ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение в общем относится к металлическим покрытиям и более конкретно к системе и способу для нанесения поверхностного покрытия на композитное изделие.
УРОВЕНЬ ТЕХНИКИ
Композитные структуры имеют самое разнообразное применение. В самолетостроении композиты применяются в увеличивающихся количествах для формирования фюзеляжа, крыльев и других компонентов самолета. В ходе эксплуатации самолета, крылья подвергаются многочисленным воздействиям окружающей среды. Например, в ходе полета, когда самолет движется вперед с высокой скоростью, передняя кромка крыльев может подвергаться воздействию дождя или других форм влаги. Кроме того, самолет, включая крылья, может подвергаться удару молнии.
Обычные способы защиты композитной передней кромки от воздействия дождя включают крепление защитных металлических полосок над передней кромкой. К сожалению, присоединение металлической полоски к композитному крылу является время - затратным и трудоинтенсивным процессом, требующим большое количество механических крепежей. Большое количество крепежей может увеличивать общую массу самолета. Кроме того, в ходе может потребоваться оснащение специализированными инструментами для поддержания положения металлической полосы. Кроме того, крепежи, которые устанавливаются по поверхности внешней обтекаемой линии (OML) передней кромки крыла, могут нарушать течение воздушного потока по поверхности OML. Нарушение потока воздуха может привести к тому, что поток воздуха, текущий по крыльям, станет турбулентным, приводя к увеличению аэродинамического лобового сопротивления и соответствующему уменьшению эффективности расхода топлива самолетом.
Кроме того, металлический материал, такой как металлический лист, как правило, является формируемым в форму с искривлением в одном направлении путем изгибания металлического листа, применяя относительно низкозатратную обработку. Однако передняя кромка крыла может иметь одну или более областей сложной кривизны вдоль длины передней кромки. Способ формирования металлической эрозионной полоски для соответствия сложной кривизне передней кромки крыла может потребовать сложного оборудования для формирования металла, что может повысить общую стоимость и сложность бокового крыла.
В отношении защиты от удара молнии, композитные материалы, как правило, имеют низкую электрическую проводимость с ограниченной способностью рассеивать электрическую энергию от удара молнии. Металлические листы, прикрепленные к поверхности композитной структуры, могут обеспечить некоторую защиту в случае удара молнии, путем рассеивания электрической энергии. К сожалению, крепление металлических листов по поверхности композитного крыла для защиты от удара молнией может иметь некоторые недостатки, связанные с крепление металлической полоски по передней кромке крыла для защиты от эрозии.
Как можно увидеть, в данной области техники существует потребность в способе обеспечения металлического слоя на композитной потребности без необходимости в металлическом креплении отдельного металлического листа к композитному изделию. Кроме того, в данной области техники существует потребность в способе обеспечения металлического слоя на поверхности со сложной кривизной, чтобы избежать необходимости в сложном оборудовании для формования металла. Кроме того, в данной области техники существует потребность в способе обеспечения металлического слоя, который может защитить композитную структуру от эрозии, удара молнии и других эффектов.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Вышеуказанные потребности, связанные с известными из уровня техники способами обеспечения металлического слоя поверх композитной поверхности, уменьшаются посредством настоящего изобретения, которое обеспечивает способ формирования поверхностного покрытия на композитном изделии. Способ может включать нанесение термического напыления на поверхность инструмента, таким образом, чтобы сформировать поверхностное покрытие с раскрепляемой связью с поверхностью инструмента и с суммарным остаточным напряжением, которое по существу эквивалентно по величине прочности сцепления покрытия с инструментом. Способ может дополнительно включать нанесение композитного материала поверх поверхностного покрытия, отверждение композитного материала с формированием композитного изделия и удаление отвержденного композитного изделия из инструмента, таким образом, чтобы отделить поверхностное покрытие от поверхности инструмента и оставить поверхностное покрытие с отвержденным композитным изделием.
Другим вариантом выполнения настоящего изобретения является способ металлизации в форме композитного изделия. Способ может включать нанесение первого термического напыления на поверхность инструмента, для того чтобы сформировать часть покрытия со стороны инструмента, имеющего раскрепляемую связь с поверхностью инструмента. Способ может также включать нанесение второго термического напыления на часть покрытия со стороны инструмента, для того чтобы сформировать часть покрытия со стороны инструмента, постоянно связанную с частью покрытия со стороны инструмента. Кроме того, способ может включать нанесение композитного материала поверх части покрытия со стороны детали, помещение в вакуум композитного материла, уменьшение вязкости смолы в композитном материале, для того чтобы смола вводилась с частью покрытия со стороны детали, и отверждение композитного материала при заданной температуре и заданном давлении с получением отвержденного композитного изделия, постоянно связанного с частью покрытия со стороны детали. Способ может дополнительно включать выемку отвержденного композитного изделия и удаление отвержденного композитного изделия из инструмента, так что часть покрытия со стороны инструмента отделяется от поверхности инструмента и удерживается с частью покрытия со стороны детали на отвержденном композитном изделии.
Кроме того, в описании настоящего изобретения раскрываются варианты выполнения настоящего изобретения в соответствии со следующими пунктами:
Пункт 1. Способ формирования поверхностного покрытия на композитном изделии, включающий следующие стадии:
нанесение термического напыления на поверхность инструмента, так чтобы сформировать поверхностное покрытие, имеющее раскрепляемую связь с поверхностью инструмента и с суммарным остаточным напряжением, которое по существу эквивалентно по величине прочности сцепления покрытия с инструментом;
нанесение композитного материала поверх поверхностного покрытия;
отверждение композитного материала с формированием отвержденного композитного изделия и
удаление отвержденного композитного изделия из инструмента, так чтобы отделить поверхностное покрытие от поверхности инструмента и оставить поверхностное покрытие с отвержденным композитным изделием.
Пункт 2. Способ по пункту 1, согласно которому стадия нанесения термического напыления содержит:
нанесение первого термического напыления с формированием части покрытия со стороны инструмента поверхностного покрытия, причем часть покрытия со стороны инструмента имеет раскрепляемую связь с поверхностью инструмента; и
нанесение второго термического напыления с формированием части покрытия со стороны детали поверхностного покрытия, причем композитный материал наносят поверх части покрытия со стороны детали.
Пункт 3. Способ по пункту 2, согласно которому стадия нанесения термического напыления содержит:
нанесение первого термического напыления с применением высокоскоростного кислородотопливного устройства.
Пункт 4. Способ по пункту 2, согласно которому стадия нанесения термического напыления содержит:
нанесение второго термического напыления с применением по меньшей мере одного из устройства плазменного распыления, высокоскоростного кислородотопливного устройства и двухпроводного дугового устройства.
Пункт 5. Способ по пункту 2, согласно которому поверхностное покрытие имеет суммарное остаточное напряжение, которое является результатом остаточного напряжения части покрытия со стороны инструмента и части покрытия со стороны детали, причем стадии нанесения первого термического напыления и второго термического напыления содержат:
регулировку по меньшей мере одного параметра процесса таким образом, что остаточное напряжение в части покрытия со стороны инструмента нейтрализует остаточное напряжение в части покрытия со стороны детали на величину, вызывающую по существу эквивалентность суммарного остаточного напряжения и прочности сцепления покрытия с инструментом.
Пункт 6. Способ по пункту 5, согласно которому стадия регулировки по меньшей мере одного параметра процесса содержит:
определение остаточного напряжения по меньшей мере в одной из части покрытия со стороны инструмента и части покрытия со стороны детали посредством следующего:
напыление покрытия на подложку;
измерение изменения кривизны подложки в ответ на напыление покрытия на подложку;
определение напряжения осаждения в покрытии после осаждения на подложку;
определение теплового напряжения в подложке в ходе охлаждения покрытия на основании разницы между коэффициентом теплового расширения (СТЕ) покрытия и коэффициентом теплового расширения подложки;
вычисление остаточного напряжения в покрытии на основе напряжения осаждения и теплового напряжения и
итеративную регулировку по меньшей мере одного параметра процесса и вычисление остаточного напряжения до тех пор, пока суммарное остаточное напряжение не будет по существу эквивалентно прочности сцепления покрытия с инструментом.
Пункт 7. Способ по пункту 5, согласно которому регулировки по меньшей мере одного параметра процесса содержит:
регулировку по меньшей мере одного параметра процесса до тех пор, пока поверхностное покрытие не будет иметь суммарное остаточное напряжение, которое по существу уравновешено с напряжением укладки слоев в отвержденном композитном изделии, и суммарное остаточное напряжение не станет по существу эквивалентно по величине прочности сцепления покрытия с инструментом.
Пункт 8. Способ по пункту 5, согласно которому регулировки по меньшей мере одного параметра процесса содержит регулировку по меньшей мере одного из параметра напыления и характеристики инструмента.
Пункт 9. Способ по пункту 8, согласно которому параметр напыления содержит по меньшей мере одно из газодинамических характеристик пламени и характеристик сырья.
Пункт 10. Способ по пункту 8, согласно которому характеристика инструмента содержит по меньшей мере одно из следующего:
материал инструмента, СТЕ инструмента, шероховатость поверхности инструмента, толщину инструмента и температуру инструмента.
Пункт 11. Способ по пункту 1, согласно которому стадия нанесения термического напыления содержит:
осаждение поверхностного покрытия при температуре покрытия, которая способствует адгезии поверхности инструмента таким образом, что поверхностное покрытие остается прикрепленным к поверхности инструмента входе укладки композитного материала и отделяется от поверхности инструмента входе удаления отвержденного композитного изделия из инструмента.
Пункт 12. Способ по пункту 1, согласно которому стадия нанесения термического напыления содержит:
формирование поверхностного покрытия с частью покрытия со стороны детали, имеющей текстуру поверхности, которая грубее, чем текстура поверхности части покрытия со стороны инструмента поверхностного покрытия.
Пункт 13. Способ по пункту 1, согласно которому стадия нанесения термического напыления включает:
формирование поверхностного покрытия с частью покрытия со стороны детали, имеющей пористость, которая меньше, чем пористость части покрытия со стороны инструмента поверхностного покрытия.
Пункт 14. Способ по пункту 1, согласно которому стадия нанесения термического напыления включает: формирование поверхностного покрытия с частью покрытия со стороны инструмента, имеющей плотность, которая больше, чем плотность части покрытия со стороны детали поверхностного покрытия.
Пункт 15. Способ по пункту 1, согласно которому стадия нанесения термического напыления включает:
формирование поверхностного покрытия с частью покрытия со стороны инструмента и частью покрытия со стороны детали; и причем по меньшей мере одна из части покрытия со стороны инструмента и части покрытия со стороны детали имеет толщину от около 0,0005 до около 0,10 дюймов (от около 0,013 мм до около 2,54 мм).
Пункт 16. Способ по пункту 1, согласно которому поверхностное покрытие содержит металлическое покрытие поверхности.
Пункт 17. Способ по пункту 1, согласно которому поверхностное покрытие содержит керамическое покрытие поверхности.
Пункт 18. Способ по пункту 13, согласно которому стадия нанесения термического напыления включает: нанесение термического напыления с применением устройства плазменного распыления с формированием керамического покрытия поверхности.
Пункт 19. Композитное изделие с поверхностным покрытием, сформированным способом по пункту 1.
Пункт 20. Способ металлизации в форме композитного изделия, включающий следующие стадии:
нанесение первого термического напыления на поверхность инструмента таким образом, чтобы сформировать часть бокового покрытья инструмента, имеющую раскрепляемую связь с поверхностью инструмента;
нанесение второго термического напыления на часть покрытия со стороны инструмента таким образом, чтобы сформировать часть покрытия со стороны детали, постоянно связанную с частью покрытия со стороны инструмента;
нанесение композитного материала поверх части покрытия со стороны детали;
вакуумная упаковка композитного материала;
уменьшение вязкости смолы в композитном материале таким образом, что смола входит в часть покрытия со стороны детали;
отверждение композитного материала при предопределенной температуре и предопределенном давлении с получением отвержденного композитного изделия, постоянно связанного с частью покрытия со стороны детали;
выемка отвержденного композитного изделия и
удаление отвержденного композитного изделия из инструмента, так что часть покрытия со стороны инструмента отделяется от поверхности инструмента и остается с частью покрытия со стороны детали на отвержденном композитном изделии.
Рассмотренные признаки, характеристики и преимущества независимо могут быть достигнуты при различных вариантах выполнения настоящего изобретения или могут быть объединены в других вариантах выполнения настоящего изобретения, подробное описание настоящего изобретения приводится далее и иллюстрируется посредством приведенных далее чертежей.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Эти и другие признаки настоящего изобретения станут более очевидными со ссылкой на чертежи, где подобные номера означают подобные части и где:
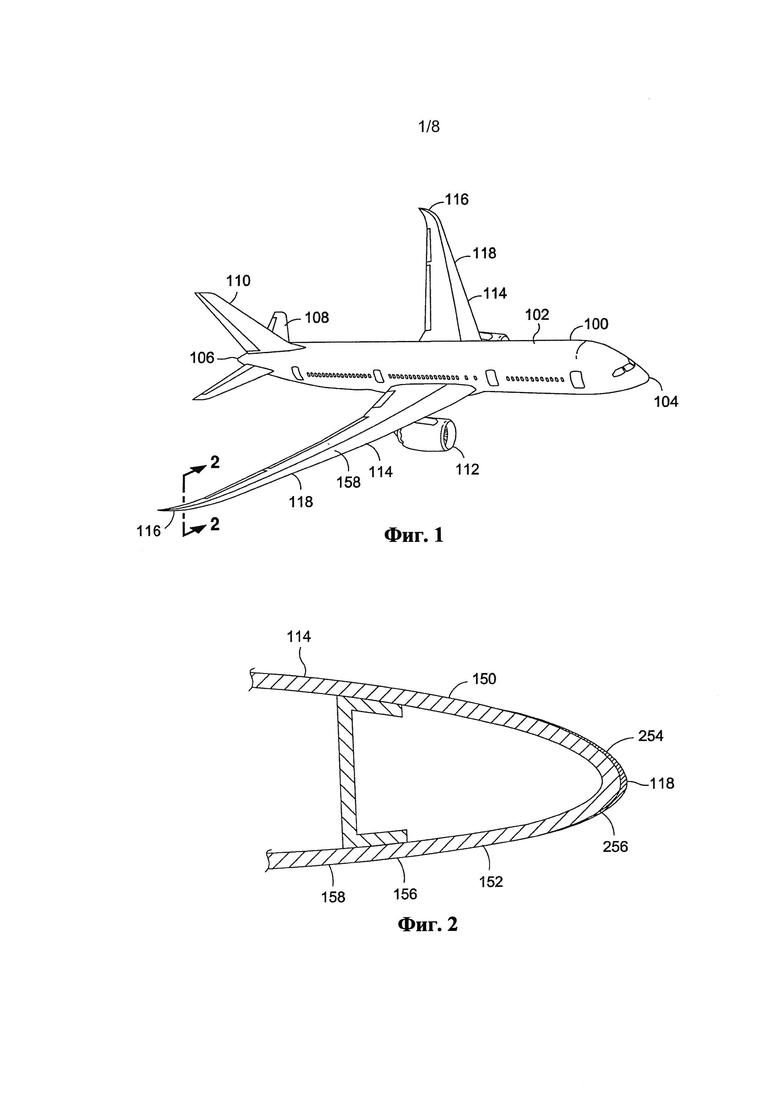
Фиг. 1: вид самолета в перспективе;
Фиг. 2: вид в разрезе части композитного крыла вдоль линии 2 на Фиг, 1 с иллюстрацией металлического поверхностного покрытия, нанесенного поверх передней кромки крыла композитной обшивки крыла;
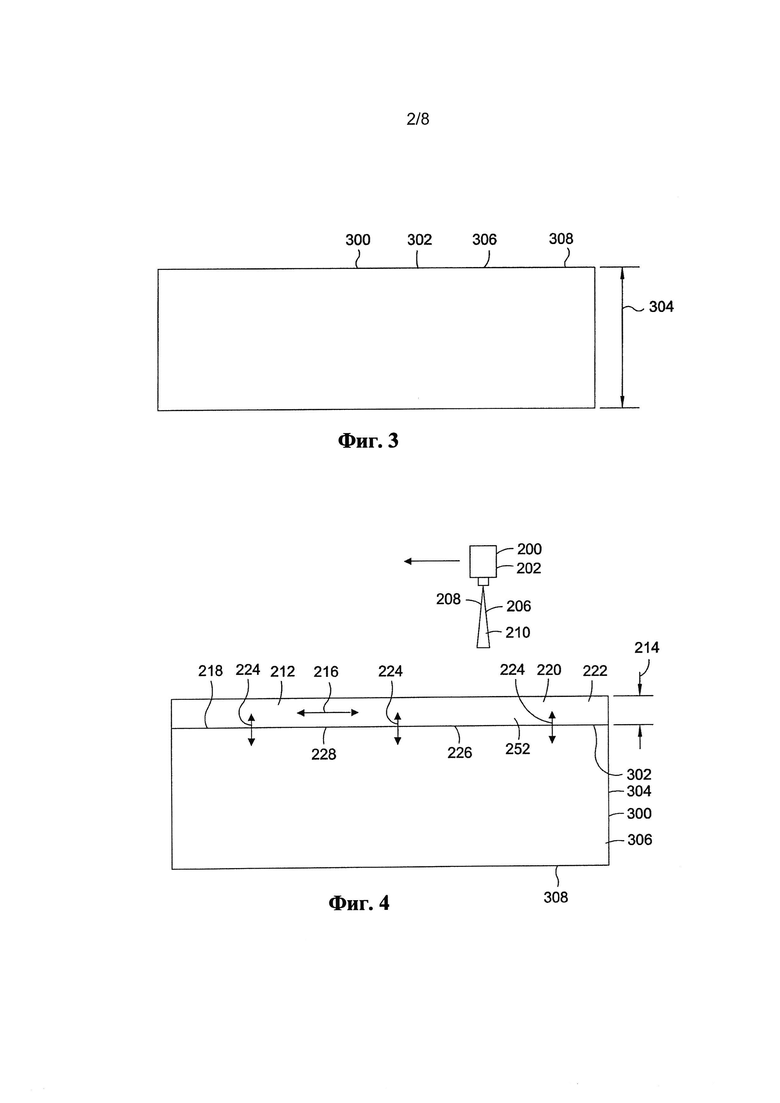
Фиг. 3: схематический вид сбоку инструмента, имеющего поверхность инструмента, поверх которой может быть нанесено поверхностное покрытие в ходе процесса in-situ для металлизации в форме композитного изделия;
Фиг. 4: схематический вид сбоку инструмента, иллюстрирующий нанесение первого термического напыления с формированием части боковой поверхности инструмента поверх поверхности инструмента в ходе процесса металлизации в форме для формирования поверхностного покрытия на композитном изделии;
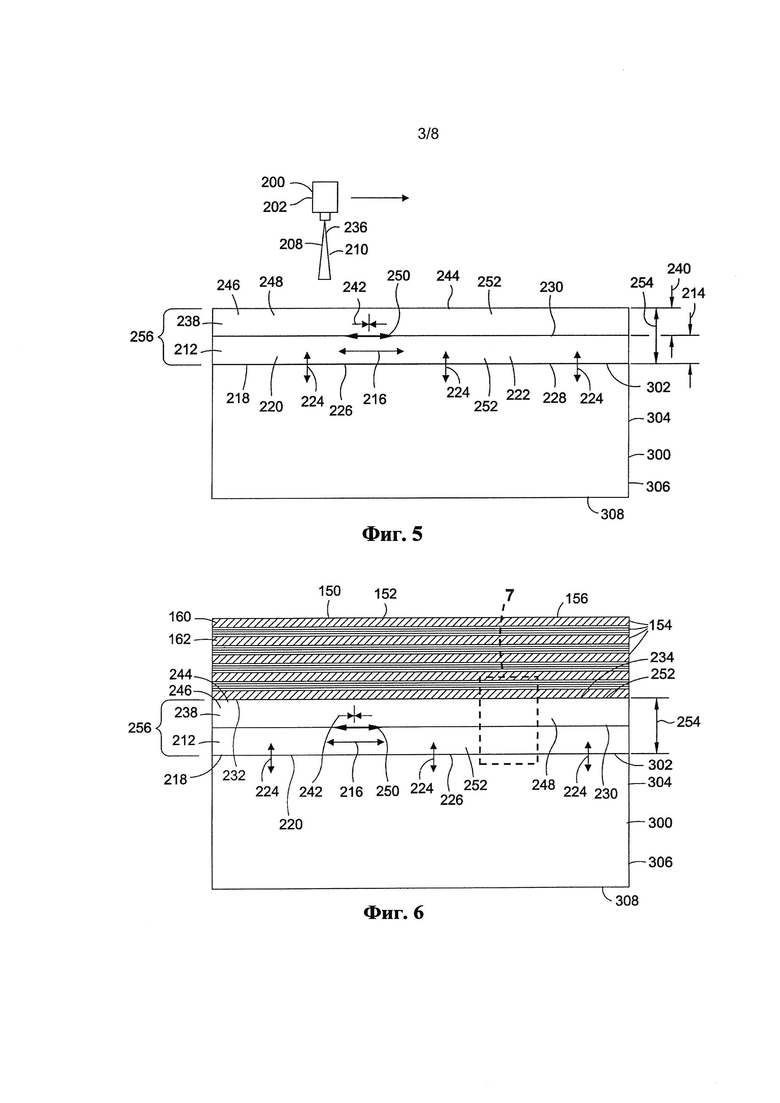
Фиг. 5: схематический вид сбоку инструмента, иллюстрирующий нанесение второго термического напыления с формированием части покрытия со стороны детали поверх части покрытия со стороны инструмента в ходе процесса металлизации в форме для формирования поверхностного покрытия на композитном изделии;
Фиг. 6: схематический вид сбоку нанесения композитного материала поверх части покрытия со стороны детали в ходе процесса металлизации в форме для формирования поверхностного покрытия на композитном изделии;
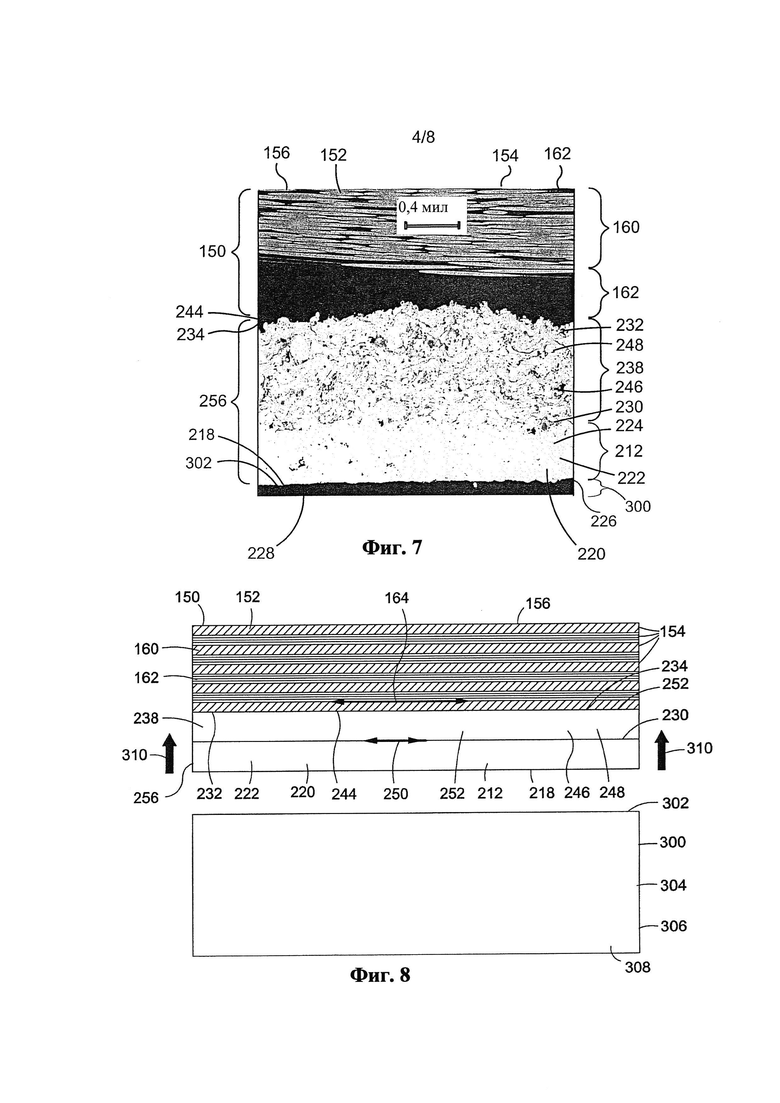
Фиг. 7: поперечное сечение поверхностного покрытия, содержащее плотную гладкую часть покрытия со стороны инструмента, раскрепляемо связанную с поверхностью инструмента, и пористую часть покрытия со стороны детали, имеющую относительно грубую текстуру поверхности для связывания со слоем эпоксидной смолы композитного изделия;
Фиг. 8: схематический вид сбоку удаления отвержденного композитного изделия из инструмента, таким образом, что часть покрытия со стороны инструмента отделяется от поверхности инструмента и остается с частью покрытия со стороны детали на отвержденном композитном изделии;
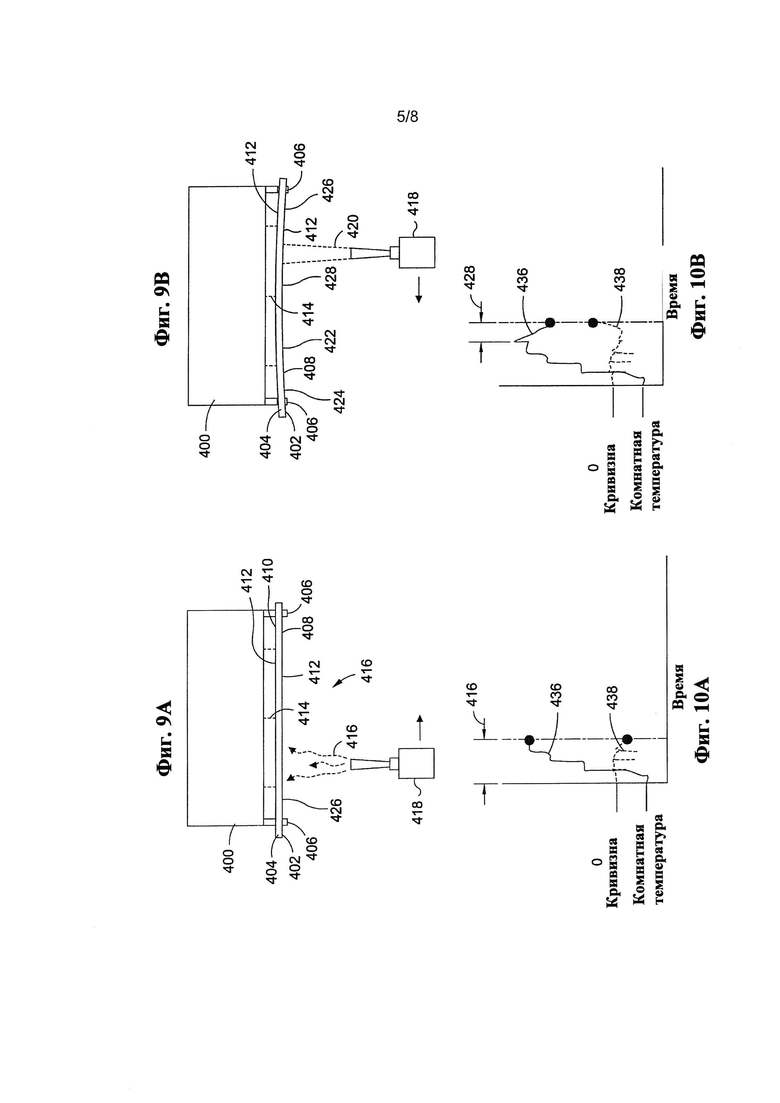
Фиг. 9А: схематический вид сверху инструмента для измерения кривизны в ходе стадии предварительного нагревания, где инструмент для измерения кривизны включает подложку, поверх которой может наноситься покрытие, для измерения параметров процесса, как может применяться для измерения остаточного напряжения в покрытиии;
Фиг. 9В: схематический вид сверху инструмента для измерения кривизны в ходе начальной адгезии посредством устройства термического напыления для нанесения первоначального слоя покрытия поверх подложки;
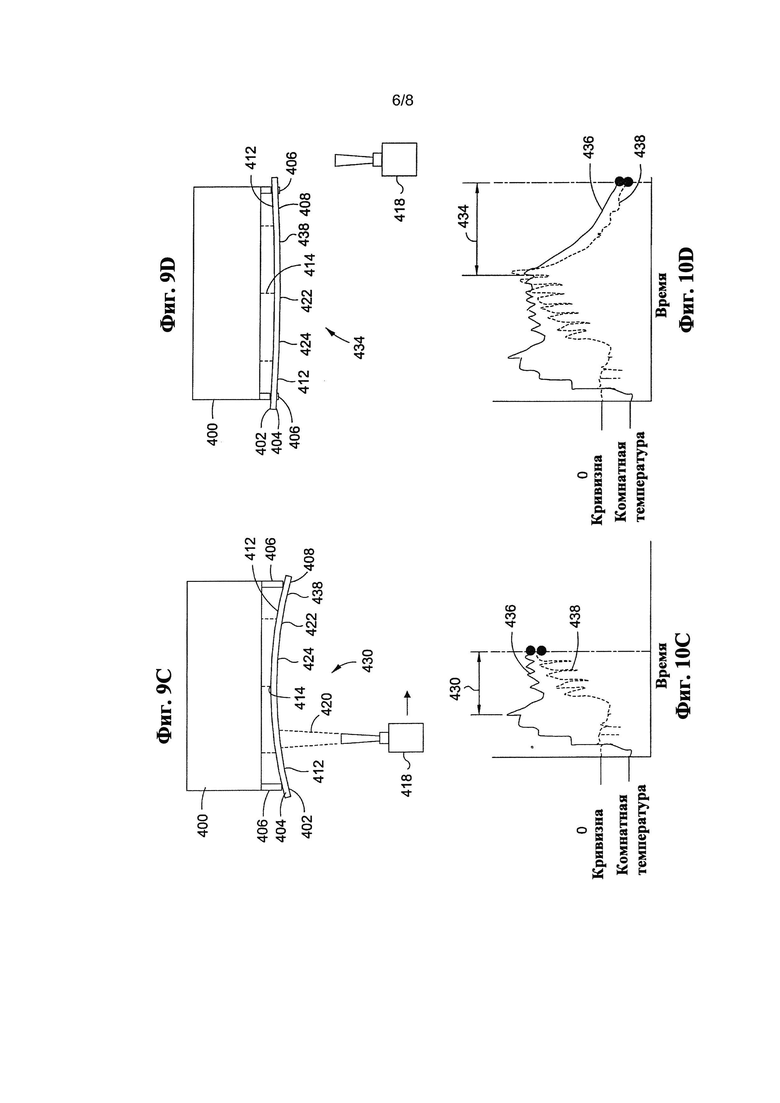
Фиг. 9С: схематический вид сверху инструмента для измерения кривизны, иллюстрирующая развитие остаточного напряжения в покрытии в ходе нанесения последовательных слоев покрытия;
Фиг. 9D: схематический вид сверху инструмента для измерения кривизны, иллюстрирующая стадию охлаждения или возможность подложки и покрытия охладиться до комнатной температуры;
Фиг. 10А: график кривизны подложки и температуры покрытия в зависимости от времени в ходе стадии предварительного нагревания;
Фиг. 10В: график кривизны подложки и температуры покрытия в зависимости от времени в ходе начальной адгезии;
Фиг. 10С: график кривизны подложки и температуры покрытия в зависимости от времени в ходе стадии развития остаточного напряжения;
Фиг. 10D: график кривизны подложки и температуры покрытия в зависимости от времени в ходе стадии охлаждения;
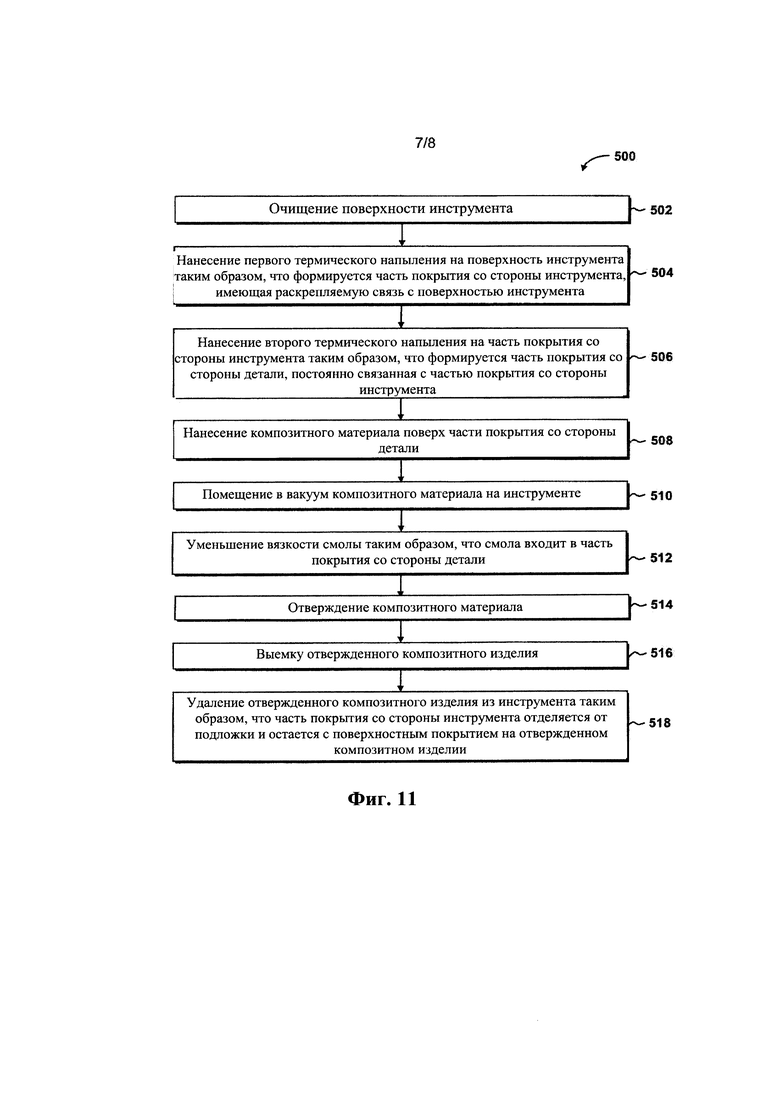
Фиг. 11: технологическая схема, включающая одну или больше операций, которые могут участвовать в формировании трубной части;
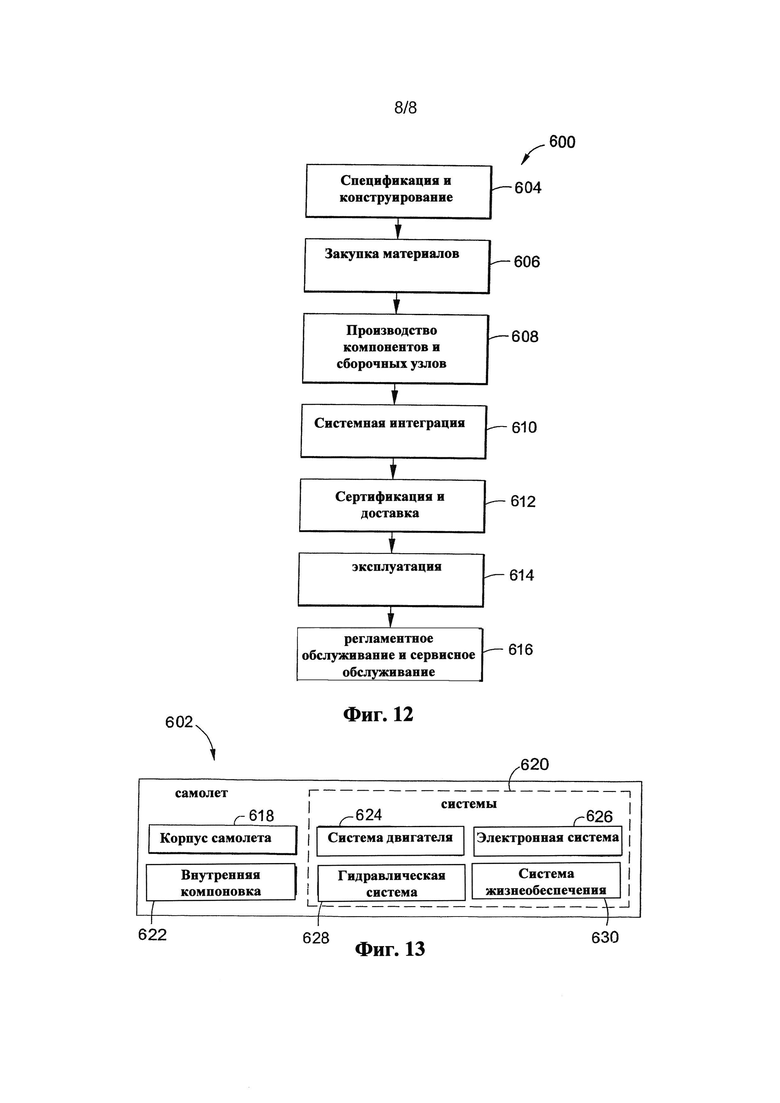
Фиг. 12: технологическая схема работы самолета и способа получения; и
Фиг. 13: блок-схема самолета.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Ссылаясь на чертежи, которые приведены с целью иллюстрации различных вариантов выполнения настоящего изобретения, на Фиг. 1 показан самолет 100, имеющий фюзеляж 102, простирающийся от носовой части 104 до хвостового оперения 106 самолета 100. Хвостовое оперение 106 может включать одну или более поверхностей хвостового оперения, как например горизонтальный стабилизатор 108, вертикальный стабилизатор 110, и одна или более подвижных плоскостей управления для ориентирования по направлению самолета 100. Самолет 100 может дополнительно включать пару крыльев 114, каждое из которых имеет переднюю кромку 118 и заднюю кромку крыла и необязательно включает законцовку 116 крыла. Самолет 100 может дополнительно включать одну или более силовых установок 112, которые могут быть смонтированы с крыльями 114.
Со ссылкой на Фиг. 2, самолет 100 может включать одну или более композитных структур 152, как например крылья 114, которые могут быть сформированы из композитных материалов 156. Например, каждое крыло 114 может состоять из композитных панелей обшивки и может включать внутренние профили усиления, такие как лонжероны и/или нервюры, которые могут быть также сформированы из композитного материала 156 и которые могут повышать прочность и жесткость крыла 114 и поддерживать аэродинамическую форму крыла 114. Предпочтительно, одна или более композитных структур 152 самолета 100 могут быть снабжены поверхностным покрытием 256, как например поверхностным покрытием 256, которое может наноситься на переднюю кромку крыла 114 или законцовку 116 крыла, как показано на Фиг. 2.
Как показано на Фиг. 3-8 и описано ниже, поверхностное покрытие 256 может быть сформировано из композитной структуры 152, применяя процесс покрытия в форме или способ, как описано в настоящей заявке, где поверхностное покрытие 256 может наноситься в виде термического напыления на по меньшей мере часть поверхности 302 инструмента 300, который может быть предназначен для отверждения композитной структуры 152. После термического напыления покрытия на поверхность 302 инструмента, композитный материал 156 может наноситься поверх поверхностного покрытия 256 как часть обычного процесса формирования композитного материала 156. Композитный материал 156 может быть отвержден с формированием отвержденного композитного изделия 150.
Предпочтительно, поверхностное покрытие 256 наносится на инструмент 300 таким образом, что поверхностное покрытие 256 отделяется от поверхности 302 инструмента и удерживается с отвержденным композитным изделием 150, когда отвержденное композитное изделие 150 удаляется из инструмента 300. Отделение поверхностного покрытия 256 от поверхности 302 инструмента достигается посредством формирования поверхностного покрытия 256 с суммарным остаточным напряжением 250, которое по существу эквивалентно по величине прочности 224 сцепления покрытия с инструментом между поверхностным покрытием 256 и поверхностью 302 инструмента.
Таким образом, поверхностное покрытие 256 может оставаться прикрепленным к поверхности 302 инструмента в ходе нанесения (например, прикрепления) композитного материала 156, и поверхностное покрытие 256 отделяется от поверхности 302 инструмента и может удерживаться с отвержденным композитным изделием 150, когда отвержденное композитное изделие 150 удаляется из инструмента 300, как более подробно описывается далее.
Способ покрытия в форме может применяться для нанесения поверхностных покрытий 256 многообразия материалов на композитную структуру 152. Например, процесс покрытия в форме может применяться для нанесения металлического поверхностного покрытия 256 на композитную структуру 152. Кроме того, процесс покрытия в форме, описанный в настоящей заявке, может применяться для нанесения керамического поверхностного покрытия 256 на композитное изделие 150, или для нанесения многообразия альтернативных покрывающих материалов. Кроме того, процесс покрытия в форме может применяться для нанесения поверхностного покрытия 256 на любой тип структуры 152, без ограничения, и не ограничивает структурами самолетов.
Со ссылкой Фиг. 3 с дополнительной ссылкой на блок-схему на Фиг. 11, описывающей способ 500 формирования поверхностного покрытия 256, на Фиг. 3 показан схематический вид с боку инструмента 300, который может быть разработан для отверждения композитного изделия 150. Инструмент 300, показанный на Фиг. 3, представляет собой любой из многообразия инструментов с различными размерами, формами, контурами и конфигурациями инструментов, которые могут применяться для отверждения и/или консолидации композитного материала 156, ка например композитная укладка, с формированием отвержденного композитного изделия 150. Инструмент 300 может быть сформирован из материала, совместимого с отверждением и/или консолидацией композитного материала 156. Например, инструмент 300 может быть сформирован из материала на основе железа, такого как инвар или стали, или инструмент 300 может быть сформирован из алюминия или любого другого материала, который термически совместим с композитным материалом 156.
Инструмент 300 может включать поверхность 302 инструмента, поверх которой может наноситься поверхностное покрытие 256. Инструмент 300 может иметь толщину инструмента 304, которая может быть продиктована, в частности, величиной давления сжатия, которое может прикладываться к композитному материалу 156 от поверхности 302 инструмента в ходе консолидации композитного материала 156. Однако необходимо отметить, что способ формирования поверхностного покрытия 256, раскрытый в настоящей заявке, не ограничивается поверхностями инструментов 302 инструмента отверждения или консолидации 300. В этом отношении, поверхность 302 инструмента, раскрытая в описании настоящего изобретения, охватывает любую поверхность, без ограничения, поверх которой покрытие может наноситься после нанесения композитного материала 156 поверх покрытия. Стадия 502 способа 500 (Фиг. 11) может включать очищение поверхности 302 инструмента или другой поверхности для удаления загрязнений, таких как грязь, обломки, текучая среда, влага, конденсат, масло или любой другой поверхности, которая может неблагоприятно влиять на процесс покрытия в форме.
Со ссылкой на Фиг. 4, стадия 504 способа 500 (Фиг. 11) может включать нанесение термического напыления на поверхность 302 инструмента с формированием поверхностного покрытия 256 на поверхности 302 инструмента. Термическое напыление может наноситься таким образом, что поверхностное покрытие 256 формирует раскрепляемую связь 226 с поверхностью 302 инструмента. Как более подробно описывается ниже, после нанесения термического напыления на поверхность 302 инструмента, композитный материал 156 может наноситься поверх поверхностное покрытие 256 как часть нормального процесса укладки для формирования композитного изделия. Композитный материал 156 может затем отверждаться на инструменте 300 с формированием отвержденного композитного изделия 150. Благодаря раскрепляемой связи 226 между поверхностным покрытием 256 и поверхностью 302 инструмента, отвержденное композитное изделие 150 может быть удалено из инструмента 300, где поверхностное покрытие 256 отделяется от поверхности 302 инструмента и удерживается с отвержденным композитным изделием 150. В результате процесса нанесения термического напыления, как описано ниже, поверхностное покрытие 256 формируется с суммарным остаточным напряжением 250, которое по существу эквивалентно величине прочности 254 сцепления покрытия с инструментом, которая обеспечивает отделение поверхностного покрытия 256 от поверхности 302 инструмента, когда отвержденное композитное изделие 150 удаляется из инструмента 300.
В варианте выполнения настоящего изобретения, термическое напыление может наноситься в виде одинарного покрытия с формированием поверхностного покрытия 256 на поверхности 302 инструмента. Поверхностное покрытие 256 может включать часть 212 покрытия со стороны инструмента и часть 238 покрытия со стороны детали. Часть 212 покрытия со стороны инструмента может наноситься таким образом, чтобы формировать раскрепляемую связь 226 с поверхностью 302 инструмента. Часть 238 покрытия со стороны детали может наноситься поверх часть 212 покрытия со стороны инструмента. В варианте выполнения настоящего инструмента, термическое напыление может наноситься так, что часть 212 покрытия со стороны инструмента имеет относительно гладкую текстуру поверхности 218, и часть 238 покрытия со стороны детали имеет более грубую текстуру поверхности 244, чем часть 212 покрытия со стороны инструмента. Грубая текстура поверхности 244 может способствовать связыванию композитного материала 156 с частью 238 покрытия со стороны детали благодаря тому, что смола 162 из композитного материала 156 входит в грубую текстуру поверхности 244 части 238 покрытия со стороны детали, как описано далее.
В варианте выполнения настоящего изобретения, термическое напыление может также наноситься в виде первого термического напыления 206 и второго термического напыления 236. Первое термическое напыление 206 может наноситься на поверхность 302 инструмента с формированием части 212 покрытия со стороны инструмента на поверхности 302 инструмента. Часть 212 покрытия со стороны инструмента может наноситься с применением устройства термического напыления 200, как показано на Фиг. 4. В варианте выполнения настоящего изобретения, устройство термического напыления 200 может быть разработано для высокоскоростного кислородотопливного 202 устройства. Высокоскоростное кислородотопливное 202 устройство может испускать факел частиц напыления 208 с газодинамическими характеристиками факела относительно низкой температуры напыления 210 и/или относительно высокой скорости частиц напыления 208. Например, газодинамические характеристики факела устройства термического напыления 200 могут быть такими, что первое термическое напыление 206 наносится при температуре между около 600-1400 градусами Цельсия и при скорости частиц между около 300-700 метров/секунда (м/с), хотя первое термическое напыление 206 может быть напылено при температурах и скоростях за пределами вышеуказанных интервалов.
Посредством нанесения первого термического напыления 206 при относительно высокой скорости, часть 238 покрытия со стороны детали может иметь гладкую текстуру поверхности 218 по отношению к части 212 покрытия со стороны инструмента, как описано ниже. Кроме того, часть 238 покрытия со стороны детали может иметь более низкую пористость 220, чем часть 212 покрытия со стороны инструмента, которая может повышать прочность и долговечность поверхностного покрытия 256. Способ может дополнительно включать формирование части 212 покрытия со стороны инструмента с плотностью 222, которая больше, чем плотность 248 части 238 покрытия со стороны детали. В этом отношении, факел первого термического напыления 206 может включать частицы напыления 208, как например металлические частицы, которые могут иметь плотность 222, которая больше, чем плотность 248 частиц напыления 208 во втором термическом напылении 236. Более высокая плотность 222 может обеспечить для части 212 покрытия со стороны инструмента более высокую прочность, долговечностью и сопротивление механическому воздействию, чем часть 238 покрытия со стороны детали.
Более низкая шероховатость поверхности 218, низкая пористость 220 и более высокая плотность 222 части 212 покрытия со стороны инструмента относительно части 238 покрытия со стороны детали может усиливать сопротивление части 212 покрытия со стороны инструмента механическим действиям, таким как эрозия. Кроме того, более низкая пористость 220 и более высокая плотность 222 части 212 покрытия со стороны инструмента относительно части 238 покрытия со стороны детали может улучшить способность поверхностного покрытия 256 рассеивать электрическую энергию, как например, из разряда молнии, на композитную структуру, на которую наносится поверхностное покрытие 256. В этом отношении поверхностное покрытие 256 может наноситься на композитную поверхность структуры самолета, как например на одну или более поверхностей корпуса (не показано) или крыло (не показано) для рассеивания электрической энергии, как например из разряда молнии.
На Фиг. 4, в варианте выполнения настоящего изобретения, часть 212 покрытия со стороны инструмента может быть сформирована при относительно небольшой толщине 214. Например, часть 212 покрытия со стороны инструмента может быть сформирована при толщине 214 между около 0,0005 и 0,10 дюймов (между около 0,013 мм и около 2,54 мм). В варианте выполнения настоящего изобретения, часть 212 покрытия со стороны инструмента может быть сформирована при толщине 214 между около 0,003 и 0,050 дюймов (между около 0,076 мм и около 1,270 мм). Однако часть 212 покрытия со стороны инструмента может быть сформирована при толщине за пределами интервала 0,0005-0,10 дюймов (около 0,0127 мм -около 0,254 мм). Толщина 214 части 212 покрытия со стороны инструмента предпочтительно минимизируется для минимизации общей массы поверхностного покрытия 256, принимая во внимание более высокую плотность 222 части 212 покрытия со стороны инструмента относительно более низкой плотности 248 части 238 покрытия со стороны детали. Гладкая текстура поверхности 218 части 212 покрытия со стороны инструмента относительно части 238 покрытия со стороны детали может усиливать аэродинамические характеристики внешней поверхности поверхностного покрытия 256 и может минимизировать нарушение потока поверх поверхностного покрытия 256 при нанесении на аэродинамическую поверхность.
Как указано выше, устройство термического напыления 200 для нанесения первого термического напыления 206 не ограничивается высокоскоростным кислородотопливным устройством 202. В этом отношении, устройство термического напыления 200 может иметь одну из многообразия альтернативных комбинаций устройства напыления, включая, но без ограничения к этому, проволочное дуговое устройство, такое как двухпроводное дуговое устройство 204 типа, который может применяться для нанесения второго термического напыления 236, как описано ниже. Первое термическое напыление 206 может также наноситься с применением устройства плазменного напыления (не показано) или другие устройства термического напыления, без ограничения нанесением с применением высокоскоростного кислородотопливного 202 устройства.
На Фиг. 4, поверхность 302 инструмента и часть 212 покрытия со стороны инструмента может определять границу 228 раздела между инструментом и покрытием. Первое термическое напыление 206 может включать частицы напыления 208, которые формируются из материала и наносятся на поверхность 302 инструмента при температуре и скорости, которые обеспечивают прочность 224 сцепления покрытия с инструментом на границе 228 раздела между деталью и покрытием. Прочность 224 сцепления покрытия с инструментом может быть такой, что часть 212 покрытия со стороны инструмента остается прикрепленной к поверхности 302 инструмента в ходе укладки композитного материала 156, и отделяется от поверхности 302 инструмента в ходе удаления отвержденного композитного изделия 150 из инструмента 300 без повреждения композитного изделия 150 (например, без отслаивания, отшелушивания, повреждения волокон и т.д.). В варианте выполнения настоящего изобретения, прочность 224 сцепления покрытия с инструментом на границе 228 раздела между инструментом и покрытием может быть меньше, чем связь на границе 228 раздела между деталью и покрытием, как описывается далее. Кроме того, прочность 224 сцепления покрытия с инструментом на границе 228 раздела между инструментом и покрытием может быть меньше, чем сила связи (например, интерламинарная сила связи) между композитными слоями 154 (Фиг. 8) композитного материала 156 (Фиг. 8), чтобы избежать отслоение композитных слоев 154.
Со ссылкой на Фиг. 5, стадия 506 способа 500 (Фиг. 11) может включать нанесение второго термического напыления 236 на часть 212 покрытия со стороны инструмента с формированием части 238 покрытия со стороны детали. Как указано выше, поверхностное покрытие 256 может быть сформировано посредством термического напыления одного покрытия на поверхность 302 инструмента, так что часть 212 покрытия со стороны инструмента имеет относительно гладкую текстуру поверхности 218, и часть 238 покрытия со стороны детали имеет грубую текстуру поверхности 244 для присоединения к композитному материалу 156, как описано ниже. Однако поверхностное покрытие 256 может также быть сформировано при нанесении второго термического напыления 236 поверх первого термического напыления 206. В этом отношении, поверхностное покрытие 256 может наноситься на часть 212 покрытия со стороны инструмента после нанесения первого термического напыления 206 на поверхность 302 инструмента. Способ может включать формирование части 238 покрытия со стороны детали с текстурой поверхности 244, которая является более грубой, чем текстура поверхности 218 части 212 покрытия со стороны инструмента для улучшения адгезии к смоле 162 композитного материала 156. Часть 238 покрытия со стороны детали может также наноситься с пористостью 246, которая может быть больше, чем пористость 220 части 212 покрытия со стороны инструмента для уменьшения массы части 238 покрытия со стороны детали.
Второе термическое напыление 236 может наноситься таким образом, что часть 238 покрытия со стороны детали постоянно связывается с частью 212 покрытия со стороны инструмента. Второе термическое напыление 236 может наноситься с применением устройства термического напыления 200, такого как 200 двухпроводное дуговое устройство 204. Устройство термического напыления 200 может иметь газодинамические характеристики факела, которые влияют на температуру, скорость и другие параметры факела частиц напыления 208, испускаемых устройством термического напыления. Например, такие газодинамические характеристики факела могут включать тип топлива, окислитель и газ носитель порошка для испускания частиц напыления 208 из устройства термического напыления 200. Газодинамические характеристики факела позволяют нанесение второго термического напыления 236 при относительно высокой температуре напыления 210 и при относительно низкой скорости. Например, устройство термического напыления 200 может иметь газодинамические характеристики факела, которые позволяют напыление второго термического напыления 236 при температуре между около 1000-3500 градусами Цельсия и скорости частиц между около 50-600 м/с, хотя второе термическое напыление 236 может быть напылено при температурах и скоростях за пределами вышеуказанных интервалов. Второе термическое напыление 236 может также наноситься с применением плазменного устройства (не показано) и/или высокоскоростного кислородотопливного устройства 202, и без ограничения до проволочного дугового устройства 204.
Предпочтительно, предпочтительно относительно высокая температура напыления 210 и относительно низкая скорость второго термического напыления 236 может приводить к части 238 покрытия со стороны детали, имеющей более низкую плотность 248, более высокую пористость 246 и более шероховатую текстуру поверхности 244, чем часть 212 покрытия со стороны инструмента. В этом отношении, часть 238 покрытия со стороны детали может иметь экспонированную поверхность, имеющую текстуру поверхности 244, которая является более губой, чем текстура поверхности 218 части 212 покрытия со стороны инструмента. Более высокая пористость 246 части 238 покрытия со стороны детали может уменьшить общую массу части 238 покрытия со стороны детали. Кроме того, более высокая пористость 246 части 238 покрытия со стороны детали может облегчать связывание 238 покрытия со стороны детали с композитным материалом 156, как описано ниже. Кроме того, часть 238 покрытия со стороны детали может предпочтительно формироваться с более низкой плотностью 248, чем часть 212 покрытия со стороны инструмента, рассматривая, что часть 238 покрытия со стороны детали не подвергается воздействиям окружающей среды (например, эрозия), которым часть 212 покрытия со стороны инструмента подвергается. Более низкая плотность 248 части 238 покрытия со стороны детали может минимизировать общую массу поверхностного покрытия 256.
На Фиг. 5, в варианте выполнения настоящего изобретения, часть 238 покрытия со стороны детали может образовывать толщину 240 внутри того же интервала, что и часть 212 покрытия со стороны инструмента. Например, часть 238 покрытия со стороны детали может формироваться при толщине 240 между около 0,0005 и 0,10 дюймов (около 0,0127 мм - около 0,254 мм), как например при толщине около 0,003 - 0,015 дюймов (около 0,076 мм - около 0,381 мм). Однако, как указано выше в отношении части 212 покрытия со стороны инструмента, часть 238 покрытия со стороны детали может формироваться при толщине 240 за пределами интервала 0,0005 - 0,10 дюймов (около 0,0127 мм - около 0,254 мм). Часть 238 покрытия со стороны детали может быть толще, чем часть 212 покрытия со стороны инструмента, потому что часть бокового покрытия части инструмента 238 может иметь более высокую пористость 246 и более низкую плотность 248, чем часть 212 покрытия со стороны инструмента, как указано выше. Комбинация части 212 покрытия со стороны инструмента и части 238 покрытия со стороны детали определяет толщину поверхностного покрытия 254. В этом отношении, поверхностное покрытие 256 может быть обеспечено в любом интервале толщины до около 0.25 дюймов (около 6,35 мм) или более. Толщина поверхностного покрытия 254 может контролировать до около 0,0005 дюймов (около 0,0127 мм), что может предпочтительно позволить уменьшение толщины, как например поверх передней кромки крыла 118 обшивки крыла, как показано на Фиг. 2 или поверх поверхности крыла (не показано), как например для грозовой защиты.
На Фиг. 5, часть 238 покрытия со стороны детали и часть 212 покрытия со стороны инструмента могут определять границу 230 раздела между покрытиями, имеющую прочность сцепления, которая больше, чем прочность 224 сцепления покрытия с инструментом на границе 228 раздела между инструментом и покрытием и больше, чем прочность сцепления на границе 232 раздела между деталью и покрытием. В этом отношении, часть 238 покрытия со стороны детали может формировать нераскрепляемую связь 234 с частью 212 покрытия со стороны инструмента. Часть 238 покрытия со стороны детали и часть 212 покрытия со стороны инструмента могут быть выполнены по существу из подобных материалов. Однако часть 238 покрытия со стороны детали и часть 212 покрытия со стороны инструмента могут быть выполнены из различных материалов, дополняющих друг друга. На Фиг. 5 часть 212 покрытия со стороны инструмента и часть 238 покрытия со стороны детали вместе формируют поверхностное покрытие 256.
Со ссылкой на Фиг. 6, стадия 508 способа 500 (Фиг. 11) может включать нанесение композитного материала 156 поверх части 238 покрытия со стороны детали после нанесения части 238 покрытия со стороны детали на часть 212 покрытия со стороны инструмента. Нанесение композитного материала 156 поверх части 238 покрытия со стороны детали может содержать формование композитных слоев 154 упрочненного волоконного материала, как например материал, который может быть предварительно пропитан матричным материалом (то есть пропитан синтетической смолой для уплотнения) или смолой 162, как например термоотверждающаяся эпоксидная смола или термопластичная матрица. Волоконное упрочнение 160 может быть обеспечено посредством любой из многообразия различных конфигураций, включая, но без ограничения к этому, тканое полотно, однонаправленную ленту, рубленое волокно и другие конфигурации. Матрица может содержать термоотверждаемую матрицу или термопластичную матрицу, как описано выше.
Композитный материал 156 не ограничивается до применения предварительно пропитанного связующим веществом композитного материала 156 и может включать процесс влажной укладки для нанесения смолы 162 на сухой волоконный упрочненный материал. Например, нанесение композитного материала 156 поверх части 238 покрытия со стороны детали может включать нанесение волоконного усиленного материала поверх части 238 покрытия со стороны детали после введения матрицы или смолы в сухую волоконную преформу с применением многообразия способов инфузии смолы, включающих, но без ограничения к этому, пропитку пленочным связующим (RFI), формование с переносом смолы (RTM) и другие способы мокрого нанесения.
На Фиг. 6, композитный материал 156 и часть 238 покрытия со стороны детали могут определять границу 232 раздела между деталью и покрытием, где композитный материал 156 и часть 238 покрытия со стороны детали могут стать постоянно связанными в ходе отверждения композитного материала 156, как описано ниже. Отверждение композитного материала 156 может включать стадию 510 способа 500 (Фиг. 11), содержащую формование с помощью вакуумного мешка (не показано) композитного материала 156. В ходе операции формования с помощью вакуумного мешка, разделительный слой, дышащий слой, другие расходные материалы, и вакуумный мешок (не показан) может наноситься поверх композитного материала 156, чтобы залить композитный материал 156 на поверхность 302 инструмента. Вакуум может создаваться в вакуумном мешке, чтобы приложить давление сжатия (не показано) к композитному материалу 156 от поверхности 302 инструмента.
На Фиг. 6, стадия 512 способа 500 (Фиг. 11) может включать уменьшение вязкости смолы 162 таким образом, что смола 162 вводиться с частью 238 покрытия со стороны детали. Например, вязкость смолы 162 композитного материала 156 может быть уменьшена путем повышения температуры смолы 162 посредством одного из различных способов. Например, инструмент 300 может быть помещен в автоклав или конвенционную печь для повышения температуры смолы 162 и уменьшения ее вязкости. Альтернативно, смола 162 может быть селективно нагрета с применением радиационного нагрева. Для термопластичной смолы 162, вязкость может быть уменьшена с повышением температуры смолы 162 выше температуры стеклования. Посредством уменьшения вязкости смолы 162, смола 162 может течь, вливаться и/или смешиваться с частью 238 покрытия со стороны детали.
На Фиг. 6, стадия 514 способа 500 (Фиг. 11) может включать отверждение композитного материала 156 с получением отвержденного композитного изделия 150. Отверждение композитного материала 156 может приводить к нераскрепляемой связи 234 или постоянной связи между частью 238 покрытия со стороны детали и смолой 162 отвержденного композитного изделия 150 на границе 232 раздела между деталью и покрытием. На отверждение композитного изделия 150 можно влиять поддержанием композитного материала 156 при предопределенной температуре и предопределенном давлении в течение предопределенного периода времени, чтобы обеспечить консолидацию композитного материала 156. Температура может затем быть уменьшена, как например, до комнатной температуры, с получением отвержденного композитного изделия 150. Смола 162 может быть упрочнена или отверждена на границе 232 раздела между деталью и покрытием, приводя к постоянной связи с частью 238 покрытия со стороны детали. На Фиг. 6, стадия 516 способа 500 (Фиг. 11) может включать выемку отвержденного композитного изделия 150 посредством удаления вакуумного мешка (не показан) и/или расходуемых материалов (не показаны), как например любой разделительный слой и/или дышащий слой.
Со ссылкой на Фиг. 7, показано поперечное сечение поверхностного покрытия 256 между поверхностью 302 инструмента и отвержденным композитным изделием 150. Композитное изделие 150, как показано, содержит арматуру из углеродных волокон 160, окруженную смолой 162. На границе 232 раздела между деталью и покрытием, слой смолы 162, как показано, входит в часть 238 покрытия со стороны детали. Как можно увидеть, часть 238 покрытия со стороны детали имеет весьма пористую композицию 246 и относительно грубую текстуру поверхности 244 благодаря относительно высокой температуре и низкой скорости частиц напыления 208, испускаемых двухпроводным дуговым 204 устройством термического напыления 200. Относительно грубая текстура поверхности 244 части 238 покрытия со стороны детали может облегчать инфузию и связывание смолы 162 композитного материала 156 с частью 238 покрытия со стороны детали. Относительно высокая пористость 246 может уменьшить общую массу поверхностного покрытия 256 и может также облегчить связывание смолы 162 с частью 238 покрытия со стороны детали.
На Фиг. 7, часть 212 покрытия со стороны инструмента показана имеющей относительно плотную композицию и относительно гладкую текстуру поверхности 218 благодаря высокой скорости и относительно низкой температуре напыления частиц 208 испускаемых высокоскоростным кислородотопливным 202 устройством термического напыления 200, как показано выше. Относительно гладкая, плотная и низкопористая композиция части 212 покрытия со стороны инструмента может облегчить раскрепляемую адгезию части 212 покрытия со стороны инструмента с поверхностью 302 инструмента. Комбинация толщины 240 части 238 покрытия со стороны детали и части 212 покрытия со стороны инструмента создает общую толщину поверхностного покрытия 256.
Со ссылкой на Фиг. 6, стадия 518 способа 500 (Фиг. 11) может включать удаление отвержденного композитного изделия 150 из инструмента 300. В варианте выполнения, отвержденное композитное изделие 150 может быть удалено из инструмента 300 путем приложения внешней силы 310 к отвержденному композитному изделию 150, как например аксиальная сила для удаления отвержденного композитного изделия 150 от поверхности 302 инструмента. Однако отвержденное композитное изделие 150 может также быть удалено путем приложения силы отрыва на краю (не показан) поверхностного покрытия 256. Отвержденное композитное изделие 150 может также быть удалено из инструмента 300 путем приложения поперечной силы в общем параллельно к поверхности 302 инструмента, как например сила скольжения для скольжения отвержденного композитного изделия 150 по поверхности 302 инструмента. В этом отношении, удаление отвержденного композитного изделия 150 может быть облегчено посредством любой внешней силы 310, которая заставляет часть 212 покрытия со стороны инструмента отделяться от поверхности инструмента, и так что часть 212 покрытия со стороны инструмента удерживается с поверхностным покрытием 256 на отвержденном композитном изделии 150.
Как указано выше, способность поверхностного покрытия 256 оставаться раскрепляемо прикрепленным к поверхности 302 инструмента в ходе нанесения композитного материала 156 поверх поверхностного покрытия 256, и отделяться от поверхности 302 инструмента под действием внешней силы 310 (например, отшелушивания от угла или края), прикладываемой к отвержденному композитному изделию 150, может достигаться посредством формирования поверхностного покрытия 256 с суммарным остаточным напряжением 250, которое по существу эквивалентно по величине прочности 224 сцепления покрытия с инструментом между поверхностным покрытием 256 и поверхностью 302 инструмента на границе 228 раздела между инструментом и покрытием. В этом отношении, поверхностное покрытие 256 может иметь суммарное остаточное напряжение 250, которое является результатом остаточного напряжения 216 в части 212 покрытия со стороны инструмента и остаточного напряжения 242 в части 238 покрытия со стороны детали.
В другом варианте выполнения настоящего изобретения, способ может включать формирование поверхностного покрытия 256 с учетом напряжения укладки 164, которое может создаваться в отвержденном композитном изделии 150. Например, усиление смолой 162 и волокнами 160 композитного материала 156 могут иметь различные СТЕ, которые могут приводить к остаточному напряжению укладки 164 в отвержденном композитном изделии 150 при охлаждении от температуры отверждения до температуры окружающей среды или до комнатной температуры. Первое термическое напыление 206 и второе термическое напыление 236 могут наноситься таким образом, чтобы формировать поверхностное покрытие 256 с суммарным остаточным напряжением 250, которое по существу уравновешивает напряжение 164 укладки в отвержденном композитном изделии 150, так что суммарное остаточное напряжение 250 в поверхностном покрытии 256 по существу эквивалентно по величине прочности 224 сцепления покрытия с инструментом.
Со ссылкой на Фиг. 9A-9D, показана схема варианта выполнения системы для определения остаточного напряжения в покрытии 422, нанесенном на подложку 402 посредством термического напыления. Система может обеспечивать средства обеспечения действия различных параметров процесса на величину и направление (то есть, сжимающее, растягивающее) остаточного напряжения в покрытии 422, то есть суммарного остаточного напряжения 250 в поверхностном покрытии 256 (Фиг. 5), которое нанесено в виде одного термического напыления, или нанесено в виде первого термического напыления 206 (Фиг. 4) и второго термического спрея 236 (Фиг. 5). В этом отношении, система может обеспечивать средства определения параметров процесса термического напыления, которые могут входить в одно термическое напыление, или параметры процесса, которые могут входить в первое термическое напыление 206 (Фиг. 4) и/или второе термическое напыление 236 (Фиг. 5), для того чтобы достичь желательного остаточного напряжения (Фиг. 8) в поверхностном покрытии 256 (Фиг. 8) на отвержденном композитном изделии 150 (Фиг. 8).
Такие параметры процесса могут включать, но без ограничения к этому, параметры напыления и характеристики инструмента. Параметры напыления могут включать газодинамические характеристики пламени, связанные с устройством термического напыления, и могут включать тип топлива, окислителя и газа носителя порошка, связанный с пламенем, испускаемым устройством термического напыления. Параметры напыления могут также включать характеристики сырья, вводимого в пламя или факел, испускаемый устройством термического напыления. Такие характеристики сырья могут включать материал сырья, СТЕ материала, распределение порошка по размеру, морфологию порошка и многообразие других характеристик порошка, которые могут влиять на скорость напыления в полете и/или температуру напыления множества частиц напыления 208. Толщина покрытия 254 может представлять собой параметр, который влияет на величину и направление остаточного напряжения в покрытии. Как указано выше, параметры процесса также могут включать характеристики инструмента, такие как материал инструмента, коэффициент теплового расширения инструмента (СТЕ) 308, обработку поверхности инструмента, толщину инструмента 304, температуру инструмента 306, и другие характеристики инструмента, которые могут оказывать влияние на остаточное напряжение (Фиг. 8) в поверхностном покрытии 256 (Фиг. 8)
Со ссылкой на Фиг. 6, поверхностное покрытие 256 может наноситься на инструмент 300 с применением предопределенного ряда параметров процесса, которые приводят к остаточному напряжению 216 желательной величины и желательного направления в поверхностном покрытии 256. При нанесении в виде одного термического напыления или в виде комбинации первого термического напыления, второго термического напыления и/или дополнительных термических напылений, поверхностное покрытие 256 может наноситься с применением предопределенного ряда параметров процесса, так что остаточное напряжение 216 желательной величины и желательного направления формируется в части 212 покрытия со стороны инструмента. Подобным образом, часть 238 покрытия со стороны детали может наноситься на часть 212 покрытия со стороны инструмента с применением предопределенного ряда параметров процесса с достижением желательной величины и направления остаточного напряжения 242 в части 238 покрытия со стороны детали. Суммарное остаточное напряжение 250 в поверхностном покрытии 256 является результатом остаточного напряжения 242 в части 238 покрытия со стороны детали и остаточного напряжения 216 в части 212 покрытия со стороны инструмента. Параметры процесса для части 212 покрытия со стороны инструмента и части 238 покрытия со стороны детали могут регулироваться до тех пор, пока величина и направление остаточного напряжения 216 в части 212 покрытия со стороны инструмента не нейтрализует или сбалансирует остаточное напряжение 242 в части 238 покрытия со стороны детали на количество, вызывающее суммарное остаточное напряжение 250, которое по существу эквивалентно прочности 254 сцепления. Например, для данной конфигурации инструмента (например, формы инструмента), может быть желательно формирование поверхностного покрытия 256 на поверхности 302 инструмента с суммарным остаточным напряжением 250, которое предопределен но является сжимающим для облегчения удаления отвержденного композитного изделия 150 из инструмента 300. В этом отношении, параметры процесса термического напыления могут регулироваться до тех пор, пока ряд параметров не будет определен как приводящий к суммарному остаточному напряжению 250, предопределенно являющемуся сжимающим.
На Фиг. 9А, система обеспечения параметров процесса термического напыления показана как устройство измерения кривизны 400 и может применяться для определения остаточного напряжения в покрытии 422 с применением способа, раскрытого в патенте США №6,478,875, полученном Sampath et al. 12 ноября 2002. Устройство измерения кривизны 400 может включать подложку 402, которая может быть смонтирована на противоположных концах от пары поддержек подложки 406. Подложка 402 может иметь переднюю поверхность подложки 408 и заднюю поверхность подложки 410 совместно определяющие толщину подожки. Подложка 402 может содержать в общем удлиненный и прямой компонент, который, в варианте выполнения настоящего изобретения, может быть сформирован из того же материала, из которого сформирован инструмент 300. Подложка 402 может иметь подложку СТЕ 404. Одно или более лазерных устройств могут испускать лазерные пучки 414 для обнаружения смещения от одной или более точек вдоль подложки 402, как средство определения кривизны подложки 438 и толщины покрытия 254 в различные моменты времени в ходе процесса покрытия.
На Фиг. 9А, тепловые сенсоры 412 могут быть смонтированы на передней стороне подложки 408 и на задней стороне подложки 410 для] измерения температуры подложки 402 и для измерения температуры покрытия 436. Устройство термического напыления 418 может испускать термическое напыление из частиц напыления 420 в виде возвратно-поступательного движения с формированием покрытия 422 вдоль передней поверхности подложки 408. В варианте выполнения настоящего изобретения, показанном на Фиг. 9A-9D, устройство термического напыления 418 может быть сконфигурировано в виде двухпроводного дугового устройства 204 распылительного устройства 418 для испускания частиц напыления при относительно низкой скорости и относительно высокой температуре как указано выше. Однако в системе может применяться любой тип устройства термического напыления.
Со ссылкой на Фиг. 9А, показана стадия предварительного нагревания 416, где непокрытая подложка 402 может нагреваться для снятия внутренних напряжений подложки 402 от остаточного напряжения, что может быть результатом пескоструйной обдувки в ходе очищения подложки 402. Подложка 402 может предварительно нагреваться, как например, посредством применения факела или посредством применения устройства термического напыления 418 без испускания частиц напыления. В ходе предварительного нагревания подложка 402 может подвергаться первоначальному напряжению 426 из-за снятия остаточных напряжений.
На Фиг. 10А показан график кривизны подложки 438 и температуры покрытия 436 в ходе стадии предварительного нагревания 416. Подложка 402 изначально в общем имеет прямую конфигурацию и приобретает небольшую кривизну, когда температура подложки 402 повышается, как показано на Фиг. 10А.
На Фиг. 9В показан инструмент для измерения кривизны в ходе первоначальной адгезии 428, содержащей напыление или осаждение покрытия 422 поверх передней поверхности подложки 408 с применением устройства термического напыления 418. Устройство термического напыления 418 может испускать частицы напыления с формированием первоначального слоя покрытия 422. Быстрое охлаждение частиц напыления с относительно высокой температурой 420 на относительно более холодной передней поверхности подложки 408 приводит к кривизне подложки 438. Способ включает применение вышеописанных лазерных устройств для измерения изменения кривизны подложки 438 в ответ на напыление покрытия 422 на подложку 402, как упомянуто выше.
На Фиг. 10В показан график кривизны подложки 438 и температуры покрытия 436 в ходе первоначальной адгезии 428. График иллюстрирует увеличение кривизны подложки 438 в результате остаточного напряжения сжатия в покрытии 422 в ходе начальной адгезии.
На Фиг. 9С показано увеличение кривизны подложки 402 в ходе стадии развития остаточного напряжения 430 в покрытии 422 в ходе процесса осаждения из-за непрерывного нанесения термического напыления на подложку 402. Кривизна подложки 402 на Фиг. 9С может являться результатом быстрого охлаждения 432, включающего быстрое охлаждение частиц напыления 420 при контакте с более холодной поверхностью подложки 402 и преодоление эффекта отшелушивания частиц напыления 420 на подложки 402 под воздействием дополнительных частиц напыления 420, которые продолжают испускаться устройством термического напыления 418.
На Фиг. 10С показан график кривизны подложки 438 и повышения температуры покрытия 436 в ходе стадии развития остаточного напряжения 430. Развитие остаточного напряжения 430 происходит в покрытии 422 благодаря нанесению дополнительных слоев на покрытие 422. Кривизна подложки 438 может быть результатом увеличения растягивающего напряжения в покрытии 422 в ходе осаждения на подложку 438.
На Фиг. 9D показано изменение кривизны подложки 402 в ходе стадии охлаждения 434. На стадии охлаждения 434, устройство термического напыления 418 может деактивироваться, и подложка 402 и покрытие 422 могут охлаждаться до температуры окружающей среды или до комнатной температуры. В ходе стадии охлаждения 434, регистрируются изменения в смещении подложки 402 и температуре покрытия 422 и подложки 402.
На Фиг. 10D показан график кривизны подложки 438 и уменьшения температуры покрытия 436 в ходе стадии охлаждения 434. Из-за несовпадения СТЕ 424 покрытия и СТЕ 404 подложки, охлаждение покрытия 422 и подложки 402 может привести к обращению кривизны подложки 438. В том отношении, Фиг. 10D может показывать покрытие 422, имеющее сжимающее остаточное напряжение при комнатной температуре.
Применяя измерения кривизны подлодки 438 и температуры покрытия 436 как измеренные посредством устройства измерения кривизны 400, способ определения остаточного напряжения в подложке 422 может включать определение напряжения осаждения в покрытии 422 после осаждения на подложку 438. Напряжение осаждения может происходить из-за отверждения и отшелушивания покрытия 422 в ходе осаждения. Способ может дополнительно включать определение термического напряжения в покрытии 422 в ходе охлаждения покрытия 422 на основе различия между СТЕ покрытия 424 и СТЕ подложки 404. Термическое напряжение в покрытии 422 может вычисляться на основе изменений кривизны подложки 438 с изменением температуры, как раскрывается в патенте США №6,478,875. Способ может включать определение модулей упругости покрытия 422 на основе термического напряжения. Способ может дополнительно включать вычисление остаточного напряжения в покрытии 422 на основе напряжения осаждения и термического напряжения. Таким образом, способ обеспечивает средства вычисления величины и направления (сжимающего или растягивающего) остаточного напряжения в покрытии 422.
На основе остаточного напряжения покрытия, как может быть определено с применением устройства измерения кривизны 400, показанного на Фиг. 9A-9D, и способа, раскрытого в патенте США №6,478,875, параметры термического напыления для нанесения первого термического напыления 206 (Фиг. 4) и второго термического напыления 236 (Фиг. 5) могут периодически устанавливаться до тех пор, пока суммарное остаточное напряжение 250 не будет достигнуто в конечном покрытии поверхности 256 (Фиг. 6). Как показано выше, суммарное остаточное напряжение 250 является результатом остаточного напряжения 216 в части 212 покрытия со стороны инструмента и остаточного напряжения 242 в части 238 покрытия со стороны детали. В этом отношении, способ нанесения первого термического напыления 206 на поверхность 302 инструмента может содержать осаждение первого термического напыления 206 на основе температуры инструмента 306, СТЕ инструмента 308, температуры покрытия 436 (например, температуры напыления 210), и СТЕ покрытия 252, так что разность в СТЕ покрытия 252 и СТЕ инструмента 308 вызывает напряжение в части 212 покрытия со стороны инструмента, обеспечивающее раскрепляемую адгезию (например, непостоянное связывание) и отделение части 212 покрытия со стороны инструмента от поверхности 302 инструмента без повреждения отвержденного композитного изделия 150 (например, без расслоения, отшелушивания и т.д. композитного изделия 150).
Со ссылкой на Фиг. 6, в варианте выполнения настоящего изобретения, часть 212 покрытия со стороны инструмента может иметь СТЕ покрытия 252, которое может быть по существу эквивалентно СТЕ инструмента 308 для минимизации разности между суммарным остаточным напряжением 250 в поверхностном покрытии 256 и прочности 224 сцепления покрытия с инструментом между поверхностным покрытием 256 и поверхностью 302 инструмента на границе раздела инструмент-покрытие 228. Прочность сцепления инструмент-покрытие 224 на границе раздела инструмент-покрытие 228 может быть определена любым одним из многообразия различных способов. Например, может применяться испытание на растяжение, где растягивающая нагрузка может прикладываться по нормали к плоскости покрытия, которое может быть связано между парой приспособлений для испытаний (не показано). Альтернативно, величина прочности 224 сцепления покрытия с инструментом на границе раздела 228 между инструментом и покрытием может быть определена испытание на твердость вдавливанием или любыми другими способами.
На Фиг. 6, материал покрытия и материал инструмента могут быть выбраны для минимизации расхождения СТЕ. В варианте выполнения настоящего изобретения, СТЕ покрытия 252 и СТЕ инструмента 308 могут быть минимизированы для достижения остаточного напряжения желательного напряжения. Например, посредством минимизации расхождения СТЕ и нанесения термического напыления при относительно высокой скорости и относительно низкой температуре, суммарное остаточное напряжение 250 в поверхностном покрытии 256 может быть предопределен но сжимающим из-за отшелушивания частиц напыления 208 на поверхности 302 инструмента другими частицами напыления 208, которые устройство напыления 200 продолжает испускать. Альтернативно, относительно более высокое расхождение СТЕ в комбинации с нанесением термического напыления при относительно низкой скорости и относительно высокой температуре может приводить к суммарному остаточному напряжению 250 в поверхностном покрытии 256, являющемуся предопределенно сжимающим. Как можно увидеть, направление (например, сжимающее или растягивающее) суммарного остаточного напряжения 250 может быть достигнуто путем регулирования процесса термического напыления и параметров материала.
Как указано выше, поверхностное покрытие 256 может быть сформировано в виде металлического покрытия на композитном изделии 150. Металлическое покрытие может содержать любой один из многообразия различных металлов, но без ограничения к этому, инконель, вольфрам, молибден, алюминий и любой другой из многообразия других металлических материалов, без ограничения. Подобным образом, поверхностное покрытие 256 может быть сформировано в виде керамического поверхностного покрытия 256, как например посредством применения устройства плазменного распыления (не показано) для нанесения первого термического напыления 206 и/или второго термического напыления 236. В этом отношении, поверхностное покрытие 256 может быть сформировано в виде смеси или гибрида металлических и керамических материалов или любого из многообразия других покрывающих материалов.
Вышеописанный способ формирования поверхностного покрытия 256 может применяться для композитных структур 152 любого размера, формы и конфигурации, без ограничения. В варианте выполнения настоящего изобретения, композитная структура 152 может содержать любую деталь структуры самолета, такую как крыло, концевой обтекатель крыла, концевая аэродинамическая поверхность, устройство передней кромки крыла, подъемное устройство, выдвижной предкрылок передней кромки крыла, носовой щиток Крюгера, средство механизации задней кромки крыла, выдвижной закрылок, элерон, рулевая поверхность, элевон, руль направления и высоты, стабилизирующая поверхность, вертикальное оперение, педаль поворота, лопасть несущего винта, или любую другую из многообразия других композитных структур. В варианте выполнения настоящего изобретения, поверхностное покрытие 256 может быть сформировано на носке крыла 118 (Фиг. 2) композитной структуры, такой как крыло (Фиг. 1) самолета (Фиг. 1) или другой аэродинамической структуры, такой как для защиты от эрозии и/или защиты от удара В варианте выполнения настоящего изобретения, поверхностное покрытие 256 может быть сформировано на части любой композитной поверхности, такой как композитное крыло, для молниезащиты и/или для провода электричества вдоль композитной структуры. В этом отношении, заявленный здесь способ может применяться для композитной структуры для любого транспортного применения или для нетранспортного применения, без ограничения.
Со ссылкой на Фиг. 12-13, варианты выполнения настоящего изобретения могут описываться в контексте производства самолета и способа обслуживания 600 и самолета 602, как показано на Фиг. 13. В ходе стадии, предшествующей производству, примерный способ 600 может включать спецификацию и конструкцию 604 самолета 602 и закупку материала 606. В ходе получения осуществляется получение компонентов и сборочных узлов 608 и системная интеграция 610 самолета 602. После этого, самолет 602 может пройти сертификацию и доставку 612 с целью поступления на эксплуатацию 614. В процессе эксплуатации потребителем самолет 602 проходит регламентное обслуживание и сервисное обслуживание 616 (что может также включать модификацию, реконфигурацию, обновление и так далее)
Каждый из процессов способа 600 может выполняться или осуществляться системным интегратором, третьей стороной и/или оператором (например, потребителем). В целях настоящего изобретения, системный интегратор может включать, без ограничения к этому, любое число производителей самолета и основных субподрядчиков; третья сторона может включать, без ограничения к этому, любое число продавцов, субподрядчиков и поставщиков; и оператором может быть авиакомпания, лизинговая компания, военная организация, сервисная организация и т.д.
Как показано на Фиг. 13, самолет 602, полученный примерным способом 600, может включать корпус самолета 618 с множеством систем 620 и внутренней компоновкой 622. Примеры систем высокого уровня 620 включают одну или более из систем обеспечения движения 624, электронную систему 626, гидравлическую систему 628 и систему обеспечения искусственного климата 630. Может быть включен любой ряд других систем. Хотя показан пример воздушного и космического пространства, принципы настоящего изобретения могут быть применены в других областях, таких как автомобильная промышленность.
Устройства и способы, применяемые согласно настоящему изобретению, могут применяться в ходе любой одной или более стадий способа получения или службы 600. Например, компоненты или узлы, соответствующие процессу получения 608, могут быть изготовлены или произведены подобным образом, что и компоненты или узлы, получаемые в ходе эксплуатации самолета 602. Также, один или более вариантов выполнения устройства, вариантов выполнения способа, или их комбинация может применяться в ходе стадий получения 608 и 610, например, по существу ускоряя сборку самолета или уменьшая стоимость самолета 602. Подобным образом, один или более вариантов выполнения устройства, вариантов выполнения способа, или их комбинация может применяться в ходе эксплуатации самолета 602, например и без ограничения к этому, для поддержания и службы 616.
Дополнительные модификации и улучшения настоящего изобретения очевидны специалистам в данной области техники. Таким образом, конкретная комбинация частей, описанных и проиллюстрированных в настоящей заявке, как подразумевается, представляет собой только определенные варианты выполнения настоящего изобретения и не рассматривается как ограничивающая альтернативные варианты выполнения изобретения или устройства, охватываемые объемом настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА РАССЕЯНИЯ ЭЛЕКТРИЧЕСКОГО ЗАРЯДА ДЛЯ САМОЛЕТА | 2011 |
|
RU2606419C2 |
| Порошковое связующее на основе циановой композиции и способ получения армированного углекомпозита на его основе (варианты) | 2023 |
|
RU2813882C1 |
| Способ получения слоистого композитного покрытия | 2017 |
|
RU2671032C1 |
| ФОРМИРОВАНИЕ ФАСОННОГО ВОЛОКНА С ОДНОВРЕМЕННЫМ НАНЕСЕНИЕМ МАТРИЦЫ | 2013 |
|
RU2637970C2 |
| Токопроводящее порошковое связующее на основе эпоксидной композиции и способ получения препрега и армированного углекомпозита на его основе (варианты) | 2023 |
|
RU2820925C1 |
| СПОСОБ ПОДГОТОВКИ ПОДЛОЖКИ ДЛЯ ТЕРМИЧЕСКОГО НАПЫЛЕНИЯ МЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ | 2014 |
|
RU2659521C2 |
| ФОРМИРОВАНИЕ ФАСОННОГО ВОЛОКНА С ОДНОВРЕМЕННЫМ НАНЕСЕНИЕМ МАТРИЦЫ | 2013 |
|
RU2761493C2 |
| КОМПОЗИТНЫЙ ШЛЯПООБРАЗНЫЙ ПРОФИЛЬ УСИЛЕНИЯ, КОМПОЗИТНЫЕ УСИЛЕННЫЕ ШЛЯПООБРАЗНЫМИ ПРОФИЛЯМИ ГЕРМОПЕРЕГОРОДКИ И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2641959C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИЗДЕЛИЯ С ПОКРЫТИЕМ | 2005 |
|
RU2343067C2 |
| Способ получения армированного углекомпозита на основе порошкового связующего, содержащего твердую эпоксидную смолу и бифункциональный бензоксазин (варианты) | 2023 |
|
RU2813113C1 |
Изобретение относится к металлическим покрытиям, в частности к нанесению поверхностного покрытия на композитное изделие. Способ формирования поверхностного покрытия (256) на композитном изделии (150) включает нанесение термического напыления (206, 236) на поверхность (302) инструмента (300) с обеспечением формирования поверхностного покрытия (256), имеющего раскрепляемую связь (226) с поверхностью (302) инструмента и имеющего суммарное остаточное напряжение (250), которое, по существу, эквивалентно по величине прочности (224) сцепления покрытия с инструментом. Способ также включает нанесение композитного материала (156) поверх поверхностного покрытия (256), отверждение композитного материала (156) с формированием отвержденного композитного изделия (150) и удаление отвержденного композитного изделия (150) из инструмента (300) таким образом, чтобы отделить поверхностное покрытие (256) от поверхности (302) инструмента и оставить поверхностное покрытие (256) с отвержденным композитным изделием (150). 2 н. и 12 з.п. ф-лы, 19 ил.
1. Способ формирования поверхностного покрытия (256) на композитном изделии (150), включающий следующие стадии:
нанесение термического напыления (206, 236) на поверхность (302) инструмента (300) с обеспечением формирования поверхностного покрытия (256), имеющего раскрепляемую связь (226) с поверхностью (302) инструмента и имеющего суммарное остаточное напряжение (250), которое, по существу, эквивалентно по величине прочности (224) сцепления покрытия с инструментом;
нанесение композитного материала (156) поверх поверхностного покрытия (256);
отверждение композитного материала (156) с формированием отвержденного композитного изделия (150) и
удаление отвержденного композитного изделия (150) из инструмента (300) путем отделения поверхностного покрытия (256) от поверхности (302) инструмента и оставления поверхностного покрытия (256) с отвержденным композитным изделием (150).
2. Способ по п. 1, в котором стадия нанесения термического напыления (206, 236) содержит:
нанесение первого термического напыления (206) с формированием части (212) поверхностного покрытия (256) со стороны инструмента, причем часть (212) покрытия со стороны инструмента имеет раскрепляемую связь (226) с поверхностью (302) инструмента; и
нанесение второго термического напыления (236) с формированием части (238) поверхностного покрытия (256) со стороны детали, причем композитный материал (156) наносят поверх части (238) покрытия со стороны детали.
3. Способ по п. 2, в котором стадия нанесения термического напыления (206, 236) содержит
нанесение первого термического напыления (206) с применением высокоскоростного кислородотопливного устройства (202).
4. Способ по п. 2, в котором стадия нанесения термического напыления (206, 236) содержит
нанесение второго термического напыления (236) с применением по меньшей мере одного из таких устройств, как устройство плазменного распыления, высокоскоростное кислородотопливное устройство (202) и двухпроводное дуговое устройство (204).
5. Способ по п. 2, в котором поверхностное покрытие (256) имеет суммарное остаточное напряжение (250), которое является результатом остаточного напряжения (216) части (212) покрытия со стороны инструмента и части (238) покрытия со стороны детали, причем стадии нанесения первого термического напыления (206) и второго термического напыления (236) содержат:
регулировку по меньшей мере одного параметра процесса таким образом, что остаточное напряжение (216) в части (212) покрытия со стороны инструмента нейтрализует остаточное напряжение (242) в части (238) покрытия со стороны детали на величину, вызывающую, по существу, эквивалентность суммарного остаточного напряжения (250) и прочности (224) сцепления покрытия с инструментом.
6. Способ по п. 5, в котором стадия регулировки по меньшей мере одного параметра процесса содержит:
определение остаточного напряжения (216, 242) по меньшей мере в одной из таких частей, как часть (212) покрытия со стороны инструмента и часть (238) покрытия со стороны детали, посредством следующего:
напыления покрытия (422) на подложку (402);
измерения изменения в кривизне подложки (402) в ответ на напыление покрытия (422) на подложку (402);
определения напряжения осаждения в покрытии (422) после осаждения на подложку (402);
определения теплового напряжения в покрытии (422) в ходе охлаждения покрытия (422) на основании разницы между коэффициентом (424) теплового расширения покрытия и коэффициентом (404) теплового расширения подложки;
вычисления остаточного напряжения (430) в покрытии (422) на основе напряжения осаждения и теплового напряжения и
итеративной регулировки указанного по меньшей мере одного параметра процесса и вычисления остаточного напряжения (430) до тех пор, пока суммарное остаточное напряжение (250) не станет, по существу, эквивалентно прочности (224) сцепления покрытия с инструментом.
7. Способ по п. 5, в котором стадия регулировки по меньшей мере одного параметра процесса содержит
регулировку указанного по меньшей мере одного параметра процесса до тех пор, пока поверхностное покрытие (256) не будет иметь суммарное остаточное напряжение (250), которое, по существу, уравновешено с напряжением (164) укладки в отвержденном композитном изделии (150), и суммарное остаточное напряжение (250) не будет, по существу, эквивалентно по величине прочности (224) сцепления покрытия с инструментом.
8. Способ по п. 5, в котором стадия регулировки по меньшей мере одного параметра процесса содержит регулировку по меньшей мере одного из следующего: параметр напыления и характеристика инструмента.
9. Способ по п. 8, в котором параметр напыления содержит по меньшей мере одно из следующего: газодинамическую характеристику пламени и характеристику сырья.
10. Способ по п. 1, в котором стадия нанесения термического напыления (206, 236) содержит
осаждение поверхностного покрытия (256) при температуре покрытия, которая способствует прикреплению к поверхности (302) инструмента таким образом, что поверхностное покрытие (256) остается прикрепленным к поверхности (302) инструмента в ходе укладки композитного материала (156) и отделяется от поверхности (302) инструмента в ходе удаления отвержденного композитного изделия (150) из инструмента (300).
11. Способ по п. 1, в котором стадия нанесения термического напыления (206, 236) включает
формирование поверхностного покрытия (256) с частью (212) покрытия со стороны инструмента и частью (238) покрытия со стороны детали; и
причем по меньшей мере одна из таких частей, как часть (212) покрытия со стороны инструмента и часть (238) покрытия со стороны детали, имеет толщину (214, 240) от около 0,013 мм до около 2,54 мм.
12. Способ по п. 1, в котором поверхностное покрытие (256) содержит металлическое поверхностное покрытие (256).
13. Способ по п. 1, в котором поверхностное покрытие (256) содержит керамическое поверхностное покрытие (256).
14. Композитное изделие (152) с поверхностным покрытием, отличающееся тем, что покрытие сформировано способом по любому из пп. 1-13.
| СПОСОБ ПОЛУЧЕНИЯ СЫРЬЯ ДЛЯ ПРОИЗВОДСТВА САЖИ | 1991 |
|
RU2054448C1 |
| Веретено для прядильных и крутильных машин | 1958 |
|
SU117838A1 |
| US 6478875 B1, 12.11.2002 | |||
| US 5817267 A, 06.10.1998 | |||
| СПОСОБ ПОЛУЧЕНИЯ СОЗДАЮЩЕГО ТЕРМИЧЕСКИЙ БАРЬЕР ПОКРЫТИЯ | 2003 |
|
RU2325467C2 |

