Область техники
В различных аспектах изобретение относится к производству энергии с низким уровнем выбросов с отделением и/или улавливанием образующихся выбросов.
Уровень техники
Улавливание газов, выбрасываемых из энергетических установок, представляет собой область повышающегося интереса. Энергетические установки, основанные на сгорании нефтяных продуктов, вырабатывают диоксид углерода в качестве побочного продукта реакции. Исторически после сгорания этот диоксид углерода выпускали в атмосферу. Однако, возрастает потребность в определении путей для нахождения альтернативных областей применения диоксида углерода, образованного при сгорании.
В энергетических установках с комбинированным циклом предоставляют эффективный способ выработки электричества от сжигания нефтяных продуктов или других топлив на основе углерода. В энергетических установках с комбинированным циклом можно оптимизировать начальную реакцию сгорания для снабжения энергией множества турбин для выработки электричества, что приводит к более эффективной выработки энергии. Однако, традиционные способы улавливания диоксида углерода приводят к уменьшению эффективности выработки электричества, в силу того, что требуется дополнительная энергия для улавливания и/или уменьшения диоксида углерода.
В WO 2012/003079 описывают системы и способы выработки электричества с использованием энергетической установки с комбинированным циклом на основе сжигания топлив на основе углерода. Данные системы и способы включают использование стехиометрических отношений топлив к кислороду в реакции сгорания, а также повторное использование газообразных продуктов сгорания как части входящего потока в реакцию сгорания. Продукты сгорания извлекают из системы как поток продувочного газа. CO2 в потоке продувочного газа удаляют, например, используя растворитель, такой как карбонат калия.
В патенте US 6902602 описывают способы выполнения отделений с помощью короткоцикловой адсорбции, когда это требуется для минимизации или избежания взаимодействия между одним из отделяемых компонентов в потоке газа и компонентом газового потока, используемым для продувки установки короткоцикловой адсорбции. В качестве примера отмечают отделения водорода и диоксида углерода от потока синтез-газа, когда требуется избежать загрязнения потока полученного водорода любым кислородом из обычного содержащего кислород продувочного потока. Способы отделения включают использование одной или более стадий буферного газа в течение отделения, в которых для предотвращения загрязнения между стадиями способа отделения используют буфер, отличный от любых других компонентов.
В опубликованной патентной заявке US 2012/0125194 описывают автотермический цикл для улавливания CO2. Газообразные продукты сгорания контактируют со слоем адсорбента для поглощения CO2.CO2 затем удаляют путем контактирования адсорбента с газом, содержащим пар. Получающийся выходящий газ, содержащий пар и CO2, проводят в систему повторного сжатия пара для извлечения H2O, CO2 и тепла. Извлеченные H2O и тепло затем используют для предоставления пара для стадии продувки. Описывают, что количество продувочного пара, требуемого для извлечения CO2, составляет примерно 1 моль пара на моль входящего подаваемого газа. Описывают, что подачи входящего дымового газа имеют содержание CO2, составляющее 15 мол.% или менее. Таким образом, молярное отношение пар/ CO2 составляет по меньшей мере примерно 6 молей пара на моль CO2. Описывают, что в данном способе извлекают по меньшей мере 90% углерода в газообразных продуктах сгорания как часть выходящего газа.
Другие потенциально относящиеся к данному вопросу публикации могут включать, в том числе, опубликованную патентную заявку US 2012/0318533, европейскую патентную заявку ЕР 2220338, статью Reijers et ai, Ind. Eng. Chem. Res., 2009, 48, 6966 и статью Wright et al., Energy Procedia, 2011, 4, 1457.
Сущность изобретения Один аспект настоящего изобретения относится к способу выработки энергии, включающему: сжатие рециркулируемого отработанного газа в основном компрессоре для образования сжатого рециклового отработанного газа, при этом сжатый рецикловый отработанный газ имеет температуру рецикла от примерно 400°C до примерно 500°C и давление рецикла от примерно 1,0 МПа абс .(10 бар абс.) до примерно 3,0 МПа абс. (30 бар аба), при этом рециркулируемый отработанный газ содержит по меньшей мере примерно 70 об.% N2 и по меньшей мере примерно 10 об.% CO2; сжатие обогащенного воздуха во входном компрессоре для выработки сжатого окислителя; пропускание первой части сжатого рециклового отработанного газа в камеру сгорания; стехиометрическое сжигание сжатого окислителя и топлива в камере сгорания в присутствии первой части сжатого рециклового отработанного газа, с получением таким образом выгружаемого потока, в котором первая часть сжатого рециклового отработанного газа действует как разбавитель, предназначенный для уменьшения температуры выгружаемого потока; расширение выгружаемого потока в расширителе для по меньшей мере частичного приведения в действие основного компрессора и выработки рециркулируемого отработанного газа; пропускание второй части рециркулируемого отработанного газа в реактор короткоцикловой адсорбции, содержащий адсорбирующий материал; адсорбцию CO2 на адсорбирующем материале при температуре адсорбции, которая отличается от температуры рецикла менее чем примерно на 20°C, и при давлении адсорбции, которое отличается от давления рецикла менее чем примерно на 0,1 МПа (примерно 1 бар); извлечение потока N2 с чистотой, составляющей по меньшей мере 95 об.%, из переднего конца реактора, при этом извлеченный поток N2 имеет давление, которое отличается от давления отделения менее чем примерно на 50 кПа (примерно 0,5 бар); уменьшение давления в реакторе короткоцикловой адсорбции до давления, составляющего от примерно 0,1 МПа абс. (примерно 1,0 бар абс.) до примерно 0,3 МПа абс. (3,0 бар абс.) путем вывода потока выдувания из по меньшей мере одного конца реактора; и продувку реактора короткоцикловой адсорбции продувочным паром при давлении от примерно 0,1 МПа абс. (1,0 бар абс.) до примерно 0,3 МПа абс. (3,0 бар абс.) для выработки потока извлеченного CO2, причем поток извлеченного CO2 содержит по меньшей мере примерно 90% CO2, присутствующего во второй части рециркулируемого отработанного газа и продувочный пар содержит менее 1,0 моля (например, менее примерно 0,8 моля) H2O на моль CO2 во второй части рециркулируемого отработанного газа.
Другой аспект настоящего изобретения относится к способу получения N2 и CO2 из потока отработанного газа из реактора, включающему: пропускание потока отработанного газа из реактора, содержащего по меньшей мере примерно 70 об.% N2 и по меньшей мере примерно 10 об.% CO2, в реактор короткоцикловой адсорбции, содержащий адсорбирующий материал, причем поток отработанного газа из реактора имеет давление от примерно 1,0 МПа абс. (примерно 10 бар абс.) до примерно 3,0 МПа абс. (примерно 30 бар абс); адсорбцию CO2 на адсорбирующем материале при температуре адсорбции, составляющей по меньшей мере 400°C; извлечение потока N2 с чистотой, составляющей по меньшей мере примерно 95 об.%, из переднего конца реактора, при этом извлеченный поток N2 имеет давление, которое отличается от давления потока отработанного газа из реактора примерно на 50 кПа (примерно 0,5 бар) или менее; уменьшение давления в реакторе короткоцикловой адсорбции до давления, составляющего от примерно 0,1 МПа абс. (примерно 1,0 бар абс.) до примерно 0,3 МПа абс. (примерно 3,0 бар абс.) путем вывода потока выдувания из по меньшей мере одного конца реактора; и продувку реактора короткоцикловой адсорбции продувочным паром при давлении от примерно 0,1 МПа абс. (примерно 1,0 бар абс.) до примерно 0,3 МПа абс. (примерно 3,0 бар абс.) для выработки потока извлеченного CO2, причем поток извлеченного CO2 содержит по меньшей мере примерно 90% CO2, присутствующего в потоке отработанного газа из реактора, и продувочный пар содержит менее примерно 1,0 моля (например, менее примерно 0,8 моля) H2O на моль CO2 в потоке отработанного газа из реактора.
Еще один аспект настоящего изобретения относится к способу получения N2 и CO2 из потока отработанного газа из реактора, включающему: сжатие рециркулируемого отработанного газа для образования сжатого рециклового отработанного газа, при этом сжатый рецикловый отработанный газ имеет температуру рецикла от примерно 400°C до примерно 500°C и давление рецикла от примерно 1,0 МПа абс. (примерно 10 бар абс.) до примерно 3,0 МПа абс. (примерно 30 бар абс), при этом рециркулируемый отработанный газ содержит по меньшей мере примерно 70 об.% N2 и по меньшей мере примерно 10 об.% CO2; отделение CO2 от N2 по меньшей мере в части сжатого рециклового отработанного газа в процессе циклической адсорбции при переменном давлении, причем рабочий цикл процесса включает: пропускание по меньшей мере части сжатого рециклового отработанного газа в реактор короткоцикловой адсорбции, содержащий адсорбирующий материал, при этом поток отработанного газа из реактора имеет давление от примерно 1,0 МПа абс. (примерно 10 бар абс.) до примерно 3,0 МПа абс. (примерно 30 бар абс); адсорбцию CO2 на адсорбирующем материале при температуре адсорбции, которая отличается от температуры рецикла менее чем примерно на 20°C, и при давлении адсорбции, которое отличается от давления рецикла менее чем примерно на 0,1 МПа (примерно 1 бар); извлечение потока N2 с чистотой, составляющей по меньшей мере 95 об.%, из переднего конца реактора, при этом извлеченный поток N2 имеет давление, которое отличается от давления потока отработанного газа из реактора примерно на 50 кПа (примерно 0,5 бар) или менее, и поток отделенного N2 имеет температуру, которая отличается от температуры рецикла на 20°C или менее; уменьшение давления в реакторе короткоцикловой адсорбции до давления, составляющего от примерно 0,1 МПа абс. (примерно 1,0 бар абс.) до примерно 0,3 МПа абс. (примерно 3,0 бар абс.) путем вывода потока выдувания из по меньшей мере одного конца реактора; и продувку реактора короткоцикловой адсорбции продувочным паром при давлении от примерно 0,1 МПа абс. (примерно 1,0 бар абс.) до примерно 0,3 МПа абс. (примерно 3,0 бар абс.) для выработки потока извлеченного CO2, причем поток извлеченного CO2 содержит по меньшей мере примерно 90% CO2, присутствующего в потоке отработанного газа из реактора и продувочный пар содержит менее примерно 1,0 моля (например, менее примерно 0,8 моля) H2O на моль CO2 в потоке отработанного газа из реактора; и разделение потока извлеченного CO2 на поток продукта CO2 и воду, при этом поток продукта CO2 содержит по меньшей мере примерно 90 об.% CO2, в котором по меньшей мере часть сжатого рециклового отработанного газа и продувочного пара содержит по меньшей мере примерно 95 об.% газов, введенных в реактор короткоцикловой адсорбции в течение рабочего цикла.
Краткое описание чертежей
На Фиг. 1 схематически показан пример объединенной циклической системы для выработки электричества, основанной на сжигании топлива на основе углерода.
На Фиг. 2 схематически показана конфигурация способа адсорбции при переменном давлении.
На Фиг. 3 показан график чистоты CO2 в зависимости от содержания продувочного пара для примера 4.
На Фиг. 4 графически показана структура циклов для сорбционной конструкции из 3-х сосудов без взаимосвязи между сосудами.
На Фиг. 5 графически показана структура циклов для сорбционной конструкции из 4-х сосудов без взаимосвязи между сосудами.
На Фиг. 6 графически показана структура циклов для сорбционной конструкции из 4-х сосудов с некоторым уровнем взаимосвязи между сосудами.
Подробное описание изобретения
В различных аспектах предложены системы и способы для выработки энергии с использованием турбин, при этом уменьшая и/или ограничивая выбросы в течение выработки энергии. В генерирующей системе с комбинированным циклом дымовой газ от реакции сгорания в газовой турбине также можно использовать для снабжения энергией паровой турбины. Дымовой газ затем можно повторно использовать как часть входящего в газовую турбину потока. Часть рециркулируемого отработанного газа можно эффективно отделить для выработки потока диоксида углерода высокой чистоты, при этом уменьшая и/или минимизируя требуемую для отделения энергию, без необходимости уменьшения температуры дымового газа. Это может позволить использовать другую (например, остающуюся) часть рециркулируемого отработанного газа, которая обычно может состоять по большей части из азота, для выработки дополнительного электричества, например, без необходимости настройки давления и/или температуры рециркулируемого отработанного газа для соответствия условиям, требуемым для способа отделения диоксида углерода. Таким образом, можно осуществить улучшенное извлечение энергии из системы с комбинированным циклом, при этом также вырабатывая потоки диоксида углерода и азота с относительно высокой чистотой.
Множество конфигураций системы и рабочих условий могут вносить вклад в выработку энергии с низкими выбросами, которые также можно эффективно отделять и/или улавливать для последующего использования. Например, входящий газовый поток в камеру сгорания газовой турбины можно выбрать так, чтобы он имел требуемый состав, например, приблизительно стехиометрическое соотношение топлива и кислорода. Имея приблизительно стехиометрическое отношение топлива к кислороду можно уменьшить количество непрореагировавшего кислорода, присутствующего в выходящем после сгорания газе. Это может облегчить отделение других продуктов сгорания, а также потенциально уменьшить/устранить производство соединений NOx. В более общем смысле, приблизительно стехиометрическая реакция сгорания с требуемым сырьем может привести к отработанным газам, в основном состоящим из CO2, N2 и H2O.
Другой пример конфигураций системы и/или рабочих условий, которые могут вносить вклад в выработку энергии с низкими выбросами, которые можно эффективно отделять и/или улавливать, может включать использование рециркулируемого отработанного газа как часть входящего газового потока. Газовый поток, выходящий из процесса сгорания, можно преимущественно использовать для снабжения энергией газовой турбины. После снабжения энергией газовой турбины этот газовый поток соответствует отработанному газу. Этот отработанный газ можно использовать в конфигурации с комбинированным циклом для снабжения энергией паровой турбины, используя теплообменник для извлечения тепла из отработанного газа. Этот отработанный газ после удаления воды затем можно повторно использовать как часть входящего газового потока. Отработанный газ преимущественно может иметь повышенную объемную процентную долю CO2 по отношению к окружающему воздуху, что также может способствовать выбору содержания CO2 в газовом потоке, входящем в реакцию сгорания. Регулирование количества CO2 в продуктах сгорания может быть выгодным для увеличения выхода энергии, полученной из реакции сгорания.
Повторное использование всего отработанного газа может обеспечить удерживание всего углерода в отработанном газе в одном потоке до тех пор, пока поток не отведут в процесс улавливания углерода. Хотя обычно не весь рециркулируемый отработанный газ может потребоваться для обеспечения дополнительного газа для входящего для сгорания газового потока. В результате любой избыток отработанного газа можно отвести, например, для разделения на газовые потоки CO2 и N2 высокой чистоты. Удобное расположение в способе для выполнения этого отвода может находится после того, как рециркулируемый отработанный газ был модифицирован для достижения температуры и давления, требуемых для входящего для сгорания газового потока. На данном этапе может потребоваться выполнение разделения CO2 и N2, и при этом уменьшения/минимизирования количества потери энергии, обусловленного уменьшением температуры/давления. Например, обычные способы с использованием растворителя для разделения CO2 и N2 требуют уменьшения температуры рециркулируемого отработанного газа. Для таких традиционных способов с использованием растворителя, чтобы сохранить настолько много энергии в потоке N2, насколько это возможно, можно использовать теплообменники для переноса тепла от рециркулируемого отработанного газа в поток отделенного N2.
В некоторых аспектах разделение CO2 и N2 можно выполнять, используя способ адсорбции при переменном давлении (АПД) для разделения CO2 и N2 при температуре и давлении входящего в реакцию сгорания газового потока. Используя адсорбцию при переменном давлении для выполнения разделения можно обеспечить извлечение, например, по меньшей мере примерно 60% (такое как по меньшей мере примерно 65%, по меньшей мере примерно 70%, по меньшей мере примерно 75%, по меньшей мере примерно 80%, по меньшей мере примерно 85%, по меньшей мере примерно 90%, по меньшей мере примерно 95%, по меньшей мере примерно 97%, по меньшей мере примерно 98%, по меньшей мере примерно 99%, по меньшей мере примерно 99,3% или по меньшей мере примерно 99,5%) CO2 в рециркулируемом отработанном газе, например, при этом также вырабатывая поток N2 с чистотой по меньшей мере примерно 90% (такой как с чистотой по меньшей мере примерно 93%, с чистотой по меньшей мере примерно 95%, с чистотой по меньшей мере примерно 97%, с чистотой по меньшей мере примерно 98% или с чистотой по меньшей мере примерно 99%) и/или поток CO2 с чистотой по меньшей мере примерно 80% (такой как с чистотой по меньшей мере примерно 85%, с чистотой по меньшей мере примерно 90%, с чистотой по меньшей мере примерно 95%, с чистотой по меньшей мере примерно 97%, с чистотой по меньшей мере примерно 98%, с чистотой по меньшей мере примерно 99%, с чистотой по меньшей мере примерно 99,3% или с чистотой по меньшей мере примерно 99,5%).
В различных аспектах рабочие условия для реактора АПД можно выбрать так, чтобы облегчить процесс выработки энергии, при этом все еще эффективно улавливая отработанные газы. Используя относительно высокую температуру АПД можно сохранить содержание энергии в части N2 рециркулируемого отработанного газа так, что поток газообразного N2 можно использовать для снабжения энергией дополнительной турбины для выработки электричества. Наоборот, традиционный способ отделения CO2, такой как отделение с использованием растворителя, обычно может потребовать настройки температуры и/или давления потока для облегчения отделения. Таким образом, вместо требуемой энергии для модифицирования рециркулируемого отработанного газа перед обработкой отработанных газов, использование реактора АПД может обеспечить способ улавливания, настраиваемый для соответствия рабочих условий выработке энергии.
Высокотемпературную АПД также можно выполнять с использованием рабочего цикла, избегая необходимости в высокотемпературном паре и/или другом энергоемком продувочном газе. Это может обеспечить извлекаемый CO2 с высокой чистотой, и при этом уменьшение/минимизирование количества потери энергии для улавливания отработанных газов.
Способ с комбинированным циклом для выработки энергии с низкими выбросами
В различных аспектах предложены системы и способы для выработки энергии, вместе с тем регулируя и/или улавливая выбросы, произведенные в течение выработки энергии. Одной целью выработки энергии является использование входящего сырья (такого как топливо) настолько эффективно, насколько это возможно, так что можно увеличить/оптимизировать выработку энергии для данного количества топлива и/или оборудования. На основании условий эффективной выработки энергии цель регулирования/улавливания выбросов может обеспечить эффективное улавливание выбросов, при этом уменьшая/минимизируя изменения условий выработки энергии.
Используемый в данном документе термин «стехиометрическое сгорание» относится к реакции сгорания, имеющей объем реагентов, включающих топливо и окислитель, и объем продуктов, образованных путем сгорания реагентов, в которой по существу весь объем реагентов используют для образования продуктов. Используемый в данном документе термин «по существу стехиометрическое сгорание» относится к реакции сгорания, имеющей молярное отношение сгораемого топлива к кислороду, составляющее ± примерно 10%, например, ± примерно 5%, от кислорода, требуемого для стехиометрического соотношения. Например, стехиометрическое отношение топлива к кислороду для метана составляет 1:2 (СН4+2O2↔CO2+H2O), в то время, как пропан должен иметь стехиометрическое отношение топлива к кислороду, составляющее 1:5. Другой способ измерения по существу стехиометрического сгорания может представлять собой отношение подаваемого кислорода к кислороду, требуемому для стехиометрического сгорания, например, от примерно 0,9:1 до примерно 1,1:1 или от примерно 0,95:1 до примерно 1,05:1.
В некоторых аспектах описанный в данном документе способ можно использовать для производства электрической энергии со сверхнизким выбросом и CO2 для увеличения извлечения нефти (УИН), увеличения извлечения углеводородов (УИУ) и/или применений для секвестрации/ улавливания, в таких случаях рабочие условия для УИН/УИУ могут быть аналогичными рабочим условиям применения для секвестрации/улавливания или могут слегка отличаться. В одном или более аспектах обогащенный кислородом газ (например, обогащенный воздух) и топливо можно стехиометрически или по существу стехиометрически сжечь и одновременно смешать с потоком рециркулируемого отработанного газа. Поток рециркулируемого отработанного газа, обычно включающий продукты сгорания, такие как CO2, можно использовать как разбавитель для регулирования, настройки и/или другого уменьшения температуры сгорания и отработанного газа, который поступает в последующий расширитель. В результате использования обогащения кислородом, рециркулируемый отработанный газ может иметь повышенное содержание CO2, что позволяет расширителю действовать при даже более высоких степенях расширения при тех же температурах на впуске и температурах выходящих газов, таким образом получая значительно повышенную мощность.
Сгорание в промышленных газовых турбинах при стехиометрических условиях или по существу стехиометрических условиях (например, «слегка обогащенное» сгорание) может оказаться преимущественным для устранения затрат на удаление избытка кислорода. Охлаждая отработанный газ и конденсируя воду из потока охлажденного отработанного газа можно получить поток отработанного газа с относительно высоким содержанием CO2. Наряду с тем, что часть рециркулируемого отработанного газа можно использовать для уменьшения температуры в замкнутом цикле Брайтона, остающийся продувочный поток можно использовать для применений УИН и/или увеличения извлечения углеводородов и/или можно получить электрическую энергию с небольшим выбросом в атмосферу или без выброса в атмосферу оксидов серы (SOx), оксидов азота (NOx) и/или CO2. Результат этого способа может включать получение энергии в трех отдельных циклах и производство дополнительного CO2. В некоторых аспектах выполнение стехиометрического сгорания может обеспечить выработку потока отработанного газа, по существу состоящего из CO2, H2O и N2. Поток отработанного газа, по существу состоящего из CO2, H2O и N2, определяют как поток отработанного газа, который содержит примерно 5 мол.% или менее молекул других газов, например, примерно 2,5 мол.% или менее или примерно 1 мол.% или менее.
На Фиг. 1 изображена схема иллюстративной объединенной системы 100 для выработки энергии и извлечения CO2 с использованием устройства с комбинированным циклом согласно одному или более воплощениям. По меньшей мере в одном воплощении система 100 выработки энергии может включать систему 102 газовой турбины, отличающуюся замкнутым циклом Брайтона для производства энергии. Система 102 газовой турбины может иметь первый или основной компрессор 104, соединенный с расширителем 106 посредством вала 108. Вал 108 может быть любым механическим, электрическим и/или другим соединительным устройством, таким образом позволяя части механической энергии, выработанной расширителем 106, приводить в движение основной компрессор 104. По меньшей мере в одном воплощении система 102 газовой турбины может быть стандартной газовой турбиной, в которой основной компрессор 104 и расширитель 106 образуют стороны компрессора и расширителя, соответственно. В других воплощениях, однако, основной компрессор 104 и расширитель 106 могут быть отдельными компонентами в системе 102.
Система 102 газовой турбины также может включать камеру 110 сгорания, скомпонованную для сгорания топлива, вводимого через трубопровод 112, с окислителем, вводимым через трубопровод 114. В одном или более воплощений топливо в трубопроводе 112 может включать любой подходящий углеводородный газ или углеводородную жидкость, такие как природный газ, метан, этан, лигроин, бутан, пропан, синтез-газ, дизельное топливо, керосин, авиационное топливо, полученное из угля топливо, био-топливо, кислородсодержащее углеводородное сырье или любые их сочетания. Окислитель в трубопроводе 114 можно получить из второго или впускного компрессора 118, соединенного по текучей среде с камерой 110 сгорания и выполненного с возможностью сжатия подаваемого окислителя, вводимого через трубопровод 120. В одном или более воплощений подаваемый окислитель в трубопроводе 120 может включать атмосферный воздух, обогащенный воздух или их сочетания. Когда окислитель в трубопроводе 114 включает смесь атмосферного воздуха и обогащенного воздуха, обогащенный воздух можно сжать с помощью впускного компрессора 118 перед и/или после смешивания с атмосферным воздухом. Обогащенный воздух может иметь общую концентрацию кислорода, составляющую по меньшей мере примерно 30 об.%, например, по меньшей мере примерно 35 об.%, по меньшей мере примерно 40 об.%, по меньшей мере примерно 45 об.%, по меньшей мере примерно 50 об.%, от примерно 30 об.% до примерно 70 об.%, от примерно 30 об.% до примерно 65 об.%, от примерно 30 об.% до примерно 60 об.%, от примерно 30 об.% до примерно 55 об.%, от примерно 30 об.% до примерно 50 об.%, от примерно 35 об.% до примерно 70 об.%, от примерно 35 об.% до примерно 65 об.%, от примерно 35 об.% до примерно 60 об.%, от примерно 35 об.% до примерно 55 об.%, от примерно 35 об.% до примерно 50 об.%, от примерно 40 об.% до примерно 70 об.%, от примерно 40 об.% до примерно 65 об.%, от примерно 40 об.% до примерно 60 об.%, от примерно 40 об.% до примерно 55 об.%, от примерно 40 об.% до примерно 50 об.%, от примерно 45 об.% до примерно 70 об.%, от примерно 45 об.% до примерно 65 об.%, от примерно 45 об.% до примерно 60 об.%, от примерно 45 об.% до примерно 55 об.%, от примерно 45 об.% до примерно 50 об.%, от примерно 50 об.% до примерно 70 об.%, от примерно 50 об.% до примерно 65 об.% или от примерно 50 об.% до примерно 60 об.%.
Обогащенный воздух можно получить из любого одного или нескольких источников, включая применение различных технологий выше по потоку от впускного компрессора 118 для получения обогащенного воздуха. Например, обогащенный воздух можно получить из таких технологий разделения, как мембранное разделение, адсорбция при переменном давлении, адсорбция при переменной температуре, потоки побочных продуктов из азотной станции и/или их сочетаний. Обогащенный воздух можно дополнительно или альтернативно получить из установки разделения воздуха (УРВ), такой как криогенная УРВ, для получения азота для поддержания давления или других целей. Возвратный поток из УРВ может быть обогащен кислородом, например, иметь общее содержание кислорода от примерно 50 об.% до примерно 70 об.%. Этот возвратный поток можно использовать в качестве по меньшей мере части обогащенного воздуха и затем разбавленный, если это необходимо, необработанным атмосферным воздухом для получения требуемой для применения концентрации кислорода.
Как будет описано подробнее ниже, камера 110 сгорания также может получать сжатый рецикловый отработанный газ в трубопроводе 144, включая рециркулирование отработанного газа, преимущественно содержащего CO2 и азотные компоненты. Сжатый рецикловый отработанный газ в трубопроводе 144 можно получить из основного компрессора 104 и приспособить для помощи в способствовании стехиометрического или по существу стехиометрического сгорания сжатого окислителя в трубопроводе 114 и топлива в трубопроводе 112 путем уменьшения температуры продуктов сгорания. Как можно понять, рециркуляция отработанного газа может служить для увеличения концентрации CO2 в отработанном газе.
Отработанный газ в трубопроводе 116, направляемый на вход расширителя 106, может быть выработан как продукт сгорания топлива в трубопроводе 112 и сжатого окислителя в трубопроводе 114 в присутствии сжатого рециклового отработанного газа в трубопроводе 144. По меньшей мере в одном воплощении топливо в трубопроводе 112 может в основном представлять собой природный газ, при этом через трубопровод 116 вырабатывается выпуск или отработанный газ, который может включать объемные доли испаренной воды, CO2, азота, оксидов азота (NOx) и оксидов серы (SOx). В некоторых воплощениях в силу ограничений равновесного сгорания в отработанном газе в трубопроводе 116 также могут присутствовать небольшая часть несгоревшего в трубопроводе 112 топлива или другие соединения. По мере того, как отработанный газ в трубопроводе 116 расширяется через расширитель 106, он может вырабатывать механическую энергию для приведения в движение основного компрессора 104, электрического генератора и/или других приспособлений, а также можно получать отработанный газ в трубопроводе 122, имеющий повышенное содержание CO2, получающееся от впуска сжатого рециклового отработанного газа в трубопровод 144. В некоторых применениях расширитель 106 можно приспособить для получения дополнительной механической энергии, которую можно использовать для других целей.
Дополнительно или альтернативно, система 100 выработки энергии может включать систему 124 рециркуляции отработанного газа (РОГ), которая может включать котел-утилизатор (КУ) 126 или аналогичное устройство, соединенное по текучей среде с парогазовой турбиной 128. По меньшей мере в одном воплощении сочетание КУ 126 и парогазовой турбины 128 можно охарактеризовать как замкнутый цикл Ренкина с производством энергии. В сочетании с газотурбинной системой 102 КУ 126 и парогазовая турбина 128 могут образовывать часть энергетической установки с комбинированным циклом, такой как установки с комбинированным циклом со сжиганием природного газа (КЦСПГ). Отработанный газ в трубопроводе 122 можно ввести в КУ 126, чтобы вырабатывать пар через трубопровод 130 и охлажденный отработанный газ в трубопровод 132. Дополнительно или альтернативно, пар в трубопроводе 130 можно направить в парогазовую турбину 128 для выработки дополнительной электрической энергии.
Охлажденный отработанный газ в трубопроводе 132 можно направить в первое охлаждающее устройство 134, выполненное с возможностью охлаждения охлажденного отработанного газа в трубопроводе 132 и выработки потока 140 охлажденного рециклового газа. Первое охлаждающее устройство 134 может включать, например, один или более контактных охладителей, охладителей-доводчиков, испарительных охлаждающих устройств или любое их сочетание. Первое охлаждающее устройство 134 дополнительно или альтернативно может быть выполнено с возможностью удаления части любой конденсированной воды из охлажденного отработанного газа в трубопроводе 132 посредством потока 138 выпавшей воды. По меньшей мере в одном воплощении поток 138 выпавшей воды можно направить в КУ 126 через трубопровод 141 для обеспечения источника воды для выработки дополнительного пара в трубопроводе 130. Дополнительно или альтернативно, воду, извлеченную посредством потока 138 выпавшей воды, можно использовать для других применений ниже по потоку, таких как способы дополнительного теплообмена.
В большинстве воплощений поток 140 охлажденного рециклового газа можно направить во вспомогательный компрессор 142. Охлаждение охлажденного отработанного газа в трубопроводе 132 в первом охлаждающем устройстве 134 может понизить энергию, требуемую для сжатия потока 140 охлажденного рециклового газа во вспомогательном компрессоре 142. В отличие от традиционной вентиляционной или воздуходувной системы вспомогательный компрессор 142 можно сконфигурировать для сжатия и, таким образом, увеличения общей плотности потока 140 охлажденного рециклового газа, вследствие этого направляя рецикловый газ с повышенным давлением в трубопровод 145 ниже по потоку, где рецикловый газ с повышенным давлением в трубопроводе 145 может таким образом показывать увеличенный массовый расход при том же объемном расходе. Это может оказаться преимущественным, так как основной компрессор 104 может быть ограничен в объемном расходе и направление большего массового расхода через основной компрессор 104 может привести к более высоким выходным давлениям, которые вследствие этого преобразовываются в более высокие перепады давления по всему расширителю 106. Более высокие перепады давления, образованные по всему расширителю 106, могут обеспечить более высокие температуры на входе и, таким образом, увеличение в расширителе 106 энергии и/или эффективности. Как можно понять, это может оказаться преимущественным, так как богатый CO2 отработанный газ в трубопроводе 116 обычно может иметь более высокую удельную теплоемкость.
Так как давление всасывания основного компрессора 104 обычно может зависеть от его температуры всасывания, температура всасывания охладителя вообще может требовать меньшей энергии для работы основного компрессора 104 при том же массовом расходе. Следовательно, рецикловый газ при повышенном давлении в трубопроводе 145 при необходимости можно направлять, например, во второе охлаждающее устройство 136, которое может включать один или более контактных охладителей, охладителей-доводчиков, испарительных охлаждающих устройств или любое их сочетание. По меньшей мере в одном воплощении второе охлаждающее устройство 136 может служить вторичным охладителем, выполненным с возможностью удаления по меньшей мере части тепла от сжатия, вырабатываемого вспомогательным компрессором 142 на рецикловом газе с повышенным давлением в трубопроводе 145. Второе охлаждающее устройство 136 дополнительно или альтернативно может извлекать дополнительную конденсированную воду посредством потока 143 выпавшей воды. В некоторых таких воплощениях потоки 138, 143 выпавшей воды можно свести в поток 141 и можно направить в КУ 126 или можно не направлять в КУ 126 для выработки дополнительного пара через трубопровод 130. Хотя в данном документе описывают только первое и второе охлаждающие устройства 134, 136, любое требуемое количество охлаждающих устройств можно применять для того, чтобы они подходили для различных применений, не отклоняясь от области защиты данного изобретения.
Основной компрессор 104 может быть выполнен с возможностью получения и сжатия рециклового газа с повышенным давлением в трубопроводе 145 до давления, совпадающего в пределах допуска с давлением в камере 110 сгорания, или выше него, в следствие этого вырабатывая сжатый рецикловый отработанный газ в трубопровод 144. Как можно понять, охлаждение рециклового газа с повышенным давлением в трубопроводе 145 во втором охлаждающем устройстве 136 после сжатия во вспомогательном компрессоре 142 может обеспечить увеличенный объемный массовый расход отработанного газа в основной компрессор 104. Следовательно, это может уменьшить количество энергии, требуемой для сжатия рециклового газа с повышенным давлением в трубопроводе 145 до заранее определенного давления.
Во многих воплощениях продувочный поток 146 можно извлечь из сжатого рециклового отработанного газа в трубопроводе 144 и затем обработать в сепараторе 148 CO2 для улавливания CO2 при повышенном давлении через трубопровод 150. Предпочтительно сепаратор CO2 может представлять собой устройство адсорбции при переменном давлении, как описано ниже подробнее. Отделенный CO2 в трубопроводе 150 можно использовать для продажи, использовать в других процессах, в которых требуется CO2, и/или дополнительного сжать и закачать в подземный пласт для увеличения извлечения нефти (УИН), увеличения извлечения углеводородов (УИУ), секвестрации или других целей. Из-за стехиометрического или по существу стехиометрического сгорания топлива в трубопроводе 112 в сочетании с перепадом давления от вспомогательного компрессора 142 парциальное давление CO2 в продувочном потоке 146 может быть намного выше, чем в отработанных газах из традиционной газовой турбины.
Остаточный поток 151, по существу обедненный CO2 и в основном состоящий из азота, можно дополнительно или альтернативно получить из сепаратора 148 CO2. В некоторых воплощениях остаточный поток 151 можно ввести в расширитель 152 газа для предоставления энергии и расширенного газа с пониженным давлением, или отработанного газа, через трубопровод 156. Расширитель 152 может, например, представлять собой азотный расширитель с производством энергии. Как показано, расширитель 152 при необходимости можно соединить с входным компрессором 118 посредством общего вала 154 или другого механического, электрического или другого соединительного устройства, вследствие этого позволяя части энергии, вырабатываемой расширителем 152 газа, приводить в движение входной компрессор 118. Однако, в течение начала работы системы 100 и/или в течение штатного режима работы, когда расширитель 152 газа неспособен подавать всю требуемую энергию для работы входного компрессора 118, совместно с расширителем 152 газа можно использовать синергетическим образом по меньшей мере один мотор 158, такой как электромотор. Например, мотор 158 можно разумным образом расположить так, чтобы в течение штатного режима работы системы 100 мотор 158 можно было сконфигурировать для подачи недостающей энергии расширителя 152 газа. В других воплощениях, однако, расширитель 152 газа можно использовать для предоставления энергии для других применений, а не непосредственно связывать с входным компрессором 118. Например, может существовать существенное несоответствие между энергией, вырабатываемой расширителем 152, и потребностями компрессора 118. В таких случаях расширитель 152 может быть выполнен с возможностью приведения в движение меньшего (или большего) компрессора (не показан), который может требовать меньше (или больше) энергии.
Расширенный газ с пониженным давлением в трубопроводе 156, преимущественно состоящий из сухого газообразного азота, можно выгрузить из расширителя 152 газа. По меньшей мере в одном воплощении сочетание расширителя 152 газа, входного компрессора 118 и сепаратора 118 CO2 можно охарактеризовать как открытый цикл Брайтона и/или третий производящий энергию компонент системы 100 выработки энергии. Полагают, что в уровне техники известны традиционные системы и способы расширения газообразного азота в остаточный поток 151 и их варианты, и таким образом их не обсуждают в данном документе.
Дополнительно или альтернативно, расширитель 152 газа можно заменить и/или дополнить расположенным ниже по потоку компрессором 158. По меньшей мере часть (и вплоть до всего) остаточного потока 151 можно сжать в расположенном ниже по потоку компрессоре для выработки сжатого отработанного газа через трубопровод 160, который может подходить для закачивания в пласт месторождения для применений поддержания давления. В применениях, в которых газообразный метан обычно повторно закачивают в углеводородные скважины для поддержания давлений в скважине, сжатие остаточного потока 151 может оказаться преимущественным. Например, вместо метана в углеводородные скважины можно закачать сжатый газообразный азот в трубопроводе 160 и любой оставшийся газообразный метан можно продать или использовать другим образом в качестве топлива в связанных применениях, таких как трубопровод 112.
Используя обогащенный воздух в качестве сжатого окислителя в трубопроводе 114 и отработанный газ с повышенным давлением во вспомогательном компрессоре 142, в системе 100 выработки энергии можно достичь более высоких концентраций CO2 в отработанном газе, вследствие этого обеспечивая более эффективное отделение и улавливание CO2. В описанных в данном документе воплощениях, например, можно эффективно увеличить концентрацию CO2 в отработанном газе в трубопроводе 116 до концентраций CO2, составляющих от примерно 10 об.% до примерно 20 об.%. Для достижения таких концентраций CO2 камеру 110 сгорания можно приспособить для стехиометрического или по существу стехиометрического сгорания входящей смеси топлива в трубопроводе 112 и сжатого окислителя в трубопроводе 114, где сжатый окислитель в трубопроводе 114 может включать поток, имеющий содержание кислорода больше примерно 21 об.%, например, обогащенный воздух, такой как имеющий общую концентрацию кислорода, составляющую примерно 30 об.%, примерно 35 об.%, примерно 40 об.%, примерно 45 об.% или примерно 50 об.%.
Чтобы уменьшить температуру стехиометрического сгорания и удовлетворить требованиям по входной температуре расширителя 106 и охлаждению компонентов, часть отработанного газа с повышенным содержанием CO2, полученную из сжатого рециклового отработанного газа в трубопроводе 144, можно вести камеру 110 сгорания в качестве разбавителя. Таким образом, в воплощениях данного изобретения можно по существу устранить избыток кислорода из отработанного газа в трубопроводе 116, при этом преимущественно увеличивая в нем концентрацию CO2, например, вплоть до примерно 20 об.% или, возможно, выше. Как таковой, отработанный газ в трубопроводе 122 может содержать менее примерно 3,0 об.% кислорода, например, менее примерно 1,0 об.% кислорода, менее примерно 0,1 об.% кислорода или менее примерно 0,01 об.% кислорода.
По меньшей мере одно преимущество обладания повышенной концентрацией CO2 может состоять в том, что расширитель 106 может функционировать даже при более высокой степени расширения при тех же температурах на входе и выходе и, вследствие этого, может производить больше энергии. Это может быть обусловлено более высокой теплоемкостью CO2 по сравнению с азотом, обнаруживаемом в окружающем воздухе. В одном или более аспектах, степень расширения в расширителе 106 можно увеличить от примерно 17,0 до примерно 20,0, что соответствует примерно 10 об.% и примерно 20 об.% CO2 в рецикловых потоках, соответственно. Например, обогащенный воздух, содержащий примерно 35 об.% кислорода, можно использовать, чтобы достичь примерно 20 об.% CO2 в рецикловом потоке.
Дополнительные или альтернативные преимущества повышенной концентрацией CO2 в рецикловом газе могут включать, но не ограничиваются перечисленным, повышенную концентрацию CO2 в извлекаемом продувочном потоке 146, используемом для отделения CO2. з-за повышенной в нем концентрации CO2, продувочный поток 146 не обязательно должен быть большим, чтобы извлечь из него требуемое количество CO2. Например, оборудование, осуществляющее экстракцию при отделении CO2, может быть меньшего размера, включая его трубы, теплообменники, клапаны, абсорбционные башни и т.п. Более того, повышенная концентрация CO2 может улучшить характеристики технологии удаления CO2, включая использование способов отделения с низким потреблением энергии, таких как применение менее энергоемких растворителей, что в другом случае было бы неоправданным. Следовательно, можно значительно снизить капитальные затраты на улавливание CO2.
Теперь будет рассмотрен пример функционирования системы 100. Как должно быть понятно, конкретные температуры и давления, достигнутые/ полученные опытным путем в различных компонентах любого из описанных в данном документе воплощений могут изменяться, наряду с другими факторами, в зависимости от чистоты используемого окислителя и/или конкретных конструкций и/или моделей расширителей, компрессоров, охладителей и т.п.Соответственно, нужно понимать, что описанные в данном документе конкретные данные служат только иллюстративным целям и не должны быть истолкованы как их единственная интерпретация. В одном воплощении входной компрессор 118 может предоставлять сжатый окислитель в трубопровод 114 при давлении от примерно 1,9 МПа абс. (примерно 280 фунтов на кв. дюйм абс.) до примерно 2,1 МПа абс. (примерно 300 фунтов на кв. дюйм абс). Однако, в данном документе также рассматривают технологию газовой турбины на основе авиационной газовой турбины, которая может производить и потреблять давления, составляющие до примерно 5,2 МПа абс. (примерно 750 фунтов на кв. дюйм абс.) и выше.
Основной компрессор 104 может быть выполнен с возможностью рециркуляции и сжатия рециркулируемого отработанного газа в сжатый рецикловый отработанный газ в трубопроводе 144 при давлении, равном в пределах допуска давлению в камере 110 сгорания или выше него, и для использования части этого рециркулируемого отработанного газа в качестве разбавителя в камере 110 сгорания. Так как количество разбавителя, необходимого в камере 110 сгорания, может зависеть от чистоты окислителя, используемого для стехиометрического сгорания, или конкретной модели/конструкции расширителя 106, на выходе расширителя 106 можно расположить кольцо термопар и/или датчиков кислорода (не показаны). В процессе эксплуатации термопары и/или датчики могут быть выполнены с возможностью контроля и определения объема отработанного газа, требуемого в качестве разбавителя, необходимого для охлаждения продуктов сгорания до требуемой температуры на входе в расширитель, а также для обеспечения обратной связи для регулирования количества окислителя, вводимого в камеру 110 сгорания. Таким образом, в соответствии с тепловыми условиями, зарегистрированными термопарами, и/или уровнями кислорода, зарегистрированными датчиками кислорода, объемный массовый расход сжатого рециклового отработанного газа в трубопроводе 144 и сжатого окислителя в трубопроводе 114 можно регулировать вверх или вниз, чтобы соответствовать требованию.
По меньшей мере в одном воплощении в течение стехиометрического или по существу стехиометрического сгорания по всей камере 110 сгорания можно испытывать перепад давления, составляющий примерно 83-90 кПа (12-13 фунтов на кв. дюйм). Сгорание топлива в трубопроводе 112 и сжатого окислителя в трубопроводе 114 может создавать температуры от примерно 1093°C (примерно 2000°F) до примерно 1649°C (примерно 3000°F) и давления, составляющие от примерно 1,7 МПа абс. (примерно 250 фунтов на кв. дюйм абс.) до примерно 2,1 МПа абс. (примерно 300 фунтов на кв. дюйм абс). Как описано выше, из-за повышенного массового расхода и более высокой удельной теплоемкости богатого CO2 отработанного газа, полученного из сжатого рециклового отработанного газа в трубопроводе 144, можно достичь более высоких перепадов давления по всему расширителю 106, вследствие этого обеспечивая более высокие температуры на входе и повышенную мощность расширителя 106.
Отработанный газ в трубопроводе 122, выходящий из расширителя 106, может показывать давления, равные или близкие к давлению окружающей среды, например, примерно 90 - 120 кПа абс. (примерно 13-17 фунтов на кв. дюйм абс). Температура отработанного газа в трубопроводе 122 может составлять от примерно 663°C (примерно 1225°F) до примерно 691°C (примерно 1285°F) перед прохождением через КУ 126 для выработки пара в трубопроводе 130 и охлажденного отработанного газа в трубопроводе 132. В одном или более воплощений охлаждающее устройство 134 может понижать температуру охлажденного отработанного газа в трубопроводе 132, вследствие этого вырабатывая поток 140 охлажденного рециклового газа, имеющего температуру от примерно 0°C (примерно 32°F) до примерно 49°C (примерно 120°F). Как можно понять, такие температуры могут флуктуировать, например, в зависимости от температур адиабатического испарения в течение конкретных времен года в отдельных местах на земном шаре.
Согласно одному или более воплощениям вспомогательный компрессор 142 может быть выполнен с возможностью повышения давления потока 140 охлажденного рециклового газа до давления, составляющего от примерно 120 кПа абс. (примерно 17 фунтов на кв. дюйм абс.) до примерно 140 кПа абс. (примерно 21 фунтов на кв. дюйм абс). В результате основной компрессор 104 может в конечном счете получать и сжимать рециркулированный отработанный газ с более высокой плотностью и повышенным массовым расходом, вследствие этого обеспечивая существенно более высокое давление на выходе, при этом поддерживая такой же или похожий перепад давления. Чтобы дополнительно увеличить плотность и массовый расход рециклового отработанного газа, рецикловый газ с повышенным давлением в трубопроводе 145, выгруженный из вспомогательного компрессора 142, можно затем дополнительно охладить в возможном втором охлаждающем устройстве 136, которое можно, в некоторых воплощениях, сконфигурировать для уменьшения температуры рециклового газа с повышенным давлением в трубопроводе 145 до примерно 41°C (примерно 105°F) перед направлением в основной компрессор 104.
Дополнительно или альтернативно температура сжатого рециклового отработанного газа в трубопроводе 144, выгруженного из основного компрессора 104, и, следовательно, температура продувочного потока 146, может составлять примерно 427°C (примерно 800°F) с давлением, составляющим примерно 1,9 МПа абс. (примерно 280 фунтов на кв. дюйм абс). Добавление вспомогательного компрессора 142 и стехиометрическое сгорание обогащенного воздуха может увеличить давление продувки CO2 в продувочном потоке 146, что может привести к улучшенной характеристике обработки растворителем в сепараторе 148 CO2 ввиду более высокого парциального давления CO2.
Способы короткоцикловой адсорбции - обзор
Адсорбция при переменном давлении (АПД) основана на колебании или циклическом изменении давления над слоем адсорбента в некотором диапазоне значений. В способах АПД газовую смесь проводят под давлением в течение некоторого периода времени над первым слоем твердого сорбента, который является селективным, или относительно селективным, для одного или более компонентов, обычно рассматриваемых как загрязнитель, подлежащих удалению из газовой смеси. Например, сырье можно ввести в установку АПД при давлении подачи. При давлении подачи один или более из компонентов (газов) можно селективно (или относительно селективно) (ад)сорбировать, при этом один или более других компонентов (газов) могут проходить с более низкой или минимальной адсорбцией. Компонент (газ), который селективно (ад)сорбируется, можно назвать «тяжелым» компонентом сырья, при этом газ, который не (ад)сорбируется селективно, можно назвать «легким» компонентом сырья. Для удобства, ссылка на «тяжелый» компонент сырья может относится ко всем компонентам (газам), которые селективно (ад)сорбируются, если не указано другое. Аналогично, ссылка на «легкий» компонент может относится ко всем компонентам (газам), которые не (ад)сорбируются селективно, если не указано другое. После некоторого периода времени поток сырья в установку АПД можно остановить. Поток сырья можно остановить на основании заранее определенного технологического режима, основанного на обнаружении прохождения одного или более тяжелых компонентов, основанного на (ад)сорбции тяжелого компонента(ов), соответствующего по меньшей мере пороговой процентной доли от полной адсорбирующей способности (ад)сорбента, или основанного на любых других подходящих критериях. Давление в реакторе затем можно понизить до давления десорбции, что может обеспечить высвобождение из (ад)сорбента селективно (ад)сорбированного компонента(ов) (газа(ов)). Возможно, один или более продувочных газов можно использовать до, в течение и/или после уменьшения давления для облегчения высвобождения селективно (ад)сорбированного компонента(ов) (газа(ов)). В зависимости от его природы, полный цикл АПД можно при необходимости выполнять при приблизительно постоянной температуре. Так как АПД обычно обеспечивает по меньшей мере адсорбцию и обычно происходит на газовых компонентах, термины «адсорбция»/ «адсорбент» и «газ(ы)» используют в качестве характеристик в текущем техническом описании и формуле изобретения, не предполагая ограничения области защиты, даже если
«абсорбция»/«абсорбент»/«сорбент»/«сорбция» и «компонент(ы)» вообще могут быть более применимыми.
Можно использовать множественные слои для обеспечения полного цикла, где обычно каждый слой последовательно проходит одинаковый цикл. Когда первый реактор АПД удовлетворяет такому условию, что адсорбент в реакторе становится достаточно насыщенным, поток сырья можно переключить на второй реактор. Первый реактор АПД затем можно регенерировать путем высвобождения адсорбированных газов. Чтобы обеспечить непрерывный поток сырья, можно использовать достаточное количество реакторов АПД и/или слоев адсорбента, так что первый реактор АПД заканчивает регенерацию до по меньшей мере одного другого реактора АПД, удовлетворяя условию переключения реакторов.
Способы короткоцикловой адсорбции - рабочий цикл
В различных аспектах реактор АПД можно использовать для выполнения отделения на потоке, содержащем CO2 и N2. Пример такого потока может включать поток отработанного газа из реакции сгорания, обеспечивающей энергию для газовой турбины. Предпочтительно поток отработанного газа может представлять собой отработанный газ из реакции сгорания, выполненной по существу со стехиометрическим составом по отношению к количеству кислорода и топлива. До использования в качестве сырья для отделения с помощью АПД, поток отработанного газа можно подвергнуть дополнительной обработке, такой как конденсация для удаления воды, сгорание для удаление избытка топлива, адсорбция для удаления соединений NOx и/или другим типам обработки для удаления компонентов, отличных от CO2 и N2. В некоторых аспектах часть потока отработанного газа, используемая в качестве сырья для реактора АПД, может иметь содержание воды, составляющее менее примерно 1,0 об.%, такое как менее примерно 0,5 об.%. Дополнительно или альтернативно, часть потока отработанного газа, используемая в качестве сырья для реактора АПД, может иметь содержание О2 составляющее менее примерно 3,0 об.%, такое как менее примерно 1,0 об.% или менее примерно 0,5 об.%. Также дополнительно или альтернативно, сырье для реактора АПД может по существу состоять из CO2 и N2, в котором компоненты входящего газового сырья, отличные от CO2 и N2, присутствуют в количестве, составляющем примерно 1,0 об.% или менее каждый, таком как менее примерно 0,5 об.% каждый. Еще дополнительно или альтернативно, в сырье, по существу состоящем из CO2 и N2, объединенное объемное процентное содержание компонентов, отличных от CO2 и N2, может составлять примерно 2,0 об.% или менее, такое как примерно 1,0 об.% или менее или 0,5 об.% или менее.
Для выполнения отделения часть потока рециркулируемого отработанного газа, такую как продувочный поток из контура рециркуляции потока отработанного газа, можно ввести в реактор АПД. Часть потока рециркулируемого отработанного газа можно извлечь из системы рециркуляции отработанного газа на участке, расположенном после того, как были модифицированы температура и давление потока рециркулируемого отработанного газа (и/или после того, как были получены требуемые температура и давление) для использования в качестве части входящего в реакцию сгорания газового потока. В такой точке в системе рециркуляции поток отработанного газа может иметь температуру от примерно 300°C до примерно 600°C, например, от примерно 300°C до примерно 550°C, от примерно 300°C до примерно 500°C, от примерно 300°C до примерно 450°C, от примерно 300°C до примерно 400°C, от примерно 350°C до примерно 600°C, от примерно 350°C до примерно 550°C, от примерно 350°C до примерно 500°C, от примерно 350°C до примерно 450°C, от примерно 400°C до примерно 600°C, от примерно 400°C до примерно 550°C, от примерно 400°C до примерно 500°C, от примерно 425°C до примерно 600°C, от примерно 425°C до примерно 550°C, от примерно 425°C до примерно 500°C, от примерно 425°C до примерно 460°C, от примерно 450°C до примерно 600°C, от примерно 450°C до примерно 550°C, от примерно 500°C до примерно 600°C. Дополнительно или альтернативно, температура может составлять по меньшей мере примерно 325°C, например, по меньшей мере примерно 350°C, по меньшей мере примерно 400°C, по меньшей мере примерно 425°C или по меньшей мере примерно 440°C.Также дополнительно или альтернативно, температура может составлять примерно 575°C или менее, примерно 550°C или менее, примерно 500°C или менее, примерно 475°C или менее, примерно 460°C или менее или примерно 440°C или менее. Еще дополнительно или альтернативно, давление потока рециркулируемого отработанного газа может составлять по меньшей мере примерно 1,0 МПа абс. (примерно 10 бар абс), например, по меньшей мере примерно 1,5 МПа абс. (примерно 15 бар абс), по меньшей мере примерно 2,0 МПа абс. (примерно 20 бар абс), по меньшей мере примерно 2,5 МПа абс. (примерно 25 бар абс.) или по меньшей мере примерно 3,0 МПа абс. (примерно 30 бар абс). Еще дополнительно или альтернативно, давление может составлять примерно 6,0 МПа абс. (примерно 60 бар абс.) или менее, например, примерно 5,0 МПа абс. (примерно 50 бар абс.) или менее, примерно 4,0 МПа абс. (примерно 40 бар абс.) или менее, примерно 3,5 МПа абс. (примерно 35 бар абс.) или менее, примерно 3,0 МПа абс. (примерно 30 бар абс.) или менее, примерно 2,5 МПа абс. (примерно 25 бар абс.) или менее или примерно 2,25 МПа абс. (примерно 22,5 бар абс) или менее. В некоторых альтернативных аспектах можно выбрать другие участки для извлечения части потока рециркулируемого отработанного газа, при условии что извлекаемая часть имеет аналогичные значения температуры и давления.
В некоторых аспектах поток рециркулируемого отработанного газа можно ввести в реактор АПД при температуре разделения и давлении разделения, которые соответствуют температуре и давлению потока рециркуляции. Однако, могут возникать некоторые изменения температуры и/или давления между отводом части потока рециркулируемого отработанного газа из системы рециркуляции и введением потока рециркулируемого отработанного газа в реактор АПД. Например, температура отделения части потока рециркулируемого отработанного газа, вводимого в реактор АПД, может отличаться от температуры в системе рециркуляции примерно на 20°C или менее, например, примерно на 15°C или менее или примерно на 10°C или менее. Следует отметить, что хотя обладание одинаковой температурой отделения и температурой в потоке рециркуляции (то есть, разницей, составляющей приблизительно 0°C) включают в перечисленные разницы, в некоторых редких воплощениях разницы температуры могут исключать 0°C.Дополнительно или альтернативно, давление отделения для части потока рециркулируемого отработанного газа, вводимого в реактор АПД, может отличаться от давления в системе рециркуляции примерно на 0,5 МПа (примерно 5 бар) или менее, например, примерно на 0,2 МПа (примерно 2 бар) или менее, примерно на 0,1 МПа (примерно 1 бар) или менее или примерно на 50 кПа (примерно 0,5 бар) или менее.
Когда поток отработанного газа вводят в реактор АПД, N2 в потоке отработанного газа соответствует «легкому» компоненту, при этом CO2 соответствует «тяжелому» компоненту. Таким образом, N2 может преимущественно проходить через реактор, при этом CO2 может селективно адсорбироваться в реакторе. Адсорбция CO2 из сырья может привести к получению потока N2. Сырье может проходить через реактор АПД до тех пор, пока не будет удовлетворен один или более из заранее определенных критериев для переключения сырья в другой реактор АПД или, в другом случае, остановки потока подаваемого газа. Можно использовать любые подходящие заранее определенные критерии. Например, сырье можно пропускать через реактор в течение заданного периода времени. Дополнительно или альтернативно, сырье можно пропускать в реактор до тех пор, пока не зарегистрируют прохождение количества CO2 в потоке полученного N2. Также дополнительно или альтернативно, сырье можно пропускать в реактор до тех пор, пока количество CO2, которое поступало в реактор, приблизительно не станет равным пороговому значению адсорбирующей способности абсорбента реактора. В такой ситуации, например, сырье можно пропускать в реактор до тех пор, пока количество CO2, которое поступало в реактор, не станет равным по меньшей мере примерно 75% от адсорбирующей способности адсорбирующего материала в реакторе, такой как по меньшей мере примерно 80%, как по меньшей мере примерно 85% или как по меньшей мере примерно 90%. Обычно цикл АПД может включать введение сырья в реактор в течение примерно от 30 секунд до 300 секунд, например, в течение от примерно 60 секунд до примерно 120 секунд.
Полученный поток N2 может иметь чистоту, составляющую по меньшей мере примерно 85 об.%, например, по меньшей мере примерно 88 об.%, по меньшей мере примерно 90 об.%, по меньшей мере примерно 92 об.%, по меньшей мере примерно 93 об.%, по меньшей мере примерно 94 об.%, по меньшей мере примерно 95 об.%, по меньшей мере примерно 96 об.%, по меньшей мере примерно 97 об.% или по меньшей мере примерно 98 об.%. После возможного удаления воды полученный поток N2 может иметь чистоту, составляющую по меньшей мере примерно 90 об.%, например, по меньшей мере примерно 95 об.%, по меньшей мере примерно 97 об.%, по меньшей мере примерно 98 об.% или по меньшей мере примерно 99 об.%. Давление потока N2 может составлять по меньшей мере примерно 90%, например, по меньшей мере примерно 95% от давления рециркулируемого отработанного газа, используемого в качестве входящего потока в реактор АПД. Дополнительно или альтернативно, давление потока N2 может отличаться от давления отделения менее чем на примерно 50 кПа (примерно 0,5 бар), например, менее чем на примерно 30 кПа (примерно 0,3 бар) или менее чем на примерно 10 кПа (примерно 0,1 бар). Также дополнительно или альтернативно, температура отделения части потока рециркулируемого отработанного газа, вводимого в реактор АПД, может отличаться от температуры полученного потока N2 примерно на 20°C или менее, например, примерно на 15°C или менее или примерно на 10°C или менее. Следует отметить, что хотя обладание одинаковой температурой отделения и температурой в потоке рециркуляции (то есть, разницей, составляющей приблизительно 0°C) включают в перечисленные разницы, в некоторых редких воплощениях разницы температуры могут исключать 0°C.Дополнительно или альтернативно, температура полученного потока N2 может по меньшей мере равняться температуре реактора АПД (температуре адсорбции) в течение адсорбционной части цикла отделения.
После остановки подачи сырья, давление в реакторе АПД можно понизить, например, используя один или более способов выдувания. В процессе выдувания можно открыть одну или обе стороны реактора АПД, чтобы обеспечить сброс давления в форме выдуваемого газового потока. Выдуваемый газовый поток вообще может включать большую часть N2 и также обычно может включать некоторое количество CO2. Количество адсорбированного CO2, высвобождаемого в процессе(ах) выдувания, может зависеть от природы адсорбента. В некоторых традиционных реакторах АПД поток выдуваемого газа можно выпускать со стороны ввода сырья в реактор. Альтернативно, один или более выдуваемых газовых потоков можно выпускать со стороны выхода продукта из реактора. Например, один вариант может включать наличие начального процесса выдувания, выходящего со стороны выхода продукта из реактора, за которым следует второй процесс выдувания, обеспечивающий газовый поток, выходящий из обеих сторон реактора. Процесс(ы) выдувания может уменьшить давление в реакторе до величины, составляющей от примерно 90 кПа абс. (примерно 0,9 бар абс.) до примерно 0,3 МПа абс. (примерно 3,0 бар абс), например, от примерно 0,1 МПа абс. (примерно 1,0 бар абс.) до примерно 0,3 МПа абс. (примерно 3,0 бар абс), от примерно 110 кПа абс. (примерно 1,1 бар абс.) до примерно 0,3 МПа абс. (примерно 3,0 бар абс), от примерно 130 кПа абс (примерно 1,3 бар абс.) до примерно 0,3 МПа абс. (примерно 3,0 бар абс), от примерно 90 кПа абс. (примерно 0,9 бар абс.) до примерно 260 кПа абс. (примерно 2,6 бар абс), от примерно 0,1 МПа абс. (примерно 1,0 бар абс.) до примерно 260 кПа абс (примерно 2,6 бар абс), от примерно 110 кПа абс. (примерно 1,1 бар абс.) до примерно 260 кПа абс. (примерно 2,6 бар абс), от примерно 130 кПа абс. (примерно 1,3 бар абс.) до примерно 260 кПа абс. (примерно 2,6 бар абс), от примерно 90 кПа абс (примерно 0,9 бар абс.) до примерно 0,2 МПа абс. (примерно 2,0 бар. абс), от примерно 0,1 МПа абс. (примерно 1,0 бар абс.) до примерно 0,2 МПа абс. (примерно 2,0 бар. абс), от примерно 110 кПа абс. (примерно 1,1 бар абс) до примерно 0,2 МПа абс. (примерно 2,0 бар. абс), от примерно 130 кПа абс (примерно 1,3 бар абс.) до примерно 0,2 МПа абс (примерно 2,0 бар. абс). Во многих воплощениях поддержание давления в реакторе выше атмосферного давления может способствовать удержанию CO2 адсорбентом до тех пор, пока не потребуется следующая стадия продувки при десорбции. В некоторых воплощениях продолжительность процессов выдувания может составлять от примерно 30 секунд до примерно 120 секунд.
В некоторых аспектах может потребоваться использование множества стадий выдувания для создания выдуваемых потоков, которые облегчают последующий процесс.Например, в течение адсорбции CO2 из отработанного газа в реакторе обычно может развиваться профиль с более высоким содержанием не адсорбированного CO2 вблизи заднего (входного) конца реактора и более низким содержанием CO2 вблизи выходного (переднего) конца реактора. На основании этого профиля частичное выдувание только из выходного (переднего) конца реактора можно использовать для получения выхода выдувания с низким содержанием CO2. Начальная стадия выдувания может привести к более высокому содержанию CO2 вблизи заднего (входного) конца реактора, более однородно распределенному по всему реактору.
Благодаря этому, затем можно более эффективно обеспечивать выходящие выдуваемые потоки на выходе из обоих концов реактора до тех пор, пока не будет достигнуто требуемое более низкое давление.
Предпочтительно буферный газ не вводят в реактор в течение промежутка времени между остановкой потока отработанного газа и началом стадии(й) процесса выдувания. Дополнительно или альтернативно может быть предпочтительным, чтобы стадию(и) процесса выдувания можно было выполнять без введения дополнительного газа в реактор. Может быть желательным избежать использования буферных газов и/или дополнительных газов на стадиях выдувания, потому что введение таких газов после остановки потока отработанного газа обычно может привести к дополнительной потери ценности в малоценном потоке. Например, выходящие потоки, образованные на стадии(стадиях) выдувания, являются, по определению, выходящими потоками с давлением, более низким по сравнению с потоком полученного N2, образованного в течение разделения отработанного газа. Таким образом, N2 на выходе выдувания обычно терял много своей ценности с точки зрения выработки энергии. Перед дальнейшим использованием вероятно может потребоваться повторное сжатие N2 в выходящем потоке выдувания. Добавление дополнительного N2 после остановки потока отработанного газа обычно может только увеличить количество N2 в этом выходящем малоценном потоке. Выходящий поток выдувания предпочтительно может быть относительно обеднен CO2, как это обычно может быть желательным для удерживания настолько большого количества CO2, насколько это возможно, до тех пор, пока не начнется следующая стадия(стадии) продувки. Любой CO2, который выходит из реактора АПД в виде части потока выдувания, представляет собой дополнительный CO2 в потоке, помимо требуемого потока полученного CO2.Для этого дополнительного CO2, который обычно может иметь низкую концентрацию, затем можно потребоваться отдельная обработка, если требуется достичь настолько высокой степени улавливания и извлечения углерода, насколько это возможно. Таким образом, добавление дополнительного CO2 здесь также обычно нежелательно. Наконец, добавление третьего газа, отличного от CO2, N2 или H2O может быть нежелательным, так как введение такого газа вероятно может привести к другому компоненту, требующему отделения.
После процесса(ов) выдувания можно использовать один или более потоков продувочного газа для удаления из реактора адсорбированного CO2.Один вариант может включать использование продувки паром при давлении от примерно 0,1 МПа абс. (примерно 1,0 бар абс.) до примерно 0,3 МПа абс. (примерно 0,3 бар абс), например, от примерно 110 кПа абс. (примерно 1,1 бар абс.) до примерно 0,3 МПа абс. (примерно 3,0 бар абс), от примерно 130 кПа абс. (примерно 1,3 бар абс.) до примерно 0,3 МПа абс. (примерно 3,0 бар абс), от примерно 0,1 МПа абс (примерно 1,0 бар абс.) до примерно 260 кПа абс. (примерно 2,6 бар абс), от примерно 110 кПа абс. (примерно 1,1 бар абс.) до примерно 260 кПа абс. (примерно 2,6 бар абс), от примерно 130 кПа абс. (примерно 1,3 бар абс.) до примерно 260 кПа абс. (примерно 2,6 бар абс), от примерно 0,1 МПа абс. (примерно 1,0 бар абс.) до примерно 0,2 МПа абс. (примерно 2,0 бар. абс), от примерно 110 кПа абс. (примерно 1,1 бар абс.) до примерно 0,2 МПа абс. (примерно 2,0 бар. абс), от примерно 130 кПа абс. (примерно 1,3 бар абс.) до примерно 0,2 МПа абс. (примерно 2,0 бар. абс), чтобы способствовать десорбции CO2. Альтернативный вариант может включать использование продувочного пара при давлении выше 0,3 МПа абс. (3,0 бар абс), например, по меньшей мере 0,4 МПа абс. (4,0 бар абс), по меньшей мере 0,5 МПа абс. (5,0 бар абс), от выше 0,3 МПа абс. (3,0 бар абс.) до примерно 2 МПа абс. (примерно 20 бар абс), от выше 0,3 МПа абс. (3,0 бар абс.) до примерно 1,5 МПа абс. (примерно 15 бар абс), от выше 0,3 МПа абс. (3,0 бар абс.) до примерно 1 МПа абс. (примерно 10 бар абс), от выше 0,3 МПа абс. (3,0 бар абс.) до примерно 0,8 МПа абс (примерно 8 бар абс), от выше 0,3 МПа абс. (3,0 бар абс.) до примерно 0,6 МПа абс. (примерно 6 бар абс), от выше 0,3 МПа абс. (3,0 бар абс.) до примерно 0,5 МПа абс. (примерно 5 бар абс), от 0,4 МПа абс. (4,0 бар абс.) до примерно 2 МПа абс. (примерно 20 бар абс), от 0,4 МПа абс. (4,0 бар абс.) до примерно 1,5 МПа абс. (примерно 15 бар абс), от 0,4 МПа абс. (4,0 бар абс.) до примерно 1 МПа абс (примерно 10 бар абс), от 0,4 МПа абс. (4,0 бар абс.) до примерно 0,8 МПа абс. (примерно 8 бар абс), от 0,4 МПа абс. (4,0 бар абс.) до примерно 0,6 МПа абс. (примерно 6 бар абс), от 0,4 МПа абс. (4,0 бар абс.) до примерно 0,5 МПа абс (примерно 5 бар абс), от 0,5 МПа абс. (5,0 бар абс.) до примерно 2 МПа абс. (примерно 20 бар абс), от 0,5 МПа абс. (5,0 бар абс) до примерно 1,5 МПа абс. (примерно 15 бар абс), от 0,5 МПа абс. (5,0 бар абс.) до примерно 1 МПа абс. (примерно 10 бар абс), от 0,5 МПа абс. (5,0 бар абс.) до примерно 0,8 МПа абс. (примерно 8 бар абс.) или от 0,5 МПа абс. (5,0 бар абс.) до примерно 0,6 МПа абс. (примерно 6 бар абс). Продувка паром может привести к выходящему потоку полученного CO2, который также может включать H2O и меньшее количество N2. В некоторых воплощениях продувка паром может длиться в течение времени, составляющего от примерно 25 секунд до примерно 60 секунд. После удаления воды, поток полученного CO2 может иметь чистоту, составляющую по меньшей мере примерно 60%, например, по меньшей мере примерно 65%, по меньшей мере примерно 70%, по меньшей мере примерно 75%, по меньшей мере примерно 80%, по меньшей мере примерно 85%, по меньшей мере примерно 90%, по меньшей мере примерно 92%, по меньшей мере примерно 94%, по меньшей мере примерно 95%, по меньшей мере примерно 96%, по меньшей мере примерно 97%, по меньшей мере примерно 98%, по меньшей мере примерно 99%, по меньшей мере примерно 99,3% или по меньшей мере примерно 99,5%. Дополнительно или альтернативно количество извлеченного CO2 может соответствовать по меньшей мере примерно 80 об.%, например, по меньшей мере примерно 85 об.%, по меньшей мере примерно 90 об.%, по меньшей мере примерно 92 об.%, по меньшей мере примерно 94 об.%, по меньшей мере примерно 95 об.%, по меньшей мере примерно 96 об.%, по меньшей мере примерно 97 об.%, по меньшей мере примерно 98 об.%, по меньшей мере примерно 99 об.%, по меньшей мере примерно 99,3 об.% или по меньшей мере примерно 99,5 об.%.
Количество пара, используемое при продувке паром, может соответствовать примерно 1,0 молю воды или менее на моль CO2 в сырье, например, примерно 0,9 моля воды или менее на моль CO2 в сырье, примерно 0,75 моля воды или менее на моль CO2 в сырье, примерно 0,6 моля воды или менее на моль CO2 в сырье, примерно 0,5 моля воды или менее на моль CO2 в сырье или примерно 0,4 моля воды или менее на моль CO2 в сырье. Использование меньшего количества пара при продувке может быть преимуществом, потому что количество используемого пара обычно может соответствовать количеству энергии, используемой для извлечения CO2. Следует отметить, что сырье обычно может содержать по меньшей мере 50 мол.% и часто по меньшей мере 75 мол.% N2. Таким образом, при сравнении количества молей воды с полным количеством молей газа (включающего как N2, так и CO2) в сырье можно было бы получить еще более низкие значения, например, примерно 0,5 моля воды или менее на моль газа в сырье, примерно 0,4 моля воды или менее на моль газа в сырье, примерно 0,3 моля воды или менее на моль газа в сырье, примерно 0,25 моля воды или менее на моль газа в сырье, примерно 0,2 моля воды или менее на моль газа в сырье, примерно 0,15 моля воды или менее на моль газа в сырье или примерно 0,1 моля воды или менее на моль газа в сырье. В таких воплощениях, в которых присутствует ненулевое количество пара, используемого при продувке паром, молярное отношение может составлять по меньшей мере примерно 0,05 моля воды или менее на моль CO2 в сырье (например, по меньшей мере примерно 0,1 моля воды или менее на моль CO2 в сырье, по меньшей мере примерно 0,2 моля воды или менее на моль CO2 в сырье или по меньшей мере примерно 0,3 моля воды или менее на моль CO2 в сырье) и/или может составлять по меньшей мере примерно 0,01 моля воды или менее на моль газа в сырье (например, по меньшей мере примерно 0,02 моля воды или менее на моль газа в сырье, по меньшей мере примерно 0,05 моля воды или менее на моль газа в сырье или по меньшей мере примерно 0,1 моля воды или менее на моль газа в сырье).
После продувки паром можно при необходимости использовать вторую продувку азотом для удаления из реактора воды и любого остающегося CO2.Если вторую продувку не используют, поток N2, выходящий в следующий цикл, может иметь более высокое содержание воды, однако в других отношениях не считают, что дополнительная вода оказывает значительное воздействие на способ отделения. Когда используют вторую продувку азотом, ее можно выполнять в течение от примерно 10 секунд до примерно 45 секунд. После продувки паром и возможной второй продувки азотом в реакторе затем можно снова увеличить давление для начала следующего цикла отделения. Повторное увеличение давления можно выполнять, используя входящий поток (рециркулируемый отработанный газ). Альтернативно, но предпочтительно вторую продувку, такую как вторая продувка азотом, можно не выполнять, так как такая вторая продувка может представлять поток буферного газа между окончанием стадии продувки и началом следующего цикла введения отработанного газа для разделения N2 и CO2. Из указанных выше соображений, стадии дополнительного буферного газа обычно могут быть нежелательными, так как такие буферные стадии могут приводить к дополнительному объему малоценных газовых потоков.
В альтернативном воплощении не используют специально пар в качестве продувочного газа на стадии десорбции цикла АПД. В таком альтернативном воплощении, если продувочный газ вообще используют, он не должен специально содержать воду, однако, например, может включать продувку азотом (например, которая может длиться в течение от примерно 10 секунд до примерно 60 секунд, в течение от примерно 10 секунд до примерно 50 секунд, в течение от примерно 10 секунд до примерно 45 секунд, в течение от примерно 15 секунд до примерно 60 секунд, в течение от примерно 15 секунд до примерно 50 секунд, в течение от примерно 15 секунд до примерно 45 секунд, в течение от примерно 20 секунд до примерно 60 секунд, в течение от примерно 20 секунд до примерно 50 секунд, в течение от примерно 20 секунд до примерно 45 секунд, в течение от примерно 25 секунд до примерно 60 секунд, в течение от примерно 25 секунд до примерно 50 секунд или в течение от примерно 25 секунд до примерно 45 секунд). Необходимо понимать, что даже в таких воплощениях, в которых специально не добавляют пар, некоторое количество воды/пара тем не менее может присутствовать в виде примеси/загрязнения в любом используемом продувочном потоке. В таких альтернативных воплощениях использование не добавляемого специально пара может обеспечить CO2 из процесса АПД, подходящий для введения непосредственно в компрессоры CO2, например, для закачивания в скважину в способах увеличения извлечения нефти, без необходимости в промежуточном оборудовании, таком как конденсаторы или теплообменники. Аналогичных степеней извлечения и/или чистоты CO2 можно достичь в этом альтернативном воплощении, хотя очевидно, что в таком воплощении воду не нужно удалять для достижения этих степеней извлечения и/или чистоты.
Дополнительный/альтернативный способ характеристики требования уменьшения/минимизации использования буферных газов может отличаться входящими потоками всего газа в реактор АПД в течение рабочего цикла. В описанном выше способе полный цикл способа может соответствовать прохождению начального газового потока в реактор для отделения, адсорбции CO2 из входящего газового потока, извлечению потока полученного N2, выдуванию давления в реакторе и продувке реактора паром, возможно включающей второй продувочной поток. Если используют только продувку паром, первичные потоки входящего в реактор АПД газа в течение рабочего цикла могут включать входящий газовый поток рециркулируемого отработанного газа и продувку паром. Предпочтительно эти первичные входящие потоки могут соответствовать по меньшей мере примерно 90 об.% от всех газовых потоков в реактор АПД, например, по меньшей мере примерно 95 об.%, по меньшей мере примерно 98 об.% или по меньшей мере примерно 99 об.%. Если используют вторую продувку N2 или другую вторую продувку газом, первичные потоки входящего в реактор АПД газа в течение рабочего цикла могут включать входящий газовый поток рециркулируемого отработанного газа, продувку паром и вторичную продувку. Предпочтительно в таких воплощениях эти первичные входящие потоки могут соответствовать по меньшей мере примерно 90 об.% от всех газовых потоков в реактор АПД, например, по меньшей мере примерно 95 об.%, по меньшей мере примерно 98 об.% или по меньшей мере примерно 99 об.%.
На Фиг. 2 схематически показан пример газовых потоков, протекающих в и вытекающих из устройства адсорбции при переменном давлении, подходящего для использования в разделении отработанного газа, содержащего CO2 и N2. На Фиг. 2 реактор 210 адсорбции при переменном давлении может получать сырье 205, содержащее CO2 и N2 для отделения, из первой или задней стороны реактора. Поток 202 полученного N2 может выходить из второй или передней стороны реактора. После некоторого периода времени, такого как после прохождения CO2, подачу в АПД можно остановить. Затем можно выполнить один или более способов выдувания для уменьшения давления в реакторе. На Фиг. 2 показан выходящий с передней стороны выдуваемый поток 222. При необходимости можно использовать либо выдуваемый из задней стороны поток, либо оба выдуваемых из задней и передней стороны потока вместо выдуваемого из передней стороны потока 222. Продувочный поток, такой как паровой продувочный поток 215, можно затем ввести в переднюю сторону реактора. Продувочный поток может способствовать десорбции CO2 из адсорбента для получения потока 212 полученного CO2.
Хотя он специально и не изображен на каком-либо из чертежей, очищенный выходящий из способа АПД CO2 можно использовать в применениях для добычи нефти, газа или сопутствующих углеводородов из поверхностных и/или подземных залежей (например, традиционных подземных месторождений нефти/природного газа, нетрадиционных месторождений/ скважин, залежей сланцевой нефти, залежей сланцевого газа, газа из плотных песчаных коллекторов, залежей трудно извлекаемого газа, залежей, добываемых с гидравлическим разрывом пласта и т.п.). Во многих этих воплощениях может требоваться относительно высокая чистота CO2, например, для увеличения эффективности и уменьшения затрат, связанных со сжатием примесей. Тем не менее, в некоторых из этих воплощений по меньшей мере в некоторой части увеличения извлечения нефти/газа/углеводородов можно эффективно использовать более низкую чистоту CO2 (например, от примерно 60% до примерно 85% или от примерно 60% до примерно 80%) и, в частности, можно предложить отдельное преимущество из способов по изобретению, которое обеспечивает (увеличивает) функциональную гибкость чистоты потока CO2 (например, ступенчатое заводнение, в котором используют последовательность различных степеней чистоты). Такое гибкое регулирование чистоты можно привести в соответствие с конкретной залежью/ месторождением, которое может выдерживаться со временем, и/или с качеством конкретной залежи.
Способы короткоцикловой адсорбции - конфигурация реактора
Слои адсорбента можно расположить любым удобным образом для обеспечения пути потока газа, включая осевое и/или радиальное направления потока. Сосуды, содержащие слой адсорбента, можно сориентировать по отношению к направлению потока любым удобным образом. Одной типичной ориентацией реактора АПД может быть реактор, в котором направление потока соответствует продольной или основной оси реактора. Пример этого включает реакторы АПД в форме вертикальных цилиндров, где входящий газовый поток поступает в цилиндр через верхнюю или нижнюю поверхность. Хотя это может представлять традиционную конфигурацию для реактора АПД относительно направления потока газа, масштабирование способа для обработки больших объемов потока может представлять трудности. Например, обычное отношение длины к диаметру для реактора АПД может составлять примерно 3 к 1, такое как у реактора с длиной примерно 10 метров и диаметром примерно 3 метра.
Увеличение размера такого реактора вообще может привести к увеличению перепада давления по всему реактору, что обычно нежелательно. Таким образом, чтобы увеличить масштаб осевого потока реактора АПД для обработки больших потоков газа, обычно можно использовать множественные реакторы.
Дополнительно или альтернативно можно использовать реактор АПД, в котором продольная или основная ось реактора может быть перпендикулярной к направлению потока газа. Например, реактор АПД может включать параллельные пластины адсорбента с продольной осью параллельных пластин, перпендикулярной направлению потока газа. Это может обеспечивать намного больший объем адсорбента для улавливания CO2, помещенный в одном реакторе с осевой ориентацией потока, при этом уменьшая расстояние, которое газовый поток должен проходить для пересечения реактора. В результате в этом типе конфигурации можно уменьшить перепад давления по всему реактору АПД, при этом все еще обрабатывая большие объемы входящего газового потока. Это может уменьшить количество отдельных реакторов, требуемое для обработки большого потока.
Например, горизонтально ориентированный реактор АПД может иметь параллельные пластины адсорбента приблизительно прямоугольной формы, например, с длинной осью, составляющей примерно 30 метров и короткой осью, составляющей примерно 4 метра. В горизонтальной конфигурации входящий газ можно ввести для протекания вдоль короткой оси. Это можно осуществить путем введения входящего газа в нескольких местах вдоль стороны реактора, соответствующей продольной оси. Затем можно использовать распределители потока внутри реактора АПД так, чтобы входящий газ можно было распределить вдоль всей длины продольной оси. Для больших расходов газа перепад давления из распределения сырья вдоль продольной оси реактора АПД может быть ниже, чем при попытке усилить такой большой расход газа посредством множества традиционных реакторов АПД с осевым потоком.
Способы короткоцикловой адсорбции - адсорбирующие материалы В различных аспектах способ короткоцикловой адсорбции можно выполнять для отделения N2 от CO2 при температуре и давлении, выгодных для других аспектов способа выработки энергии с комбинированным циклом. Например, рециркулируемый отработанный газ может иметь температуру от примерно 300°C до примерно 600°C (например, от примерно 300°C до примерно 550°C, от примерно 300°C до примерно 500°C, от примерно 300°C до примерно 450°C, от примерно 300°C до примерно 400°C, от примерно 350°C до примерно 600°C, от примерно 350°C до примерно 550°C, от примерно 350°C до примерно 500°C, от примерно 350°C до примерно 450°C, от примерно 400°C до примерно 600°C, от примерно 400°C до примерно 550°C, от примерно 400°C до примерно 500°C, от примерно 425°C до примерно 600°C, от примерно 425°C до примерно 550°C, от примерно 425°C до примерно 500°C, от примерно 425°C до примерно 460°C, от примерно 450°C до примерно 600°C, от примерно 450°C до примерно 550°C или от примерно 500°C до примерно 600°C, дополнительно или альтернативно температура может составлять по меньшей мере примерно 325°C, например, по меньшей мере примерно 350°C, по меньшей мере примерно 400°C, по меньшей мере примерно 425°C или по меньшей мере примерно 440°C, также дополнительно или альтернативно температура может составлять примерно 575°C или менее, примерно 550°C или менее, примерно 500°C или менее, примерно 475°C или менее, примерно 460°C или менее или примерно 440°C или менее) и давление от примерно 1,0 МПа абс. (примерно 10 бар абс.) до примерно 6,0 МПа абс. (примерно 60 бар абс.) (например, давление, составляющее по меньшей мере примерно 1,0 МПа абс. (примерно 10 бар абс), по меньшей мере примерно 1,5 МПа абс. (примерно 15 бар абс), по меньшей мере примерно 2,0 МПа абс. (примерно 20 бар абс), по меньшей мере примерно 2,5 МПа абс. (примерно 25 бар абс), по меньшей мере примерно 3,0 МПа абс (примерно 30 бар абс.) и/или давление, составляющее примерно 6,0 МПа абс. (примерно 60 бар абс.) или менее, примерно 5,0 МПа абс. (примерно 50 бар абс.) или менее, примерно 4,0 МПа абс. (примерно 40 бар абс.) или менее, примерно 3,5 МПа абс. (примерно 35 бар абс.) или менее, примерно 3,0 МПа абс. (примерно 30 бар абс.) или менее, примерно 2,5 МПа абс (примерно 25 бар абс.) или менее или примерно 2,25 МПа абс. (примерно 22,5 бар абс.) или менее).
Как отмечено выше, одной из целей способа отделения может быть выполнение отделения при условиях, совместимых со способом выработки энергии. Таким образом, может быть желательным выполнять отделение при температуре и давлении, приблизительно совпадающих с температурой и давлением рециркулируемого отработанного газа. Чтобы выполнить отделение при условиях рециркулируемого отработанного газа, материал адсорбента в реакторе адсорбции при переменном давлении вообще должен быть эффективным при таких условиях.
Один пример подходящего адсорбента включает адсорбент на основе смешанных оксидов металлов, такой как адсорбент, включающий смесь карбоната щелочного металла и оксида щелочноземельного металла и/или оксида переходного металла. Примеры подходящих карбонатов щелочных металлов могут включать, но не ограничиваются перечисленным, карбонат лития, натрия, калия, рубидия, цезия или их сочетание, например, карбонат лития, натрия, калия или их сочетание. Примеры подходящих оксидов щелочноземельных металлов могут включать, но не ограничиваются перечисленным, оксиды магния, кальция, стронция, бария или их сочетание, например, оксиды магния и/или кальция. Некоторые примеры подходящих оксидов переходных металлов могут включать, но не ограничиваются перечисленным, оксиды лантанидов, таких как лантан, и/или переходных металлов, которые могут образовывать оксиды металлов при степени окисления+2 или+3 (таких как иттрий, железо, цинк, никель, ванадий, цирконий, кобальт или их сочетание).
В некоторых аспектах карбонат можно независимо выбрать из оксида в смешанном оксиде металла. В таких аспектах карбонат может включать, по существу состоять из или представлять собой карбонат лития, карбонат натрия, карбонат калия, карбонат рубидия и/или карбонат цезия (например, карбонат лития, карбонат натрия и/или карбонат калия; карбонат лития и/или карбонат калия; карбонат лития и/или карбонат натрия или карбонат натрия и/или карбонат калия).
В аспектах, в которых карбонат независимо выбирают из оксида, оксид может представлять собой щелочноземельный оксид, оксид переходного металла, сочетание двух или более щелочноземельных оксидов, сочетание двух или более оксидов переходных металлов или сочетание оксидов, включающее по меньшей мере один щелочноземельный оксид и по меньшей мере один оксид переходного металла. В аспектах, в которых независимо выбранный оксид включает один или более щелочноземельных оксидов, подходящий щелочноземельный оксид может включать, по существу состоять из или представлять собой оксид магния, оксид кальция, оксид стронция и/или оксид бария, например, включать по меньшей мере оксид магния и/или оксид кальция.
В аспектах, в которых независимо выбранный оксид включает один или более оксидов переходных металлов, подходящие переходные металлы могут включать, по существу состоять из или представлять собой один или более переходных металлов, которые могут образовывать оксиды металлов при степени окисления +2 или +3 (например, оксид иттрия, оксид железа, оксид цинка, оксид никеля, оксид ванадия, оксид кобальта, оксид циркония, оксид лантана, другие оксиды лантанидов и/или их сочетание). Один предпочтительный вариант включает оксид переходного металла, выбранный из оксида лантана и/или оксида циркония. Другой вариант включает оксид металла, выбранный из оксида лантана, оксида иттрия, оксида циркония и/или оксида цинка. Еще один вариант включает оксид металла, выбранный из оксида никеля, оксида кобальта и/или оксида железа. Также рассматривают смеси в пределах каждого из этих вариантов и/или по всем вариантам, такие как смеси оксида лантана с оксидом цинка и/или оксидом ванадия, смеси оксида лантана с оксидом железа, оксидом кобальта и/или оксидом никеля, смеси оксида циркония с оксидом иттрия, оксидом цинка и/или оксидом ванадия и смеси оксида циркония с оксидом железа, оксидом кобальта и/или оксидом никеля.
В аспектах, в которых независимо выбранный оксид включает один или более оксидов щелочных металлов и один или более оксидов переходных металлов, подходящие оксиды щелочных металлов могут включать, по существу состоять из или представлять собой оксид магния, оксид кальция, оксид стронция и/или оксид бария, при этом подходящие переходные металлы могут включать, по существу состоять из или представлять собой переходные металлы, которые могут образовывать оксиды с металлом при степени окисления +2 или +3, такие как оксид иттрия, оксид железа, оксид цинка, оксид никеля, оксид ванадия, оксид кобальта, оксид циркония, оксид лантана и/или другие оксиды лантанидов. Каждый из этих оксидов щелочных металлов и оксидов переходных металлов можно независимо выбрать отдельно или в любом сочетании из множества оксидов переходных металлов. Примеры смесей могут включать, по существу состоять из или представлять собой смесь оксидов, в которой по меньшей мере один оксид является оксидом лантана, оксидом циркония и/или оксидом магния, смесь оксидов, в которой смесь включает по меньшей мере два оксида из оксида лантана, оксида циркония и оксида магния, смесь оксидов, в которой один оксид является оксидом магния и/или оксидом кальция и/или смесь оксидов, в которой по меньшей мере один оксид является оксидом лантана, оксидом иттрия и/или оксидом циркония.
В некоторых альтернативных аспектах смешанный оксид металлов может включать щелочноземельный карбонат в сочетании с оксидом переходного металла. В таких аспектах щелочноземельный карбонат может включать, по существу состоять из или представлять собой карбонат магния и/или карбонат кальция. Дополнительно или альтернативно щелочноземельный карбонат может присутствовать в смеси с карбонатом щелочного металла. Примеры таких карбонатных смесей могут включать, по существу состоять из или представлять собой смеси карбоната лития с карбонатом магния, карбоната лития с карбонатом кальция, карбоната калия с карбонатом магния, карбоната калия с карбонатом кальция, карбоната натрия с карбонатом магния и карбоната натрия с карбонатом кальция (например, карбоната лития с карбонатом магния или карбоната калия с карбонатом магния). В таких аспектах подходящие переходные металлы могут включать, по существу состоять из или представлять собой переходные металлы, которые могут образовывать оксиды с металлом при степени окисления +2 или +3, такие как оксид иттрия, оксид железа, оксид цинка, оксид никеля, оксид ванадия, оксид кобальта, оксид циркония, оксид лантана, другие оксиды лантанидов и/или их сочетание. Каждый их этих щелочноземельных карбонатов и оксидов переходных металлов можно независимо выбрать отдельно или в сочетании из множества щелочноземельных карбонатов и/или множества оксидов переходных металлов. Для оксида переходного металла один предпочтительный вариант может включать оксид переходного металла, выбранный из оксида лантана или оксида циркония. Другой вариант может включать оксид металла, выбранный из оксида лантана, оксида иттрия, оксида циркония и/или оксида цинка. Еще один вариант может включать оксид металла, выбранный из оксида никеля, оксида кобальта и/или оксида железа. Также предусмотрены смеси в пределах каждого из этих вариантов и/или по всем вариантам, такие как смеси оксидов, в которых по меньшей мере один оксид является оксидом лантана и/или оксидом циркония, смеси оксида лантана с оксидом цинка и/или оксидом ванадия, смеси оксида лантана с оксидом железа, оксидом кобальта и/или оксидом никеля, смеси оксида циркония с оксидом иттрия, оксидом цинка и/или оксидом ванадия и/или смеси оксида циркония с оксидом железа, оксидом кобальта и/или оксидом никеля.
Дополнительно или альтернативно материалы могут включать гидроталькиты.
Другие воплощения
Дополнительно или альтернативно настоящее изобретение может включать одно или более из следующих воплощений.
Воплощение 1. Способ выработки энергии, включающий: сжатие рециркулируемого отработанного газа в основном компрессоре для выработки сжатого рециклового отработанного газа, причем сжатый рецикловый отработанный газ имеет температуру рецикла от примерно 400°C до примерно 500°C и давление рецикла от примерно 1,0 МПа абс. (примерно 10 бар абс.) до примерно 3,0 МПа абс. (примерно 30 бар абс), при этом рециркулируемый отработанный газ содержит по меньшей мере примерно 70 об.% N2 и по меньшей мере примерно 10 об.% CO2; сжатие обогащенного воздуха во входном компрессоре для выработки сжатого окислителя; пропускание первой части сжатого рециклового отработанного газа в камеру сгорания; стехиометрическое сжигание сжатого окислителя и топлива в камере сгорания в присутствии первой части сжатого рециклового отработанного газа, с получением таким образом выгружаемого потока, где первая часть сжатого рециклового отработанного газа действует как разбавитель, предназначенный для уменьшения температуры выгружаемого потока; расширение выгружаемого потока в расширителе для по меньшей мере частичного приведения в движение основного компрессора и выработки рециркулируемого отработанного газа; пропускание второй части рециркулируемого отработанного газа в реактор короткоцикловой адсорбции, содержащий адсорбирующий материал; адсорбцию CO2 на адсорбирующем материале при температуре адсорбции, которая отличается от температуры рецикла менее чем на примерно 20°C, и при давлении адсорбции, которое отличается от давления рецикла менее чем на примерно 0,1 МПа (примерно 1 бар); извлечение потока N2 с чистотой, составляющей примерно 95 об.%, из переднего конца реактора, причем извлеченный поток N2 имеет давление, которое отличается от давления отделения менее чем на примерно 50 кПа (примерно 0,5 бар); уменьшение давления в реакторе короткоцикловой адсорбции до давления, составляющего от примерно 0,1 МПа абс. (примерно 1,0 бар абс.) до примерно 0,3 МПа абс. (примерно 3,0 бар абс.) путем выпускания потока выдувания из по меньшей мере одного конца реактора; и продувку реактора короткоцикловой адсорбции продувочным паром при давлении от примерно 0,1 МПа абс. (примерно 1,0 бар абс.) до примерно 0,3 МПа абс. (примерно 3,0 бар абс.) для выработки потока извлеченного CO2, причем поток извлеченного CO2 содержит по меньшей мере примерно 90% CO2, присутствующего во второй части рециркулируемого отработанного газа, при этом продувочный пар содержит менее примерно 1,5 молей (например, менее примерно 1,0 моля или менее примерно 0,8 моля) H2O на моль CO2 во второй части рециркулируемого отработанного газа.
Воплощение 2. Способ выработки энергии, включающий: сжатие рециркулируемого отработанного газа в основном компрессоре для выработки сжатого рециклового отработанного газа, причем сжатый рецикловый отработанный газ имеет температуру рецикла от примерно 400°C до примерно 500°C и давление рецикла от примерно 1,0 МПа абс. (примерно 10 бар абс.) до примерно 3,0 МПа абс. (примерно 30 бар абс), при этом рециркулируемый отработанный газ содержит по меньшей мере примерно 70 об.% N2 и по меньшей мере примерно 10 об.% CO2; сжатие обогащенного воздуха во входном компрессоре для выработки сжатого окислителя; пропускание первой части сжатого рециклового отработанного газа в камеру сгорания; стехиометрическое сжигание сжатого окислителя и топлива в камере сгорания в присутствие первой части сжатого рециклового отработанного газа, с получением таким образом выгружаемого потока, где первая часть сжатого рециклового отработанного газа действует как разбавитель, предназначенный для уменьшения температуры выгружаемого потока; расширение выгружаемого потока в расширителе для по меньшей мере частичного приведения в движение основного компрессора и выработки рециркулируемого отработанного газа; пропускание второй части рециркулируемого отработанного газа в реактор короткоцикловой адсорбции, содержащий адсорбирующий материал; адсорбцию CO2 на адсорбирующем материале при температуре адсорбции, которая отличается от температуры рецикла менее чем на примерно 20°C, и при давлении адсорбции, которое отличается от давления рецикла менее чем на примерно 0,1 МПа (примерно 1 бар); извлечение потока N2 с чистотой, составляющей примерно 95 об.%, из переднего конца реактора, причем извлеченный поток N2 имеет давление, которое отличается от давления отделения менее чем на примерно 50 кПа (примерно 0,5 бар); возможное уменьшение давления в реакторе короткоцикловой адсорбции до давления, составляющего по меньшей мере 0,3 МПа абс. (3,0 бар абс.) путем выпускания потока выдувания из по меньшей мере одного конца реактора; и продувку реактора короткоцикловой адсорбции продувочным потоком, не содержащим намеренно добавленной воды/пара при давлении от 0,3 МПа абс. (3,0 бар абс.) до примерно 2,0 МПа абс. (20,0 бар абс.) для выработки потока извлеченного CO2, причем поток извлеченного CO2 содержит по меньшей мере примерно 90% CO2, присутствующего во второй части рециркулируемого отработанного газа.
Воплощение 3. Способ по воплощению 1 или воплощению 2, в котором сжатый окислитель имеет концентрацию кислорода, составляющую от примерно 30 об.% до примерно 50 об.%, и в котором, возможно, также выработка сжатого окислителя дополнительно включает смешивание обогащенного воздуха с атмосферным воздухом.
Воплощение 4. Способ получения N2 и CO2 из отработанного потока из реактора, включающий: пропускание отработанного потока из реактора, содержащего по меньшей мере примерно 70 об.% N2 и по меньшей мере примерно 10 об.% CO2 в реактор короткоцикловой адсорбции, содержащий адсорбирующий материал, причем отработанный поток из реактора имеет давление от примерно 1,0 МПа абс. (примерно 10 бар абс.) до примерно 3,0 МПа абс. (примерно 30 бар абс); адсорбцию CO2 на адсорбирующем материале при температуре адсорбции, составляющей по меньшей мере 400°C; извлечение потока N2 с чистотой, составляющей по меньшей мере примерно 95 об.%, из переднего конца реактора, причем извлеченный поток N2 имеет давление, которое отличается от отработанного потока из реактора примерно на 50 кПа (примерно 0,5 бар) или менее; уменьшение давления в реакторе короткоцикловой адсорбции до давления, составляющего от примерно 0,1 МПа абс. (примерно 1,0 бар абс.) до примерно 0,3 МПа абс. (примерно 3,0 бар абс.) путем выпускания потока выдувания из по меньшей мере одного конца реактора; и продувку реактора короткоцикловой адсорбции продувочным паром при давлении от примерно 0,1 МПа абс. (примерно 1,0 бар абс.) до примерно 0,3 МПа абс. (примерно 3,0 бар абс.) для выработки потока извлеченного CO2, причем поток извлеченного CO2 содержит по меньшей мере примерно 90% CO2, присутствующего в отработанном потоке из реактора, при этом продувочный пар содержит менее примерно 1,5 молей (например, менее примерно 1,0 моля или менее примерно 0,8 моля) H2O на моль CO2 в отработанном потоке из реактора.
Воплощение 5. Способ получения N2 и CO2 из отработанного потока из реактора, включающий: пропускание отработанного потока из реактора, содержащего по меньшей мере примерно 70 об.% N2 и по меньшей мере примерно 10 об.% CO2 в реактор короткоцикловой адсорбции, содержащий адсорбирующий материал, причем отработанный поток из реактора имеет давление от примерно 1,0 МПа абс. (примерно 10 бар абс.) до примерно 3,0 МПа абс. (примерно 30 бар абс); адсорбцию CO2 на адсорбирующем материале при температуре адсорбции, составляющей по меньшей мере 400°C; извлечение потока N2 с чистотой, составляющей по меньшей мере примерно 95 об.%, из переднего конца реактора, причем извлеченный поток N2 имеет давление, которое отличается от давления отработанного потока из реактора примерно на 50 кПа (примерно 0,5 бар) или менее; возможное уменьшение давления в реакторе короткоцикловой адсорбции до давления, составляющего по меньшей мере 0,3 МПа абс. (3,0 бар абс.) путем выпускания потока выдувания из по меньшей мере одного конца реактора; и продувку реактора короткоцикловой адсорбции продувочным потоком, не содержащим намеренно добавленной воды/пара при давлении от 0,3 МПа абс. (3,0 бар абс.) до примерно 2,0 МПа абс. (20,0 бар абс.) для выработки потока извлеченного CO2, причем поток извлеченного CO2 содержит по меньшей мере примерно 90% CO2, присутствующего во второй части рециркулируемого отработанного газа.
Воплощение 6. Способ по любому из предшествующих воплощений, дополнительно включающий пропускание второго продувочного потока через реактор короткоцикловой адсорбции для выработки второго потока извлеченного CO2, причем второй продувочный поток имеет состав, отличный от продувочного пара.
Воплощение 7. Способ по любому из предшествующих воплощений, в котором пропускание, адсорбция, извлечение, понижение и продувка составляют цикл адсорбции при переменном давлении, причем вторая часть рециркулируемого отработанного газа, продувочный пар и второй продувочный поток, когда они присутствуют, содержат по меньшей мере примерно 95 об.% газов, введенных в реактор короткоцикловой адсорбции в течение цикла адсорбции при переменном давлении.
Воплощение 8. Способ по любому из предшествующих воплощений, дополнительно включающий разделение потока извлеченного CO2 на поток продукта CO2 и воду, причем поток продукта CO2 содержит по меньшей мере 90 об.% CO2.
Воплощение 9. Способ получения N2 и CO2 из отработанного потока из реактора, включающий: сжатие рециркулируемого отработанного газа для выработки сжатого рециклового отработанного газа, причем сжатый рецикловый отработанный газ имеет температуру рецикла от примерно 400°C до примерно 500°C и давление рецикла от примерно 1,0 МПа абс. (примерно 10 бар абс.) до примерно 3,0 МПа абс. (примерно 30 бар абс), при этом рециркулируемый отработанный газ содержит по меньшей мере примерно 70 об.% N2 и по меньшей мере примерно 10 об.% CO2; отделение CO2 от N2 по меньшей мере в части сжатого рециклового отработанного газа в процессе циклической адсорбции при переменном давлении, причем рабочий цикл процесса включает: пропускание по меньшей мере части сжатого рециклового отработанного газа в реактор короткоцикловой адсорбции, содержащий адсорбирующий материал, при этом отработанный поток из реактора имеет давление от примерно 1,0 МПа абс. (примерно 10 бар абс.) до примерно 3,0 МПа абс (примерно 30 бар абс); адсорбцию CO2 на адсорбирующем материале при температуре адсорбции, которая отличается от температуры рецикла менее чем на примерно 20°C, и давлении адсорбции, которое отличается от давления рецикла менее чем на примерно 0,1 МПа (примерно 1 бар); извлечение потока N2 с чистотой, составляющей по меньшей мере примерно 95 об.%, из переднего конца реактора, причем извлеченный поток N2 имеет давление, которое отличается от давления отработанного потока из реактора примерно на 50 кПа (примерно 0,5 бар) или менее, и извлеченный поток N2 имеет температуру, которая отличается от температуры рецикла на 20°C или менее; уменьшение давления в реакторе короткоцикловой адсорбции до давления, составляющего от примерно 0,1 МПа абс. (примерно 1,0 бар абс.) до примерно 0,3 МПа абс. (примерно 3,0 бар абс.) путем выпускания потока выдувания из по меньшей мере одного конца реактора; и продувку реактора короткоцикловой адсорбции продувочным паром при давлении от примерно 0,1 МПа абс. (примерно 1,0 бар абс.) до примерно 0,3 МПа абс. (примерно 3,0 бар абс.) для выработки потока извлеченного CO2, причем поток извлеченного CO2 содержит по меньшей мере примерно 90% CO2, присутствующего в отработанном потоке из реактора, при этом продувочный пар содержит менее примерно 1,5 молей (например, менее примерно 1,0 моля или менее примерно 0,8 моля) H2O на моль CO2 в отработанном потоке из реактора; и разделение потока извлечения CO2 на поток продукта CO2 и воду, причем поток продукта CO2 содержит по меньшей мере 90 об.% CO2, где по меньшей мере часть сжатого рециклового отработанного газа и продувочный пар содержат по меньшей мере примерно 95 об.% газов, введенных в реактор короткоцикловой адсорбции в течение рабочего цикла.
Воплощение 10. Способ по любому из предшествующих воплощений, в котором поток продукта CO2 дополнительно содержит N2.
Воплощение 11. Способ по любому из предшествующих воплощений, в котором рециркулируемый отработанный газ имеет концентрацию CO2, составляющую от примерно 5 об.% до примерно 20 об.% (например, от примерно 10 об.% до примерно 20 об.%) и/или концентрацию O2, составляющую примерно 1 об.% или менее.
Воплощение 12. Способ по любому из предшествующих воплощений, в котором адсорбент содержит одно или более из следующих соединений: (а) карбонат щелочного металла (такой как карбонат калия, карбонат лития и/или карбонат натрия) и оксид щелочноземельного металла и/или переходного металла (такого, который образует оксид при степени окисления+2 и/или +3), например, содержит по меньшей мере одно соединение из карбоната лития или карбоната калия и по меньшей мере одно соединение из оксида лантана, оксида иттрия и оксида магния, (б) карбонат щелочноземельного металла (такой как карбонат магния и/или карбонат кальция) и оксид переходного металла (такого, который образует оксид при степени окисления +2 и/или +3), например, содержит по меньшей мере одно соединение из карбоната магния или карбоната кальция и по меньшей мере одно соединение из оксида лантана, оксида иттрия и оксида магния, и (в) гидроталькит.
Воплощение 13. Способ по любому из предшествующих воплощений, в котором температура потока извлеченного N2 по меньшей мере равна температуре адсорбции.
Воплощение 14. Способ по любому из предшествующих воплощений, дополнительно включающий повторное увеличение давления в реакторе короткоцикловой адсорбции до давления, составляющего по меньшей мере примерно 1,0 МПа абс. (примерно 10 бар абс.) с помощью отработанного потока из реактора или сжатого рециклового отработанного газа.
Воплощение 15. Способ по любому из предшествующих воплощений, в котором уменьшение давления в реакторе короткоцикловой адсорбции включает (i) выпускание первого потока выдувания из переднего конца реактора и/или (и) выпускание второго потока выдувания из переднего конца реактора и третьего потока выдувания из заднего конца реактора после выпускания первого потока выдувания.
Воплощение 16. Способ получения N2 и CO2 из отработанного потока из реактора, включающий: сжатие рециркулируемого отработанного газа для выработки сжатого рециклового отработанного газа, причем сжатый рецикловый отработанный газ имеет температуру рецикла от примерно 400°C до примерно 500°C и давление рецикла от примерно 1,0 МПа абс. (примерно 10 бар абс.) до примерно 3,0 МПа абс. (примерно 30 бар абс), при этом рециркулируемый отработанный газ содержит по меньшей мере примерно 70 об.% N2 и по меньшей мере примерно 10 об.% CO2; отделение CO2 от N2 по меньшей мере в части сжатого рециклового отработанного газа в процессе циклической адсорбции при переменном давлении, причем рабочий цикл процесса включает: пропускание по меньшей мере части сжатого рециклового отработанного газа в реактор короткоцикловой адсорбции, содержащий адсорбирующий материал, при этом отработанный поток из реактора имеет давление от примерно 1,0 МПа абс. (примерно 10 бар абс.) до примерно 3,0 МПа абс. (примерно 30 бар абс); адсорбцию CO2 на адсорбирующем материале при температуре адсорбции, которая отличается от температуры рецикла менее чем на примерно 20°C, и давлении адсорбции, которое отличается от давления рецикла менее чем на примерно 0,1 МПа (примерно 1 бар); извлечение потока N2 с чистотой, составляющей по меньшей мере примерно 95 об.%, из переднего конца реактора, причем извлеченный поток N2 имеет давление, которое отличается от давления отработанного потока из реактора примерно на 50 кПа (примерно 0,5 бар) или менее, и извлеченный поток N2 имеет температуру, которая отличается от температуры рецикла на 20°C или менее; уменьшение давления в реакторе короткоцикловой адсорбции до давления, составляющего от примерно 0,1 МПа абс. (примерно 1,0 бар абс.) до примерно 0,5 МПа абс. (примерно 5,0 бар абс.) путем выпускания потока выдувания из по меньшей мере одного конца реактора; и продувку реактора короткоцикловой адсорбции продувочным паром при давлении от примерно 0,1 МПа абс. (примерно 1,0 бар абс.) до примерно 0,5 МПа абс. (примерно 5,0 бар абс.) для выработки потока извлеченного CO2, причем поток извлеченного CO2 содержит по меньшей мере примерно 60% CO2, присутствующего в отработанном потоке из реактора, при этом продувочный пар содержит менее примерно 1,5 молей (например, менее примерно 1,0 моля или менее примерно 0,8 моля) H2O на моль CO2 в отработанном потоке из реактора; и разделение потока извлечения CO2 на поток продукта CO2 и воду, причем поток продукта CO2 содержит от примерно 60 об.% до примерно 99,5 об.% CO2, где по меньшей мере часть сжатого рециклового отработанного газа и продувочный пар содержат по меньшей мере примерно 90 об.% газов, введенных в реактор короткоцикловой адсорбции в течение рабочего цикла.
Пример 1. Выполнение адсорбции при переменном давлении на части рециркулируемого отработанного газа Следующий прогнозный пример основан на конфигурации реактора адсорбции при переменном давлении, аналогичной конфигурации, показанной на Фиг. 2. В этом примере используют адсорбент на основе смешанных оксидов металлов во множестве реакторов АПД для разделения CO2 и N2. Разделение выполняют при температуре от примерно 400°C до примерно 500°C.Реакторы АПД соответствуют множеству горизонтально расположенных выравненных друг относительно друга сосудов, такому как 3 или 4 сосуда. Реакторы включают конфигурацию адсорбента, подходящую для использования в горизонтальном расположении для входящего потока, перпендикулярного продольной оси реактора, такую как параллельные пластины адсорбента. Реакторные сосуды имеют отношение длины к ширине примерно 7,5:1, что соответствует продольной оси примерно 30 метров и короткой оси примерно 4 метра. Реакторы развертывают в цикл, который включает последовательность стадий. Первой стадией в цикле является стадия подачи при высоком давлении, таком как примерно 2,1 МПа абс. (примерно 21 бар абс), в течение примерно 60 - 120 секунд, в течение которой подаваемый газ подают в загрузочный конец сосуда реактора АПД. Примером подаваемого газа является рециркулируемый отработанный газ турбины из системы выработки энергии с низким выбросом. Отработанный газ турбины можно подать в сосуд АПД при температуре примерно 440°C.Примером состава отработанного газа турбины может быть примерно 11 об.% диоксида углерода, примерно 84 об.% азота и остающееся количество составляют вода и другие следовые соединения. По мере того, как подаваемый газ подают в загрузочный конец сосуда, азотный продукт получают со стороны выработки. Азотный продукт может иметь чистоту, составляющую по меньшей мере примерно 90 об.%, температуру примерно 440°C и давление примерно 2,07 МПа абс. (20,7 бар абс). После поглощения достаточного количества CO2, такого как примерно 85% от адсорбционной способности адсорбента, начинают стадию выдувания. Стадию выдувания можно выполнять в течение примерно 30-120 секунд. В конце стадии выдувания реакторный сосуд находится при давлении, составляющем от примерно 130 кПа абс (1,3 бар абс.) до примерно 160 кПа абс. (1,6 бар абс). Выдувание можно выполнять либо лишь в переднем направлении, при котором открыт только конец выработки, либо можно выполнять первое выдувание в переднем направлении, за которым следует второе выдувание, при котором открыты как конец подачи, так и конец выработки. После выдувания можно выполнять продувку паром при низком давлении со стороны выработки в течение примерно 35-135 секунд для вычищения адсорбированного диоксида углерода. Продувка паром при низком давлении вырабатывает выходящий поток, содержащий воду и диоксид углерода. После удаления воды выходящий поток может иметь чистоту CO2, составляющую примерно 90 об.%. Выходящий поток также может соответствовать по меньшей мере примерно 90 масс. % CO2, присутствующего в подаче в реактор АПД.
При необходимости после продувки паром можно выполнить дополнительную продувку азотом, чтобы вычистить любой пар и диоксид углерода, остающиеся в реакторе. Давление в сосуде затем повторно повышают со стороны загрузки, чтобы вернуть сосуд реактора АПД к начальному давлению для выполнения разделения подаваемого газа. Повторное повышение давления можно выполнять, используя подаваемый газ, и оно обычно занимает примерно 25 - 60 секунд. Проведение этого цикла АПД может обеспечить отделение диоксида углерода от азота, содержащегося в отработанном газе турбины, таком как рециркулируемый отработанный газ, так что диоксид углерода извлекают со скоростью, составляющей по меньшей мере 90%, и с чистотой, составляющей по меньшей мере 90 об.% (после конденсации из него воды), при этом также одновременно получая азот с чистотой более 90 об.%. В цикле также можно использовать пониженное количество пара, такое как от примерно 0,3 до примерно 0,6 моля пара на моль диоксида углерода в подаваемом в реактор АПД газе.
Пример 2. Моделирования разделения отработанного газа турбины Следующий пример основан на моделированиях отделения CO2 от N2 в дымовом газе или отработанном газе из турбины для выработки энергии. Моделирования были основаны на численном решении проходящего материала и энергетических балансах, включенных в цикл процесса адсорбции/десорбции. Конфигурация реактора соответствовала конфигурации, показанной на Фиг. 2.
В таблице 1 показаны вводные параметры и результаты моделирования. Смоделированный поток отработанного газа составлял примерно 820 миллионов стан. куб. футов/сутки (269 куб. м/с). Колонки соответствовали различным стадиям в цикле адсорбции при переменном давлении с использованием адсорбента на основе смешанных оксидов металлов, содержащего карбонат калия и оксид лантана. Колонки «сырье» и «продувочный пар» соответствовали вводным параметрам способа, при этом остающиеся колонки соответствовали выходящим потокам.
Таблица 1

В таблице 2 показаны вводные параметры и результаты другого моделирования. Смоделированный поток отработанного газа составлял примерно 830 миллионов стан. куб. футов/сутки (272 куб. м/с). Колонки соответствовали различным стадиям в цикле адсорбции при переменном давлении с использованием адсорбента на основе смешанных оксидов металлов, содержащего карбонат калия и оксид магния. Колонки «сырье» и «продувочный пар» соответствовали вводным параметрам способа, при этом остающиеся колонки соответствовали выходящим потокам.
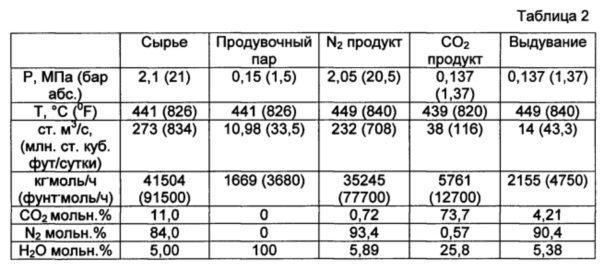
На основе моделирований по меньшей мере 90% CO2 в сырье было уловлено в виде части требуемого CO2 продукта. Другими словами, менее 10% CO2 в сырье было потеряно либо в N2 продукте, либо в потоке выдувания. Как показано в таблицах 1 и 2, чистота потока продукта CO2 составляла более 96%.
Отметим, что так как примерно половину начального потока продукта CO2 составляла вода, после удаления воды N2 представлял соответственно большую процентную долю от остающегося потока продукта CO2.
Пример 3. Энергетические требования для отделения CO2 Использование адсорбции при переменном давлении для отделения CO2 из отработанного газа может предоставить преимущества по сравнению с традиционными способами отделения. В таблице 3 показано сравнение оценок полной энергии, потребляемой при выполнении отделения CO2 при использовании адсорбции при переменном давлении, по сравнению с двумя сравнительными аминовыми способами отделения.
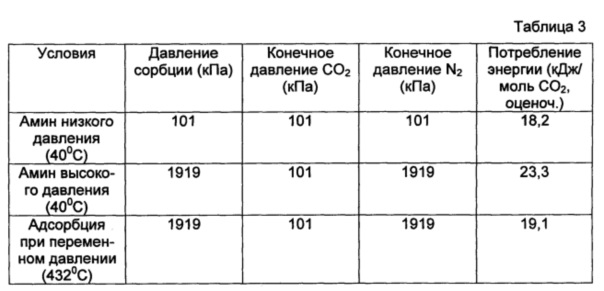
В таблице 3 аминовые способы с низким давлением и высоким давлением относятся к отделению CO2 путем адсорбции в аминовом сепараторе. Аминовое отделение выполняли при температуре приблизительно 40°C.Давление сорбции относится к давлению потока отработанного газа, поступающего в способ отделения. Величина конечного давления CO2 была постоянной и отражает, что поток отделенного CO2 по своей природе имеет низкое давление (такое как давление окружающей среды). Величина конечного давления N2 соответствует давлению потока N2, образованного с помощью способа после отделения CO2. Оценки потребления энергии основаны на термодинамических вычислениях для различных способов при указанных условиях.
В таблице 3 энергия, требуемая для отделения CO2 с помощью адсорбции при переменном давлении, была ниже, чем энергия, требуемая для обработки амином при высоком давлении, и была сравнима с энергией, требуемой для обработки амином при низком давлении. Однако, как показано в таблице 3, использование адсорбции при переменном давлении для отделения CO2 предоставляло несколько преимуществ в отношении свойств потока N2, образованного в течение отделения. Во-первых, температуру потока продукта N2 приблизительно сохраняли в течение способа адсорбции при переменном давлении, при этом способы аминового отделения требовали понижения температуры, такого как до примерно 40°C.Чтобы использовать продукта поток N2 для дополнительной выработки энергии, температуру потока продукта N2 из аминовых способов обычно нужно было бы обратно повышать до по меньшей мере примерно 300-400°C или выше, что должно потребовать дополнительных энергетических затрат, не включенных в оценку энергии отделения, показанную в таблице 3. Дополнительную затрату энергии для возвращения потока продукта N2 к более высокой температуре можно уменьшить с помощью использования теплообменников, так чтобы затем энергию отработанного газа до отделения можно было бы переместить в поток продукта N2 после отделения. Однако, это потребовало бы дополнительной существенной общей занимаемой площади для оборудования и поэтому было бы менее желательным.
Другое преимущество отделения с помощью адсорбции при переменном давлении по сравнению с аминовым отделением при низком давлении может включать поддержание давления потока продукта N2 в течение отделения, что может обеспечить поток продукта N2, используемый для других целей, таких как выработка энергии, без необходимости тратить энергию для модифицирования потока.
Пример 4. Моделирование чистоты и извлечения CO2 для применений УИН
При использовании конфигурации, соответствующей Фиг. 1, и условий, описанных в данном документе, газовый поток очищенного CO2 (дымовой газ), например, из трубопровода 150, может иметь давление примерно 2,1 МПа изб. (примерно 21 бар изб.). На Фиг. 3 показаны скорости извлечения CO2 и чистота CO2 для дымового газа, имеющего это давление. В ситуациях, когда требуется более высокое давление газа, можно добавить дополнительный компрессор между выходом рециклового отработанного газа из турбины и сосудом АПД.
На Фиг. 3 изображена объединенная характеристика устройства с использованием сочетания численных моделирований и экспериментальных данных для ключевых свойств сорбента. Моделирования проводили на основании ввода в устройство АПД дымового газа, содержащего примерно 11 об.% CO2, примерно 84 об.% N2, примерно 5 об.% воды при температуре, составляющей по меньшей мере 400°C, с использованием подходящего высокотемпературного адсорбента (например, смешанных оксидов металлов и/или гидроталькита, таких как описаны в данном документе) с номинальным расходом примерно 820 миллионов стан. куб. футов в сутки (269 куб. м/с). Используемые в данном документе моделирования основаны на численных решениях материальных и энергетических балансов, включенных в адсорбционные и десорбционные рабочие стадии цикла АПД. Поглотительную способность CO2 для сорбента определяли, используя стандартные термогравиметрические (ТГМ) измерения и измерения с колонной прохождения.
На Фиг. 3 показано соотношение между чистотой CO2 и расходом пара для энергетической установки ULET с давлением выпускаемого газа, составляющим приблизительно 2,1 МПа абс. (примерно 21 бар абс). Подразумевают, что числа, показанные на каждой точке на графике чистоты CO2, соответствуют скорости извлечения CO2. На Фиг. 3 также показано сравнение между чистотой CO2, скоростью улавливания CO2, площади, занимаемой установкой, и расходом пара.
Все последующие применения очищенного CO2, например, усиленное извлечение углеводородов, такое как внутрискважинное УИН, обычно могут требовать последующего ниже по потоку сжатия до требуемого давления закачивания в месторождение или до локального давления CO2 в трубопроводе (например, примерно 2215 фунтов на кв. дюйм изб. или примерно 150 бар изб. (примерно 15 МПа изб.)). Это давление устанавливают для системы трубопроводов CO2 в США. Действительное требуемое давление зависит от месторождения и свойств нефти и может быть намного меньше 2215 фунтов на кв. дюйм изб. (15 МПа изб.).
Для уменьшения затрат на сжатие ниже по протоку, один подход может состоять в регенерации CO2 при повышенном давлении (например, при примерно 200-300 кПа абс. (примерно 2-3 бар абс.)). На Фиг. 3 показано, что в способе АПД с 4-мя слоями можно поставлять CO2 с относительно высокой чистотой (от примерно 97% до примерно 99%) при скорости улавливания CO2, при этом также поддерживая относительно низкий расход пара (измеренный как отношение молей применяемого пара к молям образуемого CO2, предпочтительно составляющее не более 1,0) при относительно высоком давлении CO2 (снова, примерно 200-300 кПа абс. (примерно 2-3 бар абс.) или выше). Необходимо отметить, что первая стадия сжатия имеет наибольшую площадь, занимаемую оборудованием, и, таким образом, наибольшие экономические потери, потому что обрабатывают очень большой объем газа с низким давлением. Поэтому, удаление более ранних стадий сжатия дает намного более высокую экономическую выгоду, чем уменьшение конечного значения сжатия (то есть, удаление более поздних стадий сжатия). Конечное полное сжатие для применений внутрискважинного УИН может составлять более 10 МПа абс. (100 бар абс), например, от примерно 10 МПа абс.до примерно 25 МПа абс. (от примерно 100 бар абс до примерно 250 бар абс).
Выгоды настоящего изобретения, как очевидно из этого примера, могут быть двоякими - (1) может присутствовать общее уменьшение оборудования (труб), связанное с уменьшенными объемами газа, что можно обеспечить путем повышенного давления отработанного газа, и (2) может присутствовать пониженное требование к мощности сжатия, происходящее из устранения первой (или более) стадий сжатия. Объединенный эффект данных преимуществ может включать большое преимущество в площади, занимаемой оборудованием, и энергии, что может быть важным для объединенных энергетических установок с оборудованием для усиленного извлечения углеводородов, особенно для традиционного УИН.
В случае пониженных требований к чистоте (которые могут быть подходящими для определенных месторождений), высокотемпературная АПД может функционировать без применения специально добавленного продувочного пара. Например, конфигурация высокотемпературной АПД с 3-мя слоями, действующая при примерно 2,1 МПа (примерно 21 бар) без пара, может преимущественно производить CO2 как с чистотой, так и со степенью извлечения, составляющей примерно 60% или выше. Дополнительно или альтернативно, конфигурация высокотемпературной АПД с 3-мя слоями, действующая при примерно 5,5 МПа (примерно 55 бар), может преимущественно производить CO2 с чистотой примерно 70% или выше в отсутствии специально добавленного пара. В самом деле, полное удаление пара может привести к значительному уменьшению трудоемкости способа, так как различное оборудование, связанное с конденсацией пара, теплообменом и коррозией можно преимущественно удалить при этой постановке задачи.
Более того, CO2 с более низкой чистотой может подходить, или даже требоваться, для определенных действий по добыче, таких как добыча в нетрадиционных месторождениях, включая, например, месторождения, связанные со сланцевыми газовыми коллекторами и горными породами, так как увеличение «примесей», отличных от CO2, может понизить вязкость смеси, закачиваемой в месторождение, что может, при определенных условиях, обеспечить улучшенную абсорбцию и/или последующую улучшенную добычу углеводородов. Например, в расчетном месторождении при давлении примерно 13,8 МПа изб. (примерно 2000 фунтов на кв. дюйм изб.) и температуре примерно 38°C (примерно 100°F) газовый поток 80/20 CO2/N2 может иметь вязкость примерно 0,03 сПз, при этом газовый поток 70/30 CO2/N2 может иметь вязкость примерно 0,025 сПз. Повышенная гибкость в изменении чистоты CO2 может, при определенных условиях, обеспечить, чтобы способы и устройства по изобретению имели повышенную эффективность добычи и/или достижение общей добычи из залежи/месторождения, которую непросто достичь без такой гибкости.
Например, при использовании CO2 для усиленного извлечения природного газа из сланцевого газового коллектора, с течением времени может потребоваться увеличить чистоту CO2 во входящем потоке извлечения (непрерывно, ступенчато, периодически, постепенно или даже резко) по мере увеличения добычи СН4 и может существовать большая потребность в CO2 для вытеснения СН4, например, адсорбированного на органическом веществе в породе месторождения. Поэтому, количество и/или чистота CO2, требуемые для закачивания, могут возрастать с течением времени, по мере того, как содержание СН4 в месторождении становится пониженным из-за продолжающейся добычи. Это может привести к большей потребности в CO2 с течением времени в показателях больших объемов и/или в показателях чистоты при использовании объединенных способов по изобретению. В свою очередь, в некоторых воплощениях это может потребовать более высокого расхода пара в способе АПД, и потребность в изменяемом паре можно обеспечить путем возможности настройки в реальном времени, описанной в данном документе.
Пример 5. Выполнение АПД на части рециркулируемого отработанного
газа для CO2 высокой чистоты
Следующий пример возможного использования основан на конфигурации реактора адсорбции при переменном давлении, аналогичной конфигурации, показанной на Фиг. 2. В этом примере используют адсорбент на основе смешанных оксидов металлов во множестве реакторов АПД для разделения CO2 и N2. Разделение выполняют при температуре примерно 440°C.Реакторы АПД могут соответствовать примерно 3 горизонтально выравненным сосудам. Реакторы могут включать конфигурацию адсорбента, подходящую для использования в горизонтальном расположении для входящего потока, перпендикулярного продольной оси реактора, такую как параллельные пластины адсорбента и/или слой(и) адсорбента. Реакторные сосуды могут иметь продольную ось примерно 30 метров и короткую ось примерно 4 метра. Реакторы можно развернуть в цикл, который включает последовательность стадий. Первой стадией в цикле является стадия подачи при относительно высоком давлении, таком как примерно 2,1 МПа абс. (примерно 21 бар абс), в течение примерно 150 секунд, в течение которой подаваемый газ подают в загрузочный конец сосуда реактора АПД. Пример подаваемого газа может включать или представлять собой рециркулируемый отработанный газ турбины из системы выработки энергии с низким выбросом. Отработанный газ турбины можно подать в сосуд АПД при температуре примерно 440°C.Примером состава отработанного газа турбины может быть примерно 11 об.% диоксида углерода, примерно 84 об.% азота и остающееся количество составляют вода и другие следовые соединения. По мере того, как подаваемый газ подают в загрузочный конец сосуда, азотный продукт можно получать со стороны выработки. Азотный продукт может иметь чистоту, составляющую по меньшей мере примерно 90 об.%, температуру примерно 440°C и давление примерно 2,07 МПа абс. (20,7 бар абс). После поглощения достаточного количества CO2, такого как примерно 85% от адсорбционной способности адсорбента, можно начать стадию выдувания. Стадию выдувания выполняют в течение примерно 40 секунд в переднем (по потоку) направлении. В конце стадии выдувания реакторный сосуд может находиться при давлении, составляющем примерно 150 кПа абс. (1,3 бар абс). Выдувание можно выполнять либо лишь в переднем (по потоку) направлении, при котором открыт только конец выработки, либо можно выполнять первое выдувание в переднем (по потоку) направлении, за которым следует второе выдувание, при котором открыты как конец подачи, так и конец выработки. Дополнительно или альтернативно возможны другие сочетания этих последовательностей выдувания. После выдувания можно выполнять продувку паром при относительно низком давлении (примерно 100 -150 кПа абс. (примерно 1-1,5 бар абс.)) со стороны выработки в течение примерно 205 секунд для вычищения адсорбированного диоксида углерода. Продувка паром при относительно низком давлении может выработать выходящий поток, содержащий воду и диоксид углерода при давлении, составляющем примерно 148 кПа абс (примерно 1,48 бар абс). После удаления воды путем конденсации выходящий поток может иметь чистоту CO2, составляющую по меньшей мере примерно 99 мол.%. Выходящий поток также может соответствовать по меньшей мере примерно 82% CO2, присутствующего в подаче в реактор АПД. При необходимости после продувки паром можно выполнить дополнительную продувку азотом, чтобы вычистить любой пар и диоксид углерода, остающиеся в реакторе. Давление в сосуде затем можно повторно повысить со стороны загрузки, чтобы вернуть сосуд реактора АПД к начальному давлению, составляющему примерно 2,1 МПа абс. (примерно 21 бар абс), для выполнения разделения подаваемого газа. Повторное повышение давления можно выполнять, используя газ-продукт, в течение примерно 55 секунд. Проведение этого цикла АПД может обеспечить отделение диоксида углерода от азота, содержащегося в отработанном газе турбины, таком как рециркулируемый отработанный газ, так что диоксид углерода можно извлекать со скоростью, составляющей по меньшей мере 80%, и с чистотой, составляющей по меньшей мере 99% (после конденсации из него воды). В цикле также можно использовать пониженное количество пара, такое как примерно 0,59 моля пара на моль диоксида углерода, извлеченного в виде продукта.
Пример 6. Выполнение АПД на части рециркулируемого отработанного
газа для CO2 высокой чистоты
Следующий пример возможного использования основан на конфигурации реактора адсорбции при переменном давлении, аналогичной конфигурации, показанной на Фиг. 2. В этом примере используют адсорбент на основе смешанных оксидов металлов во множестве реакторов АПД для разделения CO2 и N2. Разделение выполняют при температуре примерно 440°C.Реакторы АПД могут соответствовать примерно 4 горизонтально выравненным сосудам. Реакторы могут включать конфигурацию адсорбента, подходящую для использования в горизонтальном расположении для входящего потока, перпендикулярного продольной оси реактора, такую как параллельные пластины адсорбента и/или слой(и) адсорбента. Реакторные сосуды могут иметь продольную ось примерно 35 метров и короткую ось примерно 4 метра. Реакторы можно развернуть в цикл, который включает последовательность стадий. Первой стадией в цикле является стадия подачи при относительно высоком давлении, таком как примерно 2,1 МПа абс. (примерно 21 бар абс), в течение примерно 200 секунд, в течение которой подаваемый газ подают в загрузочный конец сосуда реактора АПД. Пример подаваемого газа может включать или представлять собой рециркулируемый отработанный газ турбины из системы выработки энергии с низким выбросом. Отработанный газ турбины можно подать в сосуд АПД при температуре примерно 440°C. Примером состава отработанного газа турбины может быть примерно 11 об.% диоксида углерода, примерно 84 об.% азота и остающееся количество составляют вода и другие следовые соединения. По мере того, как подаваемый газ подают в загрузочный конец сосуда, азотный продукт можно получать со стороны выработки. Азотный продукт может иметь чистоту, составляющую по меньшей мере примерно 90 об.%, температуру примерно 440°C и давление примерно 2,07 МПа абс. (20,7 бар абс). После стадии подачи можно выполнять стадию выдувания в течение примерно 35 секунд в переднем (по потоку) направлении. После выдувания можно выполнять продувку паром при относительно низком давлении (примерно 100-150 кПа абс. (примерно 1-1,5 бар абс.)) со стороны выработки в течение примерно 530 секунд для вычищения адсорбированного диоксида углерода. Продувка паром при относительно низком давлении может выработать выходящий поток, содержащий воду и диоксид углерода при давлении, составляющем примерно 185 кПа абс. (примерно 1,85 бар абс). После удаления воды путем конденсации выходящий поток может иметь чистоту CO2, составляющую по меньшей мере примерно 99 мол.%. Выходящий поток также может соответствовать по меньшей мере примерно 72% CO2, присутствующего в подаче в реактор АПД. Давление в сосуде затем можно повторно повысить со стороны загрузки, чтобы вернуть сосуд реактора АПД к начальному давлению, составляющему примерно 2,1 МПа абс. (примерно 21 бар абс), для выполнения разделения подаваемого газа. Повторное повышение давления можно выполнять, используя полученный газ, в течение примерно 35 секунд. Проведение этого цикла АПД может обеспечить отделение диоксида углерода от азота, содержащегося в отработанном газе турбины, таком как рециркулируемый отработанный газ, так чтобы диоксид углерода можно было извлекать со скоростью, составляющей по меньшей мере 70%, и с чистотой, составляющей по меньшей мере 99% (после конденсации из него воды). В цикле также можно использовать пониженное количество пара, такое как примерно 0,77 моля пара на моль диоксида углерода, извлеченного в виде продукта.
Пример 7. Выполнение АПД на части рециркулируемого отработанного газа для CO2 высокой чистоты
Следующий пример возможного использования основан на конфигурации реактора адсорбции при переменном давлении, аналогичной конфигурации, показанной на Фиг. 2. В этом примере используют адсорбент на основе смешанных оксидов металлов во множестве реакторов АПД для разделения CO2 и N2. Разделение выполняют при температуре примерно 440°C.Реакторы АПД могут соответствовать примерно 4 горизонтально выравненным сосудам. Реакторы могут включать конфигурацию адсорбента, подходящую для использования в горизонтальном расположении для входящего потока, перпендикулярного продольной оси реактора, такую как параллельные пластины адсорбента. Реакторные сосуды могут иметь продольную ось примерно 35 метров и короткую ось примерно 4 метра. Реакторы можно развернуть в цикл, который включает последовательность стадий. Первой стадией в цикле является стадия подачи при относительно высоком давлении, таком как примерно 2,1 МПа абс. (примерно 21 бар абс), в течение примерно 200 секунд, в течение которой подаваемый газ подают в загрузочный конец сосуда реактора АПД. Пример подаваемого газа может включать или представлять собой рециркулируемый отработанный газ турбины из системы выработки энергии с низким выбросом. Отработанный газ турбины можно подать в сосуд АПД при температуре примерно 440°C.Примером состава отработанного газа турбины может быть примерно 11 об.% диоксида углерода, примерно 84 об.% азота и остающееся количество составляют вода и другие следовые соединения. По мере того, как подаваемый газ подают в загрузочный конец сосуда, азотный продукт можно получать со стороны выработки. Азотный продукт может иметь чистоту, составляющую по меньшей мере примерно 90 об.%, температуру примерно 440°C и давление примерно 2,07 МПа абс. (20,7 бар абс). После стадии подачи можно выполнять стадию выдувания в течение примерно 35 секунд в переднем (по потоку) направлении. После выдувания можно выполнять продувку паром при относительно низком давлении (примерно 100-150 кПа абс. (примерно 1-1,5 бар абс.)) со стороны выработки в течение примерно 530 секунд для вычищения адсорбированного диоксида углерода. Продувка паром при относительно низком давлении может выработать выходящий поток, содержащий воду и диоксид углерода при давлении, составляющем примерно 285 кПа абс. (примерно 2,85 бар абс). После удаления воды путем конденсации выходящий поток может иметь чистоту CO2, составляющую по меньшей мере примерно 97 мол.%. Выходящий поток также может соответствовать по меньшей мере примерно 65% CO2, присутствующего в подаче в реактор АПД. Давление в сосуде затем можно повторно повысить со стороны загрузки, чтобы вернуть сосуд реактора АПД к начальному давлению, составляющему примерно 2,1 МПа абс. (примерно 21 бар абс), для выполнения разделения подаваемого газа. Повторное повышение давления можно выполнять, используя газ-продукт, в течение примерно 35 секунд. Проведение этого цикла АПД может обеспечить отделение диоксида углерода от азота, содержащегося в отработанном газе турбины, таком как рециркулируемый отработанный газ, так что диоксид углерода можно извлекать со скоростью, составляющей по меньшей мере 60%, и с чистотой, составляющей по меньшей мере 97% (после конденсации из него воды). В цикле также можно использовать пониженное количество пара, такое как примерно 0,65 моля пара на моль диоксида углерода, извлеченного в виде продукта.
Пример 8. Выполнение АПД на части рециркулируемого отработанного газа
Следующий пример возможного использования основан на конфигурации реактора адсорбции при переменном давлении, аналогичной конфигурации, показанной на Фиг. 2. В этом примере используют адсорбент на основе смешанных оксидов металлов во множестве реакторов АПД для разделения CO2 и N2. Разделение выполняют при температуре примерно 440°C.Реакторы АПД могут соответствовать примерно 3 горизонтально выравненным сосудам. Реакторы могут включать конфигурацию адсорбента, подходящую для использования в горизонтальном расположении для входящего потока, перпендикулярного продольной оси реактора, такую как параллельные пластины адсорбента и/или слой(и) адсорбента. Реакторные сосуды могут иметь продольную ось примерно 30 метров и короткую ось примерно 4 метра. Реакторы можно развернуть в цикл, который включает последовательность стадий. Первой стадией в цикле является стадия подачи при относительно высоком давлении, таком как примерно 2,1 МПа абс. (примерно 21 бар абс), в течение примерно 110 секунд, в течение которой подаваемый газ подают в загрузочный конец сосуда реактора АПД. Пример подаваемого газа может включать или представлять собой рециркулируемый отработанный газ турбины из системы выработки энергии с низким выбросом. Отработанный газ турбины можно подать в сосуд АПД при температуре примерно 440°C. Примером состава отработанного газа турбины может быть примерно 11 об.% диоксида углерода, примерно 84 об.% азота и остающееся количество составляют вода и другие следовые соединения. По мере того, как подаваемый газ подают в загрузочный конец сосуда, азотный продукт можно получать со стороны выработки. Азотный продукт может иметь чистоту, составляющую по меньшей мере примерно 90 об.%, температуру примерно 440°C и давление примерно 2,07 МПа абс. (20,7 бар абс). После стадии подачи можно выполнять стадии выдувания в течение примерно 5 секунд в обратном (в противотоке) направлении, после чего в течение примерно 25 секунд в переднем (по потоку) направлении. После стадий выдувания можно выполнять продувку паром при относительно низком давлении (примерно 100-150 кПа абс. (примерно 1-1,5 бар абс.)) со стороны выработки в течение примерно 173 секунд для вычищения адсорбированного диоксида углерода. Продувка паром при относительно низком давлении может выработать выходящий поток, содержащий воду и диоксид углерода при давлении, составляющем примерно 135 кПа абс. (примерно 1,35 бар абс). После удаления воды путем конденсации выходящий поток может иметь чистоту CO2, составляющую по меньшей мере примерно 63 мол.%. Выходящий поток также может соответствовать по меньшей мере примерно 69% CO2, присутствующего в подаче в реактор АПД. Давление в сосуде затем можно повторно повысить со стороны загрузки, чтобы вернуть сосуд реактора АПД к начальному давлению, составляющему примерно 2,1 МПа абс. (примерно 21 бар абс), для выполнения разделения подаваемого газа. Повторное повышение давления можно выполнять, используя газ-продукт, в течение примерно 17 секунд. Проведение этого цикла АПД может обеспечить отделение диоксида углерода от азота, содержащегося в отработанном газе турбины, таком как рециркулируемый отработанный газ, так что диоксид углерода можно извлекать со скоростью, составляющей по меньшей мере 65%, и с чистотой, составляющей по меньшей мере 60% (после конденсации из него воды).
Пример 9. Выполнение АПД на части рециркулируемого отработанного газа
На Фиг. 3 показано, как степень извлечения (представленная в виде молярного отношения) и чистота (представленная в процентах) зависят от расхода пара для примерных конфигураций АПД, что может дополнительно проиллюстрировать изобретение. Для каждого из показанных случаев состав сырья и давление являются аналогичными тем, которые описаны в приведенных выше примерах. На Фиг. 3 показаны конфигурации АПД либо примерно с 3-мя, либо примерно с 4-мя сосудами для обычных свойств адсорбента по переносу массы и адсорбционной способности. Как видно на Фиг. 3, более высокой чистоты CO2 (более 95 об.%) можно достичь при увеличенном использовании пара, но все еще меньшим, чем примерно 1,0 моль/моль извлеченного CO2. К тому же, использование примерно 4-х сосудов АПД может обеспечить пониженное колебание давления посредством использования более высокого относительного давления продувки (более примерно 135-150 кПа абс. (примерно 1,35-1,5 бар абс), обычно от примерно 200 кПа абс. (примерно 2 бар абс.) до примерно 300 кПа абс. (3 бар абс.)), что может уменьшить требования как по оборудованию, так и по энергии для последующего сжатия CO2 перед использованием в оборудовании УИН. Дополнительное улучшение степеней извлечения для 4-х сосудов, показанное на Фиг. 3, можно получить, используя конфигурации, в которых сосуды находятся в соединении по текучей среде друг с другом.
Пример 10. Конфигурация АПД с 3-мя сосудами, в которой используют часть рециркулируемого отработанного газа
На Фиг. 4 показана конфигурация с 3-мя сосудами, которая является иллюстративным, но не ограничивающим одним возможным расположением сосудов адсорберов в пределах области защиты изобретения. В этой конфигурации один сосуд находится в состоянии подачи и, следовательно, производства азотного продукта, в течение всего времени. Два других сосуда могут подвергаться другим стадиям цикла, например, в которых регенерируют адсорбент, в то время как в первом сосуде производят продукт при относительно высоком давлении. В этом конкретном расположении с 3-мя сосудами отсутствует соединение по текучей среде (то есть, обмен газовыми потоками) между сосудами, что уменьшает сложность цикла, а также уменьшает оборудование, такое как соединительные трубы и систему клапанов.
Пример 11. Конфигурация АПД с 4-мя сосудами, в которой используют часть рециркулируемого отработанного газа
На Фиг. 5-6 показаны конфигурации с 4-мя сосудами, которые являются иллюстративными, но не ограничивающими другими возможными расположениями сосудов адсорберов в пределах области защиты изобретения. В конфигурациях Фиг. 5-6 по меньшей мере один сосуд находится в состоянии подачи в течение всего времени. Два или три других сосуда могут подвергаться другим стадиям цикла, например, в которых регенерируют адсорбент, в то время как по меньшей мере в одном сосуде производят продукт при относительно высоком давлении. В конкретном расположении с 4-мя сосудами на Фиг. 5 отсутствует соединение по текучей среде (то есть, обмен газовыми потоками) между сосудами, что уменьшает сложность цикла, а также уменьшает оборудование, такое как соединительные трубы и систему клапанов. Однако, расположения с 4-мя сосудами позволяют проводить циклы, при которых два сосуда, не находящиеся в состоянии подачи, могут обмениваться газом, например, путем применения стадии выравнивания давления, при этом давление в первом сосуде, находящемся при относительно высоком давлении, можно сбросить во второй сосуд, находящийся при относительно низком давлении, в силу этого повышая давление во втором сосуде и уменьшая давление в первом сосуде, так как показано на Фиг. 6. В этом типе цикла можно обеспечить более высокое извлечение (CO2), так как поток(и), содержащий целевой газ (CO2) не выпускают в окружающую атмосферу, но направляют в другой адсорбирующий сосуд. Преимущества более высокой степени извлечения от использования конфигурации с 4-мя сосудами (или конфигураций с использованием более 4-х сосудов) до некоторой степени могут быть уравновешены повышенной стоимостью добавленных сосудов, соединительных труб и системы клапанов и связанным с регулированием цикла требуемым оборудованием.
Хотя настоящее изобретение было описано на основании конкретных воплощений, оно не обязательно должно быть ими ограничено. Подходящие изменения/модификации для действия при конкретных условиях должны быть понятны специалисту. Поэтому нижеследующая формула изобретения охватывает все такие изменения/модификации как попадающие в область защиты/в объем изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАЗДЕЛЕНИЕ И ХРАНЕНИЕ ТЕКУЧИХ СРЕД С ИСПОЛЬЗОВАНИЕМ ITQ-55 | 2015 |
|
RU2672424C2 |
| Селективация адсорбентов для разделения газов | 2013 |
|
RU2648074C2 |
| РАЗДЕЛЕНИЕ И ХРАНЕНИЕ ТЕКУЧИХ СРЕД С ИСПОЛЬЗОВАНИЕМ ITQ-55 | 2015 |
|
RU2675874C2 |
| РАЗДЕЛЕНИЕ И ХРАНЕНИЕ ТЕКУЧИХ СРЕД С ИСПОЛЬЗОВАНИЕМ ITQ-55 | 2015 |
|
RU2674121C2 |
| Способ разделения газов с использованием цеолитов типа DDR со стабилизированной адсорбционной активностью | 2013 |
|
RU2619788C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВОДОРОДА И МЕТАНОЛА | 2004 |
|
RU2285660C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВОДОРОДА ИСХОДЯ ИЗ ЖИДКИХ УЛЕВОДОРОДОВ, ГАЗООБРАЗНЫХ УГЛЕВОДОРОДОВ И/ИЛИ КИСЛОРОДОСОДЕРЖАЩИХ СОЕДИНЕНИЙ, В ТОМ ЧИСЛЕ ПОЛУЧЕННЫХ ИЗ БИОМАССЫ | 2010 |
|
RU2556671C2 |
| СИСТЕМЫ И СПОСОБЫ ПРОИЗВОДСТВА СВЕРХЧИСТОГО ВОДОРОДА ПРИ ВЫСОКОМ ДАВЛЕНИИ | 2009 |
|
RU2516527C2 |
| СПОСОБ ПРОИЗВОДСТВА МЕТАНОЛА | 2019 |
|
RU2774658C1 |
| Адсорбирующие материалы и способы их применения | 2015 |
|
RU2705340C2 |
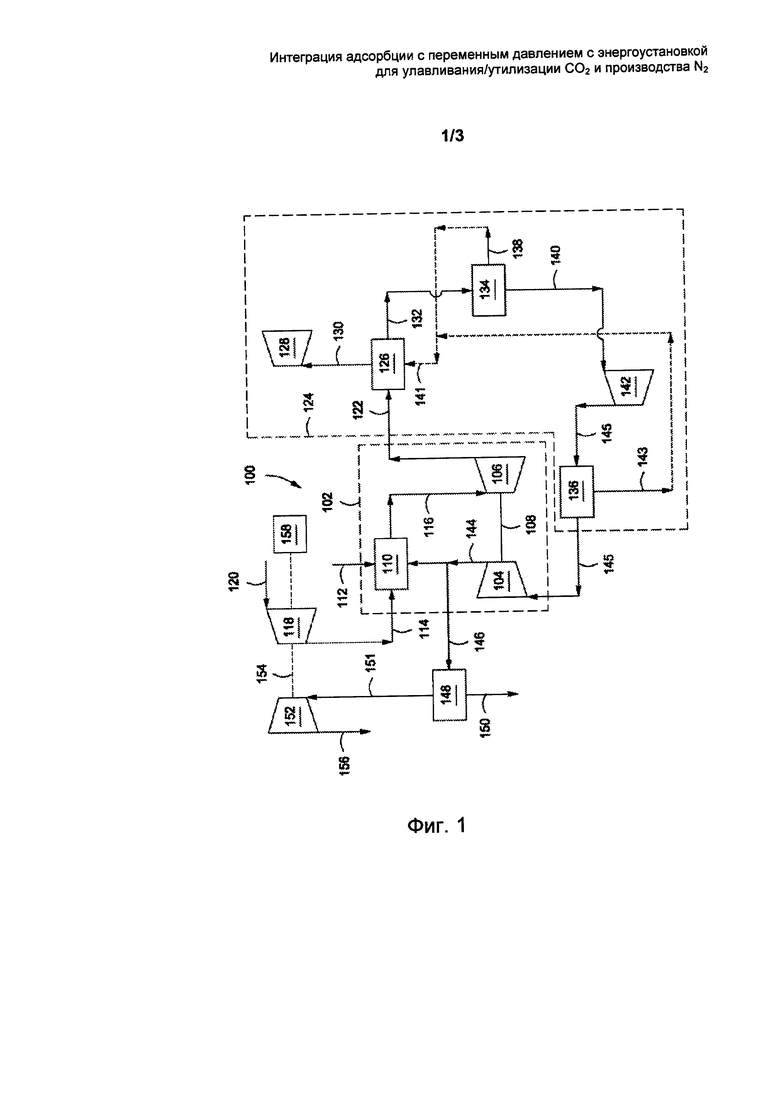
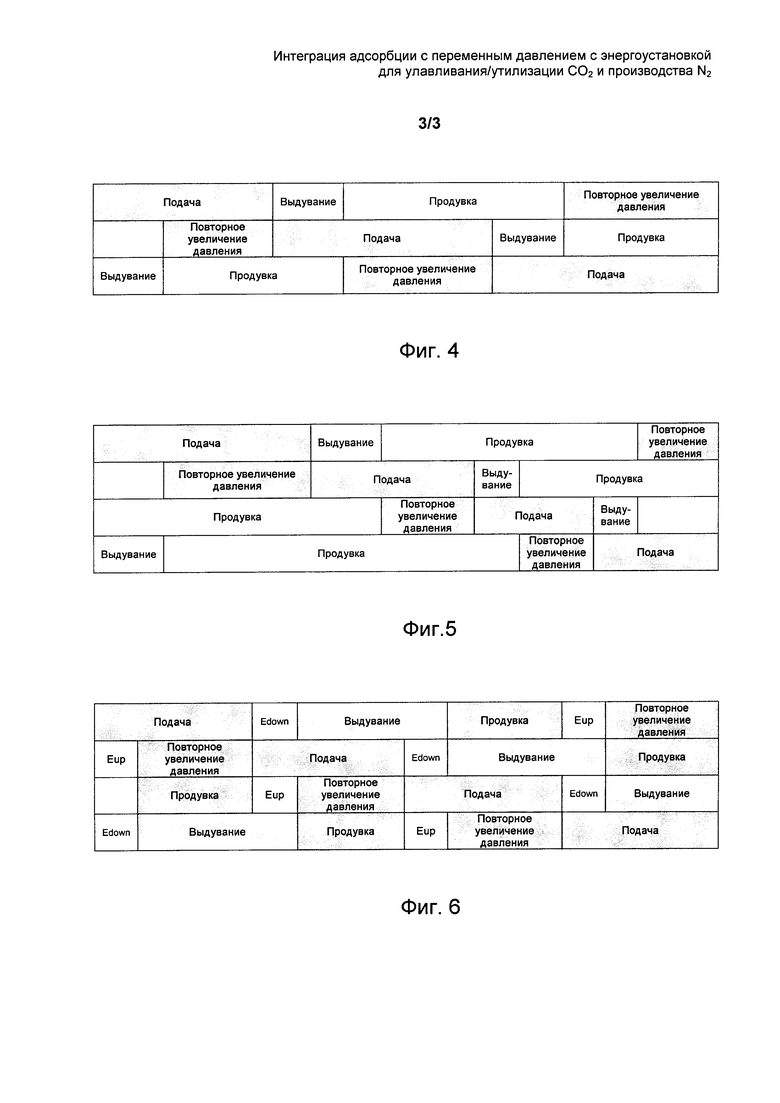
Предложены системы и способы для выработки энергии с объединенным циклом и при этом уменьшения или смягчения выбросов в течение выработки энергии. Рециркулируемый отработанный газ из реакции сгорания для выработки энергии можно разделить, используя способ короткоцикловой адсорбции, так чтобы получить поток CO2 высокой чистоты, при этом уменьшая/минимизируя энергию, требуемую для разделения, и без необходимости уменьшения температуры отработанного газа. Это может обеспечить улучшенное извлечение энергии и при этом также выработку потоков диоксида углерода и азота высокой чистоты. 6 н. и 9 з.п. ф-лы, 6 ил., 3 табл.
1. Способ выработки энергии, включающий:
сжатие рециркулируемого отработанного газа в основном компрессоре для выработки сжатого рециклового отработанного газа, причем сжатый рецикловый отработанный газ имеет температуру рецикла от примерно 400°С до примерно 500°С и давление рецикла от примерно 1,0 МПа абс. (примерно 10 бар абс.) до примерно 3,0 МПа абс. (примерно 30 бар абс.), при этом рециркулируемый отработанный газ содержит по меньшей мере примерно 70 об.% N2 и по меньшей мере примерно 10 об.% СО2;
сжатие обогащенного воздуха во входном компрессоре для выработки сжатого окислителя;
пропускание первой части сжатого рециклового отработанного газа в камеру сгорания;
по существу стехиометрическое сжигание сжатого окислителя и топлива в камере сгорания в присутствии первой части сжатого рециклового отработанного газа, с получением таким образом выгружаемого потока, где первая часть сжатого рециклового отработанного газа действует как разбавитель, предназначенный для уменьшения температуры выгружаемого потока;
расширение выгружаемого потока в расширителе для по меньшей мере частичного приведения в движение основного компрессора и выработки рециркулируемого отработанного газа;
пропускание второй части рециркулируемого отработанного газа в реактор короткоцикловой адсорбции, содержащий адсорбирующий материал;
адсорбцию CO2 на адсорбирующем материале при температуре адсорбции, которая отличается от температуры рецикла менее чем на примерно 20°С, и при давлении адсорбции, которое отличается от давления рецикла менее чем на примерно 0,1 МПа (примерно 1 бар);
извлечение потока N2 с чистотой, составляющей по меньшей мере примерно 95 об.%, из переднего конца реактора, причем извлеченный поток N2 имеет давление, которое отличается от давления адсорбции менее чем на примерно 50 кПа (примерно 0,5 бар);
уменьшение давления в реакторе короткоцикловой адсорбции до давления, составляющего от примерно 0,1 МПа абс. (примерно 1,0 бар абс.) до примерно 0,3 МПа абс. (примерно 3,0 бар абс.), путем выпускания потока выдувания из по меньшей мере одного конца реактора; и
продувку реактора короткоцикловой адсорбции продувочным паром при давлении от примерно 0,1 МПа абс. (примерно 1,0 бар абс.) до примерно 0,3 МПа абс. (примерно 3,0 бар абс.) для выработки потока извлеченного CO2, причем поток извлеченного СО2 содержит по меньшей мере примерно 90% СО2, присутствующего во второй части рециркулируемого отработанного газа, при этом продувочный пар содержит менее примерно 1,0 моля Н2О на моль CO2 во второй части рециркулируемого отработанного газа.
2. Способ выработки энергии, включающий:
сжатие рециркулируемого отработанного газа в основном компрессоре для выработки сжатого рециклового отработанного газа, причем сжатый рецикловый отработанный газ имеет температуру рецикла от примерно 400°С до примерно 500°С и давление рецикла от примерно 1,0 МПа абс. (примерно 10 бар абс.) до примерно 3,0 МПа абс. (примерно 30 бар абс.), при этом рециркулируемый отработанный газ содержит по меньшей мере примерно 70 об.% N2 и по меньшей мере примерно 10 об.% CO2;
сжатие обогащенного воздуха во входном компрессоре для выработки сжатого окислителя;
пропускание первой части сжатого рециклового отработанного газа в камеру сгорания;
по существу стехиометрическое сжигание сжатого окислителя и топлива в камере сгорания в присутствии первой части сжатого рециклового отработанного газа, с получением таким образом выгружаемого потока, где первая часть сжатого рециклового отработанного газа действует как разбавитель, предназначенный для уменьшения температуры выгружаемого потока;
расширение выгружаемого потока в расширителе для по меньшей мере частичного приведения в движение основного компрессора и выработки рециркулируемого отработанного газа;
пропускание второй части рециркулируемого отработанного газа в реактор короткоцикловой адсорбции, содержащий адсорбирующий материал;
адсорбцию CO2 на адсорбирующем материале при температуре адсорбции, которая отличается от температуры рецикла менее чем на примерно 20°С, и при давлении адсорбции, которое отличается от давления рецикла менее чем на примерно 0,1 МПа (примерно 1 бар);
извлечение потока N2 с чистотой, составляющей по меньшей мере примерно 95 об.%, из переднего конца реактора, причем извлеченный поток N2 имеет давление, которое отличается от давления адсорбции менее чем на примерно 50 кПа (примерно 0,5 бар);
возможное уменьшение давления в реакторе короткоцикловой адсорбции до давления, составляющего по меньшей мере 0,3 МПа абс. (3,0 бар абс.), путем выпускания потока выдувания из по меньшей мере одного конца реактора; и
продувку реактора короткоцикловой адсорбции продувочным потоком, не содержащим намеренно добавленной воды/пара, при давлении от 0,3 МПа абс. (3,0 бар абс.) до примерно 2,0 МПа абс. (20,0 бар абс.) для выработки потока извлеченного СО2, причем поток извлеченного CO2 содержит по меньшей мере примерно 90% CO2, присутствующего во второй части рециркулируемого отработанного газа.
3. Способ по п. 1 или 2, в котором сжатый окислитель имеет концентрацию кислорода, составляющую от примерно 30 об.% до примерно 50 об.%, и в котором, возможно, также выработка сжатого окислителя дополнительно включает смешивание обогащенного воздуха с атмосферным воздухом.
4. Способ получения N2 и CO2 из отработанного потока из реактора, включающий:
пропускание отработанного потока из реактора, содержащего по меньшей мере примерно 70 об.% N2 и по меньшей мере примерно 10 об.% CO2, в реактор короткоцикловой адсорбции, содержащий адсорбирующий материал, причем отработанный поток из реактора имеет давление от примерно 1,0 МПа абс. (примерно 10 бар абс.) до примерно 3,0 МПа абс. (примерно 30 бар абс.);
адсорбцию CO2 на адсорбирующем материале при температуре адсорбции, составляющей по меньшей мере 400°С;
извлечение потока N2 с чистотой, составляющей по меньшей мере примерно 95 об.%, из переднего конца реактора, причем извлеченный поток N2 имеет давление, которое отличается от давления отработанного потока из реактора примерно на 50 кПа (примерно 0,5 бар) или менее;
уменьшение давления в реакторе короткоцикловой адсорбции до давления, составляющего от примерно 0,1 МПа абс. (примерно 1,0 бар абс.) до примерно 0,3 МПа абс. (примерно 3,0 бар абс.), путем выпускания потока выдувания из по меньшей мере одного конца реактора; и
продувку реактора короткоцикловой адсорбции продувочным паром при давлении от примерно 0,1 МПа абс. (примерно 1,0 бар абс.) до примерно 0,3 МПа абс. (примерно 3,0 бар абс.) для выработки потока извлеченного CO2, причем поток извлеченного CO2 содержит по меньшей мере примерно 90% CO2, присутствующего в отработанном потоке из реактора, при этом продувочный пар содержит менее примерно 1,0 моля H2O на моль CO2 в отработанном потоке из реактора.
5. Способ получения N2 и CO2 из отработанного потока из реактора, включающий:
пропускание отработанного потока из реактора, содержащего по меньшей мере примерно 70 об.% N2 и по меньшей мере примерно 10 об.% CO2, в реактор короткоцикловой адсорбции, содержащий адсорбирующий материал, причем отработанный поток из реактора имеет давление от примерно 1,0 МПа абс. (примерно 10 бар абс.) до примерно 3,0 МПа абс. (примерно 30 бар абс.);
адсорбцию CO2 на адсорбирующем материале при температуре адсорбции, составляющей по меньшей мере 400°С;
извлечение потока N2 с чистотой, составляющей по меньшей мере примерно 95 об.%, из переднего конца реактора, причем извлеченный поток N2 имеет давление, которое отличается от давления отработанного потока из реактора примерно на 50 кПа (примерно 0,5 бар) или менее;
возможное уменьшение давления в реакторе короткоцикловой адсорбции до давления, составляющего по меньшей мере 0,3 МПа абс. (3,0 бар абс.), путем выпускания потока выдувания из по меньшей мере одного конца реактора; и
продувку реактора короткоцикловой адсорбции продувочным потоком, не содержащим намеренно добавленной воды/пара, при давлении от 0,3 МПа абс. (3,0 бар абс.) до примерно 2,0 МПа абс. (20,0 бар абс.) для выработки потока извлеченного CO2, причем поток извлеченного СО2 содержит по меньшей мере примерно 90% СО2, присутствующего во второй части рециркулируемого отработанного газа.
6. Способ по любому из пп. 1, 2, 4 или 5, дополнительно содержащий пропускание второго продувочного потока через реактор короткоцикловой адсорбции для выработки второго потока извлеченного CO2, причем второй продувочный поток имеет состав, отличный от продувочного пара.
7. Способ по любому из пп. 1, 2, 4 или 5, в котором пропускание, адсорбция, извлечение, понижение и продувка составляют цикл адсорбции при переменном давлении, причем вторая часть рециркулируемого отработанного газа, продувочный пар и второй продувочный поток, когда они присутствуют, содержат по меньшей мере примерно 95 об.% газов, введенных в реактор короткоцикловой адсорбции в течение цикла адсорбции при переменном давлении.
8. Способ по любому из пп. 1, 2, 4 или 5, дополнительно включающий разделение потока извлеченного CO2 на поток продукта CO2 и воду, причем поток продукта CO2 содержит по меньшей мере 90 об.% CO2.
9. Способ получения N2 и CO2 из отработанного потока из реактора, включающий:
сжатие рециркулируемого отработанного газа для выработки сжатого рециклового отработанного газа, причем сжатый рецикловый отработанный газ имеет температуру рецикла от примерно 400°С до примерно 500°С и давление рецикла от примерно 1,0 МПа абс. (примерно 10 бар абс.) до примерно 3,0 МПа абс. (примерно 30 бар абс.), при этом рециркулируемый отработанный газ содержит по меньшей мере примерно 70 об.% N2 и по меньшей мере примерно 10 об.% СО2;
отделение CO2 от N2 по меньшей мере в части сжатого рециклового отработанного газа в процессе циклической адсорбции при переменном давлении, причем рабочий цикл процесса включает:
пропускание по меньшей мере части сжатого рециклового отработанного газа в реактор короткоцикловой адсорбции, содержащий адсорбирующий материал, при этом отработанный поток из реактора имеет давление от примерно 1,0 МПа абс. (примерно 10 бар абс.) до примерно 3,0 МПа абс. (примерно 30 бар абс.);
адсорбцию CO2 на адсорбирующем материале при температуре адсорбции, которая отличается от температуры рецикла менее чем на примерно 20°С, и давлении адсорбции, которое отличается от давления рецикла менее чем на примерно 0,1 МПа (примерно 1 бар);
извлечение потока N2 с чистотой, составляющей по меньшей мере примерно 95 об.%, из переднего конца реактора, причем извлеченный поток N2 имеет давление, которое отличается от давления отработанного потока из реактора примерно на 50 кПа (примерно 0,5 бар) или менее, и извлеченный поток N2 имеет температуру, которая отличается от температуры рецикла на 20°С или менее;
уменьшение давления в реакторе короткоцикловой адсорбции до давления, составляющего от примерно 0,1 МПа абс. (примерно 1,0 бар абс.) до примерно 0,3 МПа абс. (примерно 3,0 бар абс.), путем выпускания потока выдувания из по меньшей мере одного конца реактора; и
продувку реактора короткоцикловой адсорбции продувочным паром при давлении от примерно 0,1 МПа абс. (примерно 1,0 бар абс.) до примерно 0,3 МПа абс. (примерно 3,0 бар абс.) для выработки потока извлеченного CO2, причем поток извлеченного CO2 содержит по меньшей мере примерно 90% CO2, присутствующего в отработанном потоке из реактора, при этом продувочный пар содержит менее примерно 1,0 моля H2O на моль CO2 в отработанном потоке из реактора; и
разделение потока извлеченного CO2 на поток продукта CO2 и воду, причем поток продукта CO2 содержит по меньшей мере примерно 90 об.% CO2,
где по меньшей мере часть сжатого рециклового отработанного газа и продувочного пара содержат по меньшей мере примерно 95 об.% газов, введенных в реактор короткоцикловой адсорбции в течение рабочего цикла.
10. Способ получения N2 и CO2 из отработанного потока из реактора, включающий:
сжатие рециркулируемого отработанного газа для выработки сжатого рециклового отработанного газа, причем сжатый рецикловый отработанный газ имеет температуру рецикла от примерно 400°С до примерно 500°С и давление рецикла от примерно 1,0 МПа абс. (примерно 10 бар абс.) до примерно 3,0 МПа абс. (примерно 30 бар абс.), при этом рециркулируемый отработанный газ содержит по меньшей мере примерно 70 об.% N2 и по меньшей мере примерно 10 об.% СО2;
отделение СО2 от N2 по меньшей мере в части сжатого рециклового отработанного газа в процессе циклической адсорбции при переменном давлении, причем рабочий цикл процесса включает:
пропускание по меньшей мере части сжатого рециклового отработанного газа в реактор короткоцикловой адсорбции, содержащий адсорбирующий материал, при этом отработанный поток из реактора имеет давление от примерно 1,0 МПа абс. (примерно 10 бар абс.) до примерно 3,0 МПа абс. (примерно 30 бар абс.);
адсорбцию СО2 на адсорбирующем материале при температуре адсорбции, которая отличается от температуры рецикла менее чем на примерно 20°С, и давлении адсорбции, которое отличается от давления рецикла менее чем на примерно 0,1 МПа (примерно 1 бар);
извлечение потока N2 с чистотой, составляющей по меньшей мере примерно 95 об.%, из переднего конца реактора, причем извлеченный поток N2 имеет давление, которое отличается от давления отработанного потока из реактора примерно на 50 кПа (примерно 0,5 бар) или менее, и извлеченный поток N2 имеет температуру, которая отличается от температуры рецикла на 20°С или менее;
уменьшение давления в реакторе короткоцикловой адсорбции до давления, составляющего от примерно 0,1 МПа абс. (примерно 1,0 бар абс.) до примерно 0,5 МПа абс. (примерно 5,0 бар абс.), путем выпускания потока выдувания из по меньшей мере одного конца реактора; и
продувку реактора короткоцикловой адсорбции продувочным паром при давлении от примерно 0,1 МПа абс. (примерно 1,0 бар абс.) до примерно 0,5 МПа абс. (примерно 5,0 бар абс.) для выработки потока извлеченного СО2, причем поток извлеченного CO2 содержит по меньшей мере примерно 60% CO2, присутствующего в отработанном потоке из реактора, при этом продувочный пар содержит менее примерно 1,0 моля H2O на моль CO2 в отработанном потоке из реактора; и
разделение потока извлеченного CO2 на поток продукта CO2 и воду, причем поток продукта CO2 содержит от примерно 60 об.% до примерно 99,5 об.% CO2,
где по меньшей мере часть сжатого рециклового отработанного газа и продувочного пара содержат по меньшей мере примерно 90 об.% газов, введенных в реактор короткоцикловой адсорбции в течение рабочего цикла.
11. Способ по любому из пп. 1, 2, 4, 5, 9 или 10, в котором поток продукта CO2 дополнительно содержит N2 и температура потока извлеченного N2 по меньшей мере равна температуре адсорбции.
12. Способ по любому из пп. 1, 2, 4, 5, 9 или 10, в котором рециркулируемый отработанный газ имеет концентрацию CO2, составляющую от примерно 5 об.% до примерно 20 об.% (например, от примерно 10 об.% до примерно 20 об.%), и/или концентрацию O2, составляющую примерно 1 об.% или менее.
13. Способ по любому из пп. 1, 2, 4, 5, 9 или 10, в котором адсорбент содержит одно или более из следующих соединений: (а) карбонат щелочного металла (такой как карбонат калия, карбонат лития и/или карбонат натрия) и оксид щелочноземельного металла и/или переходного металла (такого, который образует оксид при степени окисления +2 и/или +3), например, содержит по меньшей мере одно соединение из карбоната лития или карбоната калия и по меньшей мере одно соединение из оксида лантана, оксида иттрия и оксида магния, (б) карбонат щелочноземельного металла (такой как карбонат магния и/или карбонат кальция) и оксид переходного металла (такого, который образует оксид при степени окисления +2 и/или +3), например, содержит по меньшей мере одно соединение из карбоната магния или карбоната кальция и по меньшей мере одно соединение из оксида лантана, оксида иттрия и оксида магния, и (в) гидроталькит.
14. Способ по любому из пп. 1, 2, 4, 5, 9 или 10, дополнительно включающий повторное увеличение давления в реакторе короткоцикловой адсорбции до давления, составляющего по меньшей мере примерно 1,0 МПа абс. (примерно 10 бар абс.), с помощью отработанного потока из реактора или сжатого рециклового отработанного газа.
15. Способ по любому из пп. 1, 2, 4, 5, 9 или 10, в котором уменьшение давления в реакторе короткоцикловой адсорбции включает (i) выпускание первого потока выдувания из переднего конца реактора и/или (ii) выпускание второго потока выдувания из переднего конца реактора и третьего потока выдувания из заднего конца реактора после выпускания первого потока выдувания.
| US 2012125194 A1, 24.05.2012 | |||
| Wright A D et al."CAESAR: Development of a SEWGS model for IGCC", ENERGY PROCEDIA, vol | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| WO 2012003079 A1, 05.01.2012 | |||
| US 6280503 B1, 28.08.2001. | |||

