков, установленных по вертикали или по горизонтали с обращением друг к другу поперек линии прокатки между основными валками.
3°≤β≤25° (1)'
3°≤γ≤25° (2)'
15°≤β+γ≤45° (3)'
Угол β подачи представляет собой угол наклона оси валка относительно горизонтальной плоскости или вертикальной плоскости, в которой проходит линия прокатки, и угол γ раскатки представляет собой угол наклона оси валка относительно вертикальной плоскости или горизонтальной плоскости, в которой проходит линия прокатки.
Первое предшествующее изобретение в своей основе отказывается от принципа прошивки в процессе прошивки Маннесманна. Обычный процесс прошивки Маннесманна это процесс прокатки-прошивки, в котором сплошную заготовку прошивают с использованием так называемого эффекта ротационной ковки (эффекта Маннесманна), чтобы создать условия, которые облегчают прошивку, в то время как первое предшествующее изобретение основано на следующих технических идеях:
- не допускают, насколько это возможно, возникновения эффекта ротационной ковки (эффекта Маннесманна); и
- не допускают, насколько это возможно, возникновения окружной деформации γrθ сдвига и деформации γβ1 сдвига из-за скручивания поверхности, которое возникает во время процесса прошивки, чтобы обеспечить течение металла, сравнимое или почти сравнимое с течением в процессе изготовления труб путем выдавливания, когда это наклонная прокатка.
Чтобы достичь этой цели, стан прокатки-прошивки выполнен таким образом, чтобы сделать возможной прошивку с большим углом раскатки и большим углом подачи, при этом основные валки по форме относятся к коническому типу, и вместо направляющих линеек используются дисковые валки.
Изобретение по Патентному документу 2 (далее называемое вторым предшествующим изобретением) представляет собой способ изготовления бесшовной трубы, в котором: угол β подачи для основных конических валков, поддерживаемых на обоих концах и установленных по горизонтали или по вертикали с обращением друг к другу поперек линии прокатки, вдоль которой перемещается заготовка или полая деталь, и угол γ раскатки для основных валков поддерживают таким образом, чтобы они находились в пределах диапазонов, заданных приведенными далее Формулами (1) -(3), чтобы диаметр d0 сплошной заготовки, а также наружный диаметр d и толщина t стенки полой детали после прокатки-прошивки удовлетворяли приведенной далее Формуле (4), и отношение прошивки было больше или равно 4,0, степень раскатки трубы была больше или равна 1,15, или отношение толщины стенки к наружному диаметру было меньше или равно 6,5.
8°≤β≤20° (1)
5°≤γ≤35° (2)
15°≤β+γ≤50° (3)
1,5≤-ψr/ψθ≤4,5 (4)
где ψr=ln(2t/d0) и ψθ=ln{2(d-t)/d0}.
Описанное выше второе предшествующее изобретение, аналогично первому предшествующему изобретению, представляет собой способ, который разработан, чтобы не допустить, насколько это возможно, возникновения эффекта ротационной ковки и избыточной деформации сдвига, появляющихся в значительной степени на этапе прокатки-прошивки, в частности, этапе прокатки-прошивки с получением тонкой стенки при большой степени редукции, за счет поддержания угла β подачи и угла γ раскатки для валков в пределах подходящего диапазона. В дополнение к этому, способ разработан, чтобы предотвратить дефекты на внутренней поверхности и слоистость (трещины, которые могут возникнуть в центральной по толщине стенки области), которые могут возникнуть при изготовлении труб из нержавеющей стали или труб из высоколегированной стали, и, кроме того, чтобы уменьшить проблемы при работе, такие как вальцевание стенки трубы, расслоение стенки трубы и застревание заднего конца, за счет оптимизации распределения окружной деформации ψθ и деформации ψr по толщине таким образом, чтобы они удовлетворяли соотношению, представленному Формулой (4). Здесь необходимо отметить, что во втором предшествующем изобретении Формула (4) подразумевает, что для выполнения прошивки с получением тонкой стенки при большой степени редукции не выбирается процесс прошивки с большим отношением прошивки, а применяется процесс прошивки с большой степенью раскатки трубы.
С учетом того, что указано в пунктах Формулы изобретения, первое предшествующее изобретение необязательно ограничивается исключительно процессом прошивки с раскаткой трубы, но второе предшествующее изобретение явным образом ограничивается прошивкой с большой степенью раскатки трубы.
Указанные выше два предшествующих изобретения предполагают, что для прошивки плохо формуемого материала, например, нержавеющей стали или высоколегированной стали в устойчивом режиме, без возникновения дефектов на внутренней поверхности или слоистости, диаметр пережима у валка должен быть как можно меньше относительно диаметра заготовки. Однако при уменьшении диаметра пережима валка требуется, с учетом конструкции валка, чтобы также были уменьшены диаметры вала валка на входной стороне и выходной стороне. Тогда прочность подшипника, который служит опорой валу валка, будет недостаточной, и, в частности, в случае конического валка, усталостная прочность подшипника на входной стороне будет недостаточной, что приведет к проблемам с долговечностью. Таким образом, излишнее уменьшение диаметра пережима валка не рекомендуется для работы в реальных условиях.
Далее, задачей изобретения по Патентному документу 3 (далее называемого третьим предшествующим изобретением) является предложить способ прокатки-прошивки, позволяющий не допустить, насколько это возможно, возникновения эффекта ротационной ковки, и не допустить, насколько это возможно, избыточной деформации сдвига, и одновременно избежать излишнего уменьшения диаметра пережима валка.
Как описано выше, автор настоящего изобретения предложил процесс прокатки-прошивки-раскатки при большом угле раскатки, чтобы устранить эффект ротационной ковки и не допустить избыточной деформации сдвига, и, таким образом, создал второе предшествующее изобретение. Однако, несмотря на то, что увеличение угла раскатки является необходимым условием для устранения эффекта ротационной ковки и недопущения избыточной деформации сдвига, оно не является достаточным условием. Необходимым и достаточным условием является оптимизация формы валка, в то время как увеличение угла раскатки является необходимым условием для такой оптимизации.
В способе прокатки-прошивки по третьему предшествующему изобретению оптимизирована взаимосвязь между степенью раскатки материала трубы и степенью увеличения диаметра основных конических валков. В результате в значительной степени предотвращается возникновение эффекта ротационной ковки во время прокатки-прошивки, и поэтому можно более надежным образом предотвратить возникновение дефектов на внутренней поверхности и слоистости, которые, по всей вероятности, возникают во время процесса прокатки-прошивки с получением тонкой стенки при большой степени редукции, который применяется для плохо формуемого материала, например, нержавеющей стали или высоколегированной стали.
В третьем предшествующем изобретении, в дополнение к приведенным выше Формулам (1) -(4), кроме того, удовлетворяются приведенные далее Формулы (5) и (6), задающие взаимосвязь между входным диаметром D1 основного валка, его выходным диаметром D2, диаметром d0 заготовки, ее диаметром d после прошивки и углом γ раскатки.
(d/d0)/(0,75+0,025γ)≤ (D2/D1) (5)
D2/D1≤ (d/d0)/(1,00-0,027γ) (6)
Если рассматривать взаимосвязь между степенью раскатки трубы d/d0, степенью увеличения диаметра валка D2/D1 и углом γ раскатки для валка, то, подходит или нет форма валка, необходимо определять по возникновению эффекта ротационной ковки, и в данном случае критерием определения является то, можно ли сделать пластичность (величину редукции) центральной области заготовки непосредственно перед контактом с вершиной короткой оправки больше, чем величина редукции самой заготовки. Приведенная выше Формула (5) является неотъемлемым требованием при задании формы валка, но Формула (6) не является обязательным требованием, так как, во многих случаях, она удовлетворяется сама собой.
Изобретение по Патентному документу 4 (далее называемое четвертым предшествующим изобретением) представляет собой изобретение, относящееся к технологии установки дисковых валков, но это здесь не рассматривается, так как в настоящем изобретении дисковые валки не используются, как подробно описано ниже.
Список литературы
Патентная литература
Патентный документ 1: Японский патент № 1608310
Патентный документ 2: Опубликованный японский патент № Н05-23842
Патентный документ 3: Японский патент № 4196991
Патентный документ 4: Японский патент № 3082489
Патентный документ 5: Опубликованная заявка на японский патент № Н10-94808
Патентный документ 6: Опубликованная заявка на японский патент № 2001-259710
Сущность изобретения
Техническая проблема
Во всех этих изобретениях задаются диапазоны угла β подачи для основных конических валков, поддерживаемых на обоих концах и установленных по горизонтали или по вертикали с обращением друг к другу поперек линии прокатки (угол наклона оси основных валков относительно горизонтальной плоскости или вертикальной плоскости, в которой проходит линия прокатки) и угла γ раскатки для этих основных валков (угол наклона оси основных валков относительно вертикальной плоскости или горизонтальной плоскости, в которой проходит линия прокатки), с последующей оптимизацией отношения распределения радиальной логарифмической деформации ψr и окружной логарифмической деформации ψθ и дополнительной оптимизацией взаимосвязи между степенью раскатки материала трубы и степенью увеличения диаметра конического валка.
Как описано выше, все эти изобретения в своей основе отказываются от принципа процесса прошивки Маннесманна и, в отличие от обычного процесса прошивки Маннесманна, являющегося процессом прокатки-прошивки, в котором применяется эффект ротационной ковки (эффект Маннесманна), они были созданы, исходя из недопущения возникновения эффекта ротационной ковки, насколько это возможно, а также, в возможной степени, недопущения избыточных деформаций γrθ и γθ1 сдвига, которые могут возникать во время прошивки.
В этих случаях дисковые валки, установленные по вертикали или по горизонтали с обращением друг к другу поперек линии прокатки между основными коническими валками, являются приводными, и прокатка-прошивка выполняется при прижатии снабженных канавками поверхностей дисковых валков к заготовке или полой детали.
Дисковые валки применяются в практической работе в течение приблизительно 30 лет вместо старых неподвижных направляющих линеек, но они создают следующие проблемы.
(1) Когда процесс прокатки-прошивки происходит по спирали вокруг центра перемещения в случае наклонной прокатки с использованием основных конических валков, дисковые валки вращаются, по существу, в перпендикулярном направлении, и поэтому, если задано неподходящее положение дисковых валков, может происходить застревание переднего или заднего конца во время прошивки.
(2) Кроме того, имеется риск того, что стенка полой детали может расслоиться под воздействием торцевой поверхности канавки дискового валка, и поэтому особенно трудно обеспечить большую степень редукции при прошивке с получением тонкой стенки.
Чтобы решить указанные выше проблемы и дополнительно повысить производительность, автор настоящего изобретения решил отказаться от использования дисковых валков и вместо них применить вспомогательные конические валки, имеющие диаметр меньше, чем у основных конических валков, но имеющие функции и преимущества, сравнимые с функциями и преимуществами основных валков. То есть, он решил разработать стан поперечной прошивки с четырьмя валками. При переходе от технологии поперечной прошивки с двумя валками на технологию поперечной прошивки с четырьмя валками можно ожидать появления функций и преимуществ, позволяющих устранить дополнительные проблемы, которые указаны ниже.
(3) Когда сплошную заготовку подвергают ротационной ковке в прокатном стане с двумя наклонными валками, на зону центральной оси сплошной заготовки в направлении редукции действуют сжимающие напряжения, а в направлении, перпендикулярном направлению редукции, возникают растягивающие напряжения, в результате чего возникает так называемый феномен Маннесманна в области имеющихся на центральной линии сегрегации, включений или пористости, которые служат местом начала, и, если этот феномен проявляется в излишней степени, это будет приводить к браку.
Когда вместо прокатного стана с двумя наклонными валками используется прокатный стан с четырьмя наклонными валками, во время редукции не будут возникать растягивающие напряжения, при этом пластическая деформация происходит только со сжимающими напряжениями, действующими в направлении редукции, и поэтому будет предотвращаться возникновение эффекта Маннесманна даже при ротационной ковке. Здесь, чтобы немного дополнить описание, укажем, что имеется несколько заявок на патент для технологий использования роликовых линеек вместо дисковых валков (Патентный документ 5 (Опубликованная заявка на японский патент № Н10-94808) и Патентный документ 6 (Опубликованная заявка на японский патент № 2001-259710)), но предложенное в них относится к роликовым направляющим линейкам, а не к прокатным валкам.
Настоящее изобретение создано с учетом этой технической ситуации, и, таким образом, задачей настоящего изобретения является предложить способ изготовления бесшовной металлической трубы, который позволяет изготавливать тонкостенную заготовку трубы (полую деталь) при большой степени редукции, в частности, из заготовки, состоящей из плохо формуемого материала, за счет применения прокатного стана с четырьмя наклонными валками.
Решение проблемы
Способ, соответствующий настоящему изобретению, предназначен для прокатки-прошивки сплошной заготовки и содержит следующие этапы: используют прокатный стан с четырьмя наклонными валками, включающий пару основных конических валков большего диаметра, поддерживаемых на обоих концах и установленных по горизонтали или по вертикали с обращением друг к другу поперек линии прокатки, и пару вспомогательных валков меньшего диаметра, поддерживаемых на обоих концах и установленных по вертикали или по горизонтали с обращением друг к другу также поперек линии прокатки между расположенными с обращением друг к другу основными валками; и поддерживают угол β подачи для основных конических валков, угол γ раскатки для основных валков, угол β' подачи для вспомогательных конических валков и угол γ' раскатки для вспомогательных конических валков в следующих диапазонах:
5°≤''β,β'''≤25°
3°≤''γ,γ'''≤35° 10°≤''β+γ,β'+γ'''≤55°.
В более предпочтительном случае, сплошную заготовку подвергают прокатке-прошивке-раскатке таким образом, чтобы диаметр d0 сплошной заготовки, диаметр d полой детали после прошивки и толщина t стенки полой детали вместе удовлетворяли следующему соотношению:
1,5≤-ψr/ψθ≤4,5
где ψr=ln(2t/d0) и ψθ=ln{2(d-t)/d0}.
Преимущества при использовании изобретения
При использовании способа, соответствующего настоящему изобретению, можно изготавливать полую деталь со сверхтонкой стенкой при большой степени редукции из заготовки, состоящей из плохо формуемого материала, например, нержавеющей стали или высоколегированной стали, не вызывая вальцевания или расслоения. В дополнение к этому, можно не допустить дефектов на внутренней поверхности или слоистости, которые, по всей вероятности, будут возникать в ходе процесса прокатки-прошивки с получением тонкой стенки при большой степени редукции, за счет оптимизации соотношения между диаметром основных конических валков и диаметром сплошной заготовки и оптимизации взаимосвязи между степенью раскатки материала трубы и степенями увеличения диаметров основных валков и вспомогательных валков.
Краткое описание чертежей
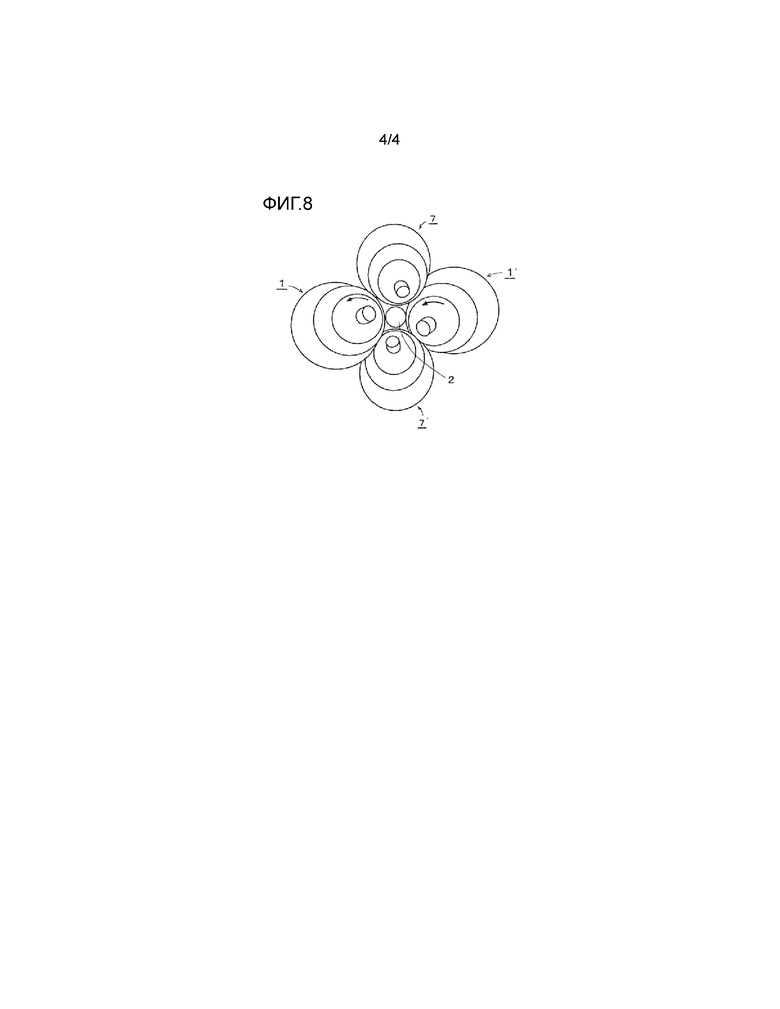
На Фиг.1 показана технология двухвалковой прокатки-прошивки в случае предшествующих изобретений, на этом чертеже приведен вид сверху, схематично иллюстрирующий режим прокатки-прошивки.
На Фиг.2 приведен вид сбоку, схематично иллюстрирующий режим прокатки-прошивки.
На Фиг.3 приведен вид спереди, схематично иллюстрирующий режим прокатки-прошивки, если смотреть с входной стороны.
Фиг.4 иллюстрирует напряжения, действующие на центральную область заготовки во время двухвалковой прокатки-прошивки в случае предшествующих изобретений.
Фиг.5 иллюстрирует напряжения, действующие на центральную область заготовки во время четырехвалковой прокатки-прошивки в случае настоящего изобретения.
На Фиг.6 показана технология четырехвалковой прокатки-прошивки в случае настоящего изобретения, на этом чертеже приведен вид сверху, схематично иллюстрирующий режим прокатки-прошивки.
На Фиг.7 приведен вид сбоку, схематично иллюстрирующий режим прокатки-прошивки.
На Фиг.8 приведен вид спереди, схематично иллюстрирующий режим прокатки-прошивки, если смотреть с входной стороны.
Описание вариантов осуществления изобретения
Теперь со ссылкой на сопровождающие чертежи будут подробно описаны предпочтительные варианты осуществления настоящего изобретения. Во всей спецификации и на чертежах составные части, имеющие, по существу, одинаковые функции и конструкцию, обозначены одинаковыми ссылочными номерами, таким образом, ненужное описание исключается.
Далее способ, соответствующий настоящему изобретению, будет описан с его сравнением с предшествующими изобретениями.
На Фиг.1-Фиг.3 показана технология двухвалковой прокатки-прошивки в случае предшествующих изобретений, из них на Фиг.1 приведен вид сверху, схематично иллюстрирующий режим прокатки-прошивки, на Фиг.2 приведен соответствующий вид сбоку, и на Фиг.3 приведен соответствующий вид спереди, если смотреть с входной стороны. Как показано на Фиг.1 и 2, основные валки 1, 1' по форме относятся к коническому типу, при этом их вершины расположены на стороне входа сплошной заготовки 2, и места, в которых поверхности 1а, 1'а валков на входной стороне и поверхности 1b, 1'b валков на выходной стороне, соответственно, пересекаются, представляют собой области 1g, 1'g пережима. Оба конца каждого вала 1c, 1'c валка удерживаются опорными рамами (не показаны).
Валы 1с, 1'c валков установлены под наклоном таким образом, что их продолжения образуют углы β подачи с плоскостью (в изображенном примере-горизонтальной плоскостью), в которой проходит линия прокатки, при этом углы подачи равны, но имеют противоположную ориентацию (см. Фиг.2), а также образуют углы γ раскатки с вертикальной плоскостью, в которой проходит линия прокатки, при этом углы раскатки равны, но имеют противоположную ориентацию (см. Фиг.1), и эти валки вращаются в одном направлении с одной угловой скоростью, как показано стрелками.
Как показано на Фиг.3, между основными валками 1, 1' обеспечены дисковые валки 6, 6', расположенные с обеих сторон сплошной заготовки 2.
Сплошную заготовку 2 прошивают при помощи короткой оправки 4, установленной на стержне 3, с получением полой детали 5.
В отличие от этого, в способе, соответствующем настоящему изобретению, вместо дисковых валков применяются вспомогательные конические валки, имеющие функции и преимущества, сравнимые с функциями и преимуществами основных конических валков.
На Фиг.6-Фиг.8 показана технология четырехвалковой прокатки-прошивки в случае настоящего изобретения, из них на Фиг.6 приведен вид сверху, схематично иллюстрирующий режим прокатки-прошивки, на Фиг.7 приведен соответствующий вид сбоку, и на Фиг.8 приведен соответствующий вид спереди, если смотреть с входной стороны. Как показано на Фиг.6 и 7, основные конические валки 1, 1' установлены по горизонтали с обращением друг к другу поперек линии прокатки (линии Х-Х), и вспомогательные конические валки 7, 7' установлены по вертикали с обращением друг к другу поперек линии прокатки между основными валками 1, 1', которые расположены с обращением друг к другу.
Валы 1с, 1'с основных валков установлены под наклоном таким образом, что их продолжения образуют углы β подачи с плоскостью (в изображенном примере-горизонтальной плоскостью), в которой проходит линия прокатки, при этом углы подачи равны, но имеют противоположную ориентацию (см. Фиг.7), а также образуют углы γ раскатки с вертикальной плоскостью, в которой проходит линия прокатки, при этом углы раскатки равны, но имеют противоположную ориентацию (см. Фиг.6). Основные валки 1, 1' вращаются в одном направлении с одной угловой скоростью, как показано стрелками. Валы 7с, 7'с вспомогательных валков 7, 7' также установлены под наклоном с углами β' подачи и углами γ' раскатки, и вращаются в одном направлении с одной угловой скоростью. За счет применения технологии четырехвалковой прокатки-прошивки можно получить функции и преимущества, которые описаны ниже.
Фиг.4 иллюстрирует напряжения, действующие на центральную область заготовки во время двухвалковой прокатки-прошивки в случае предшествующих изобретений. Когда сплошную заготовку подвергают ротационной ковке в прокатном стане с двумя наклонными валками, в осевой области сплошной заготовки в направлении редукции действуют сжимающие напряжения, а в направлении, перпендикулярном направлению редукции, возникают растягивающие напряжения, что приводит к возникновению так называемого феномена Маннесманна в области имеющихся на центральной линии сегрегации, включений или пористости, которые служат местом начала, и, если этот феномен проявляется в излишней степени, это будет приводить к браку.
Фиг.5 иллюстрирует напряжения, действующие на центральную область заготовки во время четырехвалковой прокатки-прошивки в случае настоящего изобретения. Когда прокатный стан с четырьмя наклонными валками применяется вместо прокатного стана с двумя наклонными валками, во время редукции не будет возникать растягивающих напряжений, при этом пластическая деформация происходит только со сжимающими напряжениями, действующими в направлении редукции, и поэтому можно предотвратить возникновение эффекта Маннесманна даже при ротационной ковке.
Когда вместо дисковых валков применяются вспомогательные конические валки, имеющие функции и преимущества, сравнимые с функциями и преимуществами основных конических валков, для этих основных и вспомогательных валков соотношения между степенью d/d0 раскатки материала трубы и соответствующими степенями D2/D1 и D2'/D1' увеличения их диаметра соответствуют соотношениям, указанным в предшествующих изобретениях, при этом входные диаметры валков обозначены как D1, D1', а выходные диаметры валков обозначены как D2, D2', и поэтому по-прежнему сохраняются следующие соотношения:
(d/d0)/(D2/D1) ≤0,75+0,025γ
(d/d0)/(D2'/D1') ≤0,75+0,025γ'.
В настоящем изобретении диаметр вспомогательных валков меньше диаметра основных валков, целью этого является как можно большее увеличение диапазона размеров, которые могут быть получены при прошивке, за счет возможности регулирования зазора между основными валками в широких пределах. То есть, если выходные диаметры основных валков и вспомогательных валков равны, невозможно получить полую деталь, у которой диаметр d не превышает (2½-1)/D2, из-за геометрических ограничений.
Кроме того, в случае четырех валков, прокатный стан имеет более сложную общую конструкцию, при которой вспомогательные валки меньшего диаметра могут быть не приводными, при этом нагрузки при прокатке-прошивке, действующие со стороны вспомогательных валков, будут порождаться силами, приводящими в действие основные валки.
Необходимо согласовать между собой положения пережимов в основных валках и вспомогательных валках при том, что их прокатные диаметры могут меняться, в предпочтительном случае длины (L1, L1') их бочек на входной стороне, спереди положений пережимов, являются равными, и длины (L2, L2') их бочек на выходной стороне, сзади положений пережимов, являются равными (L1=L1', L2=L2').
Настоящее изобретение не ограничивается сплошной заготовкой, для которой предназначено приведенное выше описание, оно также применимо к способам изготовления, в которых используется полая заготовка, полученная путем растачивания.
Примеры
Ниже подробно описаны примеры.
Пример 1
Обрабатываемость высоколегированных сталей в горячем состоянии хуже, чем у нержавеющих сталей, и если их температуры при прокатке-прошивке превышают 1275°С, часто возникает слоистость. В этом примере, с использованием в качестве заготовки образцов, состоящих из высоколегированной стали с содержанием 25%Cr-35%Ni-3%Mo и имеющих диаметр 70 мм, при их температуре при прокатке-прошивке 1200°С, была выполнена прокатка-прошивка с получением тонкой стенки при большой степени редукции, при степени раскатки трубы, равной 2, и когда основные валки и вспомогательные валки были приводными. Условия для основных валков и вспомогательных валков и условия прокатки-прошивки были следующими.
Условия для основных валков
Угол раскатки γ=30°
Угол подачи β=12°
Диаметр пережима Dg=500 мм
Входной диаметр D1=300 мм
Выходной диаметр D2=670 мм
Степень увеличения диаметра валка D2/D1=2,23
Длина бочки на входной стороне L1=300 мм
Длина бочки на выходной стороне L2=460 мм
Длина бочки L1+L2=760 мм
Отношение длин бочки L2/L1=1,53
Скорость вращения валка n=60 об/мин
Условия для вспомогательных валков
Угол раскатки γ'=30°
Угол подачи β'=12°
Диаметр пережима Dg'=400 мм
Входной диаметр D1'=240 мм
Выходной диаметр D2'=536 мм
Степень увеличения диаметра валка D2'/D1'=2,23
Длина бочки на входной стороне L1'=300 мм
Длина бочки на выходной стороне L2'=460 мм
Длина бочки L1'+L2'=760 мм
Отношение длин бочки L2'/L1'=1,53
Скорость вращения валка n'=75 об/мин
Условия прокатки-прошивки
Диаметр короткой оправки dp=130 мм
Диаметр заготовки d0=70 мм
Диаметр полой детали d=140 мм
Толщина стенки полой детали t=3,5 мм
Степень раскатки трубы d/d0=2,00
Отношение прокатки-прошивки d02/4t(d-t)= 2,56
Отношение "толщина стенки/наружный диаметр" (t/d)×100=2,5%
Коэффициент формы валка (d/d0)/(D2/D1)=(d2/d0)/(D2'/D1')=0,897
Логарифмическая деформация в направлении по толщине ψr=ln(2t/d0)=ln0,10=-2,303
Окружная логарифмическая деформация ψθ=ln{2(d-t)/d0}=ln3,90=1,361
Отношение распределения редукции -ψr/ψθ=1,692
Как указано выше, отношение распределения редукции между окружной редукцией и редукцией в направлении по ширине было подходящим, и были оптимизированы формы валков, в результате чего прокатка-прошивка была осуществлена без каких-либо проблем, хотя это была прокатка-прошивка с получением тонкой стенки при большой степени редукции, выполняемая для высоколегированной стали, которая имеет плохую обрабатываемость в горячем состоянии.
Пример 2
С использованием в качестве заготовки образцов, состоящих из аустенитной нержавеющей стали с содержанием 18%Cr-8%Ni и имеющих диаметр 60 мм, была выполнена прокатка-прошивка с получением тонкой стенки при большой степени редукции, при степени раскатки трубы, равной 1,5, и когда приводились в действие только основные валки, а вспомогательные валки были оставлены не приводными. Заготовка была нагрета до 1250°С. Обрабатываемость нержавеющих сталей в горячем состоянии гораздо хуже, чем у углеродистых сталей. Условия для основных валков и вспомогательных валков и условия прокатки-прошивки были следующими.
Условия для основных валков
Угол раскатки γ=25°
Диаметр пережима Dg=400 мм
Угол подачи β=12°
Входной диаметр D1=240 мм
Выходной диаметр D2=550 мм
Степень увеличения диаметра валка D2/D1=2,29
Длина бочки на входной стороне L1=300 мм
Длина бочки на выходной стороне L2=460 мм
Длина бочки L1+L2=760 мм
Отношение длин бочки L2/L1=1,53
Скорость вращения валка n=60 об/мин
Условия для вспомогательных валков
Угол раскатки γ'=25°
Диаметр пережима Dg'=320 мм
Угол подачи β'=12°
Входной диаметр D1'=192 мм
Выходной диаметр D2'=440 мм
Степень увеличения диаметра валка D2'/D1'=2,29
Длина бочки на входной стороне L1'=300 мм
Длина бочки на выходной стороне L2'=460 мм
Длина бочки L1'+L2'=760 мм
Отношение длин бочки L2'/L1'=1,53
Скорость вращения валка n'= (не приводной)
Условия прокатки-прошивки
Диаметр короткой оправки dp=80 мм
Диаметр заготовки d0=60 мм
Диаметр полой детали d=90 мм
Толщина стенки полой детали t=2,7 мм
Степень раскатки трубы d/d0=1,50
Отношение прокатки-прошивки d02/4t(d-t)= 3,82
Отношение "толщина стенки/наружный диаметр" (t/d)×100=3,0%
Коэффициент формы валка (d/d0)/(D2/D1)=(d/d0)/(D2'/D1')=0,655
Логарифмическая деформация в направлении по толщине ψr=ln(2t/d0)=ln0,09=-2,408
Окружная логарифмическая деформация ψθ=ln{2(d-t)/d0}=ln2,91=1,068
Отношение распределения редукции -ψr/ψθ=2,255
Как указано выше, отношение распределения редукции между окружной редукцией и редукцией в направлении по ширине, т.е., отношение распределения редукции между продольной редукцией и окружной редукцией, было подходящим, и в результате прокатка-прошивка была осуществлена, не вызывая вальцевания или расслоения. Так как также была оптимизирована форма валков, дефектов на внутренней поверхности и слоистости не наблюдалось, хотя это была прокатка-прошивка с получением сверхтонкой стенки при большой степени редукции, выполняемая для плохо формуемого материала.
В приведенном выше описании со ссылкой на сопровождающие чертежи были подробно изложены предпочтительные варианты осуществления настоящего изобретения, но это изобретение не ограничивается такими вариантами. Очевидно, что специалисты обычной квалификации в данной области техники, на которых рассчитано настоящее изобретение, могут выявить различные альтернативы и модификации, не выходящие за пределы объема технических идей, которые указаны в пунктах приложенной Формулы изобретения, и необходимо понимать, что они естественным образом попадут в пределы технического объема настоящего изобретения.
Промышленная применимость
Способ, соответствующий настоящему изобретению, представляет собой способ использования прокатного стана с четырьмя наклонными валками, при котором вместо дисковых валков применяются вспомогательные конические валки, имеющие функции и преимущества, сравнимые с функциями и преимуществами основных конических валков, и этот способ можно эффективно использовать, в частности, при прокатке-прошивке плохо формуемого материала, такого как нержавеющая сталь или высоколегированная сталь.
Перечень ссылочных позиций
1, 1' - Основной валок
2 - Сплошная заготовка
3 - Стержень
4 - Короткая оправка
5 - Полая деталь
6, 6' - Дисковый валок
7, 7' - Вспомогательный валок
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОШИВКИ ДЛЯ ИЗГОТОВЛЕНИЯ БЕСШОВНОЙ ТРУБЫ | 2004 |
|
RU2309810C2 |
| СПОСОБ ПОЛУЧЕНИЯ БЕСШОВНЫХ ТРУБ | 2011 |
|
RU2455092C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИЛЬЗЫ ИЗ ЛИТОЙ ЗАГОТОВКИ | 2009 |
|
RU2391155C1 |
| СПОСОБ ВИНТОВОЙ ПРОШИВКИ ЛИТОЙ ЗАГОТОВКИ | 2004 |
|
RU2250147C1 |
| СПОСОБ ПРОИЗВОДСТВА ГИЛЬЗ ВИНТОВОЙ ПРОШИВКОЙ | 2009 |
|
RU2404869C1 |
| Технологический инструмент косовалкового прошивного стана | 1990 |
|
SU1796306A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕСШОВНОЙ МЕТАЛЛИЧЕСКОЙ ТРУБЫ | 2020 |
|
RU2793593C1 |
| Способ прошивки в стане винтовой прокатки | 2016 |
|
RU2635685C1 |
| Способ раскатки трубных заготовок | 2019 |
|
RU2722952C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ | 2003 |
|
RU2245751C1 |



Изобретение относится к области прокатки труб. Сплошную заготовку подвергают прокатке-прошивке, используя прокатный стан с четырьмя наклонными валками, включающий основные конические валки (1, 1'), имеющие больший диаметр, которые установлены по горизонтали или по вертикали с обращением друг к другу поперек линии (Х-Х) прокатки, и вспомогательные конические валки (7, 7'), имеющие меньший диаметр, которые установлены по вертикали или по горизонтали с обращением друг к другу также поперек линии (Х-Х) прокатки и между расположенными с обращением друг к другу основными валками, при этом поддерживая угол (β) подачи и угол (γ) раскатки для основных валков, а также угол (β') подачи и угол (γ') раскатки для вспомогательных валков в регламентируемых диапазонах. Изобретение обеспечивает возможность изготовления тонкостенной полой детали при большой степени редукции из заготовки, состоящей из плохо формуемого материала. 3 з.п. ф-лы, 8 ил.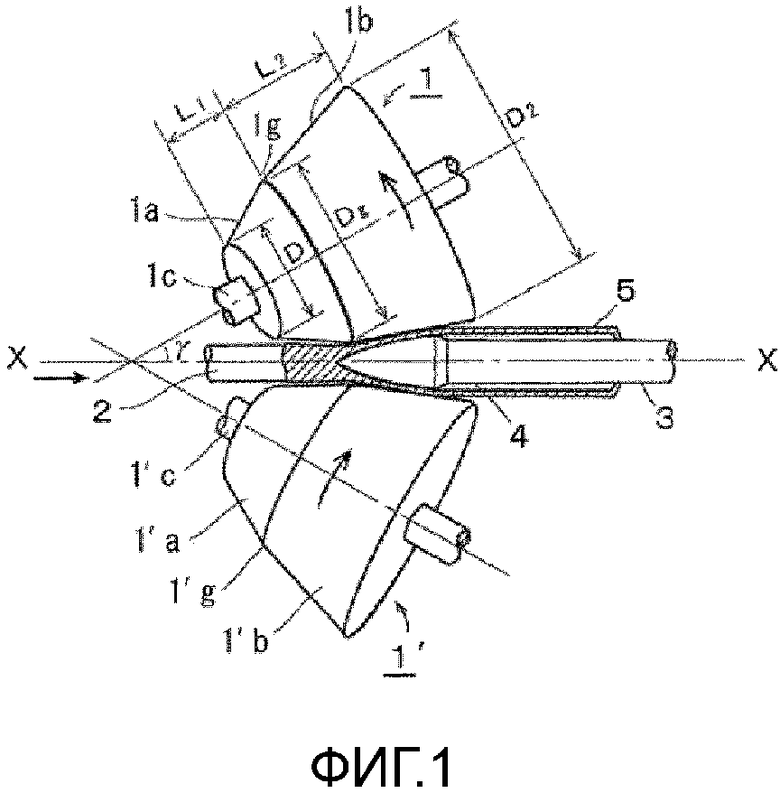
1. Способ изготовления бесшовной металлической трубы, включающий прокатку-прошивку сплошной заготовки с использованием прокатного стана с четырьмя наклонными валками в составе пары основных конических валков большего диаметра, поддерживаемых на обоих концах, установленных по горизонтали или по вертикали и обращенных друг к другу поперек линии прокатки, и пары вспомогательных конических валков меньшего диаметра, поддерживаемых на обоих концах, установленных по вертикали или по горизонтали и обращенных друг к другу поперек линии прокатки между обращенными друг к другу основными коническими валками, при этом угол β подачи и угол γ раскатки основных конических валков, угол β' подачи и угол γ' раскатки вспомогательных конических валков устанавливают в диапазонах:
5°≤β,β'≤25°;
3°≤γ,γ'≤35°; 10°≤β+γ; β'+γ'≤55°.
2. Способ по п.1, отличающийся тем, что сплошную заготовку при прокатке-прошивке подвергают раскатке с обеспечением следующего соотношения диаметра d0 сплошной заготовки, диаметра d бесшовной металлической трубы и толщины t стенки бесшовной металлической трубы:
1,5≤-ψr/ψθ≤4,5,
где ψr=ln(2t/d0) и ψθ=ln{2(d-t)/d0}.
3. Способ по п.2, отличающийся тем, что прокатку-прошивку выполняют с обеспечением следующего соотношения:
(d/d0)/(D2/D1) ≤0,75+0,025γ
(d/d0)/(D2'/D1') ≤0,75+0,025γ', где
D1 - входной диаметр основных конических валков;
D2 - выходной диаметр основных конических валков;
γ - раскатки основных конических валков;
D1' - входной диаметр вспомогательных конических валков;
D2' - выходной диаметр вспомогательных конических валков;
γ' - раскатки вспомогательных конических валков;
d0 - диаметр сплошной заготовки;
d - диаметр бесшовной металлической трубы.
4. Способ по п.1 или 2, отличающийся тем, что прокатку-прошивку осуществляют приводными основными коническими валками и неприводными вспомогательными коническими валками.
| JPH 07155807 A, 20.06.1995 | |||
| СПОСОБ ВИНТОВОЙ ПРОШИВКИ ЛИТОЙ ЗАГОТОВКИ | 2012 |
|
RU2489220C1 |
| СПОСОБ ВИНТОВОЙ ПРОШИВКИ ЛИТОЙ ЗАГОТОВКИ | 2004 |
|
RU2250147C1 |
| JPS 6431505 A, 01.02.1989. | |||

