Область техники, к которой относится изобретение
Настоящее изобретение относится к материалу соединительного компонента. Более конкретно настоящее изобретение относится к материалу для контакт-детали, который может быть подходящим образом использован, например, в электрических контакт-деталях, таких как разъем, выводная рамка и вилка пучка, которые используются в электрических приборах, электронных приборах и т.п. Материал для контакт-детали по настоящему изобретению позволяет уменьшить трение и подавить абразивный износ материала, например, когда соединительная деталь, такая как электрическая соединительная клемма, соединяется с другой соединительной деталью. Таким образом, материал для контакт-детали по настоящему изобретению, может повысить надежность стабильного электрического соединения.
Уровень техники
Количество соединительных клемм, которые используются в автомобиле, мобильном телефоне и т.п., как правило, увеличивается в соответствии с увеличением количества электронных управляющих устройств, используемых в них. Возникла необходимость в миниатюризации и облегчения соединительных клемм с точки зрения повышения эффективности использования топлива автомобиля, экономии пространства, портативности мобильного телефона и т.п. Для реакции на эти требования, необходимо, чтобы предотвращалась деформация соединительной клеммы из-за прилагаемой силы (сила сжатия), когда соединительная клемма соединяется с другой соединительной клеммой, и чтобы сохранялось контактное давление между соединительными клеммами на их соединенных частях. Соответственно требовался материал, который до сих пор используют в соединительных клеммах, для применения материала, имеющего прочность выше, чем у обычных сплавов меди. Кроме того, требовался материал для соединительной клеммы, которая используется при высокой температуре окружающей среды, такой как подкапотное пространство автомобиля, чтобы использовать материал, который является подходящим по сопротивлению к релаксации напряжений, чтобы подавить снижение контактного давления между соединительными клеммами на их соединенных частях вследствие нагрева с течением времени.
В последние годы были проведены исследования с целью разработки медного сплава путем добавления различных металлов в сплав меди для повышения механической прочности соединительной клеммы и улучшения сопротивления к релаксации напряжений соединительной клеммы. Однако медный сплав, который может быть использован в миниатюрной соединительной клемме, и в настоящее время еще не разработан.
С другой стороны, пластина из нержавеющей стали подходит с точки зрения миниатюризации, снижения веса и стоимости, так как пластина из нержавеющей стали имеет механическую прочность выше, чем из медного сплава, и обладает подходящим сопротивлением к релаксации напряжений, низкой удельной массой и ценой. В качестве электрического соединительного элемента, выполненного из пластины нержавеющей стали, был предложен электрический соединительный элемент, выполненный из нержавеющей стали, на котором сформирован осажденный слой Ni на пластине из нержавеющей стали, которая используется в качестве основного материала, и осажденный слой Au частично сформирован на осажденном слое Ni (см., например, JP 2004-300489). Однако по данным для электрического контактного элемента слой Au покрытия истирается повторным незначительным проскальзыванием контактной части соединительной клеммы электрического соединительного элемента и нержавеющая сталь, которая используется в качестве основного материала, подвергается воздействию внешней поверхности. Поэтому, когда нержавеющая сталь окисляется, существует вероятность того, что контактное сопротивление между соединительными клеммами увеличивается в области контакта.
В качестве электропроводящего материала для соединительного элемента, который имеет низкий коэффициент трения, и который может поддерживать надежность электрического соединения, был предложен электрический проводящий материал для соединительного элемента, в котором слой покрытия Ni, имеющий среднюю толщину 3,0 мкм или менее, слой покрытия сплава Cu-Sn, имеющий среднюю толщину 0,2-3,0 мкм и слой покрытия Sn, сформированный на поверхности Cu пластины, которая используется в качестве основного материала в этом порядке; диаметр максимальной вписанной окружности слоя покрытия Sn составляет 0,2 мкм или менее в поперечном сечении, перпендикулярном к поверхности вышеуказанного материала; диаметр минимальной вписанной окружности слоя покрытия Sn составляет 1,2-20 мкм в поперечном сечении, перпендикулярном к поверхности вышеуказанного материала; и наибольшая разница между самой удаленной внешней точкой материала и самой удаленной внешней точкой слоя покрытия сплава Cu-Sn составляет 0,2 мкм или менее (см., например, JP 2007-258156). Кроме того, в качестве электропроводящего материала для соединительного элемента, который подходит для миниатюризации клеммы, и у которого низкое усилие вставки и подходящая электрическая надежность, была предложена медная пластина для соединительного элемента, в котором слой покрытия Cu-Sn сплава, и слой Sn или слой покрытия сплава Sn сформирован на внешней поверхности медной пластины; среднеарифметическое значение шероховатости Ra составляет 0,5 мкм или более и 4,0 мкм или менее в направлении, параллельном направлению проскальзывания при соединении; среднее расстояние между RSm глубиной впадины и высотой пика профиля медной пластины составляет 0,01 мм или более и 0,3 мм или менее в направлении, как указано выше; ассиметрия Rsk составляет менее 0; высота пика выпуклого участка Rpk составляет 1 мкм или менее (см., например, JP 2011-204617). Однако существует возможность того, что в случае вышеуказанного электропроводящего материала для соединительного элемента и вышеуказанной медной пластины для соединительного элемента, контактное сопротивление возрастает в области соединения при повторяющемся проскальзывании соединительных элементов.
Поэтому в последние годы было необходимым разработать материал для соединительного элемента, у которого низкий коэффициенту трения, и который может подавлять увеличение контактного сопротивления даже при повторяющемся небольшом проскальзывании соединительного элемента.
Раскрытие сущности изобретения
Проблемы, решаемые с помощью изобретения
Настоящее изобретение было выполнено с учетом вышеуказанного известного уровня техники. Задачей настоящего изобретения является создание материала для соединительного элемента, у которого низкий коэффициент трения, и который может подавлять увеличение контактного сопротивления даже при повторяющемся небольшом проскальзывании соединительного элемента.
Средства решения проблемы
Настоящее изобретение относится к:
(1) материалу соединительного элемента, используемого в качестве исходного материала соединительного элемента, который включает никелированную металлическую пластину, на которой осажденный слой Ni, сформирован на поверхности металлической пластины, и средняя глубина профиля шероховатости R оставляет 1,0 мкм или более, по меньшей мере, в одном направлении на поверхности осажденного слоя Ni, и осажденный слой Sn, имеющий толщину 0,3-5 мкм сформирован на осажденном слое Ni никелированной металлической пластины; и
(2) материал для соединительного элемента по пункту (1), в котором средняя ширина RSm глубины впадины и высоты пика, существующих на поверхности осажденного слоя Ni, составляет более 0 мкм и 200 мкм или менее в том же направлении, что и направление средней глубины профиля шероховатости R поверхности осажденного слоя Ni, сформированного на никелированной металлической пластине.
В настоящем описании основной материал, который используется в материале для. соединительного элемента в соответствии с настоящим изобретением, представляет собой металлическую пластину. Металлическая пластина с Ni покрытием включает металлическую пластину, на которой сформирован осажденный слой Ni, и имеющий заданную среднюю глубину профиля шероховатости R. Материал для соединительного элемента включает металлическую пластину с Ni покрытием, на которой сформирован осажденный слой Sn, имеющий заданную толщину.
Технический результат
В соответствии с настоящим изобретением, может быть получен материал для соединительного элемента, у которого низкий коэффициенту трения и который может подавлять увеличение контактного сопротивления даже при повторяющемся небольшом проскальзывании соединительного элемента.
Осуществление изобретения
Как описано выше, материал для соединительного элемента по настоящему изобретению, представляет собой материал, который используется в качестве исходного материала соединительного элемента. Материал для соединительного элемента включает металлическую пластину с Ni покрытием, на которой сформирован осажденный слой Ni на поверхности металлической пластины, и средняя глубина профиля шероховатости R составляет 1,0 мкм или более, по меньшей мере, в одном направлении на поверхности слоя Ni покрытия, и осажденный слой Sn, имеющий толщину 0,3-5 мкм, сформирован на осажденном слое Ni никелированной металлической пластины.
Примеры металлической пластины включают, например, пластину из нержавеющей стали, медную пластину, пластину из медного сплава и т.п., и настоящее изобретение не ограничивается только приведенными примерами. Среди металлических пластин, пластина из нержавеющей стали, является предпочтительной с точки зрения снижения коэффициента трения и подавления увеличения контактного сопротивления даже при повторяющемся небольшом проскальзывании соединительного элемента. Таким образом, пластина из нержавеющей стали соответственно используется в качестве основного материала для соединительного элемента в настоящем изобретении.
Примеры пластины из нержавеющей стали, включают, например, пластину из аустенитной нержавеющей стали, такой как SUS301, SUS304 и SUS316; пластину из ферритной нержавеющей стали, такой как SUS430, SUS430LX и SUS444; и пластину из мартенситной нержавеющей стали, такой как SUS410 и SUS420, все из которых определены в стандарте JIS, и настоящее изобретение не ограничивается только приведенными примерами.
Соответственно толщина, длина и ширина металлической пластины не имеют особых ограничений и могут быть соответствующим образом скорректированы в соответствии с видом металлической пластины, масштабами производства и т.п. Например, когда пластина из нержавеющей стали используется в качестве металлической пластины, ее толщина обычно предпочтительно составляет от 50 мкм до 0,5 мм или около этого.
Средняя глубина профиля шероховатости R составляет 1,0 или более, по меньшей мере, в одном направлении на поверхности слоя Ni покрытия никелированной металлической пластины. Причина, по которой материал для соединительного элемента по настоящему изобретению, который удовлетворяет вышеуказанному условию, может подавлять увеличение контактного сопротивления даже при повторяющемся небольшом проскальзывании соединительного элемента, как полагают, основана на том, что даже при том, что осажденный слой Sn, существующий в точке контакта соединительного элемента, удаляется из-за пластического течения в момент повторяющегося небольшого проскальзывания соединительного элемента, Sn остается в вогнутой части, существующей на поверхности металлической пластины, на которой сформирован осажденный слой Ni. Так как Sn, оставаясь в вогнутой части, улучшает смазывающие свойства при небольшом проскальзывании, предотвращается истирание за счет небольшого проскальзывания осажденного слоя Ni, существующего под осажденным слоем Sn. Таким образом, можно предотвратить воздействие металлической пластины на наружную поверхность, и увеличение контактного сопротивления, вызванного окислением металлической пластины, может быть подавлено. Кроме того, хотя небольшое проскальзывание повторяется, так как Sn, остающееся в вогнутой части, выступает в качестве токопроводящей дорожки, начальное контактное сопротивление можно считать сохраняющимся.
Термин "по меньшей мере, в одном направлении" означает, по меньшей мере, одно направление продольного направления (направление прокатки) металлической пластины и направление, вертикальное относительно продольного направления (направлению прокатки) металлической пластины (поперечное направление).
Средняя глубина профиля шероховатости R на поверхности осажденного слоя Ni, сформированного на никелированной металлической пластине, означает среднюю глубину профиля шероховатости R, которая предусмотрена в ISO 12085. Средняя глубина профиля шероховатости R может быть определена в соответствии с ISO 12085 с использованием контактного профилометра производства Tokyo Seimitsu Co., Ltd. под торговым названием SURFCOM 1400 В. В настоящем изобретении, средняя глубина профиля шероховатости R поверхности вышеуказанной металлической пластины является величиной, определенной с помощью контактного профилометра производства Tokyo Seimitsu Co., Ltd. под торговым названием SURFCOM 1400 В.
Средняя глубина профиля шероховатости R поверхности осажденного слоя Ni, сформированного на никелированной металлической пластине, составляет 1,0 мкм или более, предпочтительно 1,1 мкм или более с точки зрения остающегося Sn в вогнутой части, существующей на поверхности, даже когда слой Sn удаляется при проскальзывании из-за пластического течения, и подавления увеличения контактного сопротивления даже при повторяющемся небольшом проскальзывании соединительного элемента. Средняя глубина профиля шероховатости R предпочтительно составляет 8 мкм или менее, так как существует тенденция к затруднению создания средней глубины R с увеличением средней глубины R.
Кроме того, нижний предел средней ширины RSm глубины впадины и высоты пика, существующих на поверхности осажденного слоя Ni на никелированной металлической пластине, предпочтительно составляет более 0 мкм, более предпочтительно 0,005 мкм или более, даже более предпочтительно 0,01 мкм или более, более предпочтительно 10 мкм или более, даже более предпочтительно 30 мкм или более, еще более предпочтительно 50 мкм или более и его верхний предел предпочтительно составляет 200 мкм или менее, более предпочтительно 150 мкм или менее, даже более предпочтительно 100 мкм или менее, с точки зрения остающегося Sn в вогнутой части, существующей на поверхности, даже когда слой Sn удаляется при проскальзывании из-за пластического течения, и подавления увеличения контактного сопротивления даже при повторяющемся небольшом проскальзывании соединительного элемента, как указано выше.
Средняя ширина RSm глубины впадины и высоты пика, существующих на поверхности осажденного слоя Ni, означает среднюю ширину RSm глубины впадины и высоты пика, которые установлены в JIS В0601-1994. Средняя ширина RSm глубины впадины и высоты пика может быть определена в соответствии с JIS В0601-1994 с помощью контактного профилометра производства Tokyo Seimitsu Co., Ltd. под торговым названием SURFCOM 1400 В. В настоящем изобретении средняя ширина RSm глубины впадины и высоты пика, существующих на поверхности осажденного слоя Ni никелированного металлического слоя, представляет собой значение, определенное с использованием контактного профилометра производства Tokyo Seimitsu Co., Ltd. под торговым названием SURFCOM 1400 В.
Средняя глубина профиля шероховатости R поверхности осажденного слоя Ni никелированной металлической пластины и средняя ширина RSm глубины впадины и высоты пика, существующих на поверхности осажденного слоя Ni никелированной металлической пластины, можно легко контролировать с помощью, например, придания шероховатости поверхности металлической пластины с помощью устройства для придания шероховатости поверхности, такого как рабочий валок или шлифовальная лента, каждое из которых имеет шероховатую поверхность, и проведения покрытия Ni его поверхности. После придания шероховатости металлической пластине, металлическая пластина может быть очищена, например, ультразвуковой очисткой с растворителем при необходимости для того, чтобы удалить остатки, такие как отходы полировки при придании шероховатости поверхности металлической пластины. Металлическая пластина может быть подвергнута предварительной обработке, такой как обезжиривание или промывание кислотой до проведения осаждения Ni.
Нанесение Ni покрытия на металлическую пластину может быть осуществлено любым способом электроосаждения и способом химического покрытия. Примеры способа электроосаждения включают, например, способ нанесения гальванического покрытия с использованием сульфатной ванны, способ нанесения гальванического покрытия с использованием ванны Уатта, способ нанесения гальванического покрытия с использованием ванны с сульфаминовой кислотой и т.п., и настоящее изобретение не ограничивается только приведенными примерами.
Толщина осажденного слоя Ni, сформированного на металлической пластине, составляет 0,3 мкм или более с точки зрения формирования осажденного слоя Ni вдоль вогнутой и выпуклой частей, сформированных на поверхности металлической пластины. Толщина осажденного слоя Ni составляет 5 мкм или менее, предпочтительно 4 мкм или менее, более предпочтительно 3 мкм или менее с точки зрения формирования вогнутой части для сохранения Sn в вогнутой части.
Далее выполняется нанесение Sn на осажденный слой Ni никелированной металлической пластины, полученной формированием осажденного слоя Ni на металлической пластине, чтобы сформировать осажденный слой Sn. Электроосаждение Sn может быть выполнено с помощью любого способа электроосаждения и способа химического покрытия. Примеры способа электроосаждения включают, например, способ электроосаждения с использованием ванны оловянирования, такой как ванна с метансульфокислотой, ванна Ferrostan, галогенидная ванна и т.п. и настоящее изобретение не ограничивается только приведенными примерами.
Толщина осажденного слоя Sn, сформированного на осажденном слое Ni составляет 0,3 мкм или более с точки зрения достаточного сохранения Sn, которое удаляется при проскальзывании из-за пластического течения в вогнутом участке, сформированном на осажденном слое Ni никелированной металлической пластины. С другой стороны, так как оксидный слой Sn формируется при проскальзывании с увеличением контактного сопротивления, когда осажденный слой Sn является чрезмерно толстым, толщина осажденного слоя Sn предпочтительно составляет 5 мкм или менее, с точки зрения подавления увеличения контактного сопротивления.
Материал для соединительного элемента в соответствии с настоящим изобретением, который получают путем формирования осажденного слоя Sn на осажденном слое Ni никелированной металлической пластины, как описано выше, имеет невысокий коэффициент трения, и может подавлять увеличение контактного сопротивления даже при повторяющемся небольшом проскальзывании соединительного элемента.
Примеры
Далее настоящее изобретение более конкретно описывается на основе рабочих примеров. Однако настоящее изобретение не ограничивается только этими примерами.
Примеры 1-9 и сравнительные примеры 1-5
В качестве основного материала используют пластины из нержавеющей стали (SUS430). Обработку для придания шероховатости проводят соответствующим образом на поверхности пластины из нержавеющей стали с использованием рабочего валка или шлифовальной ленты, которые имеет шероховатую поверхность, чтобы получить пластину из нержавеющей стали, имеющей различную шероховатость поверхности и толщину 0,2 мм.
Средняя глубина профиля шероховатости R и средняя ширина RSm глубины впадины и высоты пика пластины из нержавеющей стали, полученной выше, определяют следующими методами. Результаты приведены в столбце «глубина профиля R” и “средняя ширина RSm” в таблице 1, соответственно.
Методы определения средней глубины профиля шероховатости R и средней ширины RSm глубины впадины и высоты пика.
Испытуемый образец длиной 50 мм и шириной 50 мм вырезают из пластины нержавеющей стали. Контрольный образец промывают ацетоном с помощью ультразвуковых волн. После этого среднюю глубину профиля шероховатости R испытуемого образца определяют в соответствии с ISO 12085 с использованием контактного профилометра производства Tokyo Seimitsu Co., Ltd. под торговым названием SURFCOM 1400 В, и среднюю ширину RSm глубины впадины и высоты пика определяют в соответствии с JIS В0601-1994.
В частности, когда определен профиль шероховатости устанавливают верхний предел длины профиля шероховатости равный 0,5 мм. Среднюю глубину профиля шероховатости R и среднюю ширину RSm глубины впадины и высоты пика определяют три раза, соответственно, в направлении, вертикальном по отношению к направлению прокатки испытуемого образца и рассчитывают среднее значение каждого.
Далее, каждый из испытуемых образцов подвергают щелочному обезжириванию и промывке кислотой обычным способом. После этого проводят затяжку Ni и осаждение Ni на каждый испытуемый образец на основании следующих условий, чтобы сформировать осажденный слой Ni на испытуемом образце. Среднюю глубину профиля шероховатости R и среднюю ширину RSm глубины впадины и высоты пика образца, на котором был сформирован осажденный слой Ni, определяют тем же способом, что и описан выше. Результаты приведены в таблице 1. Затем, проводят осаждение слоя Sn на испытуемый образец при следующих условиях формирования осажденного слоя Sn на осажденном слое Ni испытуемого образца, чтобы получить испытуемый образец, на котором сформирован осажденный слой Ni, имеющий толщину, представленную в таблице 1.
Условия затяжки Ni:
- раствор для никелирования (ванна Вуда): 240 г/л хлорида никеля и 125 мл/л соляной кислоты (рН: 1,2),
- температура электролита: 35°С,
- плотность тока: 8 А/дм2.
Условия осаждения слоя Ni:
- раствор для никелирования (ванна Уатта): 300 г/л сульфата никеля, 45 г/л хлорида никеля и 35 г/л борной кислоты (рН: 3,9),
- температура электролита: 50°,
- плотность тока: 8 А/дм2.
Условия осаждения слоя Sn:
- электролит для осаждения слоя Sn: 50 г/л Sn2+ и 120 мл/л свободной кислоты, коммерчески поставляемый Uemura & Co., Ltd. под торговым названием TYNADES GHS-51 (рН 0,2),
- анод: Sn пластины,
- температура раствора: 35°С,
- плотность тока: 10 А/дм2.
Кроме того, толщину осажденного слоя Ni и толщину осажденного слоя Sn измеряют в соответствии со следующим методом. Результаты приведены в таблице 1.
Способ измерения толщины осажденного слоя Ni и толщины осажденного слоя Sn.
Толщину осажденного слоя Ni и толщину осажденного слоя Sn измеряют в соответствии с "Методом электролитических испытаний", представленным в JIS Н8501 с использованием прибора для измерения толщины гальванического покрытия производства Chuo Seisakusho, Ltd.
Далее в качестве свойства испытуемого образца, на котором был сформирован осажденный слой Sn, который получен ранее, определяют максимальное контактное сопротивление и коэффициент трения испытуемого образца во время проведения испытания на трение при небольшом проскальзывании, в соответствии со следующими методами. Результаты приведены в таблице 1.
Максимальное контактное сопротивление во время проведения испытания на трение при небольшом проскальзывании.
Моделированием электрических контактных частей в электромонтажном соединительном элементе, оценивают изменение контактного сопротивления между материалами на проскальзывающей части с помощью тестера скольжения производства Kabushikikaisha Yamasaki Seiki Kenkyusho.
Сначала пластинчатый испытательный образец (образец для испытания, входящий в другую деталь) вырезают из образца, на котором сформирован осажденный слой Sn, и образец для испытания фиксируют на горизонтальном столе. Полусферический испытательный образец (объемлющий образец для испытания, имеющий диаметр 1,5 мм) вырезают из того же образца, на котором был сформирован осажденный слой Sn, как указано выше, и объемлющий образец для испытания насаживают на образец для испытания, входящий в другую деталь, для контакта образца для испытания, входящего в другую деталь, с объемлющим образцом для испытания. После этого используют нагрузку 2,0 Н к объемлющему образцу для испытания с помощью упругой пружины, чтобы толкать образец для испытания, входящий в другую деталь. Постоянный ток пропускают между образцом для испытания, входящим в другую деталь, и объемлющим образцом для испытания. Образец для испытания, входящий в другую деталь, перемещается в горизонтальном направлении (путь трения: 50 мкм, частота трения: 1,0 Гц) с помощью шагового двигателя определяют максимальное контактное сопротивление четырехполюсным методом, пока число проскальзываний не достигло 2000 при напряжении 20 мВ и токе 10 мА в незамкнутой цепи. Критерий приемки определяется тем, что максимальное контактное сопротивление было 100 мОм или менее до достижения числа проскальзываний 2000.
Коэффициент трения
Испытуемый образец, имеющий длину 40 мм и ширину 40 мм, вырезают из образца, на котором сформирован осажденный слой Sn. С использованием шарика из нержавеющей стали, имеющим диаметр 10 мм, коэффициент динамического трения испытуемого образца определяют по фрикционному износу с помощью прибора производства Rhesca Co., Ltd. при нагрузке 4 Н, радиусе 7,5 мм и скорости вращения 12,7 об/мин после 50 оборотов шарика. Критерий приемки задают таким, чтобы коэффициент динамического трения составлял 0,3 или менее.
Пример 10
Испытуемый образец, на котором сформирован осажденный слой Sn, изготавливают таким же способом, что и в примере 1, за исключением того, что условия осаждения Ni, используемые в примере 1, заменяют на следующие условия.
Условия осаждения Ni:
- электролит для осаждения Ni (ванна Уатта + блескообразователь): 300 г/л сульфата никеля, 45 г/л хлорида никеля, 35 г/л борной кислоты (рН 3,9), 2 г/л натриевой соли сахарина и 0,2 г/л 2-бутен-1,4-диола,
- температура электролита: 50°С,
- плотность тока: 8 А/дм2.
Далее, в качестве свойств испытуемого образца, на котором сформирован осажденный слой Sn, который получен выше, проверяют максимальное контактное сопротивление и коэффициент трения испытуемого образца во время проведения испытаний на трение при проскальзывании, как описано выше. Результаты приведены в таблице 1.
Пример 11
Испытуемый образец, на котором сформирован осажденный слой Sn, изготавливают таким же способом, что и в примере 1, за исключением того, что пластину из медного сплава, имеющую толщину 0,2 мм, изготовленного Kobe Steel, Ltd. под артикулом изделия САС60, используют вместо пластины из нержавеющей стали примера 1.
Затем, в качестве свойств испытуемого образца, на котором сформирован осажденный слой Sn, который получен выше, проверяют максимальное контактное сопротивление и коэффициент трения испытуемого образца во время проведения испытаний на трение при проскальзывании, как описано выше. Результаты приведены в таблице 1.
Сравнительный пример 6
Испытуемый образец, на котором сформирован осажденный слой Sn, изготавливают таким же способом, что и в примере 1, за исключением того, что условия осаждения Ni, используемые в примере 1, заменяют на следующие условия.
Условия осаждения Ni:
- электролит для осаждения Ni (ванна Уатта): 300 г/л сульфата никеля, 45 г/л хлорида никеля, 35 г/л борной кислоты (рН 3,9),
- температура электролита: 50°С,
- плотность тока: 2 А/дм2.
Затем, в качестве свойств испытуемого образца, на котором сформирован осажденный слой Sn, который получен выше, проверяют максимальное контактное сопротивление и коэффициент трения испытуемого образца во время проведения испытаний на трение при проскальзывании, как описано выше. Результаты приведены в таблице 1.
Сравнительный пример 7
Испытуемый образец, на котором сформирован осажденный слой Sn, изготавливают таким же способом, что и в примере 1, за исключением того, что условия осаждения Ni, используемые в примере 1, заменяют на следующие условия.
Условия осаждения Ni:
- электролит для осаждения Ni (хлоридная ванна): 300 г/л хлорида никеля, 35 г/л борной кислоты (рН 3,9),
- температура электролита: 50°С,
- плотность тока: 2 А/дм2.
Затем, в качестве свойств испытуемого образца, на котором сформирован осажденный слой Sn, который получен выше, проверяют максимальное контактное сопротивление и коэффициент трения испытуемого образца во время проведения испытаний на трение при проскальзывании, как описано выше. Результаты приведены в таблице 1.
Сравнительный пример 8
Пластину из медного сплава, имеющую толщину 0,2 мм, используют вместо пластины из нержавеющей стали, и пресс-форму, на которой сформирован мелкий вогнуто-выпуклый профиль формы с постоянным шагом, прижимают к поверхности пластины из медного сплава способом, описанным в JP 2011-204617, чтобы провести обработку для придания шероховатости для получения пластины из медного сплава, имеющей вогнуто-выпуклую форму. Среднюю глубину профиля шероховатости R и среднюю ширину RSm вогнуто-выпуклого профиля полученной пластины из медного сплава, имеющей вогнуто-выпуклую форму, определяют тем же способом, как описано выше. Результаты приведены в таблице 1.
Затем проводят осаждение Cu на пластину из медного сплава, имеющую вогнуто-выпуклый профиль, полученную ранее, при следующих условиях осаждения Cu. После этого осаждение Sn на вышеуказанную пластину с Cu покрытием, осуществляют таким же образом, что и в примере 1, для получения испытуемого образца, на котором сформирован осажденный слой Sn. После этого образец для испытания, на котором сформирован осажденный слой Sn, который получен ранее, подвергают оплавлению при температуре 280°С в течение 10 секунд.
Условия осаждения Cu:
- электролит для осаждения Cu (ванна сульфата меди): 200 г/л сульфата меди и 45 г/л серной кислоты,
- температура электролита: 30°С,
- плотность тока: 15 А/дм2,
- толщина осажденного слоя Cu: 0,15.
Эта пластина из сплава меди не является пластиной, имеющей поверхность, на которой сформирован осажденный слой Ni, а является пластиной, имеющей поверхность, на которой сформирован осажденный слой Cu. Соответственно, колонка осажденный слой Ni, описанного в таблице 1, представляет толщину осажденного слоя Cu, глубину рельефа R на поверхности металлической пластины, на которой сформирован осажденный слой Cu, и среднюю ширину RSm на поверхности осажденного слоя Cu.
Затем, в качестве свойства испытуемого образца, на котором сформирован осажденный слой Sn, который получен выше, определяют максимальное контактное сопротивление и коэффициент трения испытуемого образца во время проведения испытания на трение при небольшом проскальзывании, как описано выше. Результаты приведены в таблице 1.
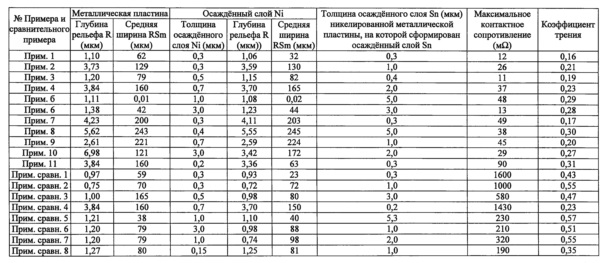
Из результатов, приведенных в таблице 1, можно видеть, что испытуемый образец, полученный в каждом примере, имеет низкий коэффициент трения и незначительное повышение максимального контактного сопротивления даже при повторяющемся небольшом проскальзывании соединительного элемента. Так как пластины из медного сплава, который мягче, чем нержавеющая сталь, используется в качестве основного материала в испытуемом образце, полученном в примере 11, можно видеть, что испытуемый образец имеет немного больший коэффициент трения и максимальное контактное сопротивление, чем испытуемые образцы, полученные в примерах 1-10.
Напротив, испытуемый образец, полученный в каждом сравнительном примере, имеет большой коэффициент трения и повышенное максимальное контактное сопротивление при повторяющемся небольшом проскальзывании соединительного элемента. Кроме того, так как каждый испытуемый образец, полученный в сравнительных примерах 1-3, 6-7 имеет небольшую среднюю глубину профиля шероховатости R после формирования осажденного слоя Ni и Sn не остаются в вогнутой части осажденного слоя Ni, осажденный слой Ni истирается, и к тому же истирается металлическая пластина, которую использовали в качестве основного материала. В результате, максимальное контактное сопротивление повысилось. Так как испытуемый образец, полученный в сравнительном примере 4, не имеет осажденного слоя Sn с толщиной, достаточной для сохранения Sn в вогнутой части осажденного слоя Ni, максимальное контактное сопротивление увеличилось. Кроме того, что касается испытуемого образца, полученного в сравнительном примере 5, хотя осажденный слой Sn оставался в вогнутой части осажденного слоя Ni, так как осажденный слой Sn был толстым, образовывался оксид Sn при небольшом проскальзывании и таким образом максимальное контактное сопротивление было увеличено.
Кроме того, так как пластина из мягкого сплава меди использовалась в качестве основного материала в испытуемом образце, полученном обычным способом в сравнительном примере 8, слой сплава Cu-Sn, который был тонким, твердая и хрупкая пленка легко истиралась и коэффициент трения испытуемого образца повышался после истирания слоя сплава Cu-Sn. После истирания слоя сплава Cu-Sn, максимальное контактное сопротивление было увеличено, так как истиралась пластина из сплава меди при увеличении числа проскальзываний.
Промышленная применимость
Материал для соединительного элемента по настоящему изобретению, как ожидается, будет использоваться, например, в электрических контактных элементах, таких как разъем, рамки с внешними выводами и жгутах проводов, которые используются в электроизмерительных приборах, электронных приборах и т.п.
Изобретение относится к области гальванотехники и может быть использовано в электрических контакт-деталях, таких как разъем, выводная рамка, вилка пучка, используемых в электрических и электронных приборах. Материал для электрического соединительного элемента, используемый в качестве исходного материала для соединительного элемента, содержит металлическую пластину, на поверхность которой осажден слой никеля, средняя глубина профиля шероховатости R которого составляет 1,0 мкм или более в по меньшей мере одном направлении на поверхности осажденного слоя никеля, и осажденный слой олова, имеющий толщину 0,3-5,0 мкм, сформированный на осажденном слое никеля металлической пластины. Материал соединительного компонента позволяет уменьшить трение и свести к минимуму истирание материала, когда соединительный компонент, такой как клемма электрического разъема, подключается, и повысить надежность стабильного электрического соединения. 1 з.п. ф-лы, 1 табл., 19 пр.
1. Материал для электрического соединительного элемента, используемый в качестве исходного материала для соединительного элемента, содержащий металлическую пластину, на поверхность которой осажден слой никеля, средняя глубина профиля шероховатости R которого составляет 1,0 мкм или более в по меньшей мере одном направлении на поверхности осажденного слоя никеля, и осажденный слой олова, имеющий толщину 0,3-5,0 мкм, сформированный на осажденном слое никеля металлической пластины.
2. Материал по п. 1, в котором средняя ширина RSm глубины впадины и высоты пика, существующих на поверхности осажденного слоя никеля, составляет в пределах более 0 мкм и 200 мкм или менее в том же направлении, что и направление средней глубины профиля шероховатости R поверхности осажденного слоя никеля, сформированного на металлической пластине.
| JP 2008269999 A, 06.11.2008 | |||
| КОНТАКТНОЕ ПОКРЫТИЕ МАГНИТОУПРАВЛЯЕМЫХ КОНТАКТОВ | 2004 |
|
RU2279149C1 |
| JP 2007258156 A, 04.10.2007 | |||
| JP 4160200 A, 03.06.1992. | |||

