Область техники
Изобретение относится к области технологии микроэлектроники и может быть использовано при изготовлении изделий микроэлектроники, содержащих в конструкции клеевое адгезионное соединение «полиимидная пленка-металл».
Уровень техники
Из уровня техники известны плазменные способы обработки полиимидных пленок. Известен способ обработки полиимидной пленки в высокочастотной (ВЧ) плазме тлеющего разряда воздуха или кислорода (частота генератора 13,56 МГц) при низком давлении (от 0,35 до 0,75 мм рт.ст.) в реакторах объемного типа (например, с применением установок «Плазма-600Т» и «Technics-500»), обеспечивающий активацию поверхности за счет изменения микрорельефа и свободной поверхностной энергии [Жукова С.А. Структурные эффекты плазмохимической обработки тонких полиимидных пленок и покрытий в технологии устройств микросистемной техники: Москва, 2004. 180 с. РГБ ОД, 61: 04-5/2856. Автореферат диссертации на соискание ученой степени кандидата технических наук, Москва, 2004. С. 9].
К недостаткам известного способа относится низкая технологичность из-за длительного времени обработки полиимидной пленки, использование вакуумной камеры, а также невозможность обработки длинномерных или рулонных образцов.
Известен способ обработки полиимидных пленок в плазме барьерного разряда, согласно которому полиимидную пленку протягивают между двумя близко расположенными электродами. Между электродами и поверхностью пленки располагают диэлектрическую пластину, на поверхности которой возникает плазма барьерного разряда [R. Seebock, Н. Esrom, М. Charbonnier and М. Romand. Modification of Polyimide in Barrier Discharge Air-Plasmas. 2000. Журнал «Plasmas and Polymers» №2 2000 г. C. 103-108. А.И. Егоров, A.A. Железняков, О.А. Саркисов. Структура и свойства поверхности полимерных пленок, модифицированных в плазме барьерного разряда: материалы IV Международного симпозиума по теоретической и прикладной плазмохимии, 3-7 сентября 2014 г. Плес, Ивановская область, Россия].
К недостаткам известного способа относится низкая технологичность способа из-за длительного времени обработки полиимидной пленки (низкая энергия электронов), а также механическое воздействие (очистка и протяжка), что приводит к неконтролируемой анизотропии пленки из-за ориентационной вытяжки участков рулона.
Известен способ обработки полиимидных пленок в плазме коронного разряда, согласно которому пленку протягивают между двумя близко расположенными электродами, один из которых снабжен выступами в форме игл. Диапазон напряжений, подаваемых на электроды, составляет от 10 до 30 кВ [Novak I. Study of surface properties of polyolefins modified by corona discharge plasma / Pollak V., Chodak I. Plasma processes and polymers. 2006. V. 3. P. 355-364].
К недостаткам известного способа относится низкая технологичность способа из-за неоднородности обработки, значительного электрического напряжения и высокой вероятности электрического пробоя полиимидной пленки.
Наиболее близким по технической сущности и достигаемому эффекту является способ обработки полимеров в СВЧ-плазме атмосферного давления, согласно которому предлагается проводить обработку полимеров (полиэтилен высокой и низкой плотности, полиметилметакрилат, полиэтилентерефталат) в СВЧ-плазме (2,45 ГГц) атмосферного давления, при использовании в качестве плазмообразующего газа азота, аргона, гелия и других газов [M.J. Shenton, G.C. Stevens. Atmospheric pressure non - equilibrium plasma processing of polymers. ICPP 25th EPS Conf. On Contr. Fusion and Plasma Physics. Praha. 29 June - 3 July. ECA Vol. 22C (1998) P. 2587-2590].
К недостаткам известного способа относится низкая технологичность в связи с невозможностью точной юстировки плазменного разряда с целью оптимизации режимов обработки полиимидных пленок (для каждого типа полимера существует оптимальный режим обработки).
Раскрытие изобретения
Техническим результатом заявленного изобретения является повышение технологичности и воспроизводимости при обработке полиимидной пленки перед склеиванием с металлической фольгой. Технический результат достигается тем, что: согласно способу обработки полиимидной пленки в факеле неравновесной гетерогенной низкотемпературной СВЧ-плазмы при атмосферном давлении с рабочей частотой 2,45 ГГц при истечении плазмообразующего газа, в качестве которого используется смесь аргона и кислорода, и взаимном перемещении полиимидной пленки и факела плазмы, частота следования импульсов возбуждения составляет не менее 50 Гц и скважность импульсов 2,6-2,85.
В предпочтительном варианте:
- мощность генератора СВЧ-плазмы составляет не более 500 Вт;
- взаимное перемещение полиимидной пленки и факела плазмы осуществляется по возвратно-поступательной траектории с эквидистантным смещением со скоростью от 10 мм/сек до 100 мм/сек;
- факел СВЧ-плазмы при истечении плазмообразующего газа образует цилиндрическую форму.
Краткое описание чертежей
Признаки и сущность заявленного изобретения поясняются в последующем детальном описании, иллюстрируемом на чертежах, где показано следующее:
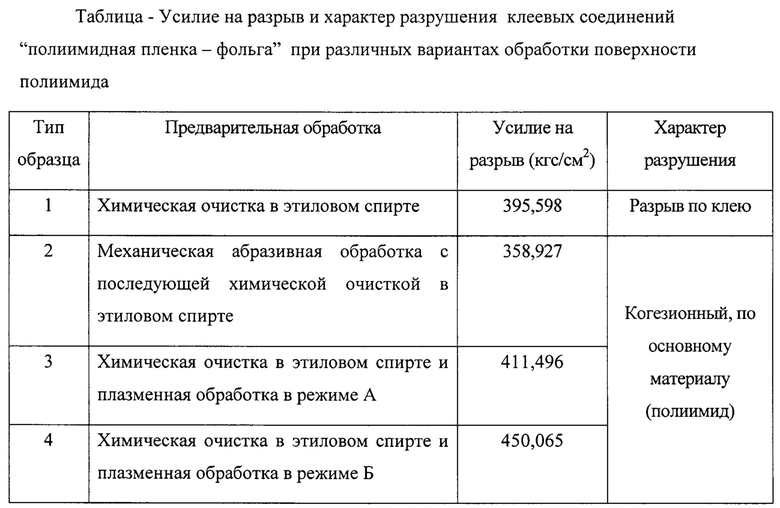
На фиг. 1-3 представлены эпюры напряжений с детекторной головки СВЧ-излучения плазмы. На фиг. 1 представлена зависимость, где по оси абсцисс - время (5 мс в клетке), по оси ординат - напряжение на детекторной головке (1 В в клетке). На фиг. 2-3 представлены зависимости, где по оси абсцисс - время (2 мс в клетке), по оси ординат - напряжение на детекторной головке (1 В в клетке). Согласно способу обработки полиимидной пленки в факеле неравновесной гетерогенной низкотемпературной СВЧ-плазмы при атмосферном давлении при истечении плазмообразующего газа СВЧ-плазма возбуждается импульсами возбуждения с частотой следования не менее 50 Гц и скважностью следования импульсов 2,60-2,85. На фиг. 1 представлены импульсы возбуждения с частотой следования не менее 50 Гц, на фиг. 2 представлен одиночный импульс возбуждения при скважности 2,85, на фиг. 3 представлен одиночный импульс возбуждения при скважности 2,60.
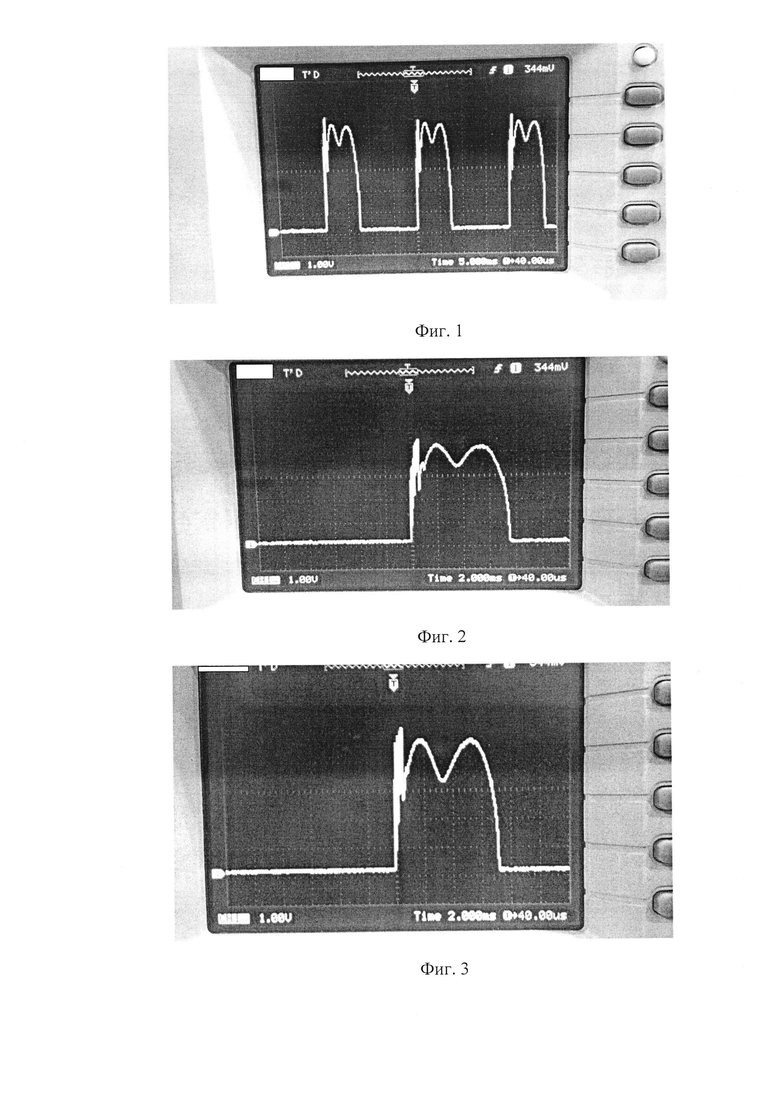
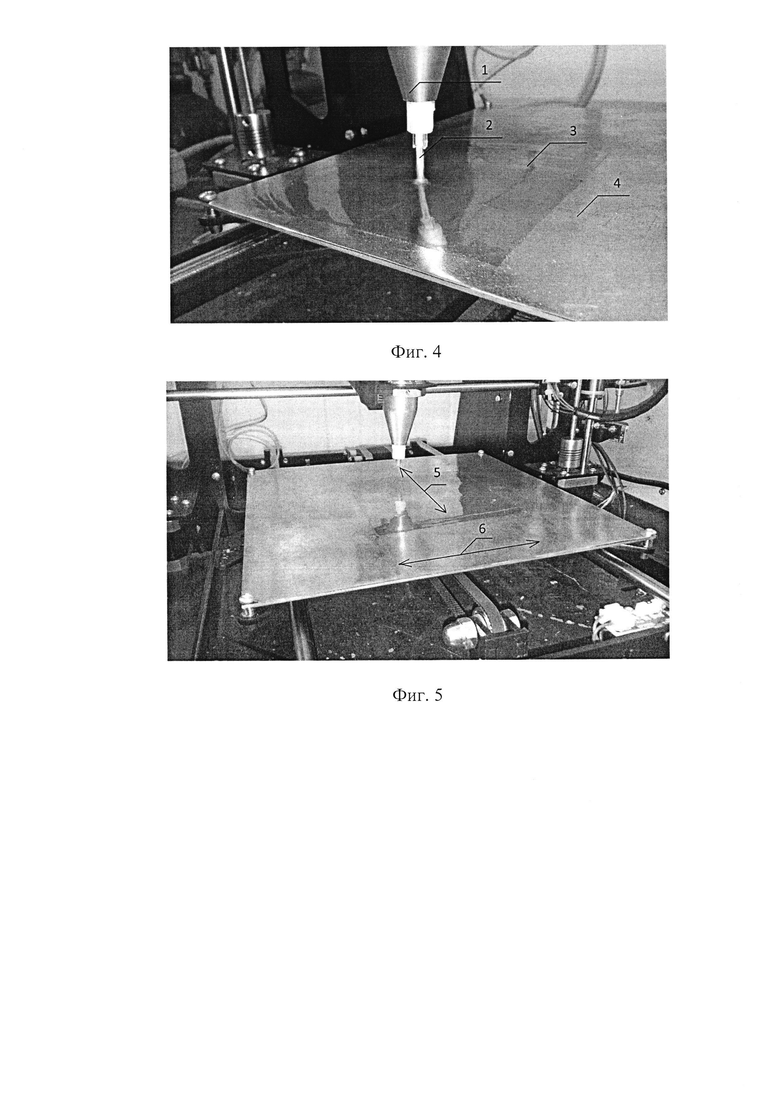
На фиг. 4 представлена фотография расположения основных элементов, обеспечивающих взаимное перемещение полиимидной пленки, расположенной на металлическом заземленном электроде и факела плазмы по возвратно-поступательной траектории с эквидистантным смещением со скоростью до 100 мм/сек. Позициями обозначены: поз. 1 - источник неравновесной гетерогенной СВЧ-плазмы атмосферного давления, поз. 2 - факел цилиндрической формы СВЧ-плазмы при истечении плазмообразующего газа, поз. 3 - обрабатываемая полиимидная пленка, поз. 4 - металлический заземленный электрод.
На фиг. 5 представлена схема перемещения металлического заземленного электрода с обрабатываемой полиимидной пленкой и источника неравновесной гетерогенной СВЧ-плазмы атмосферного давления. Позициями обозначены: поз. 5 - направления перемещения полиимидной пленки, поз. 6 - направления перемещения факела плазмы.
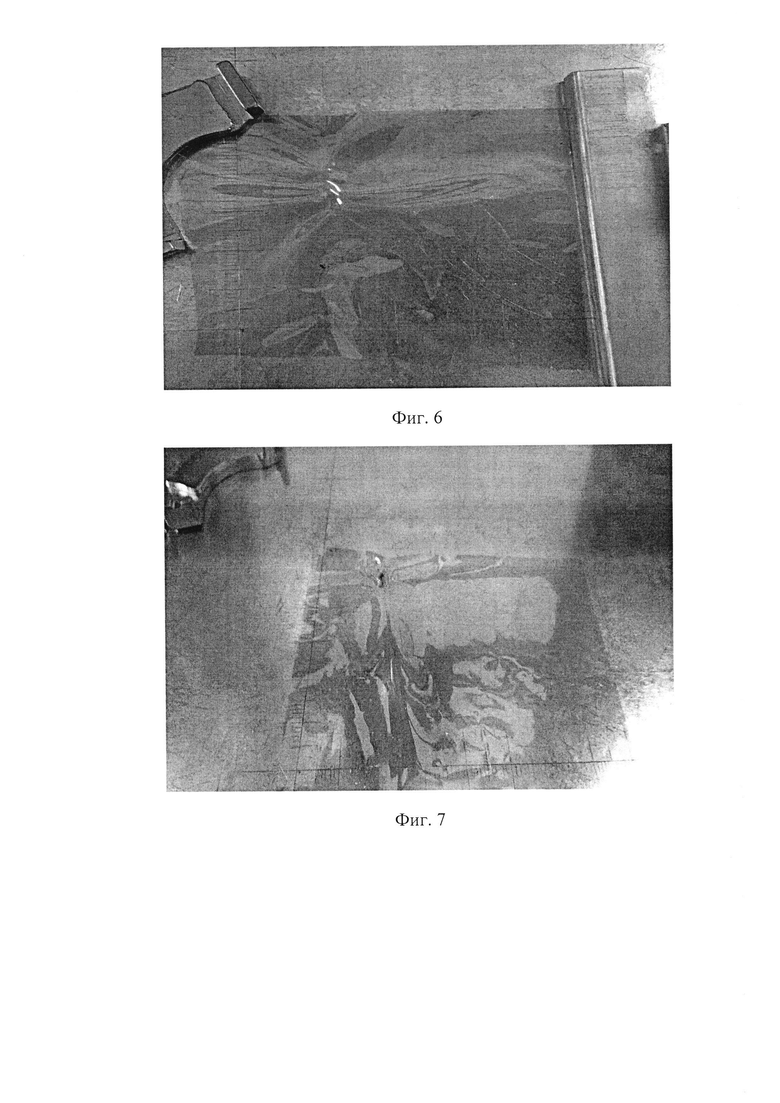
На фиг. 6 и7 представлены фотографии полиимидной пленки, получаемой при обработках. На фиг. 6 представлена фотография термически деградированной полиимидной пленки при скорости обработки СВЧ-плазмой менее 10 мм/сек, а на фиг. 7 представлена фотография термически деградированной полиимидной пленки при мощности обработки СВЧ-плазмы более 500 Вт.
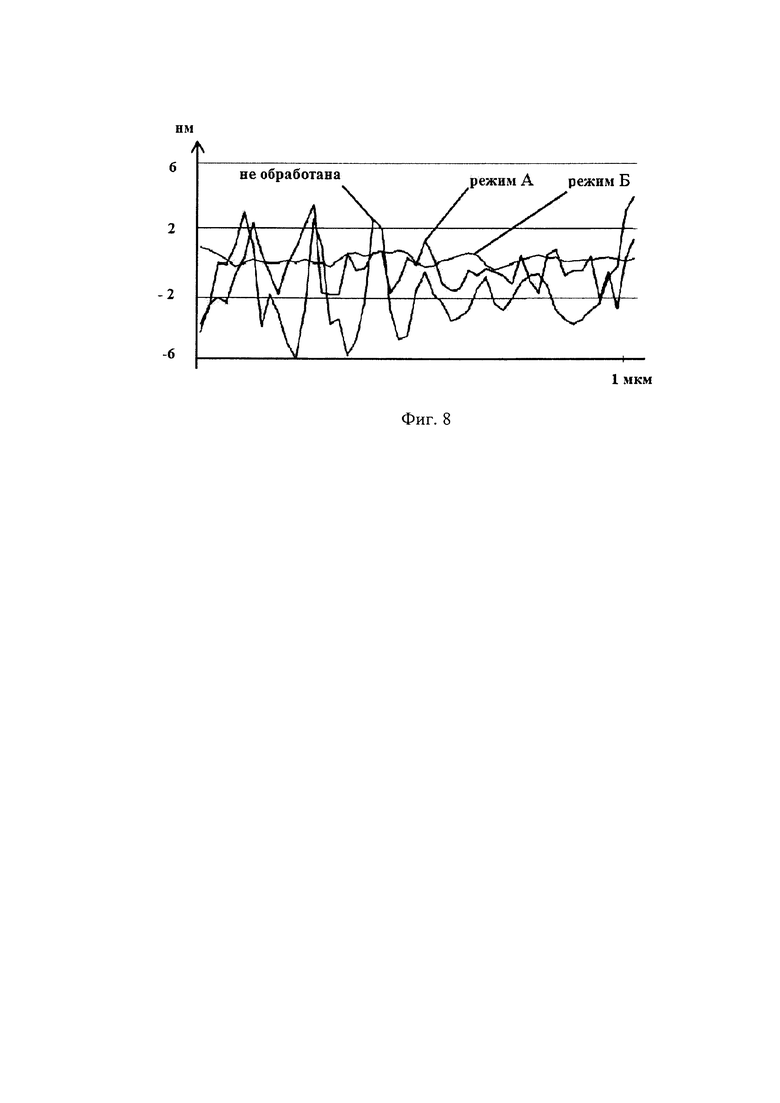
На фиг. 8 представлены профилограммы необработанной (RZ=5,86⋅10-3, RA=9,6⋅10-3) и обработанных при варьируемом соотношении кислорода и аргона в плазмообразующем газе и скорости обработки в неравновесной гетерогенной СВЧ-плазме атмосферного давления полиимидных пленок, полученные с помощью атомно-силового микроскопа. Изменение шероховатости поверхности полиимидной пленки на базовой длине 1 мк приведено после обработки в режимах А, Б (Ar - 95% + O2 - 5%, Ar - 90% + О2 - 10%).
Сущность предлагаемого изобретения заключается в выборе режимов обработки полиимидных пленок. Полиимидную пленку располагали на заземленном электроде. В источник плазмы подавали плазмообразующий газ, состоящий из аргона и кислорода (смесь газов) с содержанием кислорода не более 10%, подавали плазмообразующее СВЧ-напряжение с частотой следования импульсов не менее 50 Гц (фиг. 1) при скважности одиночного импульса 2,60 (фиг. 3) - 2,85 (фиг. 2). Механическим манипулятором в автоматическом режиме или вручную перемещали источник плазмы параллельно и под углом 45 градусов, относительно поверхности полиимидной пленки, по возвратно-поступательной траектории с эквидистантным смещением, что обеспечивало равномерность обработки поверхности (фиг. 5). Скорость обработки при использовании механического манипулятора устанавливали в диапазоне от 10 до 100 мм/с для получения необходимого результата за один проход механического манипулятора по всей поверхности пленки (однократное воздействие). При скорости обработки СВЧ-плазмой менее 10 мм/с полиимидная пленка подвергается термической деструкции (фиг. 6), а при скорости более 100 мм/с не обеспечивается необходимый результат обработки после одного прохода механического манипулятора, что нецелесообразно. При мощности генератора СВЧ-плазмы более 500 Вт полиимидная пленка также подвергается термической деструкции (фиг. 7) из-за чрезмерного теплового воздействия. Цилиндрическая форма факела СВЧ-плазмы выбрана в связи с максимальной эффективностью обработки пленки, поскольку проекция пятна факела на плоской поверхности полиимидной пленки имеет форму круга и обеспечивает однородность обработки за счет равномерной интенсивности плазмы.
Полиимидные пленки подвергались воздействию СВЧ-плазмы перпендикулярно поверхности в плазмообразующей смеси 5% кислорода (об.ч.), 95% аргона (об.ч.), при скорости обработки пленки 30 мм/с (режим А на фиг. 8), скважности импульсов 2,60 (RZ=4,5⋅10-3, RA=5⋅10-3) и в плазмообразующей смеси 10% кислорода (об.ч.), 90% аргона (об.ч.) при скорости обработки пленки 20 мм/с и мощности 350 Вт (режим Б на фиг. 8), скважности импульсов 2,85 (RZ=0,7⋅10-3, RA=0,8⋅10-3). Обработка в неравновесной (Те>>Ти, где Те - температура электронов, Ти - температура ионов), гетерогенной СВЧ-плазме атмосферного давления приводит к снижению микрошероховатости полиимидных пленок приблизительно на порядок, что позволяет уменьшить толщину адгезива и, как следствие, увеличить адгезионную прочность (фиг. 8) [Кинлок Э. Адгезия и адгезивы: Наука и технологии. Пер. с англ. - М.: Мир, 1991 - 484 с.]. Предложенный способ был использован в технологическом процессе изготовления фольговых тензорезисторов при склеивании металлической фольги с полиимидной пленкой. В качестве полиимида использовали пленку ПМ 100, фольги - НМ23ХЮ-ИЛ. Образцы полиимидной пленки предварительно не обрабатывались и обрабатывались различными методами при режиме воздействия СВЧ- плазмы перпендикулярно поверхности в плазмообразующей смеси 8% кислорода (об.ч.), 92% аргона (об.ч.), при скорости обработки пленки 20 мм/с, скважности импульсов 2,60 (RZ=4,5⋅10-3, RA=5⋅10-3) и в плазмообразующей смеси 8% кислорода (об.ч.), 92% аргона (об.ч.) при скорости обработки пленки 20 мм/с и мощности 350 Вт, скважности импульсов 2,85 (RZ=0,7⋅10-3, RA=0,8⋅10-3) под углом 45 градусов, относительно поверхности пленки, затем склеивались, после чего адгезионное соединение испытывали на разрыв. Испытаниям подвергались 4 типа образцов (см. данные таблицы), подвергнутых (типы 2-4, таблица) и не подвергнутых (тип 1, таблица) предварительной обработке.
Способ обработки полиимидной пленки в факеле неравновесной гетерогенной низкотемпературной СВЧ-плазмы при атмосферном давлении с рабочей частотой 2,45 ГГц выбран исходя из экспериментальных данных (фиг. 8, режим Б). Склеивание пленки с фольгой проводили клеем ВС-10Т под давлением 0,2 кгс/см2 в течение суток, при начальной термической обработке в течение 2 часов при температуре 180°C. Испытание проводили на разрывной машине TIME WDW-100E со скоростью движения подвижных зажимов 1 мм/мин. Результаты испытаний приведены в таблице.
Из данных таблицы следует, что обработка согласно заявляемому способу обеспечивает наилучшую адгезионную прочность клеевого соединения полиимида и металлической фольги и позволяет обеспечить технологичность за счет сокращения технологических операций.
Таким образом, техническим результатом использования предлагаемого способа обработки полиимидной пленки в факеле низкотемпературной СВЧ-плазмы при атмосферном давлении является повышение технологичности за счет сокращения числа технологических операций при формировании клеевого соединения "полиимид-металл"; отсутствие абразивных частиц на поверхности полиимидной пленки после механической обработки, влияющих на качество и стабильность клеевого соединения; отсутствие привносимой механическими частями анизотропии, а также отсутствие необходимости применения вакуумных постов, что снижает временные и экономические затраты.
| название | год | авторы | номер документа |
|---|---|---|---|
| Микроволновый волноводный плазмотрон для создания разрядов при атмосферном давлении | 2024 |
|
RU2837570C1 |
| Газоразрядное устройство для обработки плазмой при атмосферном давлении поверхности биосовместимых полимеров | 2020 |
|
RU2751547C1 |
| Способ плазменной активации воды или водных растворов и устройство для его осуществления | 2018 |
|
RU2702594C1 |
| СПОСОБ СВЧ-ПЛАЗМЕННОЙ АКТИВАЦИИ ВОДЫ ДЛЯ СИНТЕЗА ПЕРОКСИДА ВОДОРОДА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2761437C1 |
| СПОСОБ МОДИФИКАЦИИ СВОЙСТВ ПОВЕРХНОСТИ ПЛАСТИКОВЫХ НИТЕЙ НИЗКОТЕМПЕРАТУРНОЙ ГАЗОРАЗРЯДНОЙ АРГОНОВОЙ ПЛАЗМОЙ АТМОСФЕРНОГО ДАВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2834664C1 |
| СПОСОБ ОБРАБОТКИ ПОРИСТЫХ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 2009 |
|
RU2426607C1 |
| ПЛАЗМОХИМИЧЕСКИЙ СПОСОБ ПОЛУЧЕНИЯ ХАЛЬКОГЕНИДНЫХ СТЕКОЛ СИСТЕМЫ As-S И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2015 |
|
RU2585479C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ АЛМАЗОПОДОБНОГО УГЛЕРОДА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2567770C2 |
| СПОСОБ ОЧИСТКИ, ДЕСТРУКЦИИ И КОНВЕРСИИ ГАЗА | 2011 |
|
RU2486719C1 |
| СПОСОБ КОНВЕРСИИ МЕТАНА ПЛАЗМЕННО-КАТАЛИТИЧЕСКИМ ОКИСЛЕНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2315802C2 |
Изобретение относится к технологии микроэлектроники, а именно изготовлению изделий микроэлектроники, содержащих в конструкции клеевое адгезионное соединение «полиимидная пленка-металл». В частности, предложена обработка полиимидной пленки в факеле неравновесной гетерогенной низкотемпературной СВЧ-плазмы при атмосферном давлении, использующей в качестве буферного газа смесь аргона и кислорода, и взаимном перемещении пленки и факела плазмы при частоте следования импульсов возбуждения не менее 50 Гц и скважности импульсов 2,6-2,85. Потребляемая мощность генератора СВЧ-плазмы составляет не более 500 Вт. Плазменный факел имеет цилиндрическую форму. Скорость обработки от 10 до 100 мм/сек. В результате чего без предварительной механической и химической обработки полиимидной пленки удается создать воспроизводимую поверхность для формирования клеевого соединения «полиимид-металл». 3 з.п. ф-лы, 8 ил., 1 табл.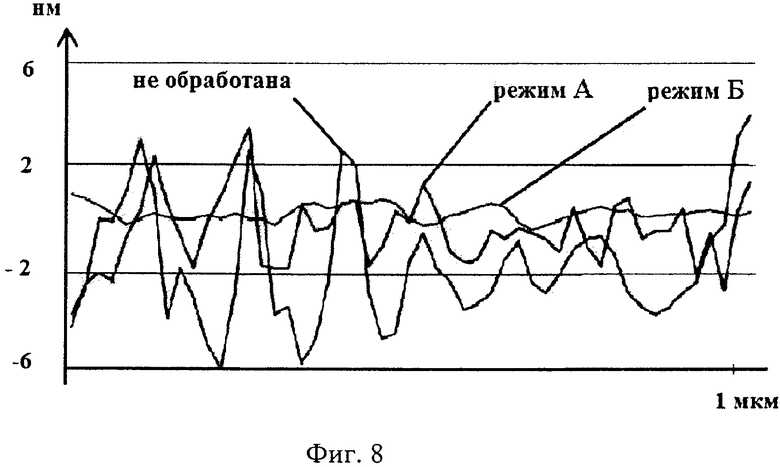
1. Способ обработки полиимидной пленки в факеле неравновесной гетерогенной низкотемпературной СВЧ-плазмы при атмосферном давлении с рабочей частотой 2,45 ГГц при истечении плазмообразующего газа, в качестве которого используется смесь аргона и кислорода, и взаимном перемещении полиимидной пленки и факела плазмы, отличающийся тем, что частота следования импульсов возбуждения составляет не менее 50 Гц и скважность импульсов 2,6-2,85.
2. Способ обработки полиимидной пленки по п. 1, отличающийся тем, что мощность генератора СВЧ-плазмы составляет не более 500 Вт.
3. Способ обработки полиимидной пленки по п. 1, отличающийся тем, что взаимное перемещение полиимидной пленки и факела плазмы осуществляется по возвратно-поступательной траектории с эквидистантным смещением со скоростью от 10 мм/сек до 100 мм/сек.
4. Способ обработки полиимидной пленки по п. 1, отличающийся тем, что факел СВЧ- плазмы при истечении плазмообразующего газа образует цилиндрическую форму.
| WO 03064061 A1, 07.08.2003 | |||
| СПОСОБ ПЛАЗМЕННОГО ТРАВЛЕНИЯ ТОНКИХ ПЛЕНОК | 1992 |
|
RU2029411C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ И МЕТАЛЛИЧЕСКОЕ ИЗДЕЛИЕ, СНАБЖЕННОЕ ПОКРЫТИЕМ | 2007 |
|
RU2467092C2 |
| СПОСОБ ОБРАБОТКИ ПОРИСТЫХ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 2009 |
|
RU2426607C1 |
| EA 201500718 A1, 29.04.2016 | |||
| Приспособление для вырывания щетины из шкур убитых животных | 1930 |
|
SU24527A1 |
| US 4430138 A, 07.02.1984 | |||
| JP 2004064018 A, 26.02.2004. | |||

