Область техники
Настоящее изобретение в общем имеет отношение к созданию абразивных изделий с покрытием, а в частности абразивных изделий с покрытием и способов их образования, в которых используют состав связующего, имеющий различные возможности для отверждения.
Уровень техники
Абразивные изделия с покрытием главным образом включают в себя основу или подложку, которая служит в качестве размерно стабильного компонента, на которую наносят содержащий абразив слой. В традиционных абразивах с покрытием (иначе говоря, в абразивных гибких инструментах) абразивные зерна абразивного слоя сцеплены с подложкой за счет использования формирующего покрытия, которое представляет собой связующую композицию для закрепления нанесенных абразивных зерен. Чаще всего, после этого обработку продолжают и осаждают размерное покрытие, которое придает конструктивную целостность абразивному слою. В контексте обсуждения традиционных абразивов с покрытием необходимо указать, что в них абразивные зерна обычно ориентированы случайным образом и образуют достаточно однородный слой.
Ранее уже были разработаны сконструированные или структурированные абразивы, которые имеют улучшенные характеристики по сравнению с традиционными абразивными изделиями с покрытием. Структурированные абразивы также обычно имеют подложку, однако абразивный слой наносят для того, чтобы образовать предварительно скомпонованный рисунок. Такие структурированные абразивы обычно обладают повышенными характеристиками шлифования по сравнению с обычными абразивными изделиями, в том числе обеспечивают длительную скорость резания, высокое качество обработки поверхности и продолжительный срок службы.
В контексте обсуждения как традиционных абразивов с покрытием, так и традиционных структурированных абразивов, необходимо указать, что в них используют термически отверждаемые связующие, чтобы сцеплять абразивный слой с подложкой или основой, а также чтобы стабилизировать абразивные зерна. Однако термическое отверждение обладает множеством недостатков, в том числе, очень часто, продолжительным временем отверждения, что приводит к нежелательному сдвигу положения абразивного зерна. Особенно необходимо указать, что рисунок зерен может быть нарушен во время реологических изменений состава связующего в ходе нагревания и/или в ходе обработки структурированного абразива, проводимой ранее, или в ходе термообработки.
Для устранения указанных недостатков были предложены так называемые системы отверждаемого излучением связующего, которые преимущественно позволяют достичь коротких циклов отверждения. Такие отверждаемые излучением связующие включают в себя как УФ отверждаемые связующие, так и связующие, отверждаемые электронным пучком. Однако следует иметь в виду, что отверждаемые излучением связующие также имеют некоторые недостатки. Например, особенно в случае абразивов на базе карбида кремния, глубина проникновения излучения является ограниченной. Кроме того, наличие красителей в составе связующего также может ограничивать проникновение излучения, что приводит к неполному отверждению.
Для улучшения технологических свойств и рабочих характеристик известных абразивов с покрытием и, в частности, структурированных абразивов в патентах США № 5863306 и 5833724 предложены различные абразивы с покрытием, которые образованы с использованием состава связующего, который комбинирует отверждаемые излучением и термически отверждаемые компоненты. Во время обработки вязкость модифицируют за счет использования функционального порошка, который добавляют в промежуточное изделие с покрытием ранее отверждения. Функциональный порошок предназначен для регулировки вязкости промежуточного изделия и для поддержания его конструктивной целостности во время обработки, так что сконструированная форма изделия сохраняется как до, так и во время отверждения.
Несмотря на то, что предложенные решения, примерами которых являются решения по патентам № 5863306 и 5833724, и обеспечивают некоторый прогресс в развитии этой области техники, все еще сохраняется необходимость в создании еще лучших абразивов с покрытием и способов их изготовления, которые позволяют организовать их крупносерийное производство.
Краткое изложение изобретения
В соответствии с настоящим изобретением предлагается способ изготовления абразивного изделия с покрытием, который предусматривает перемешивание состава связующего с абразивными зернами, чтобы образовать абразивную дисперсию, причем состав связующего содержит смесь первого и второго компонентов связующего. Первый компонент связующего является отверждаемым излучением, а второй компонент связующего обычно присутствует в виде порошка и является термически отверждаемым. Далее при помощи операции покрытия основы абразивной дисперсией получают промежуточное изделие с покрытием и проводят операции отверждения. Отверждение осуществляют за счет облучения промежуточного изделия с покрытием, чтобы произвести отверждение первого компонента связующего, и за счет термической обработки промежуточного изделия с покрытием, чтобы произвести отверждение второго компонента связующего.
Краткое описание чертежей
Указанные ранее и другие характеристики изобретения будут более ясны из последующего детального описания, данного в качестве примера, не имеющего ограничительного характера и приведенного со ссылкой на сопроводительные чертежи.
На фиг.1 показаны базовая схема размещения и последовательность технологических операций изготовления структурированного абразивного изделия с покрытием в соответствии с одним из вариантов настоящего изобретения.
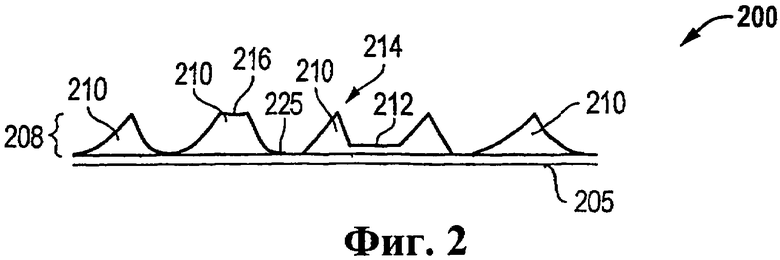
На фиг.2 показано поперечное сечение изделия в соответствии с одним из вариантов настоящего изобретения.
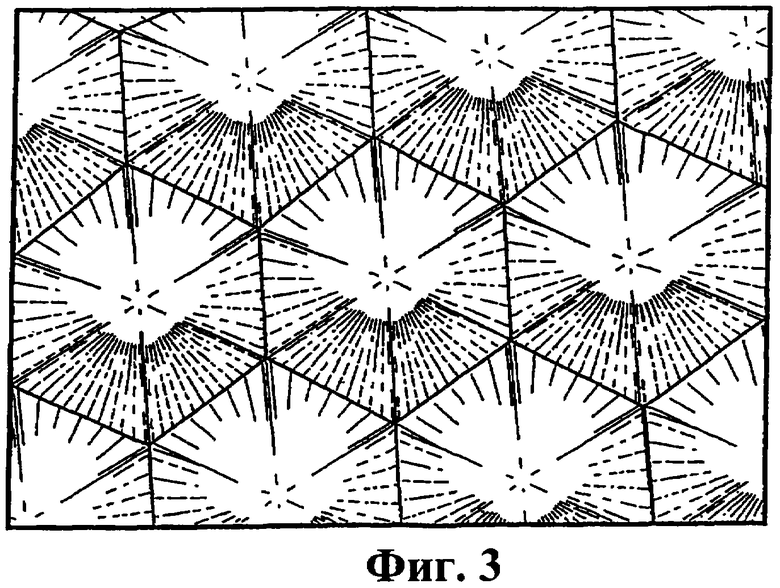
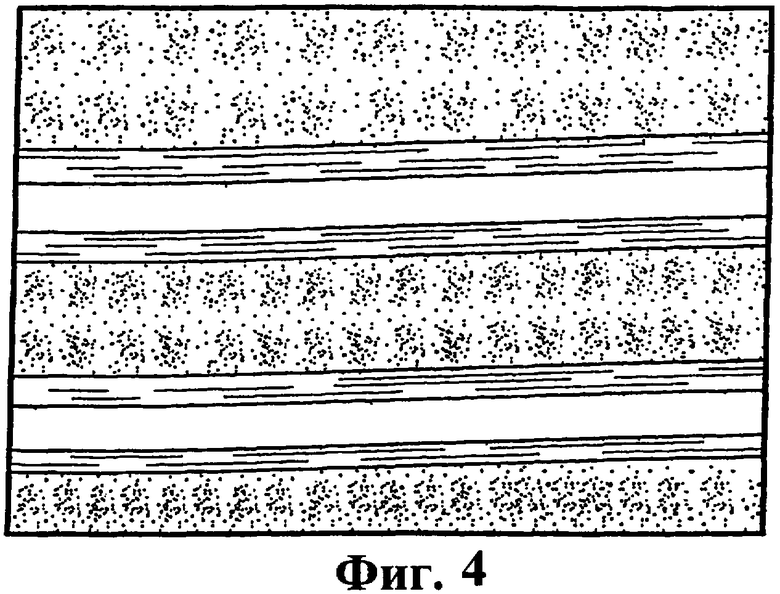
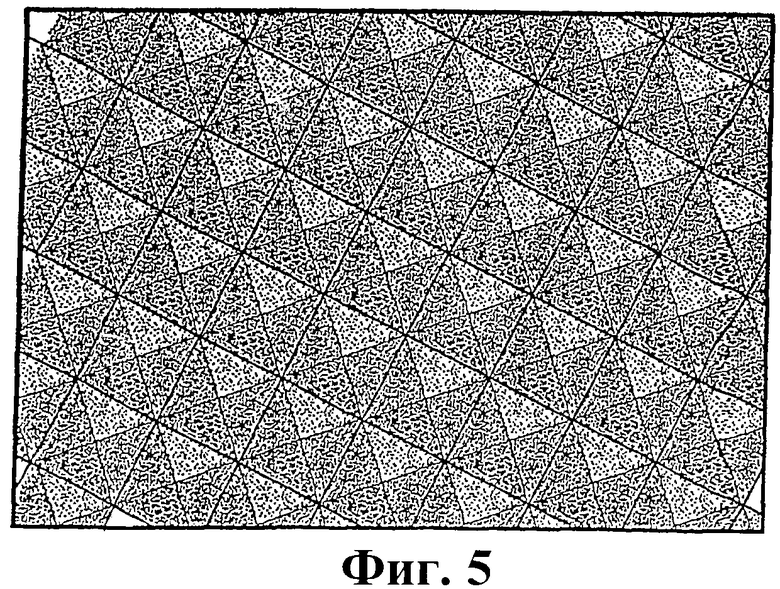
На фиг.3-5 показаны виды в перспективе изделий в соответствии с различными вариантами настоящего изобретения.
На всех чертежах аналогичные детали имеют одинаковые позиционные обозначения.
Подробное описание изобретения
Изготавливаемое в соответствии с настоящим изобретением абразивное изделие с покрытием содержит основу и абразивный слой, лежащий на основе. Абразивный слой содержит абразивные зерна и связующее, образованное из состава связующего. В соответствии со специфическим вариантом состав связующего содержит первый и второй компоненты связующего, которые перемешаны однородно вместе с абразивными зернами. Типично, первый компонент связующего является отверждаемым излучением, а второй компонент связующего образован из порошка и является термически отверждаемым. Каждый из первого и второго компонентов связующего может иметь только единственный путь для отверждения, то есть каждый компонент связующего может быть моно- отверждаемым, так что только одна методология отверждения может быть использована для отверждения конкретного компонента связующего. Например, как уже было упомянуто выше, первый компонент связующего может быть моноотверждаемым, а именно отверждаемым только за счет облучения, в то время как второй компонент связующего также может быть моноотверждаемым, а именно отверждаемым только при помощи термической обработки.
Если обратиться к особенностям состава связующего, то следует иметь в виду, что, как уже было упомянуто выше, один из компонентов связующего является обычно отверждаемым излучением, например УФ отверждаемым, отверждаемым электронным пучком или отверждаемым при помощи микроволн. Особенно полезная композиция УФ связующего содержит образующие, выбранные из группы, в которую входят олигомеры и мономеры акрилата и метакрилата. Полезные олигомеры включают в себя эпоксидные акрилаты, алифатические уретановые акрилаты, ароматические уретановые акрилаты, полиэфирные акрилаты, акрилаты ароматической кислоты, эпоксидные метакрилаты и метакрилаты ароматической кислоты. Мономеры включают в себя моно-, ди-, три-, тетра-, и пентафункциональные акрилаты и метакрилаты, такие как триметилопропан триакрилат, трис (2-гидроксиэтил) изоцианюрат триакрилат, трипропиленгликоль диакрилат, гександиол диакрилат, октил акрилат и децил акрилат. Состав связующего может содержать существенные количества мономеров акрилата, содержащих 3 или больше акрилатных групп в молекуле. Типично, серийно выпускаемые изделия, как уже было упомянуто здесь выше, содержат триметилопропан триакрилат (ТМРТА), а также пентаэритритол триакрилат (РЕТА). Относительные количества ди- и трифункциональных акрилатов, а также олигомеров акрилатов с большим молекулярным весом, могут быть изменены совместно с другими компонентами, чтобы придать желательные реологические свойства для обработки, надлежащую прочность и характеристики резания готового изделия после отверждения.
Кроме того, для улучшения сцепления между связкой и абразивными зернами могут быть использованы модификаторы. Типичные модификаторы включают в себя органосиланы, например А-174 и А-1100, которые могут быть закуплены на фирме Osi Specialties, Inc., органотитанаты и циркоалюминаты. Особая группа модификаторов содержит аминосиланы и метакрилоксисиланы.
В дисперсию могут быть введены наполнители, чтобы модифицировать реологию дисперсии, а также твердость и прочность отвержденных связующих. В качестве примеров полезных наполнителей можно привести: карбонаты металлов, такие как карбонат кальция и карбонат натрия; диоксиды кремния, такие как кварц, стеклянные шарики и стеклянные пузырьки; силикаты, такие как тальк, глины, метасиликат кальция; сульфаты металлов, такие как сульфат бария, сульфат кальция и сульфат алюминия; оксиды металлов, такие как оксид кальция, оксид алюминия (например, в виде бемита и/или псевдобемита); и тригидрат алюминия.
Дисперсия может содержать шлифовальную добавку для повышения эффективности шлифования и скорости резания. Полезные шлифовальные добавки могут быть добавками на неорганической основе, такими как соли галогенидов, например криолит натрия, тетрафторборат калия и т.п., или добавками на органической основе, такими как хлорированные парафины, например поливинилхлорид. Конкретный вариант содержит криолит и тетрафторборат калия с размерами частиц в диапазоне от 1 до 80 мкм, а преимущественно от 5 до 30 мкм. Весовой процент шлифовальной добавки лежит в диапазоне от 0 до 50%, а преимущественно от 10 до 30%, в пересчете на вес состава (с учетом абразивных компонентов).
В дополнение к указанным выше образующим могут быть добавлены также и другие образующие: обычно, фотоинициатор, такой как бензойный эфир, бензил кетал, α-алкоксиацетофенон, α-гидроксиалкилфенон, α-аминоалкилфенон, ацилфосфеноксид, бензофенон / амин, тиоксантон / амин, или другой генератор свободного радикала; антистатики, такие как графит, углеродная сажа и т.п.; суспендирующие агенты, такие как плавленый кварц; агенты против засаливания, такие как стеарат цинка; смазки, такие как парафин; увлажнители; красители; модификаторы вязкости; диспергаторы и противопенные добавки.
Если обратиться ко второму компоненту связующего, то следует иметь в виду, что в нем могут быть использованы различные термически отверждаемые полимеры. Несмотря на то, что могут быть использованы как термопластичные, так и термореактивные полимеры, чаще всего термореактивные полимеры являются более предпочтительными, принимая во внимание их стабильную природу, особенно в контексте операций резания или чистовой обработки, в ходе которых выделяется значительная теплота. В соответствии со специфическим вариантом второй компонент связующего типично состоит главным образом из порошка, и даже по существу состоит из порошка. Обычно вместо жидких термически отверждаемых полимеров используют порошок. Порошковая форма термически отверждаемых компонентов связующего является особенно предпочтительной, так как это позволяет очень просто вводить такие материалы в технологический процесс образования абразивов с покрытием. В самом деле, использование порошкового термически отверждаемого компонента связующего является особенно предпочтительным для создания абразивных дисперсий, которые используют для образования структурированных абразивов. Более того, было обнаружено, что использование термически отверждаемых компонентов в порошковой форме позволяет получать улучшенные абразивные свойства готового изделия, а также создавать абразивные дисперсии, которые имеют улучшенные характеристики обработки за счет по меньшей мере частичных благоприятных изменений вязкости дисперсий. В качестве примеров термически отверждаемых полимеров можно привести эпоксидные смолы, уретановые смолы, феноло-альдегидные полимеры, мочевину/формальдегид, меламин/формальдегид, акриловые смолы, полиэфирные смолы, винил, а также их смеси, при условии, что такие смолы используют скорее в виде порошка, а не в виде жидкости. Следует иметь в виду, что такие смолы имеются в любом виде, причем смола в виде порошка является предпочтительной для данного применения.
Абразивные зерна могут быть образованы в виде любой комбинации известных абразивных зерен, в том числе содержащей оксид алюминия (плавленый или спеченный), диоксид циркония, смеси диоксида циркония с оксидом алюминия, карбид кремния, гранат, алмаз, кубический нитрид бора, а также их комбинации. В особых вариантах используют плотные абразивные зерна, которые главным образом содержат альфа оксид алюминия. Абразивные частицы обычно имеют средний размер в диапазоне от 1 до 150 мкм, а преимущественно от 1 до 80 мкм. Обычно количество присутствующего абразива составляет ориентировочно от 10 до 90%, например ориентировочно от 30 до 80%, от веса состава.
Подложка может быть образована из гибких, но механически стабильных материалов, в том числе из различных полимерных пленок, бумаги и других целлюлозных материалов, и тканей, в том числе хлопковых и полиэфирных, с различными полимерными насыщающими веществами. Особым типом подложки или основы является пленка из полиэтилентерефталата. В качестве примеров других полимерных пленок можно привести поликарбонатные пленки. Подложки могут быть загрунтованы или предварительно обработаны, чтобы повысить сцепление между абразивным слоем и подложкой. Детали относительно отверждаемых излучением связующих, применяемых добавок, подложек и абразивных зерен можно найти в патенте США №5014468.
Обратимся теперь к особому аспекту настоящего изобретения, причем последующее описание сфокусировано на структурированных абразивах, обычно имеющих выпуклый рисунок абразивного материала, а также на способах их изготовления.
На фиг.1 показана базовая последовательность технологических операций для непрерывного изготовления абразивного изделия 10 с покрытием, а в частности структурированного или сконструированного абразивного изделия с покрытием. Здесь подложку 12 разматывают из рулона 42, закрепленного на лентоподающей установке. Лентоподающая установка, в соответствии с обычной практикой, имеет тормоз, чтобы создавать желательное сопротивление разматыванию подложки. Подложка 12 проходит от зоны разматывания вокруг одного или нескольких соответствующих валиков, обозначенных позициями 44, 46, 48 и 50, и поступает в зону нанесения покрытия, обозначенную в общем виде позицией 52, где она проходит через зазор, образованный между валиком 54 и фигурным (рисунчатым) валиком 56, которые вращаются в показанных стрелками направлениях. Фигурный валик представляет собой один из примеров инструмента для придания трехмерных структур, который может быть использован в соответствии с различными вариантами настоящего изобретения. Подложка 12 с абразивным покрытием 14, нанесенным на нее, проходит вокруг одного или нескольких валиков 58, 60 на участок 62 отверждения, снабженный источником излучения, таким как источник электронного пучка или источник актиничного света, то есть источник ультрафиолетового (УФ) излучения, для отверждения части состава связующего. Участок 62 отверждения может дополнительно иметь термический (тепловой) источник, расположенный ниже по течению относительно УФ источника, предназначенный для завершения отверждения изделия. Альтернативно, термический источник может быть автономным (расположенным вне технологической линии). Например, после частичного отверждения с использованием только излучения полученное частично отвержденное изделие может быть намотано в рулон и в виде рулона направлено в печь для термического отверждения (для проведения объемного отверждения, то есть отверждения всего объема рулона) или может быть пропущено через другой процесс перемотки с катушки на катушку, содержащий участок термического отверждения (для проведения линейного или поточного отверждения). В соответствии с одним из аспектов настоящего изобретения использование первого компонента связующего, которое позволяет осуществлять быстрое поточное отверждение, дает возможность проводить последующую стадию отверждения автономно, в операции объемного отверждения, что все еще позволяет сохранять желательные структурные характеристики слоя связки.
Валики 64, 66 направляют абразивный материал 10 с покрытием для перемещения в горизонтальном положении через зону отверждения. Из зоны отверждения абразивный материал 10 с покрытием поступает поверх валика 68 в обычный приемный узел, обозначенный в общем виде позицией 70, который содержит валик 72, покрытый резиной валик 74 и приводимый в движение сжатым воздухом приемный валик 76, на котором образуется намотанный рулон абразивного материала с покрытием.
Мощность излучения источника актиничного света может быть обеспечена с использованием любого подходящего УФ источника. Например, в соответствии с практикой настоящего изобретения, покрытия облучают УФ излучением, полученным при помощи V, D, Н, или Н+ ламп или их комбинации, с выходной мощностью в диапазоне от 100 Вт на дюйм ширины до 600 Вт на дюйм ширины.
Рисунок, образованный на подложке за счет контакта с фигурным валиком, может содержать изолированные островки состава, или же это может быть рисунок из выступов, разделенных впадинами. Рисунки обычно предназначены для того, чтобы снабдить абразивное изделие множеством поверхностей шлифования, равноудаленных от подложки, причем область шлифующей поверхности увеличивается при эрозии слоя. Между поверхностями шлифования часто создают каналы для циркуляции шлифующих жидкостей и удаления шлифовального шлама, образованного за счет шлифования.
Кроме того, инструмент, который используют для нанесения рисунка и осаждения абразивной композиции, может быть нагрет или охлажден, чтобы способствовать повышению вязкости и сделать поверхность композиции пластичной, но не текучей. Однако нагрев следует проводить так, чтобы связующее не отверждалось при контакте с инструментом. За счет регулировки вязкости полимерной композиции или поверхностного слоя рисунок главным образом сохраняется во время отверждения и обработки, например, в течение ориентировочно 30 секунд, а преимущественно по меньшей мере 60 секунд.
Несмотря на то, что приведенные выше варианты были описаны специфически со ссылкой на использование фигурного валика, следует иметь в виду, что могут быть использованы и другие технологии нанесения рисунка. В относительно простой форме соответствующая основа может быть покрыта композицией абразива, и затем на нее может быть нанесен рисунок за счет контакта с инструментом для тиснения, таким как штамп для тиснения или рифленый стальной валик.
В соответствии со специфическим вариантом в абразивной дисперсии или композиции используют термически отверждаемый полимер в виде порошка, объединенный с отверждаемым излучением полимером, вместе с абразивным компонентом и дополнительными компонентами, как уже было упомянуто здесь выше. Типично, размер частиц термически отверждаемого полимера может лежать в диапазоне от долей микрона до 500 мкм. Изменение размера частиц может быть использовано как для модификации реологических свойств покрытия, так и окончательных прочностных свойств. Введение связующего полимера в виде порошка также позволяет производить обработку суспензий с низким содержанием абразива, наполнителя и шлифующей добавки, которые не могут быть обработаны, если они изготовлены со связующим материалом только в жидком виде.
Обратимся теперь к рассмотрению фиг.2, на которой показано поперечное сечение варианта структурированного абразива. В частности, структурированное абразивное изделие 200 содержит основу или подложку 205, на которую сверху нанесен абразивный слой 208. Абразивный слой 208 содержит, в поперечном сечении, выпуклые детали 210. Профиль выпуклых деталей 210 может существенно варьировать в зависимости от планируемого конечного использования. В показанном варианте детали 210 имеют наклон и треугольное поперечное сечение, которое завершается относительно острым пиком 214, образующим поверхность резания и/или которое завершается плоской режущей поверхностью 216. Различные детали могут быть соединены вместе за счет лежащей ниже матрицы 212 или могут быть отделены друг от друга пустотами в абразивном материале, как это показано на участке 225, где открыт участок подложки 205. Как можно видеть в перспективном изображении, структурированный абразив имеет в целом повторяющийся полигональный непрерывный рисунок. Следует иметь в виду, что некоторые участки рисунка могут быть разорваны, при этом образуются только локализованные рисунки со смежными выпуклыми деталями.
Обратимся теперь к рассмотрению фиг.3-5, на которых показаны различные варианты структурированных абразивов. На этих чертежах показаны графические представления действительных РЭМ фотографий, где можно видеть, в качестве примера, несколько различных геометрических рисунков. На фиг.3 показаны поверхностные детали гексагональной формы, расположенные в упорядоченной решетке. На фиг.4 показаны в целом линейные поверхностные детали, имеющие достаточно высокий коэффициент формы, определенный как отношение длины поверхностной детали к следующему самому большому размеру, в данном случае к ширине. Коэффициенты формы, равные 10, 100 или даже больше, являются типичными. На фиг.5 показана решетка квадратных поверхностных деталей (в горизонтальном сечении). Можно видеть, что каждая поверхностная деталь образует пирамиду, имеющую четыре основных боковых поверхности, заканчивающихся пиком. Выемки между поверхностными деталями могут быть полностью лишены абразивного материала, однако, в показанных вариантах, выемки обычно содержат относительно более тонкий участок абразивного слоя.
ПРИМЕРЫ
Пример 1. Бесцентровое шлифование с охлаждением нержавеющей стали
Проверяемые изделия: термореактивный порошок Novolac Varcum 29-345 фирмы OxyChem был добавлен в композицию контрольных сконструированных абразивов, чтобы оценить влияние термореактивного порошка, при условии воздействия термического отверждения на состав связующего, на характеристики бесцентрового шлифования с охлаждением. Модифицированная и контрольная композиции были нанесены в виде покрытия на полиэфирную тканевую основу и обработаны в одинаковых условиях, чтобы получить сконструированные абразивные изделия, причем обработка предусматривает воздействие УФ излучением в блоке Fusion UV. Изделие, содержащее порошок Novolac, было дополнительно термически отверждено при температуре 250F в течение 3.5 часов. Композиции приведены в Таблице 1.
Последовательность технологических операций для образования приведенных вариантов описана подробно в патенте США № 5863306.
Расшифровка указанных в Таблице 1 композиций: Ebecryl 3700: эпоксидный акрилат фирмы UCB chemicals. TMPTA: триметилол триакрилат фирмы UCB chemicals. Irgacure 819: фотоинициатор из фосфин оксида фирмы Ciba-Geigy. Varcum 29-345: порошок Novolac фирмы OxyChem. ATH: тригидрохлорид алюминия фирмы ALCOA, с обработкой поверхности при помощи А1100. А1100: амино силан фирмы Osi.
Установка для испытаний: установка ACME Model 47 с постоянной подачей, которая представляет собой установку для бесцентрового шлифования с абразивной лентой, была использована во всех испытаниях. Установка содержит четыре основных узла, а именно подающий круг, нож люнета, контактный круг и абразивную ленту.
Обрабатываемый материал: был использован набор из 20 цилиндрических заготовок из нержавеющей стали мерки 304 с начальными размерами 1.5×10 дюймов.
Методика испытаний: изделия изгибали и преобразовывали в абразивные ленты размерами 4"×54" для испытаний на установке для бесцентрового шлифования. Ранее проведения операции шлифования любой из заготовок устанавливали следующие параметры установки.
Устанавливали угол подающего круга 5°. Устанавливали параллельно друг другу шпиндели подающего и контактного кругов. Производили заправку (заточку) подающего и контактного кругов. Притирали нейлоновый люнет. Направители для края детали регулировали так, чтобы имелся надлежащий зазор между деталями.
Методика испытаний включает в себя приведенную далее последовательность операций.
Обрабатываемые детали (заготовки) предварительно грунтовали, чтобы удалить поверхностные дефекты. Регистрировали вес каждой заготовки. Устанавливали желательную подачу 0.006 дюйма установки и скорость 53 об/мин подающего круга. Два барабана пропускали через установку. Это считали как один проход. Во время шлифования распыляли на абразивную ленту водяной охладитель, содержащий антикоррозийную присадку. Регистрировали вес каждой заготовки, чтобы вычислить вес удаленного (снятого) металла. Измеряли толщину и натяжение абразивной ленты. После этого подачу увеличивали дополнительно на 0.006 дюйма, два дополнительных барабана пропускали через установку и вновь регистрировали вес заготовки, а также регистрировали толщину и натяжение абразивной ленты. Эти операции повторяли до тех пор, пока изделие не снашивалось до основы.
Результаты испытания: композиция с добавкой порошка Novolac имеет повышенную износостойкость по сравнению с контрольной композицией. Она выдерживает 5 проходов по сравнению с 4 проходами для контрольной композиции. Даже при более низком содержании зерна, чем в контрольной композиции, изделие с порошком Novolac (или с другим аналогичным порошком на базе фенол/формальдегида) позволяет обеспечить более высокий съем припуска, чем для контрольной композиции. Более того, отношение срез/износ для изделия с порошком Novolac существенно выше, чем для контрольного изделия.
Пример 2. Составные (композитные) наждачные круги
Испытуемые изделия: были проведены испытания изделий с двумя размерами частиц: 9 мкм и 30 мкм. Для каждого размера частиц были приготовлены контрольная композиция со связующим, содержащим только УФ отверждаемый полимер, и модифицированная композиция, содержащая термореактивный порошок на базе акриловой смолы в дополнение к УФ отверждаемому полимеру. Модифицированную и контрольную композиции наносили в виде покрытия на пленочную основу из полиэтилентерефталата и обрабатывали в одних и тех же условиях, чтобы получить сконструированное абразивное изделие, что включает в себя воздействие УФ излучением в блоке Fusion UV. Изделия, содержащие термореактивный порошок, были дополнительно термически отверждены при температуре 250F в течение 4 часов.
Расшифровка указанных в Таблицах композиций: Ebecryl 3720: эпоксидный акрилат фирмы UCB chemicals. ТМРТА: триметилол триакрилат фирмы UCB chemicals. Irgacure 819: фотоинициатор из фосфин оксида фирмы Ciba-Geigy. BYK A501: противопенная добавка фирмы BYK Chemie. A1100: амино силан фирмы Osi. Акриловый термореактивный порошок: 158С121 фирмы VEDOC powder coatings of Ferro.
Обрабатываемые материалы (заготовки): для испытаний были использованы 6"×24"×1/2" композитные панели.
Оборудование. Испытания изделий проводили на автоматической установке для шлифования, позволяющей производить испытания кругов для плоскошлифовальных станков со случайным движением. Установка содержит плоскошлифовальный блок со случайным движением фирмы Dynabrade, закрепленный на кронштейне, который совершает возвратно-поступательное движение с заданной длиной хода. Установка приводит во вращение круг, опускает кронштейн, чтобы ввести шлифовальный блок в контакт с заготовкой, и перемещает шлифовальный блок вперед и назад по заготовке с заданным давлением и в течение заданного промежутка времени, после чего отводит шлифовальный блок от заготовки. Затем проводят измерения заготовки. Используют весы для определения ее веса; анализатор поверхностей (профилограф) используют для определения качества обработки поверхности; глянцемер используют для определения глянца.
Методика испытаний. Композитную панель очищали и вытирали досуха, после чего ее взвешивали и записывали вес. Устанавливали длину хода установки 20 дюймов и устанавливали направленную вниз на абразивный круг силу 10 фунтов. Панель вводили в установку и установку включали на 1 минуту. Поперечная скорость шлифовального блока по заготовке составляла около 20 футов в минуту. Во время испытания на шлифование воду распыляли на поверхности панели с использованием пульверизатора. После шлифования в течение 1 минуты панель снимали с установки, промывали водой и вытирали досуха. Затем панель взвешивали и регистрировали потери в массе (потери веса). Анализатор поверхностей использовали для регистрации Ra, Ry и Rmax. Глянцемер использовали для регистрации глянца при 20, 60 и 85 градусах. После этого панель вновь помещали в установку, шлифовали в течение 1 минуты, очищали и проводили измерения. Эту процедуру повторяли до накопления 12 минут шлифования панели.
Результаты испытаний.
Сводка результатов испытаний приведена в Таблице 7. Можно видеть, что композиции с термореактивным порошком имеют существенно лучшую износостойкость по сравнению с контрольными композициями. Потери веса обеих композиций 9 мкм и 30 мкм с термореактивным порошком после 12 минут мокрого (с охлаждением) шлифования составляли всего только 0.1 грамма по сравнению с 7.4 и 10.6 граммами соответственно для контрольных композиций. G отношение, которое представляет собой отношение съема припуска к потере веса изделия, также существенно выше для композиций с термореактивным порошком (соответственно 125 и 43 по сравнению с 0.54 и 0.77 для контрольных композиций). Кроме того, изделия с термореактивным порошком позволяют получить намного лучшие значения глянца на полированных поверхностях по сравнению с контрольными композициями, что является критическим критерием для данного применения. Подводя итог, можно сказать, что неожиданно добавка порошкового пластика существенно улучшает износостойкость, G отношение и окончательные значения глянца полированных поверхностей.
В соответствии с описанными вариантами предлагаются абразивы с покрытием и, в частности, структурированные или сконструированные абразивы с покрытием, имеющие особый состав связующего, что не только улучшает технологичность, но и проявляется в существенном улучшении характеристик, приведенных выше. Кроме того, использование первого и второго отдельных компонентов связующего, что описано в связи с различными раскрытыми вариантами, существенно расширяет выбор гибкости связующей композиции. В отличие от этого используемые ранее бифункциональные соединения, имеющие различные функциональные группы, структурированные в одном связующем, обладают ограниченной технологической гибкостью и создают большие сложности при их конструировании и внедрении.
Следует иметь в виду, что описанные выше варианты следует рассматривать в качестве поясняющих и не имеющих ограничительного характера вариантов, причем за рамки приведенной далее формулы изобретения не выходят изменения и дополнения, которые могут быть внесены в настоящее изобретение специалистами в данной области.
Таким образом, в максимальной степени, допускаемой законодательством, объем настоящего изобретения определен, в его наиболее широкой допустимой интерпретации, приведенной далее формулой изобретения и ее эквивалентами и ни в коей мере не ограничен приведенным подробным описанием изобретения.
Например, несмотря на то, что в описании сделана ссылка на отдельные компоненты связующего, которые являются соответственно отверждаемым излучением и термически отверждаемым, имеющее относительно быстрое отверждение отверждаемое излучением связующее может быть заменено альтернативными связующими. Например, может быть использован покрытый эпоксидной смолой катализатор быстрого отверждения, который быстро отверждается за счет термообработки. Альтернативно, может быть использован уретановый/блокированный катализатор быстрого отверждения, который быстро отверждается за счет термообработки. В этом отношении следует иметь в виду, что желательно применять первый компонент связующего, который имеет свойства быстрого отверждения, в сочетании с более прочным (крепким) вторым компонентом связующего, которое имеет относительно более медленное отверждение.
| название | год | авторы | номер документа |
|---|---|---|---|
| АБРАЗИВНОЕ ИЗДЕЛИЕ | 2006 |
|
RU2361719C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНЫХ ИЗДЕЛИЙ | 2006 |
|
RU2358854C1 |
| СПОСОБЫ ИЗГОТОВЛЕНИЯ АБРАЗИВНЫХ ИЗДЕЛИЙ | 2006 |
|
RU2376128C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫТОГО АБРАЗИВА | 1999 |
|
RU2205739C2 |
| СТРУКТУРИРОВАННЫЕ АБРАЗИВЫ СО СЦЕПЛЕННЫМИ ФУНКЦИОНАЛЬНЫМИ ПОРОШКАМИ | 1998 |
|
RU2173251C1 |
| СПОСОБ ФОРМИРОВАНИЯ СТРУКТУРИРОВАННОГО АБРАЗИВНОГО ИЗДЕЛИЯ | 2006 |
|
RU2374062C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНОГО ИЗДЕЛИЯ И ШЛИФОВАЛЬНОЕ ИЗДЕЛИЕ С ПОКРЫТИЕМ | 1997 |
|
RU2169068C2 |
| АБРАЗИВНЫЕ ИЗДЕЛИЯ И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2361718C2 |
| СПОСОБ ГЛУБОКОЙ ПЕЧАТИ ДЛЯ ПОЛУЧЕНИЯ АБРАЗИВНЫХ ПОВЕРХНОСТЕЙ С НАНЕСЕННЫМ РЕЛЬЕФОМ | 1997 |
|
RU2173631C2 |
| ГИБКОЕ ШЛИФОВАЛЬНОЕ ИЗДЕЛИЕ СО СГЛАЖЕННОЙ ПОВЕРХНОСТЬЮ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2617184C2 |
Изобретение относится к области абразивной обработки и может быть использовано при изготовлении абразивных изделий с покрытием, имеющих связующие с различной возможностью их отверждения. В качестве первого из связующих используют отверждаемый излучением компонент. В качестве второго - термически отверждаемый компонент, содержащий порошок для модификации реологических свойств абразивной дисперсии. Осуществляют перемешивание состава связующего с абразивными зернами с образованием абразивной дисперсии. Последнюю наносят на основу с образованием промежуточного изделия с покрытием, содержащего абразивный слой. Производят облучение промежуточного изделия с покрытием для отверждения первого компонента связующего и термическую обработку промежуточного изделия с покрытием для отверждения второго компонента связующего. В результате повышается технологичность изготовления абразивных изделий с улучшением их физических характеристик. 26 з.п. ф-лы, 5 ил., 7 табл.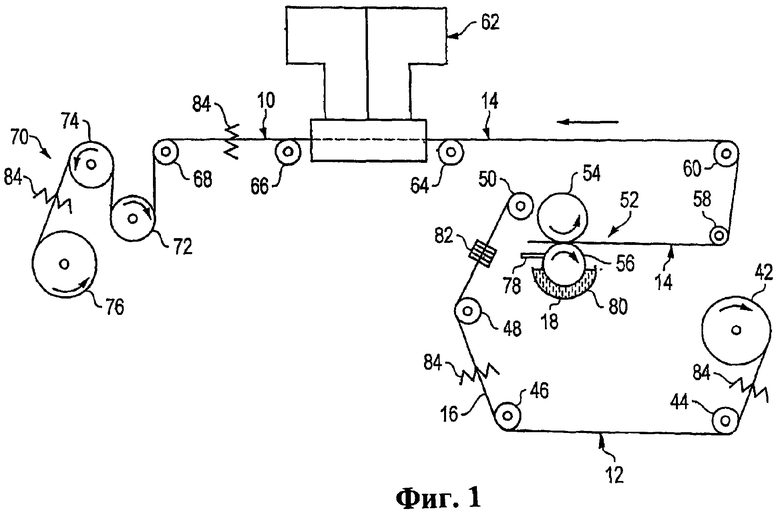
осуществляют перемешивание состава связующего с абразивными зернами с образованием абразивной дисперсии, причем состав связующего содержит смесь первого и второго компонентов связующего, в качестве первого из которых используют отверждаемый излучением компонент, а в качестве второго - термически отверждаемый компонент, содержащий порошок для модификации реологических свойств абразивной дисперсии, при этом производят покрытие основы абразивной дисперсией с образованием промежуточного изделия с покрытием, содержащего абразивный слой, облучение промежуточного изделия с покрытием для отверждения первого компонента связующего и термическую обработку промежуточного изделия с покрытием для отверждения второго компонента связующего.
| US 6228133 B1, 08.05.2001 | |||
| СТРУКТУРИРОВАННЫЕ АБРАЗИВЫ СО СЦЕПЛЕННЫМИ ФУНКЦИОНАЛЬНЫМИ ПОРОШКАМИ | 1998 |
|
RU2173251C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНОГО ИЗДЕЛИЯ И ШЛИФОВАЛЬНОЕ ИЗДЕЛИЕ С ПОКРЫТИЕМ | 1997 |
|
RU2169068C2 |
| Способ изготовления шлифовальной ленты с программным расположением зерен | 1986 |
|
SU1316805A1 |

