Область техники
Настоящее изобретение в целом относится к композитам, и в частности к производству армированных волокнами композитных изделий с улучшенными оптическими свойствами.
Уровень техники
Известные способы изготовления композитных изделий включают подготовку сухой заготовки волокон, содержащей множество волокон. Сухая заготовка волокон может быть расположена в формовочной оснастке, приблизительно соответствующей окончательной форме композитного изделия. После того, как сухая заготовка волокон расположена в формовочной оснастке, на нее может отдельно наноситься смола. Например, жидкая смола из емкости со смолой может вливаться в сухую заготовку волокон с использованием вакуума. На заполненную смолой заготовку может воздействовать тепло и/или давление для ее отверждения или застывания с образованием композитного изделия.
Хотя отдельное вливание смолы в сухую заготовку волокон обычно является удовлетворительным способом формирования композитных изделий, этот процесс имеет ряд недостатков, снижающих его общую полезность. Например, отдельное вливание жидкой смолы в сухую заготовку волокон требует применения специального оборудования, такого как емкость со смолой, каналы подачи смолы, жидкая среда и вакуумное оборудование. Необходимость в специализированном оборудовании увеличивает сложность процесса и повышает общие затраты и время, необходимые для производства композитных изделий.
В другом способе изготовления композитных изделий между слоями сухих волокон могут располагаться тонкие пленки смолы с образованием укладки композита в формовочной оснастке. Укладка композита может подвергаться воздействию тепла для снижения вязкости смоляной пленки и обеспечения течения смолы, ее смешивания с сухими волокнами и заполнения слоев сухих волокон. Воздействие тепла и/или давления может применяться в процессе отверждения укладки композита. Хотя применение тонких пленок смолы может устранить некоторые сложности, связанные с подачей смолы в сухие волокна, необходимость в расположении отдельных слоев смоляной пленки и слоев сухих волокон приводит к длительному и трудоемкому процессу.
Другой недостаток обычных процессов изготовления композитных изделий связан с необходимостью обеспечения отдельных волокон определенной формой поперечного сечения. Например, может быть желательным обеспечить каждое волокно плоскими поверхностями и относительно острыми углами, чтобы улучшить оптические характеристики композитного изделия. К сожалению, обычные способы изготовления волокон приводит к округлению поверхностей и углов волокон из-за эффектов, связанных с поверхностной энергией. Скругленные поверхности и углы волокон могут привести к оптическим искажениям света, проходящего через композитное изделие, что может привести к ухудшению оптических свойства композитного изделия.
Как видно, в данной области техники существует необходимость в системе и способе изготовления композитного изделия, которые уменьшат время, затраты и сложности, связанные с нанесением смолы на укладку композита. Кроме того, в данной области техники существует необходимость в системе и способе изготовления волокон композитного изделия, в которых волокна имеют плоские поверхности и относительно острые углы.
Краткое описание изобретения
Именно на решение описанных выше проблем и удовлетворение указанных потребностей направлено настоящее изобретение, в котором предложено в качестве варианта осуществления волокно с покрытием для композитного изделия. Волокно с покрытием может включать тело волокна и матричный слой. Тело волокна может иметь по меньшей мере одну поверхность волокна. Матричный слой может по меньшей мере частично покрывать поверхность волокна и может наноситься в процессе формирования тела волокна.
Также раскрыто композитное изделие, которое может быть сформировано с использованием множества тел волокон. Каждое из тел волокон может иметь по меньшей мере одну поверхность волокна. Матричный слой может по меньшей мере частично покрывать поверхность волокна по меньшей мере одного из тел волокон. Матричный слой может быть нанесен по существу одновременно с формированием тела волокна.
Кроме того, раскрыт способ изготовления волокна с покрытием для композитного изделия. Способ может включать стадию формирования тела волокна, имеющего по меньшей мере одну поверхность волокна. Способ также может включать этап нанесения матричного слоя на поверхность волокна по существу одновременно с формированием тела волокна.
В еще одном варианте осуществления раскрыт способ формирования композитного изделия, который может включать этап создания множества волокон с покрытием, отличающийся тем, что каждое из волокон с покрытием может состоять из тела волокна, покрытого матричным материалом во время формировании тела волокна. Способ формирования композитного изделия может дополнительно включать уменьшение вязкости матричного материала, чтобы привести к смешиванию материала матрицы с множеством волокон с покрытием. Способ формирования композитного изделия может дополнительно включать отверждение и/или упрочнение матричного материала для формирования композитного изделия.
Также описан способ нагружения композитного изделия. Способ может включать в себя создание композитного изделия, образованного из множества волокон с покрытием, каждое из которых содержит тело волокна и матричный слой, нанесенный на тело волокна по существу одновременно с формированием тела волокна. Способ применения композитного изделия может также включать в себя помещение композитного изделия в ненагруженное состояние. Способ применения композитного изделия может дополнительно включать в себя помещение композитного изделия в нагруженное состояние.
Описанные признаки, функции и преимущества могут обеспечиваться по отдельности в различных вариантах осуществления данного изобретения или могут быть объединены в других вариантах осуществления, которые подробно описаны далее со ссылкой на прилагаемые чертежи.
Краткое описание чертежей
Эти и другие признаки настоящего изобретения станут более понятными из чертежей, на которых одинаковые номера позиций относятся к одинаковым деталям и где:
на фиг. 1 приведен вид в перспективе композитного изделия, выполненного в виде композитной панели;
на фиг. 2 приведено увеличенное изображение части композитного материала, изображенного на фиг. 1, иллюстрирующее множество тел волокон, помещенных в матричный материал;
на фиг. 3 приведен вид сбоку композитного изделия по фиг. 2, иллюстрирующий слои тел волокон, расположенных в перекрестной конфигурации;
на фиг. 4 изображен вид в разрезе волокна с покрытием, включающего тело волокна с покрытием из матричного материала, которое может наноситься одновременно с формированием тела волокна;
на фиг. 5 приведен вид с торца множества волокон с покрытием согласно фиг. 4 в первом состоянии перед нагреванием матричного материала;
на фиг. 6 приведен вид с торца множества тел волокон согласно фиг. 4 во втором состоянии после нагрева и смешивания матричного материала различных волокон с покрытием;
на фиг. 7 приведено схематичное изображение варианта осуществления волоконно-матричного формовочного аппарата для изготовления волокон с покрытием;
на фиг. 8 приведено увеличенное изображение сопла волоконно-матричного формовочного аппарата и проиллюстрировано нанесение матричного материала на тело волокна при протягивании тела волокна из сопла;
на фиг. 9 приведен вид в разрезе сопла, на котором изображена форма матричного слоя, окружающая форму тела волокна;
на фиг. 10 изображен вид в разрезе варианта формирования волокна с покрытием посредством волоконно-матричного формовочного аппарата и проиллюстрирована в целом острая, нескругленная форма углов тела волокна и в целом плоские, нескругленные поверхности волокон;
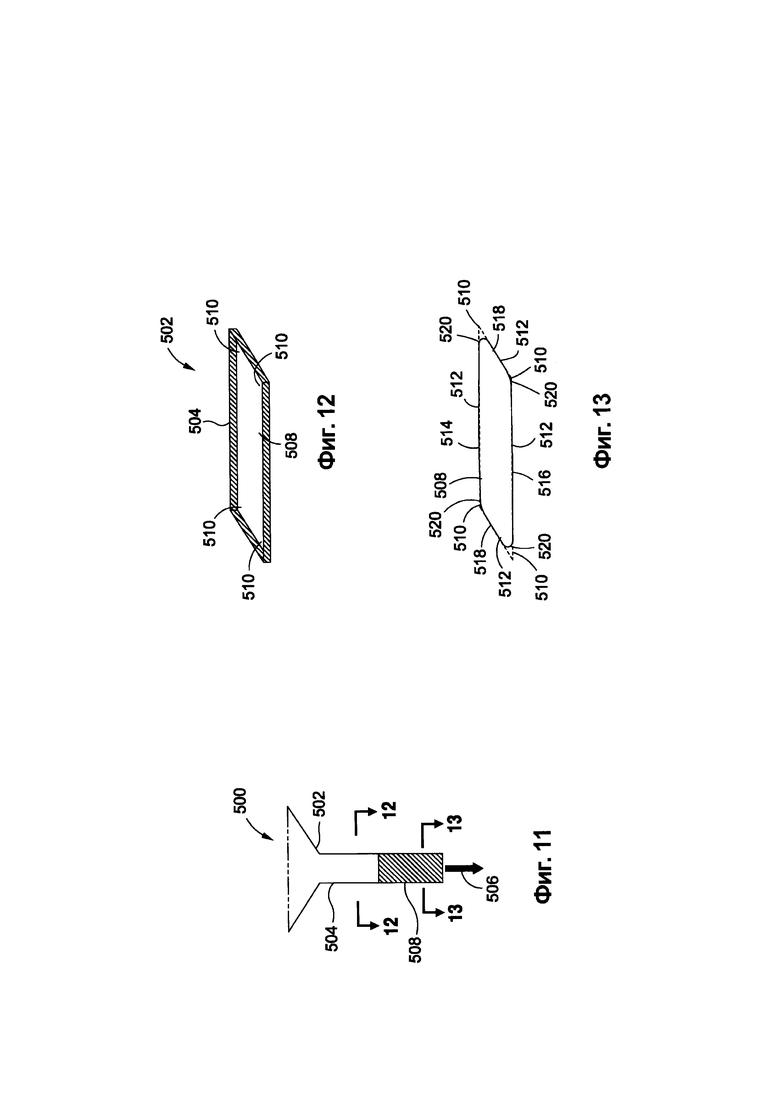
на фиг. 11 приведено схематичное изображение сопла волоконно-формовочного аппарата для вытягивания волокнистого материала без нанесения матричного материала;
на фиг. 12 приведен вид в разрезе сопла волоконно-формовочного аппарата согласно фиг. 11.
на фиг. 13 приведен вид в разрезе волокна, сформированного с использованием сопла по фиг. 12, и дополнительно проиллюстрированы скругленные поверхности и скругленные углы из-за эффектов, связанных с поверхностной энергией;
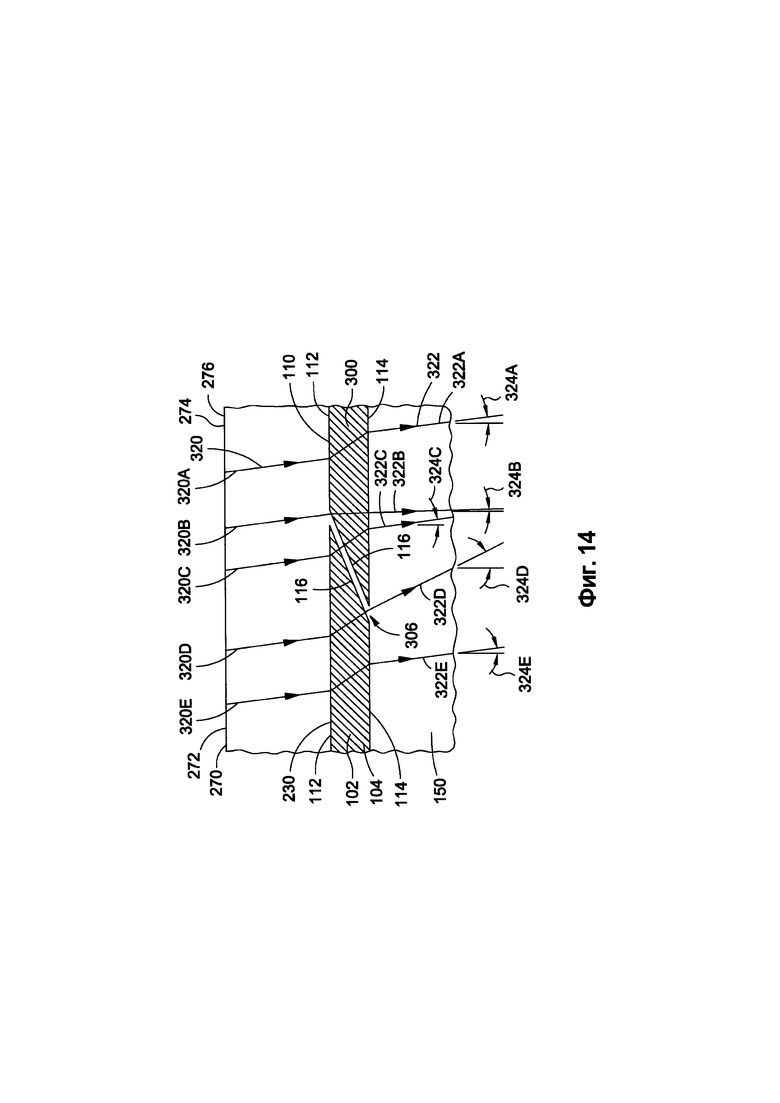
на фиг. 14 приведен вид в разрезе множества световых лучей, проходящих через композитное изделие, изготовленное с использованием волокон с покрытием, и проиллюстрирована минимальная разница в полученных углах и длинах путей световых лучей;
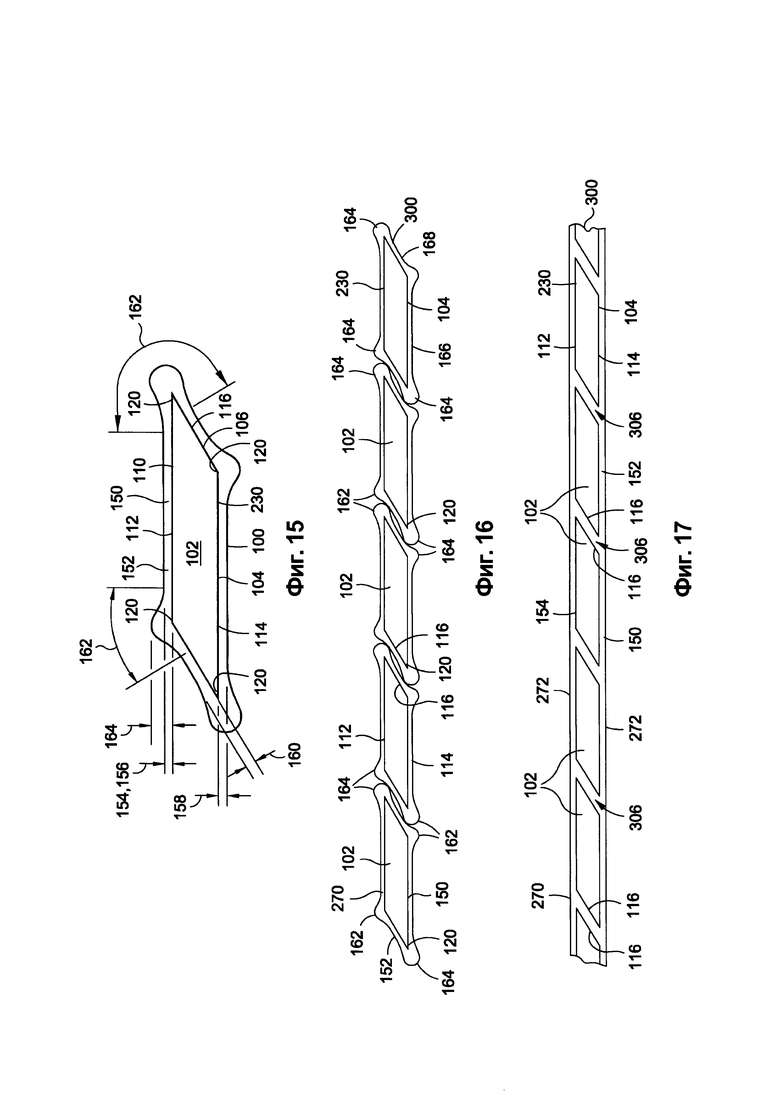
на фиг. 15 изображен вид в разрезе волокна с покрытием, отличающегося тем, что матричный материал наносится с большей толщиной по углам тела волокна;
на фиг. 16 приведен вид с торца множества волокон с покрытием по фиг. 15 в первом состоянии перед нагреванием матричного материала;
на фиг. 17 приведен вид с торца множества тел волокон по фиг. 15 во втором состоянии после нагрева и смешивания матричного материала различных волокон с покрытием;
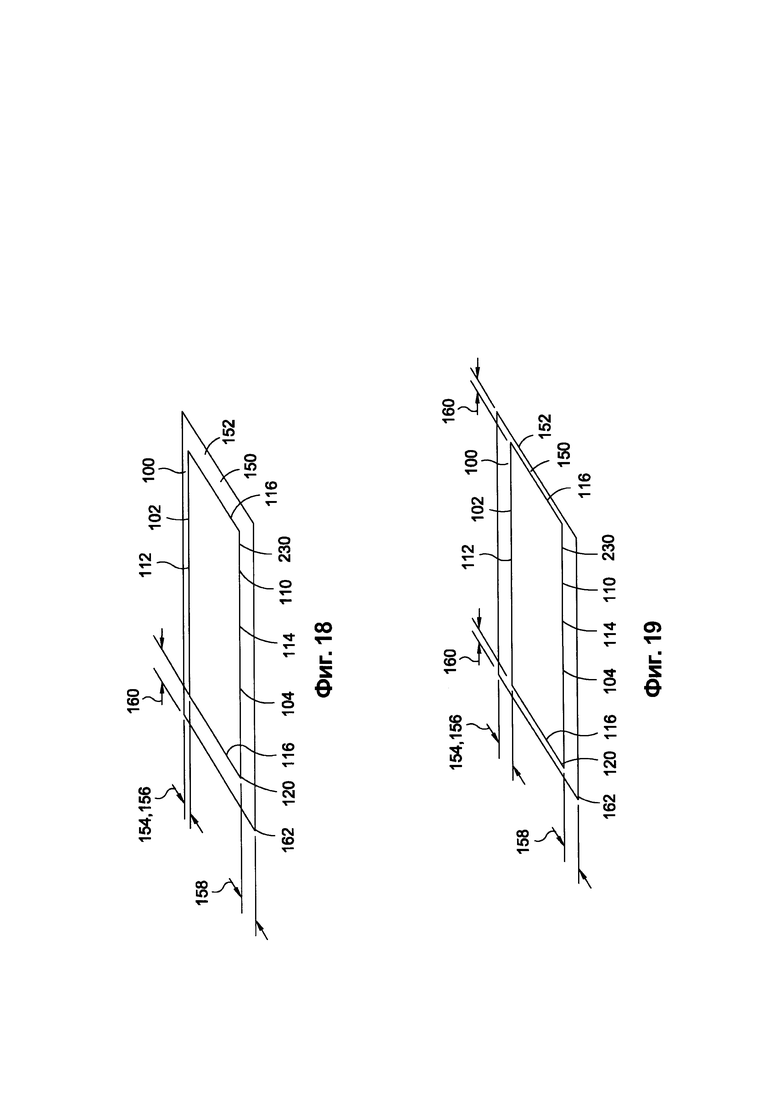
на фиг. 18 изображен вид в разрезе варианта осуществления волокна с покрытием, у которого толщина матрицы верхней поверхности отличается от толщины матрицы нижней поверхности;
на фиг. 19 изображен вид в разрезе другого варианта осуществления волокна с покрытием, у которого толщина матрицы боковой поверхности отличается от толщины матрицы верхней и нижней поверхности;
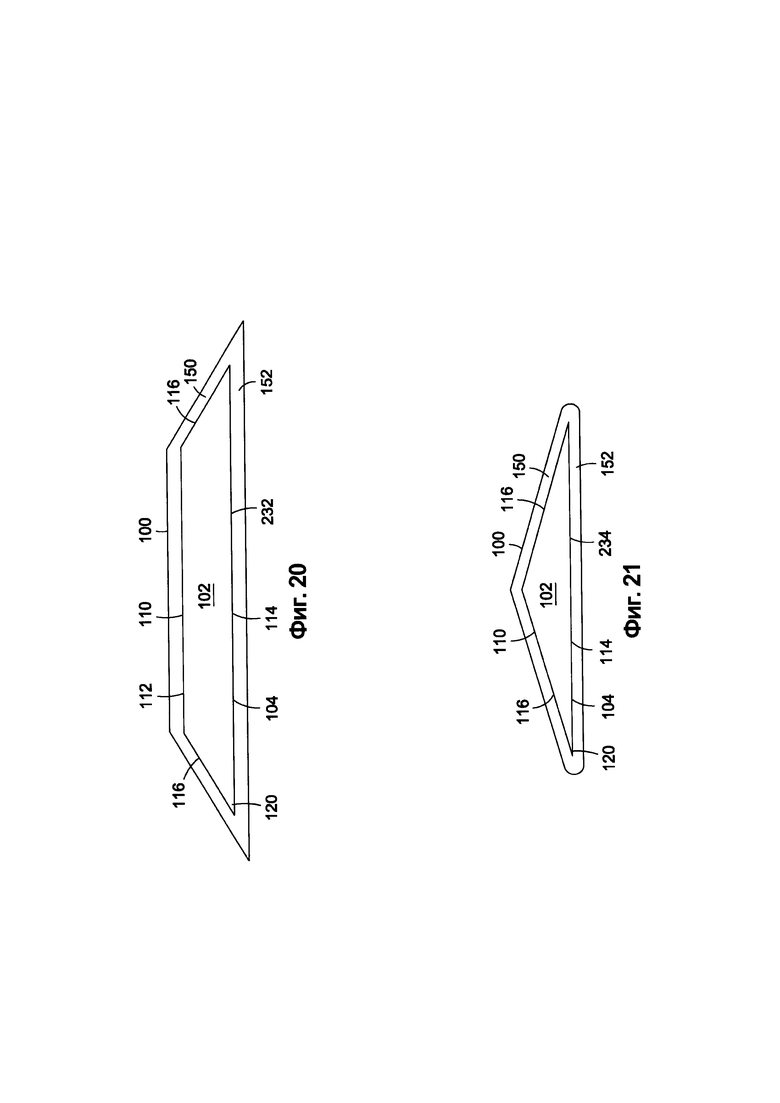
на фиг. 20 приведен вид в разрезе варианта осуществления волокна с покрытием, имеющего сечение в форме трапеции;
на фиг. 21 приведен вид в разрезе варианта осуществления волокна с покрытием, имеющего сечение в форме треугольника;
на фиг. 22 приведен вид в разрезе варианта осуществления волокна с покрытием, имеющего сечение в форме ромба;
на фиг. 23 приведен вид в разрезе варианта осуществления волокна с покрытием в форме листа;
на фиг. 24 приведен вид в разрезе варианта осуществления макроволокна с множеством тел волокон, окруженных матричным материалом;
на фиг. 25 приведен вид с торца множества макроволокон по фиг. 24 в первом состоянии перед нагреванием матричного материала;
на фиг. 26 приведен вид с торца множества макроволокон по фиг. 24 во втором состоянии после нагрева матричного материала и смешивания с матричным материалом;
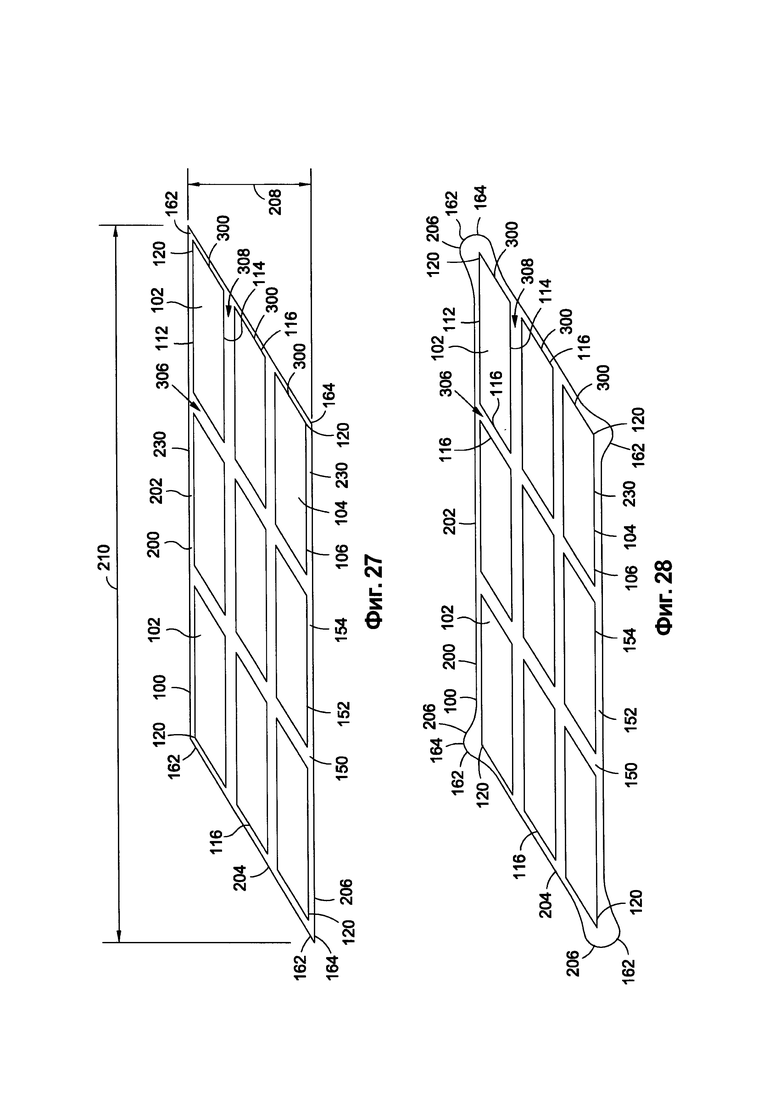
на фиг. 27 приведен вид в разрезе еще одного варианта осуществления макроволокна с множеством тел волокон, окруженных матричным материалом, отличающегося тем, что макроволокно имеет сечение в форме параллелограмма;
на фиг. 28 изображен вид в разрезе альтернативного варианта макроволокна, отличающегося тем, что матричный материал наносится с большей толщиной по углам тела макроволокна;
на фиг. 29 приведен вид в разрезе варианта осуществления тела волокна с областями вырезов, предназначенными для сцепления с другими телами волокон;
на фиг. 30 приведен вид в разрезе варианта осуществления макроволокна со множеством тел волокон, выполненных с возможностью сцепления друг с другом в плоскости;
на фиг. 31 приведен вид в разрезе другого варианта осуществления тела волокна с областями вырезов, предназначенными для сцепления с другими телами волокон;
на фиг. 32 приведен вид в разрезе еще одного варианта осуществления макроволокна с множеством тел волокон по фиг. 31, выполненных с возможностью сцепления в плоскости и вне плоскости с другими телами волокон;
на фиг. 33 приведено перспективное изображение трехкомпонентного волокна, содержащего расходуемый материал, окружающий по меньшей мере одно волокно с покрытием;
на фиг. 34 приведен вид в разрезе трехкомпонентного волокна по фиг. 33;
на фиг. 35 приведено перспективное изображение волокна с покрытием по фиг. 34 после удаления расходуемого материала;
на фиг. 36 приведен вид в разрезе волокна с покрытием;
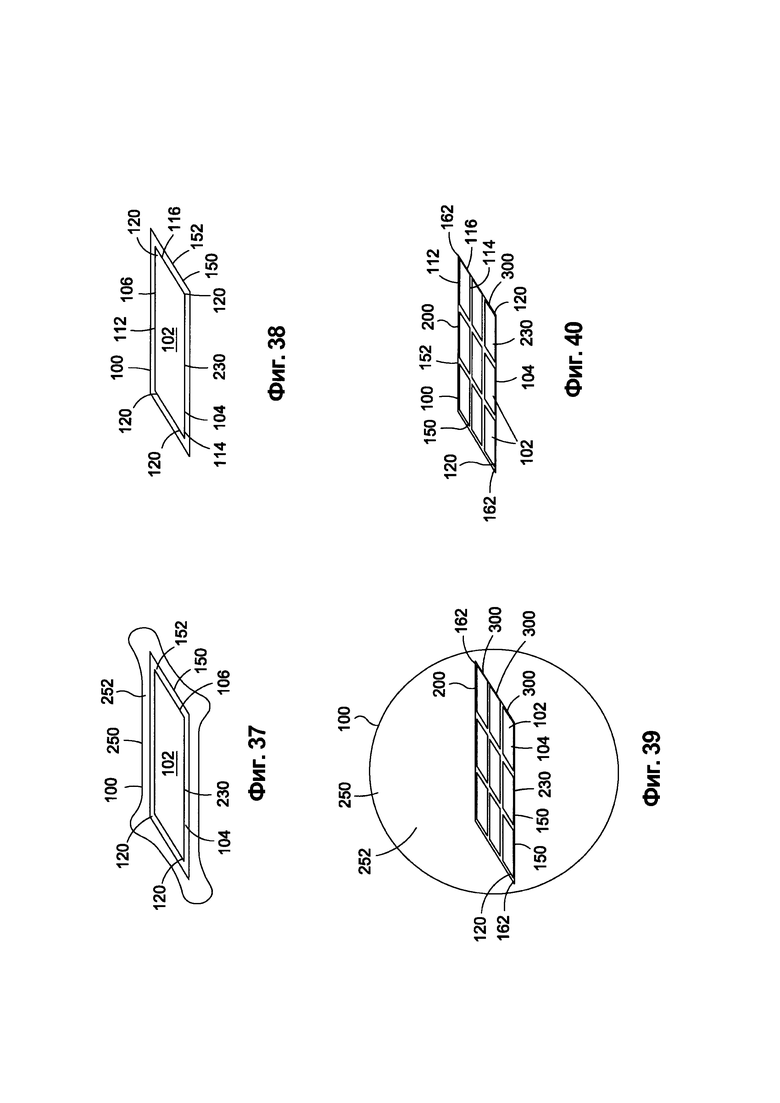
на фиг. 37 изображен вид в разрезе другого варианта трехкомпонентного волокна, отличающегося тем, что расходуемый материал наносится с большей толщиной по углам тела волокна;
на фиг. 38 приведен вид в разрезе волокна с покрытием по фиг. 37 после удаления расходуемого материала;
на фиг. 39 приведен вид в разрезе варианта осуществления трехкомпонентного волокна, отличающегося тем, что расходуемый материал окружает макроволокно, содержащее множество тел волокон, покрытых матричным материалом;
на фиг. 40 приведен вид в разрезе макроволокна по фиг. 39 после удаления расходуемого материала;
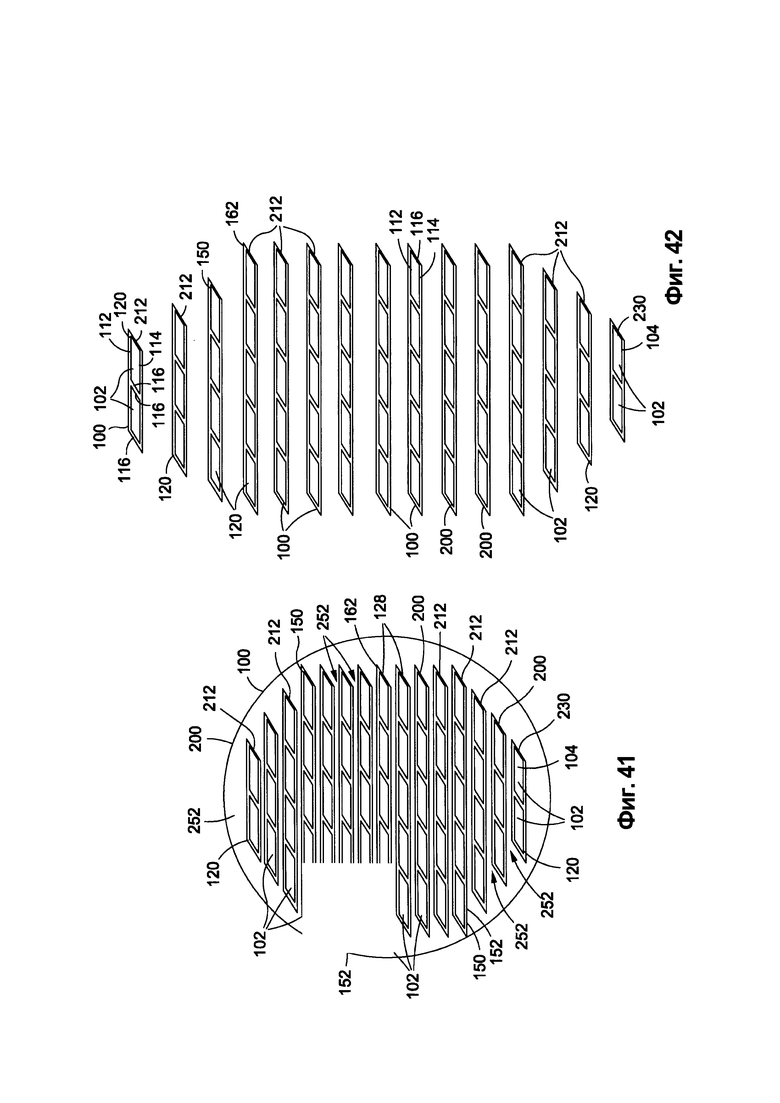
на фиг. 41 приведен вид в разрезе варианта осуществления трехкомпонентного волокна, отличающегося тем, что расходуемый материал окружает множество макроволокон в форме ленты;
на фиг. 42 приведен вид в разрезе макроволокна по фиг. 41 после удаления расходуемого материала, иллюстрирующий множество отдельных макроволокон в форме ленты;
на фиг. 43 приведена схема последовательности операций варианта осуществления способа формирования волокна с покрытием;
на фиг. 44 приведена схема последовательности операций варианта осуществления способа изготовления композитного изделия;
на фиг. 45 приведена схема последовательности операций, иллюстрирующая вариант осуществления способа использования композитного изделия; и
на фиг. 46 приведен вид в перспективе летательного аппарата, в состав которого может входить композитное изделие согласно одному или нескольким вариантам осуществления.
Подробное описание
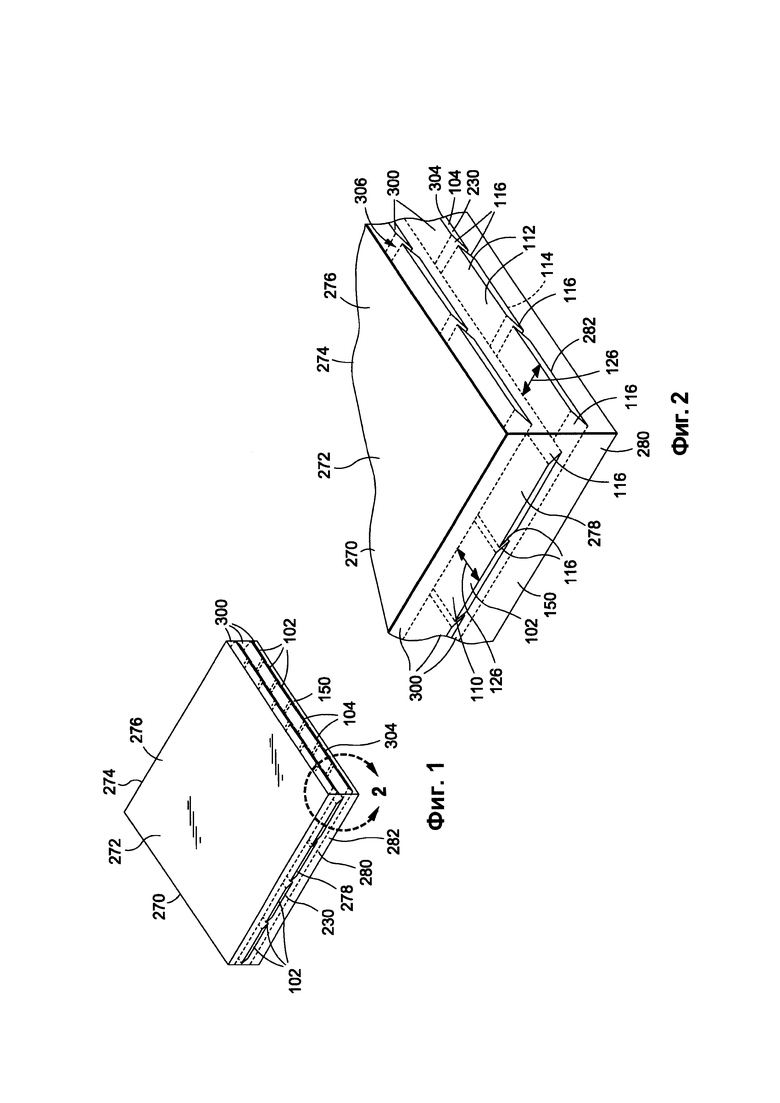
Далее рассмотрены чертежи, на которых с целью иллюстрации изображены предпочтительные и прочие различные варианты осуществления изобретения. На фиг. 1 изображено композитное изделие 270, выполненное в виде композитной панели 274. Композитное изделие 270 может быть сформировано с использованием множества волокон 100 с покрытием (фиг. 4). Каждое из волокон 100 с покрытием может содержать тело 102 волокна с матричным материалом 150, нанесенным на тело 102 волокна в процессе формирования тела 102 волокна. Определенное преимущество обеспечивается совместным формированием тела 102 волокна и окружающего матричного материала 150, что приводит к возможному уменьшению времени, расходов и сложности, связанные с раздельным нанесением смолы. Кроме того, совместное формирование тела 102 волокна с окружающим матричным материалом 150 может предоставить способ более точного управления размером и формой поперечного сечения тел 102 волокон путем минимизации округления деталей поверхности, которые могут быть вызваны влиянием поверхностной энергии, и которые будут более подробно описаны далее.
Преимущество также обеспечивается улучшенным управлением размерами и формой тел 102 волокон, что может обеспечить более точное управление конечными размерами (например, толщиной) композитного изделия 270, а это может привести к улучшению оптических и/или баллистических характеристик композитного изделия 270. Матричный материал 150 может быть нанесен на тело 102 волокна с точно контролируемой толщиной 154 матрицы (фиг. 4). Управление относительными размерами толщины 154 матрицы и управление формой 106 сечения тела волокна (фиг. 4) может обеспечить более точные средства для формирования композитных изделий 270 с определенной объемной долей 282 волокон. Матричный материал 150 может быть выбран с учетом возможности обработки, оптических свойств, механических свойств, прочности, влагостойкости и других свойств матричного материала 150. Волокнистый материал может быть выбран с учетом механических и оптических свойств, как более подробно описано ниже. Тело 102 волокна может быть выполнена с той или иной конкретной формой поперечного сечения 104, которая может быть оптимизирована, исходя из требуемых общих свойств композитного изделия 270.
На фиг. 1 изображено композитное изделие 270 в виде композитной панели 274, имеющей в целом плоские поверхности 276 панели. Тем не менее композитное изделие 270 может изготавливаться с самыми различными размерами, формами и конфигурациями, без ограничения, и может включать плоские поверхности и/или сложные кривые поверхности. В одном варианте композитное изделие 270 может быть изготовлено в виде по существу оптически прозрачной композитной панели 274, в которой матричный материал 150 может содержать по существу прозрачную полимерную матрицу, а тела 102 волокон могут содержать по существу прозрачные волокна. Тем не менее композитное изделие 270 может быть выполнено в виде непрозрачного или практически непрозрачного композитного изделия 270.
Согласно фиг. 2, на которой показана часть композитного изделия 270 и проиллюстрировано множество тел 102 волокон, расположенных в перекрестной конфигурации 304 в матричном материале 150. Изображенные тела 102 волокон имеют поперечное сечение 104 в форме параллелограмма 230. Тем не менее, тела 102 волокон могут быть сформированы с различной формой 104 поперечного сечения, как описано ниже. Тела 102 волокон могут быть сформированы с определенной площадью 106 поперечного сечения (фиг. 4) относительно площади 168 поперечного сечения матрицы (фиг. 4). Общий объем 278 волокон и общий объем матрицы 280 может регулироваться в пределах относительно жестких допусков, что может обеспечить относительно высокую степень управления объемной частью 282 волокон в композитном изделии 270.
Кроме того, тела 102 волокон могут быть растянуты продольно, в направлении растяжения 126, показанном на фиг. 2. Одно или несколько тел 102 волокон также могут быть выполнены в виде листа 228, как показано на фиг.23 и более подробно описано ниже. Лист 228 может быть растянут в одном направлении. Кроме того, лист 228 может быть растянут в двух направлениях, которые могут быть ориентированы в основном перпендикулярно друг к другу. Независимо от формы поперечного сечения, тела 102 волокон могут быть растянуты до или во время нанесения матричного материала 150. Растяжение тел 102 волокон может увеличить прочность тел 102 волокон по сравнению с прочностью нерастянутых волокон из того же типа материала. Например, тела 102 волокон могут быть сформированы из полимерного материала, такого как полиамид. Полиамид может быть специально растянут в процессе формирования тела 102 волокна или после формирования тела волокна. Растяжение тела 102 волокна может привести к тому, что молекулы волокон будут по существу выровненными, что может повысить прочность на разрыв и жесткость тела 102 волокна. При помещении в отвержденный или застывший матричный материал 150 композитного изделия 270 растянутые тела 102 волокон могут улучшить определенные характеристики композитного изделия 270.
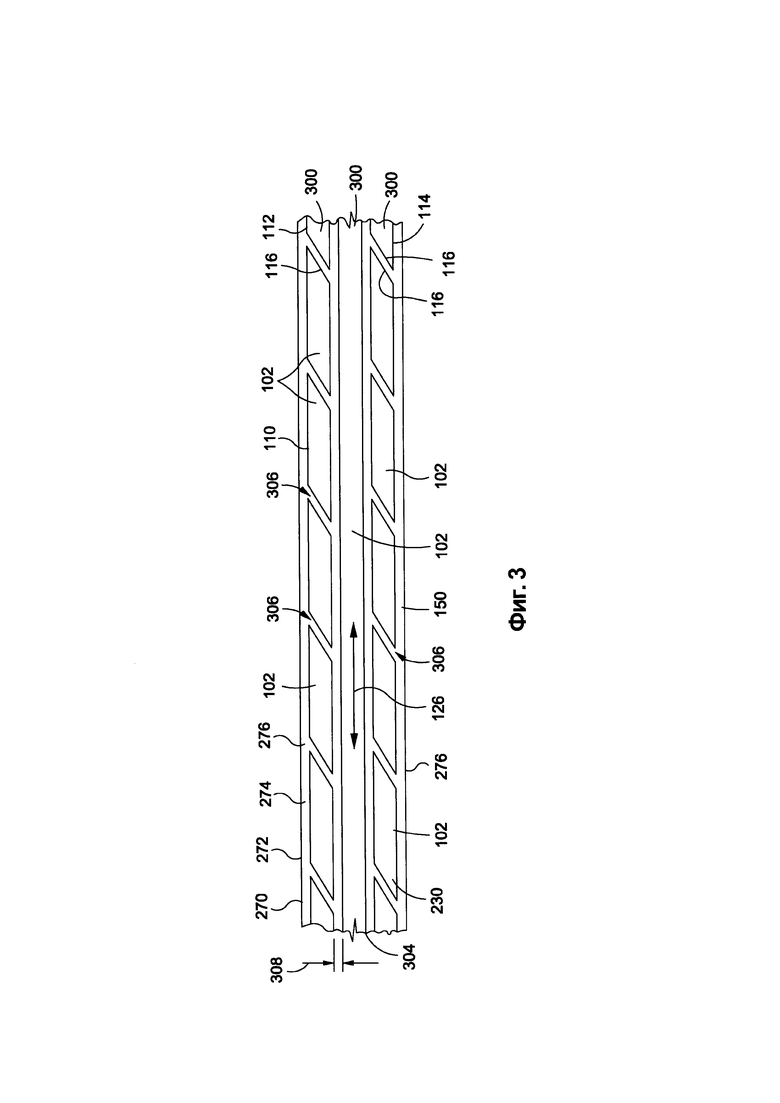
На фиг. 3 приведен вид в разрезе композитного изделия 270, выполненного из множества волокон 100 с покрытием (фиг. 4). Каждое из волокон 100 с покрытием может состоять из тела 102 волокна, совместно сформированного с матричным слоем 152 (фиг. 4). Каждое из тел 102 волокон может иметь боковые поверхности 116 тела волокна, которые могут быть ориентированы не перпендикулярно относительно верхней поверхности 112 тела волокна и/или нижней поверхности 114 тела волокна. В изображенном варианте осуществления тела 102 волокон могут располагаться бок о бок и относительно близко друг к другу, чтобы свести к минимуму размер зазоров 306 между боковыми поверхностями 116 соседних тел 102 волокон. Путем нанесения матричного слоя 152 на каждое тело 102 волокна в процессе его формирования можно более точно контролировать форму 104 поперечного сечения тела волокна (фиг. 1), чтобы обеспечить относительно прямые или плоские боковые поверхности 116 тела волокна и относительно прямую или плоскую верхнюю и нижнюю поверхности 112, 114 тела волокна. Усовершенствованный контроль формы 104 поперечного сечения тела волокна может уменьшить оптические искажения, которые в противном случае вызываются эффектами дифракции и рефракции, вызванными скругленными или неровными поверхностями и углами тел 102 волокон.
Кроме того, улучшенный контроль размеров и формы 104 поперечного сечения тела волокна (фиг. 1) может позволить расположить тела 102 волокон относительно близко друг к другу, чтобы свести к минимуму размеры зазоров 306 между телами 102 волокон. Сведение к минимуму зазора 306 между боковыми поверхностями 116 тел волокон может минимизировать оптические искажения, вызванные разностью фаз (не изображено) между светом, проходящим через тела 102 волокон, и светом, проходящим через зазоры 306 между соседними телами 102 волокон. Улучшенный контроль размеров тел 102 волокон может также повысить способность контролировать размер зазоров 308 между верхней и нижней поверхностями 112, 114 тел 102 волокон в соседних слоях 300. Результатом более точного управления зазорами 306, 308 между телами 102 волокон может быть более точный контроль объемной доли 282 волокон (фиг. 2) в композитном изделии 270. Увеличение объемной доли 282 волокон может привести к улучшению определенных характеристик композитного изделия 270.
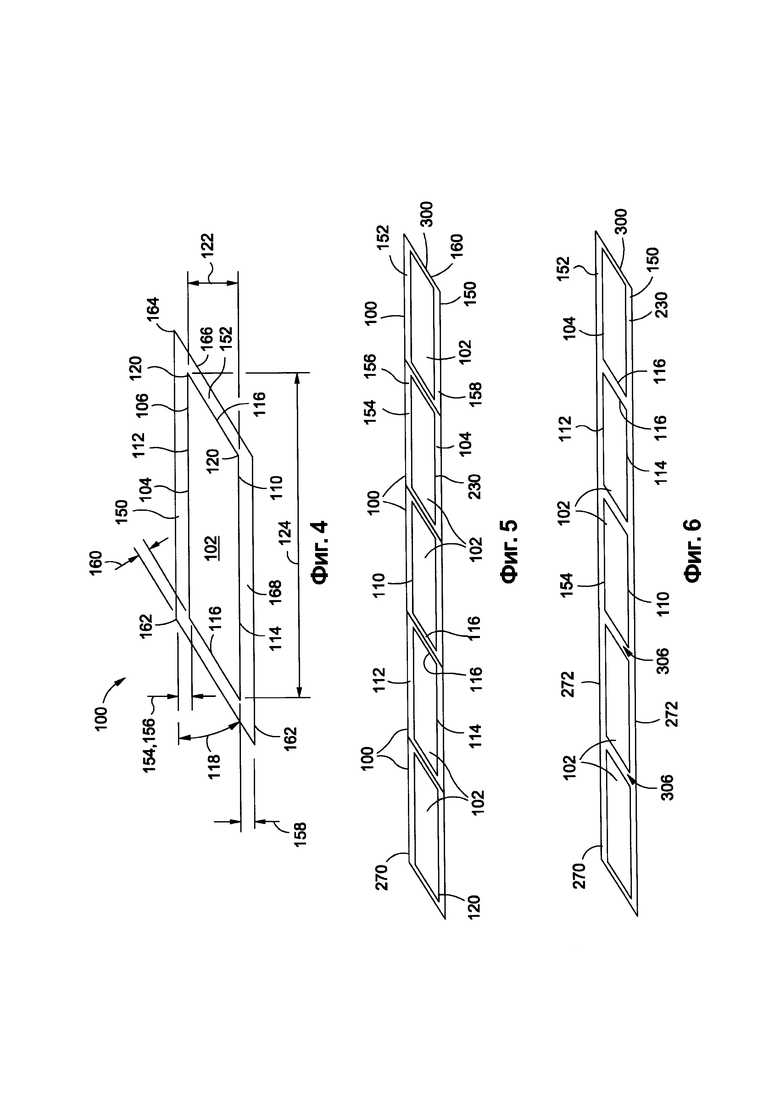
На фиг. 4 изображен вид в разрезе волокна 100 с покрытием, содержащего тело 102 волокна, окруженное матричным слоем 152. Матричный слой 152 может быть нанесен на поверхности тела 102 волокна, по существу, с равномерной толщиной. Тем не менее, матричный слой 152 может быть нанесен с различной толщиной в разных местах поперечного сечения, как описано ниже. В изображенном варианте осуществления тело 102 волокна имеет форму параллелограмма 230 (фиг. 5), включающую верхнюю поверхность 112 тела волокна, нижнюю поверхность 114 тела волокна и пару боковых поверхностей 116 тела волокна, ориентированных не под прямым углом 118 к верхней поверхности 112 и нижней поверхности 114 тела волокна. Однако боковые поверхности 116 тела волокна могут быть ориентированы перпендикулярно относительно верхней поверхности 112 тела волокна и/или нижней поверхности 114 тела волокна. Хотя на чертеже верхняя и нижняя поверхности 112, 114 тела волокна и боковые поверхности 116 тела волокна изображены, по существу, плоскими, верхняя и нижняя поверхности 112, 114 и/или боковые поверхности 116 тела волокна могут быть слегка изогнутыми, в т.ч. вогнутыми или выпуклыми, и не ограничиваются, по существу, строго плоской или ровной формой.
Тело 102 волокна имеет ширину 124 тела волокна и толщину 122 тела волокна. Толщина 122 тела волокна может быть в диапазоне от около 3 (трех) микрон до около 5000 микрон. Тем не менее, тело 102 волокна может иметь любую ширину 124 или толщину 122, без ограничений. Тело 102 волокна имеет, по существу, удлиненную форму поперечного сечения, которую предпочтительно выполнять с относительно большим соотношением сторон, чтобы свести к минимуму количество зазоров 306 между боковыми поверхностями 116 тел волокон в слое 300 (фиг. 3). Соотношение сторон тела 102 волокна может быть определено как отношение ширины 124 тела волокна к его толщине 122. В одном варианте осуществления соотношение может быть в диапазоне от около 3 до около 500, хотя тело 102 волокна может быть выполнено с любым соотношением сторон. Хотя на фиг. 4 изображено тело 102 волокна в форме параллелограмма 230 (фиг. 5), тело 102 волокна может иметь любую другую форму и конфигурацию, без ограничений. Например, тело 102 волокна может иметь форму трапеции 232 (фиг. 21), треугольника 234 (фиг. 21), ромба 236 (фиг. 21), как описано ниже, или другие формы и размеры.
На фиг. 5 приведен вид с торца множества волокон 100 с покрытием, расположенных в слое 300, например, в формовочной оснастке (не изображена), приблизительно соответствующем окончательной форме композитного изделия 270. Волокна 100 с покрытием изображены в первом состоянии - перед нагреванием матричного материала 150, вызывающим смешивание матричного материала 150. Хотя на чертеже изображен один слой 300, может быть предусмотрено несколько слоев 300 волокон 100 с покрытием. Слои 300 волокон 100 с покрытием могут быть расположены с требуемой ориентацией для достижения необходимых свойств прочности композитного изделия 270. В изображенном варианте осуществления волокна 100 с покрытием располагаются бок о бок и относительно близко друг к другу или близко контактируют друг с другом, чтобы свести к минимуму размер зазоров 306 между боковыми поверхностями 116. Сведение к минимуму размеров зазоров 306 между боковыми поверхностями 116 может улучшить оптические характеристики композитного изделия 270, как описано выше. Кроме того, определенные прочностные свойства композитного материала 270 могут быть улучшены за счет увеличения объемной доли 282 волокон (фиг. 2). Баллистические характеристики также могут быть улучшены благодаря относительной близости расположения боковых поверхностей 116, что может уменьшить проникновение объектов в композитное изделие 270.
Фиг. 6 представляет собой вид с торца тел 102 волокон во втором состоянии, после нагревания матричного материала 150 и, в результате этого, снижения вязкости матричного материала 150 и смешивания матричного материала 150 с соседними волокнами 100 с покрытием в одном слое 300 и/или в разных слоях 300. В процессе нагревания матричного материала 150 к волокнами 100 с покрытием (фиг. 4) может также прилагаться давление с целью уплотнения слоя 300. Применение нагревания и/или давления может осуществляться в ходе одного или нескольких методов обработки, включая вакуумное формование эластичным мешком, автоклавное литье и другие способы обработки композитов.
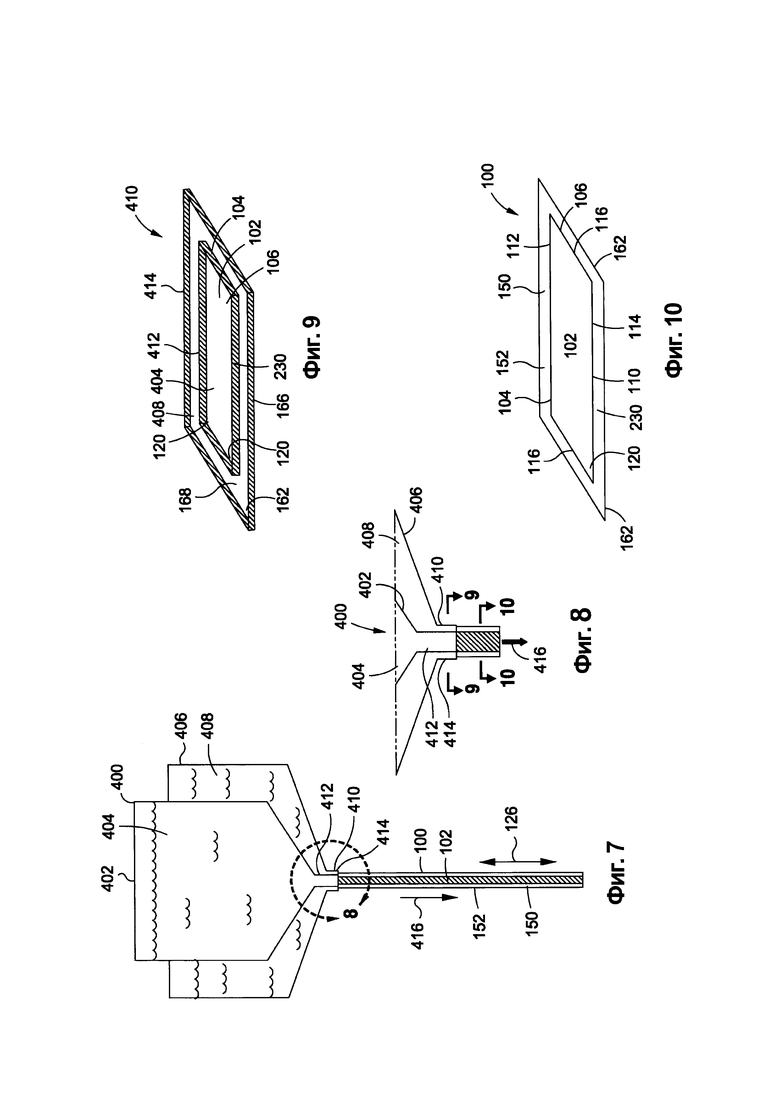
На фиг. 7-8 приведены схематичные иллюстрации одного из вариантов осуществления волоконно-матричного формовочного аппарата 400 для формирования волокон 100 с покрытием, отличающегося тем, что матричный материал 408 с относительно низкой вязкостью может наноситься на одно или несколько тел 102 волокон по существу одновременно с формированием тел 102 волокон. Волоконно-матричный формовочный аппарат 400 может включать резервуар 402 с материалом волокон и резервуар 406 с матричным материалом, которые содержат, соответственно, материал 404 волокон и матричный материал 408. Материал 404 волокон и/или матричный материал 408 могут состоять из полимерного материала, который может представлять собой термопластичный или термореактивный материал. Материал 404 волокон и матричный материал 408 могут быть получены путем вытягивания, экструзии, формования или иным способом с помощью соответствующего волоконно-матричного формовочного аппарата 400 с получением волокна 100 с покрытием.
На фиг. 7-8 материал волокон 404 и матричный материал 408 могут иметь относительно высокую температуру и/или относительно низкую вязкость в сопле волоконно-матричного формовочного аппарата 400, благодаря чему материал волокна 404 и матричный материал 408 можно экструдировать или вытягивать через сопло в форме волокна 100 с покрытием. Волокно 100 с покрытием можно вытягивать из сопла 410 в направлении 416 формирования волокон. По мере формирования волокна 100 с покрытием и нанесения матричного слоя 152 тело 102 волокна может вытягиваться в направлении 126 растяжения волокна (например, по длине тела 102 волокна). Волокно 100 с покрытием может охлаждаться в процессе вытягивания волокна 100 с покрытием из сопла 410. Тем не менее тело 102 волокна может вытягиваться после формирования волокна 100 с покрытием вместо растяжения тела 102 волокна в процессе формирования.
В этом случае волокно 100 с покрытием может обрабатываться в устройстве для растяжения волокон (не показано), которое может уменьшить размер тела волокна (не показано) и может увеличить длину волокна 100 с покрытием и содержащегося в нем тела 102 волокна. Например, волокно 100 с покрытием может наматываться на катушку (не изображена), а затем его растягивают с использованием устройства для растяжения волокон (не показано). Однако тело 102 волокна может быть растянуто с использованием альтернативных методов и этот процесс не ограничивается растяжением во время формирования волокна 100 с покрытием или растяжением после формирования волокна 100 с покрытием. Волоконно-матричный формовочный аппарат 400, изображенный на фиг. 7-8, представляет собой неограничивающий пример системы, которая может быть реализована для формирования волокон 100 с покрытием, и не должен рассматриваться как ограничивающий альтернативные варианты совместного формирования одного или нескольких тел 102 волокон с матричным материалом 150.
Как показано на фиг. 7-8, матричный слой 152 может быть нанесен на тело 102 волокна со скоростью нанесения матрицы, которой можно управлять на основании скорости вытягивания или экструзии тела 102 волокна из волоконно-матричного формовочного аппарата 400. В одном варианте осуществления матричный слой 152 может наноситься со скоростью, обеспечивающей нанесение матричного слоя 154 требуемой толщины (фиг. 4) по существу равномерно по длине тела 102 волокна. Хотя это не изображено на чертеже, волоконно-матричный формовочный аппарат 400 может включать в себя данные обратной связи о скорости вытягивания волокна, температуре волокна, температуре матрицы, показателе растяжения волокна, температуре окружающей среды, относительной влажности и другие данные, которые могут использоваться для точного управления процессом формирования тела 102 волокна и матричного слоя 152.
На фиг. 9 изображено поперечное сечение одного из вариантов реализации сопла 410, из которого может вытягиваться, экструдироваться или иным образом формироваться волокно 100 с покрытием (фиг. 4). Сопло 410 может включать фильеру тела волокна 412, которая может иметь размеры и конфигурацию, необходимые для формирования тела 102 волокна с требуемой формой поперечного сечения 104. Сопло 410 может также включать фильеру 414 матричного слоя, которая может кольцеобразно располагаться вокруг фильеры 412 тела волокна. Фильера матричного 414 слоя может иметь размеры и конфигурацию, обеспечивающие формирование матричного слоя 152 (фиг. 7) с требуемой формой 166 поперечного сечения матрицы вокруг тела 102 волокна по мере формирования тела 102 волокна.
На фиг. 10 изображено волокно 100 с покрытием, изготовленное путем совместного формирования тела 102 волокна с окружающим матричным слоем 152 (фиг. 7). Определенное преимущество обеспечивается тем, что время, расходы и сложности, связанные с обычным нанесением смолы на множество волокон в ходе отдельной стадии, удается уменьшить. Кроме того, путем нанесения матричного слоя 152 на тело 102 волокна в процессе формирования тела 102 волокна удается получить более точную форму 104 поперечного сечения тела волокна. Например, в случае волокна 100 с покрытием в форме параллелограмма 230, изображенного на фиг. 10, тело 102 волокна может быть изготовлено таким образом, что верхняя поверхность 112, нижняя поверхность 114 и боковые поверхности 116 тела волокна формируются по существу плоскими и остаются таковыми в процессе вытягивания тела 102 волокна из фильеры 412 тела волокна (фиг. 7) и охлаждения тела 102 волокна.
Кроме того, углы 120 тела волокна могут оставаться относительно острыми или не принимать округлую форму благодаря тому, что матричный слой 152 имеет форму, по существу, сходную с формой тела 102 волокна. Результатом того, что матричный слой 152 и тело 102 волокна имеют по существу одинаковую форму, является уменьшение вызванного поверхностной энергией округления тела 102 волокна, например, на углах 120 тела волокна. Помещение тела 102 волокна в матричный слой 152 позволяет уменьшить энергию поверхностных эффектов тела 102 волокна. Энергия поверхностных эффектов может быть самой высокой, когда материал тела 102 волокна имеет относительно высокую температуру и/или относительно низкую вязкость, как при первоначальном вытягивании тела 102 волокна из сопла 410. Определенное преимущество обеспечивается тем, что путем нанесения матричного слоя 152 на тело 102 волокна в процессе вытягивания тела 102 волокна удается значительно снизить или уменьшить энергию поверхностных эффектов на теле 102 волокна.
На фиг. 11 схематически изображено сопло 502 аппарата для формирования волокон 500, иллюстрирующее формирование волокон 508 без нанесения матричного материала 150. Аппарат 500 для формирования волокон может включать в себя резервуар для материала волокон (не изображен), содержащий материал волокон (не показан). Волокно 508 может вытягиваться из фильеры 504 волокна в сопле 502. Волокно 508 может вытягиваться в направлении 506 вытягивания волокон.
На фиг. 12 изображено поперечное сечение сопла 502 и форма параллелограмма 230 (фиг. 5) фильеры 504 волокна. Фильера 504 волокна имеет относительно острые или нескругленные внутренние углы. Фиг. 13 представляет собой иллюстрацию поперечного сечения волокна 508, которое может быть экструдировано или вытянуто из фильеры 504 волокна (фиг. 11) в направлении 506 вытягивания волокна (фиг. 11). Форма поперечного сечения волокна 508 на фиг. 13 имеет скругленные верхнюю и нижнюю поверхности 514, 516 и скругленные боковые поверхности 518 в результате эффектов 512, связанных с поверхностной энергией. Связанное с поверхностной энергией скругление верхней и нижней поверхностей 514, 516 и боковых поверхностей 518 может происходить, когда волокно 508 впервые выходит из сопла 410 (фиг. 7) перед охлаждением волокон 508 и когда волокно 508 имеет относительно низкую вязкость и относительно высокую температуру. Связанное с поверхностной энергией скругление может быть более выраженным на углах 520 (фиг. 13) волокна 508. Такие скругленные углы 520 могут приводить к снижению оптических характеристик композитного материала из-за преломляющих и дифракционных оптических искажений, которые могут возникнуть из-за различий в показателе преломления волокон 508 и матрицы (не показана), в которой располагаются волокна 508 в композитном изделии. Как можно понять, некоторое преимушество заключается в том, что волокна 100 с покрытием (фиг. 10), раскрытые в настоящем описании, позволяют избежать возникновения указанных скругленных поверхностей и/или скругленных углов, которые наблюдаются в ином случае, когда волокна 508 формируются без окружающего матричного слоя.
Фиг. 14 представляет собой вид в разрезе композитного изделия 270, изготовленного с использованием волокон 100 с покрытием (фиг. 10), и иллюстрирует пару тел 102 волокон, расположенных относительно близко друг к другу. Определенное преимущество обеспечивается тем, что тела 102 волокон имеют форму поперечного сечения тела 104 волокна, имеющую относительно ровные или плоские верхнюю и нижнюю поверхности 112, 114 тела волокна и боковые поверхности 116 тела волокна. Кроме того, углы 120 тела волокна (фиг. 10) относительно острые и не скругленные. На фиг. 14 также показано множество лучей 320 света, проходящих через композитное изделие 270. Результирующие углы 324 и длины путей 322 световых лучей 320 могут слегка отличаться в зависимости от того, проходят ли лучи 320 света через основную часть тела 102 волокна, или же световые лучи 320 проходят через одну или несколько боковых поверхностей 116 тел 102 волокон. Например, первый луч 320А света может пройти из матричного материала 150 в тело 102 волокна, а затем выйти из тела 102 волокна и вернуться в матричный материал 150, в результате чего происходит боковое смещение первого луча света 320А из-за различий в показателях преломления матричного материала 150 и тела 102 волокна. Пятый луч света 320Е может пройти из матричного материала 150 в тело 102 волокна, а затем может выйти из волокна тела 102 таким образом, что пятый луч света 320Е может быть ориентирован с результирующим углом 324Е, который может быть по существу эквивалентным результирующему углу 324А первого луча 320А света после выхода первого луча 320А света из тела 102 волокна. Кроме того, длина пути пятого луча света 322Е может быть по существу эквивалентна длине пути первого луча 322А света.
На фиг. 14 также показан третий луч света 320С, который может пройти через матричный материал 150 и попасть на боковую поверхность 116 одного из тел 102 волокон, а затем пройти через зазор 306 и попасть на боковую поверхность 116 соседнего тела 102 волокна перед выходом из тела 102 волокна и входом в матричный материал 150. Благодаря по существу плоской форме боковой поверхности 116 тела волокна третий луч света 320С может выйти из тела 102 волокна с результирующим углом 324С, по существу эквивалентным результирующему углу 324А, 324Е первого луча 320А света и пятого луча 320Е света. Кроме того, длина пути третьего луча света 322С может быть по существу эквивалентна длина пути первого луча 322А света и пятого луча 322Е света.
На фиг. 14 второй и четвертый лучи 320В, 320D света падают на одну из боковых поверхностей 116 одного из тел 102 волокон, в результате чего второй и четвертый лучи света 320В, 320D выходят из тел 102 волокон с результирующими углами 324В и 324D, которые отличаются от результирующих углов 324А, 324С, 324Е первого, третьего и пятого лучей света 320А, 320С, 320Е. Кроме того, второй и четвертый лучи 320В, 320D света могут пройти более длинные оптические пути 322В, 322D, чем первый, третий и пятый лучи света 322А, 322С, 322Е в результате того, что второй и четвертый лучи 320В, 320D света проходят через одну из боковых поверхностей 116 тела волокна. Хотя различия в результирующих углах 324 и длине оптического пути 322 обычно приводят к оптическим искажениям, в варианте осуществления согласно фиг. 14 количество света, проходящего только через одну боковую поверхность 116 тела волокна, можно сделать относительно небольшим, уменьшая размер зазоров 306 и сводя к минимуму количество зазоров 306 в каждом слое 300 так, чтобы минимизировать оптические искажения. Кроме того, различия в результирующих углах 324 и длинах оптического пути 322 лучей 320 света, проходящих через различные тела 102 волокон, можно свести к минимуму за счет более точного управления толщиной 122 тел волокон (фиг. 4) в процессе совместного формирования тела 102 волокна и матричного слоя 152 (фиг. 7).
Определенное преимущество заключается в том, что оптические искажения в композитном изделии 270 можно свести к минимуму, контролируя форму боковых поверхностей 116 тела волокна путем нанесения матричного слоя 152 (фиг. 7), чтобы предотвратить скругление поверхностей и углов. Кроме того, за счет минимизации размера зазоров 306 между боковыми поверхностями 116 соседних тел 102 волокон в слое 300 можно свести к минимуму различия между результирующими углами 324 и длинами оптических путей 322 через композитное изделие 270. Например, настоящее изобретение включает в себя описанный ниже вариант осуществления, в котором множество тел 102 волокон могут изготовляться одновременно (например, вытягиваться, экструдироваться и т.д.) с одновременным нанесением матричного материала 150, окружающего тела 102 волокон, с образованием макроволокна 200 (фиг. 24). Относительный размер тел 102 волокон, расстояние между ними и взаимное расположение в макроволокне 200 может точно контролироваться, что может обеспечить относительно высокую степень согласованности расположения тел 102 волокон (фиг. 3) в композитном изделии 270 (фиг. 3) и относительно высокую точность размеров зазоров 306, 308 (фиг. 3) между телами 102 волокон.
На фиг. 15 изображено волокно 100 с покрытием, в котором матричный слой 152 имеет толщину 154 матрицы, которая отличается в разных местах поперечного сечения тела волокна 104. Например, матричный слой 152 в угловых участках 162 тела 102 волокна имеет увеличенную толщину по сравнению с толщиной матрицы на верхней или нижней поверхности 156, 158 вдоль верхней и нижней поверхности плоского тела волокна 112, 114. В одном варианте осуществления толщина матрицы на угловом участке 164 может быть больше, чем толщина у верхней или нижней поверхности 156, 158 по меньшей мере на около 10 процентов, хотя толщина матрицы на угловом участке 164 может превышать толщину матрицы у поверхностей 156, 158 менее, чем на около 10 процентов. Толщина матрицы в области угла 164 может быть измерена в том же направлении (например, перпендикулярно поверхностям 112, 114, 116), что и направление измерения толщины матрицы у верхней, нижней или боковой поверхности 156, 158, 160.
Увеличение толщины матрицы на угловом участке 164 может уменьшить вызванное поверхностной энергией скругление матричного слоя 152 на угловых участках 162. Таким образом, выполнение матричного слоя 152 с толщиной матрицей на угловом участке 164 с более округлой формой по сравнению с в целом острым углом матричного слоя по фиг.4 делает матричный слой 152 в угловых областях менее подверженным округлению, вызванному поверхностными эффектами. Уменьшение вызванного поверхностной энергией скругления матричного слоя 152 на угловых участках 162 может уменьшить вызываемое поверхностной энергией округление угла тела волокна 152. Хотя волокно 100 с покрытием на фиг. 14 имеет увеличенную толщину матрицы на угловом участке 164 по сравнению с волокном 100 с покрытием, изображенным на фиг. 4, можно предусмотреть такую общую площадь поперечного сечения матричного слоя 152 для волокна 100 с покрытием согласно фиг. 14, которая обеспечит требуемую объемную долю волокон 282 (фиг. 2) в композитном изделии 270.
На фиг. 16 приведен вид с торца множества волокон 100 с покрытием (фиг. 10), имеющих увеличенную толщину матрицы в угловых областях 164 по сравнению с толщиной матрицы у верхней, нижней или боковой поверхности 156, 158, 160 (фиг. 15). Волокна 100 с покрытием могут располагаться таким образом, что они контактируют друг с другом.
На фиг. 17 изображены тела 102 волокон во втором состоянии после нагрева и смешивания матричного материала 150 различных волокон 100 с покрытием. Давление может прилагаться одновременно с нагреванием матричного материала 150 для содействия уплотнению нескольких слоев 300 композитного изделия 270. Может воздействовать тепло и/или давление, а затем матричный материал 150 может отверждаться или застывать с образованием композитного изделия 270.
На фиг. 18-19 изображены другие варианты осуществления волокна 100 с покрытием, в котором матричный слой 152 имеет толщину 154 матрицы, которая отличается в разных местах формы 104 поперечного сечения тела волокна. Например, на фиг. 18 представлен вариант осуществления волокна 100 с покрытием, где значения толщины 154 матрицы у боковых поверхностей по существу эквивалентны и где толщина 156 матрицы у верхней поверхности меньше, чем толщина 158 матрицы у нижней поверхности. На фиг. 19 представлен вариант осуществления волокна 100 с покрытием, где значения толщины 160 матрицы у боковых поверхностей меньше значений толщины 156, 158 матрицы у верхней и нижней поверхности.
На фиг. 20-22 проиллюстрированы альтернативные формы волокна 100 с покрытием. На фиг. 20 изображена трапециевидная 232 форма волокна 100 с покрытием, имеющая по существу плоские верхнюю и нижнюю поверхности 112, 114 тела волокна по существу параллельные друг другу. Боковые поверхности 116 тела волокна не параллельны друг другу. Трапециевидная 232 форма поперечного сечения тела 102 волокна согласно фиг. 20 может обеспечиваться с относительно большим соотношением сторон, которое может обеспечить улучшение оптических характеристик композитного изделия 270 (фиг. 1).
На фиг. 21 изображена треугольная 234 форма волокна 100 с покрытием, имеющая тело 102 волокна с нижней поверхностью 114 и парой боковых поверхностей 116 тела волокна. Предпочтительно большое соотношение сторон треугольного 234 тела 102 волокна, чтобы свести к минимуму оптические искажения. Треугольная форма 234 тела 102 волокна может облегчить совмещение или выравнивание тел 102 волокон друг относительно друга при укладке композитного изделия 270 (фиг. 1). Например, слой 300 (не показан) треугольных 234 тел 102 волокон может располагаться в вертикальной ориентации и по соседству друг с другом. Слой 300 перевернутых (не показаны) треугольных 234 тел 102 волокон затем может быть вложен между вертикально расположенными треугольными 234 телами 102 волокон с образованием одного или нескольких двойных слоев (не показаны) тел 102 волокон. Матричный материал 150 может быть нагрет и может отверждаться или застывать с образованием композитного изделия 270.
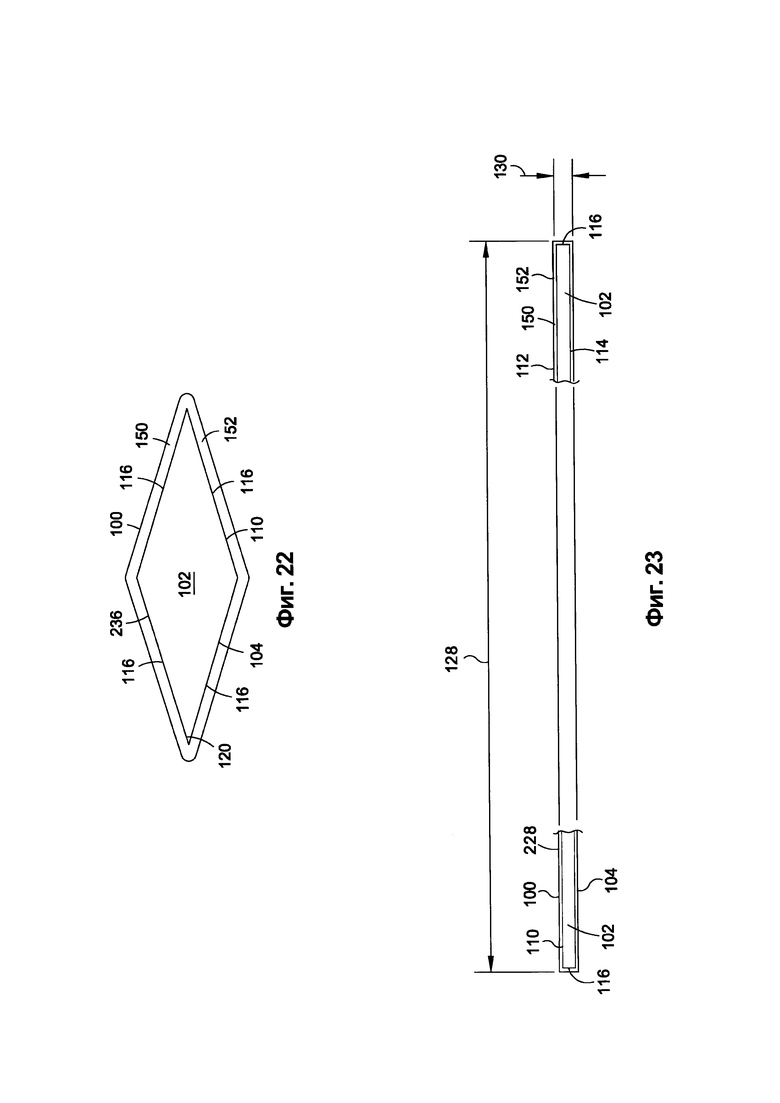
На фиг. 22 изображена ромбовидная 236 форма поперечного сечения 104 волокна 100 с покрытием и тело 102 волокна, имеющее две пары боковых поверхностей 116. Множество тел 102 волокон в форме ромба 236 могут быть расположены в слоях 300 (не изображено). Тела 102 волокон могут быть расположены таким образом, что их боковые поверхности 116 находятся относительно близко друг к другу, чтобы улучшить оптические характеристики и/или повысить объемную долю 282 волокон (фиг. 1) в композитном изделии 270 (фиг. 1).
На фиг. 23 изображен вариант осуществления волокна 100 с покрытием и тела 102 волокна в виде листа 228 с формой 104 поперечного сечения. Лист 228 может быть выполнен с относительно большим отношением ширины 128 волокна с покрытием к толщине 130 волокна с покрытием. В одном варианте осуществления лист 228 может иметь соотношение между шириной 128 волокна с покрытием и толщиной 130 волокна с покрытием по меньшей мере около 10. Путем формирования волокна 100 с покрытием в листовой 228 конфигурации можно уменьшить общее количество волокон 100 с покрытием, необходимых для формирования композитного изделия 270 (фиг. 1), в результате чего может быть уменьшено время, необходимое для укладки композитного изделия 270.
Хотя настоящее изобретение иллюстрирует тела 102 волокон в форме параллелограмма 230, трапеции 232 (фиг. 20), треугольника 234 (фиг. 21), ромба 236 (фиг. 22) и листа 228, тела 102 волокон могут быть сформированы с любой другой формой и конфигурацией, которые не ограничиваются изображенными на чертежах. В одном варианте осуществления тела 102 волокон могут иметь боковые поверхности 116, ориентированные не перпендикулярно верхней и/или нижней поверхностям 112, 114 тела волокна (фиг. 20) и/или не перпендикулярно поверхности 272 (фиг. 1) композитного изделия 270 (фиг. 1), чтобы улучшить оптические характеристики композитного изделия 270. Тем не менее, тела 102 волокон могут быть выполнены с формой поперечного сечения, в котором поверхности ориентированы перпендикулярно поверхностям композитного изделия 270. Например, тела 102 волокон могут быть выполнены прямоугольными, квадратными или имеющими другую форму, при которой боковые поверхности по существу перпендикулярны одной или нескольким поверхностям изделия 272. Кроме того, тела 102 волокон могут иметь форму 104 поперечного сечения, которая по меньшей мере частично является округлой. Например, формы 104 поперечного сечения тела волокна могут включать в себя круг, овал, эллипс, замкнутый полукруг, форму почки и другие формы.
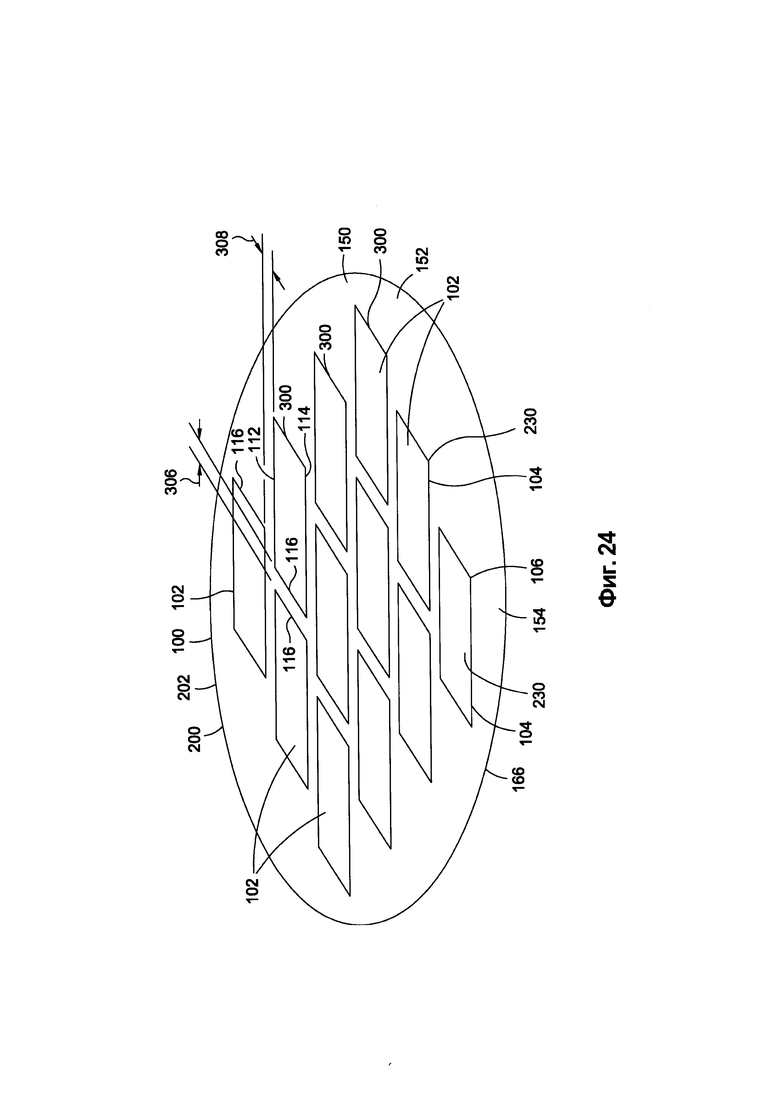
На фиг. 24 изображен вариант осуществления макроволокна 200 со множеством тел 102 волокон, окруженных матричным материалом 150. Макроволокна 200 могут быть образованы путем вытягивания или экструзии множества тел 102 волокон и одновременного нанесения матричного материала 150 на тела 102 волокон. Макроволокно 200 может обеспечить средства для управления относительным размером, расположением тел 102 волокон и расстоянием между ними в макроволокне 200, что может обеспечить относительно высокую степень точности взаимного расположения тел 102 волокон в композитном изделии 270 (фиг. 17). В варианте осуществления по меньшей мере часть тел 102 волокон в макроволокне 200 могут быть по существу вертикально и/или горизонтально выровнены друг с другом, или тела 102 волокон могут быть равномерно расположены в шахматном порядке относительно друг друга. В макроволокне 200 тела 102 волокон могут быть расположены в виде множества слоев 300 с зазорами 308 между верхней и нижней поверхностями 112, 114 тел волокон. Тела 102 волокон в каждом слое 300 могут располагаться с относительно небольшими зазорами 306 между боковыми поверхностями 116 тел волокон для максимального повышения объемной доли 282 волокон в композитном изделии 270.
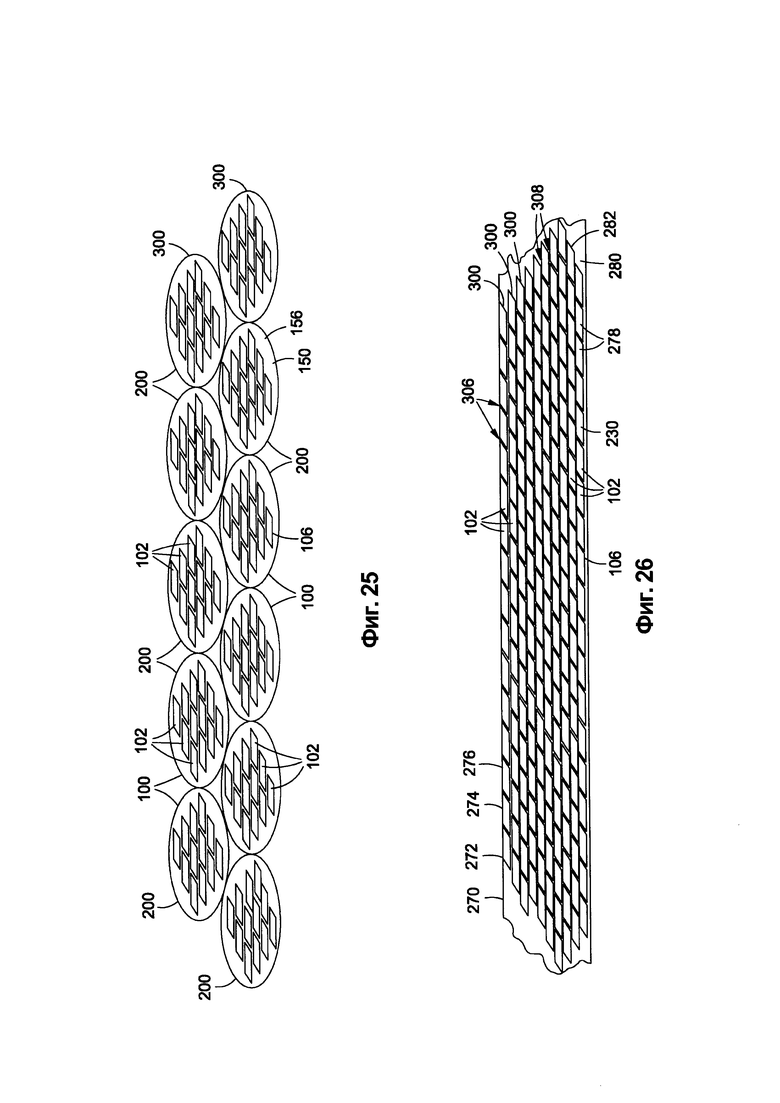
На фиг. 25 изображено множество макроволокон 200 в первом состоянии перед нагреванием и смешиванием матричного материала 150. Макроволокна 200 могут быть расположены в одном или нескольких слоях 300. Хотя тела 102 волокон в слоях 300 изображены ориентированными в одном направлении, тела 102 волокон в одном слое 300 могут быть ориентированы в другом направлении, чем тела 102 волокон по меньшей мере в одном из других слоев 300.
На фиг. 26 изображены макроволокна 200 (фиг. 25) во втором состоянии, после нагревания матричного материала 150 (фиг. 25), которое может привести к снижению вязкости матричного материала 150 и способствовать смешиванию матричного материала 150 различных макроволокон 200. Определенное преимущество обеспечивается тем, что путем формирования макроволокна 200 со множеством тел 102 волокон, определенным образом выровненных и/или ориентированных, можно более точно контролировать выравнивание и ориентацию тел 102 волокон в конечном композитном изделии 270, что может улучшить оптические характеристики композитного изделия 270.
На фиг. 27 проиллюстрирован вариант осуществления макроволокна 200, имеющего форму 202 поперечного сечения в виде параллелограмма 230. Макроволокно 200 имеет толщину 208 и ширину 210 макроволокна. Путем обеспечения определенной формы 202 поперечного сечения макроволокна 200 можно улучшить характеристики композитного изделия 270 (фиг. 1). Например, перекрытия боковых поверхностей 204 макроволокон может обеспечить некоторое сцепление между соседними телами 102 волокон во время баллистического события, что может улучшить совместную способность к поглощению энергии тел 102 волокон при замедлении летящего объекта. Макроволокно 200 может быть сформировано с любой формой поперечного сечения. Например, форма поперечного сечения макроволокна 202 может включать круг, овал, эллипс, замкнутый полукруг, форму почки, многоугольник, треугольник, квадрат, прямоугольник, ромб, параллелограмм, трапецию или одну из множества других форм 202 поперечного сечения макроволокон. Макроволокно 200 может также иметь площадь поперечного сечения, которая обеспечивает определенное количество матричного материала 150 для достижения необходимой объемной доли 282 волокон (фиг. 1) в композитном изделии 270. Кроме того, макроволокно 200 может быть создано в варианте с одним слоем (не показан) расположенных рядом друг с другом и совмещенных тел 102 волокон, окруженных матричным материалом 150.
На фиг. 28 изображен вариант осуществления макроволокна 200, в котором матричный материал 150 на углах макроволокна 206 имеет увеличенную толщину. Увеличенная толщина углов макроволокна 206 может предотвратить округление углов тел волокон 120 из-за связанных с поверхностной энергией эффектов, как было описано выше.
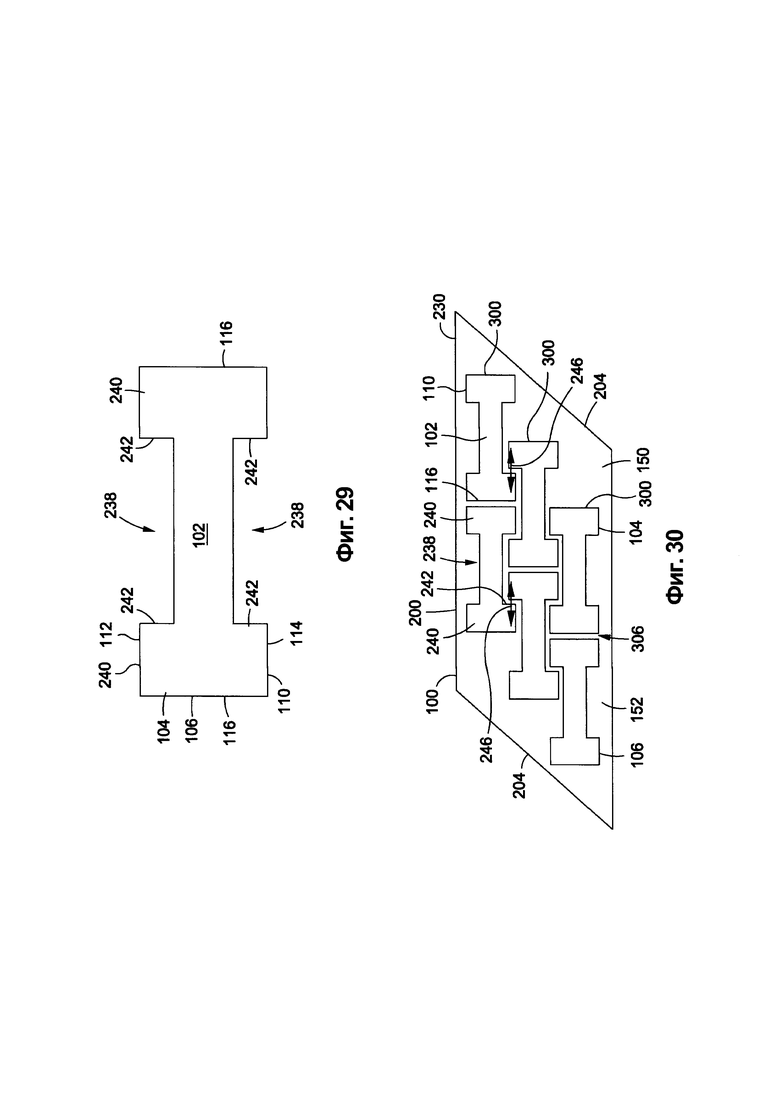
На фиг. 29-30 изображены тела 102 волокон, имеющие верхнюю, нижнюю и боковые поверхности 112, 114, 116 и области 238 выреза для установки выступов или взаимодействия с целью фиксации с другими телами 102 волокон. В варианте осуществления согласно фиг. 29 тело 102 волокна изображено с областями 238 выреза и одной или несколькими боковыми зонами 240, прилегающими к областям 238 выреза. Тело 102 волокна в области 238 выреза может иметь толщину, меньшую, чем толщина боковых зон 240. Область 238 выреза может определяться боковыми стенками 242, которые изображены ориентированными по существу перпендикулярно к горизонтальной части области выреза 238.
На фиг. 30 изображено макроволокно 200 в форме параллелограмма 230, имеющее множество тел 102 волокон, расположенных рядом друг с другом слоями 300 в макроволокне 200. Макроволокно 200 может быть сконфигурировано таким образом, что по меньшей мере одно из тел 102 волокон по меньшей мере одного из слоев 300 может входить в область 238 выреза по меньшей мере одного из тел 102 волокон одного из соседних слоев 300. Область 238 выреза может способствовать сцеплению 246 в плоскости тел 102 волокон таким образом, что по меньшей мере часть тел 102 волокон может быть механически соединена друг с другом. В случае баллистического события механическое соединение тел 102 волокон может увеличить количество тел 102 волокон, участвующих в баллистическом событии, что может увеличить способность к поглощению энергии тел 102 волокон и улучшить способность композитного изделия замедлять летящий объект.
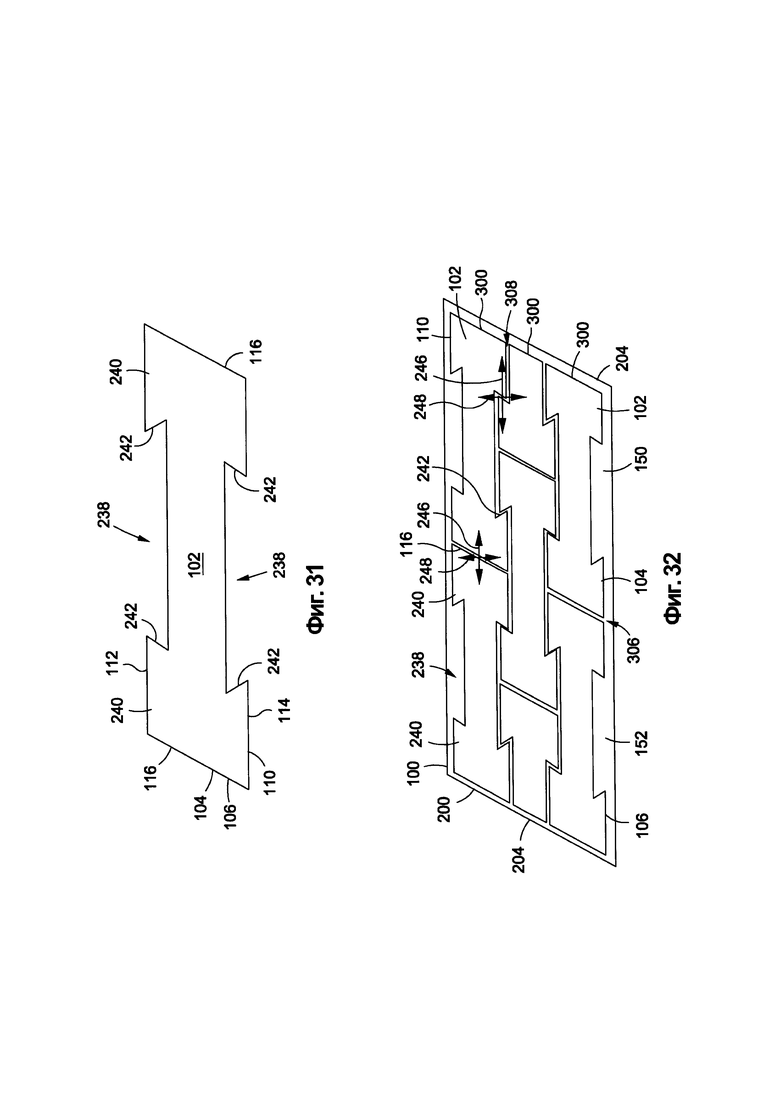
На фиг. 31-32 изображены другие варианты осуществления тел 102 волокон, имеющих области выреза 238, определяемые боковыми стенками, которые ориентированы не перпендикулярно по отношению к по меньшей мере одной из поверхностей 112, 114 тела волокна - верхней и/или нижней. Неперпендикулярная ориентация боковых стенок может обеспечить сцепление 246 в плоскости (фиг. 32) и сцепление 248 вне плоскости (фиг. 32) с соседними телами 102 волокон. Большее сцепление может увеличить механическую связь тел 102 волокон, что может увеличить способность к поглощению энергии телами 102 волокон при баллистическом событии.
В одном из раскрытых здесь вариантов осуществления тела 102 волокон могут быть выполнены из любого подходящего органического или неорганического полимерного материала, без ограничений, включая любой термопластичный материал и любой термореактивный материал. Например, тела 102 волокон могут быть изготовлены из термопластичного материала, содержащего по меньшей мере одно из следующих компонентов: акриловые волокна, фторуглероды, полиамиды (нейлон), полиэтилены, полиэфиры, полипропилены, поликарбонаты, полиуретаны, полиэфирэфиркетон, полиэфиркетонкетон, полиэфиримиды, растянутые полимеры и любой другой подходящий термопластичный материал. Кроме того, тела 102 волокон могут быть выполнены из термореактивного материала, который может включать любой из следующих компонентов: полиуретаны, фенольные смолы, полиимиды, бисмалеимиды, полиэфиры, эпоксидные смолы, силсесквиоксаны и любые другие подходящие термореактивные материалы. Кроме того, тела 102 волокон могут быть выполнены из неорганического материала, в т.ч. следующих: углерод, карбид кремния, бор или другой неорганический материал. Также тела 102 волокон могут быть выполнены из стеклянного материала, включающего Е-стекло (алюмо-боросиликатное стекло), S-стекло (алюмосиликатное стекло), чистый диоксид кремния, боросиликатное стекло, оптическое стекло и любой другой стеклянный материал без ограничения. В одном варианте осуществления тела 102 волокон могут быть выполнены из металлического материала. В вариантах, в которых тела 102 волокон растянуты, тела 102 волокон могут быть выполнены из термопластичного материала.
В любом из вариантов осуществления, раскрытых в данном описании, матричный материал 150 может содержать любой подходящий термопластичный материал или термореактивный материал, включая, без ограничения, любые из вышеупомянутых термопластичных или термореактивных материалов, из которых могут выполняться тела 102 волокон. Кроме того, в любом из описанных здесь вариантов осуществления, матричный материал 150 может содержать любой подходящий металлический материал и/или стеклянный материал. В одном варианте осуществления матричный материал 150 и/или тела 102 волокон могут быть выполнены из по существу оптически прозрачного материала. Также матричный материал 150 и/или тела 102 волокон могут быть выполнены из по существу светонепроницаемого или непрозрачного материала. Кроме того, матричный материал 150 может быть выполнен из полимерного материала, отличного от полимерного материала тела 102 волокна. Также матричный материал 150 и тела 102 волокон могут быть выполнены из по существу одинаковых или сходных полимерных материалов. Тела волокон 102 могут необязательно иметь более высокую молекулярную массу, чем матричный материал 150. Высокая молекулярная масса тел 102 волокон может улучшить прочностные свойства и баллистические характеристики композитного изделия 270. Более низкая молекулярная масса матричного материала 150 может позволить обрабатывать композитное изделие 270, не изменяя желаемую форму и свойства тел 102 волокон. При изготовлении матричного материала 150 и тел 102 волокон из одного и того же материала матричный материал 150 и материал тел 102 волокон могут иметь, по существу, одинаковые показатели преломления и/или температурные коэффициенты преломления, что может улучшить оптические характеристики композитного изделия 270 по сравнению с вариантом, когда матричный материал 150 и материал тел 102 волокон различны. В одном варианте осуществления тела 102 волокон и/или матричный материал 150 могут быть выполнены из полиэтилена, такого как полиэтилен со сверхвысокой молекулярной массой, с учетом его преимущества - высокого модуля упругости.
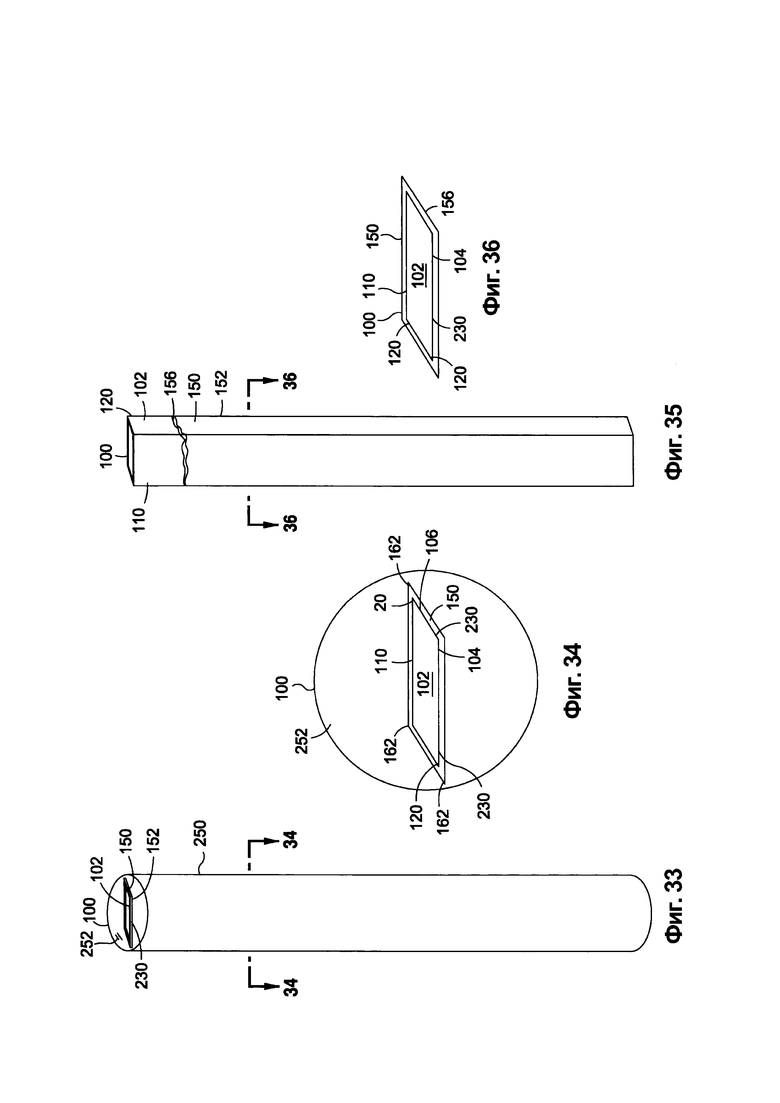
На фиг. 33-36 изображен вариант осуществления волокна 100 с покрытием, реализованный в виде трехкомпонентного волокна 250. Трехкомпонентное волокно 250 может содержать расходуемый материал 252, содержащий или окружающий по меньшей мере одно тело 102 волокна, покрытое матричным материалом 150. Расходуемый материал 252 может отличаться от материала тела 102 волокна и/или матричного материала 150. На фиг. 33 приведено перспективное изображение трехкомпонентного волокна 250 с расходуемым материалом 252, простирающимся по его длине. На фиг. 34 приведено поперечное сечение трехкомпонентного волокна 250, имеющего в целом закругленную или круглую форму поперечного сечения, иллюстрирующее волокна 100 с покрытием, имеющие форму параллелограмма 230. В одном варианте осуществления расходуемый материал 252 может быть нанесен на матричный слой 152 одновременно с формированием тела 102 волокна и матричного слоя 152.
На фиг. 35 приведено перспективное изображение волокна 100 с покрытием после удаления расходуемого материала 252 (фиг. 33). Расходуемый материал 252 может содержать в целом растворимый материал, который может смываться или иным образом удаляться после формирования волокна 100 с покрытием. В одном варианте осуществления расходуемый материал 252 может быть растворимым в воде или в растворителе, или расходуемый материал 252 может быть удален с помощью других химических или механических средств. Определенное преимущество обеспечивается тем, что расходуемый материал 252 может улучшить управление размером тел 102 волокон в процессе формирования путем минимизации скругления поверхностей и углов тел волокон и предотвращения других деформаций тела 102 волокна во время обработки. На фиг. 36 изображена форма поперечного сечения волокна 100 с покрытием в виде параллелограмма 230. Тем не менее, волокно 100 с покрытием может быть выполнено в виде трехкомпонентного волокна 250 (фиг. 33) любой формы или конфигурации, без ограничений. Хотя расходуемый материал 252 изображен как имеющий в целом округлую форму для простоты производства, расходуемый материал 252 может иметь и другие формы.
На фиг. 37 приведено поперечное сечение трехкомпонентного волокна 250, имеющего форму поперечного сечения, приблизительно соответствующую форме поперечного сечения волокна 100 с покрытием. Кроме того, в трехкомпонентном волокне 250 толщина расходуемого материала 252 больше по углам тела волокна 120. Изображенный вариант осуществления может уменьшить количество растворяемого или смываемого материала, что может обеспечить экономию материала и снизить себестоимость. Увеличенная толщина расходуемого материала 252 (фиг. 33) по углам тела волокна 120 может уменьшить вызванные поверхностной энергией деформации, как было описано выше. На фиг. 38 приведен вид в разрезе волокна 100 с покрытием после удаления расходуемого материала 252.
На фиг. 39 приведен вид в разрезе трехкомпонентного волокна 250, имеющего несколько тел 102 волокон, окруженных матричным материалом 150, которое аналогично варианту осуществления макроволокна 200, изображенному на фиг. 27. Расходуемый материал 252 трехкомпонентного волокна 250 согласно фиг. 39 может сохранять геометрическую форму тела 102 волокна и поддерживать взаимное расположение тел 102 волокон, что может обеспечить лучшее выравнивание тел 102 волокон в композитном изделии 270. На фиг. 40 приведен вид в разрезе макроволокна 200 после удаления расходуемого материала 252.
На фиг. 41 приведен вид в разрезе трехкомпонентного волокна 250 в варианте осуществления, в котором расходуемый материал 252 окружает множество макроволокон 200. Каждое из макроволокон 200 может быть отделено от других слоем расходуемого материала 252. Каждое из макроволокон 200 имеет конфигурацию ленты 212, содержащей множество тел 102 волокон, расположенных рядом друг с другом и окруженных матричным материалом 150. Хотя изображенные тела 102 волокон имеют форму параллелограмма 230, тела 102 волокон могут иметь любую другую форму, без ограничений. Расходуемый материал 252 трехкомпонентного волокна 250 может ослабить или уменьшить вызванное поверхностной энергией скругление угловых участков 162 матричных слоев 152, как описано выше. Кроме того, расходуемый материал 252 трехкомпонентного волокна 250 может поддерживать по существу плоское расположение тел 102 волокон рядом друг с другом в каждом макроволокне 200. На фиг. 42 приведен вид в разрезе макроволокна 200 согласно фиг. 41 после удаления расходуемого материала 252, иллюстрирующий множество отдельных конфигураций в виде ленты 212 макроволокон 200. Определенное преимущество обеспечивается тем, что конфигурация в виде ленты 212 может поддерживать выравнивание и расположение тел 102 волокон в композитном изделии 270 (фиг. 1), что может обеспечить улучшенные общие механические и оптические свойства композитного изделия 270.
Любое из волокон 100 с покрытием в описанных здесь вариантах осуществления может быть включено в какое-либо композитное изделие 270 любого размера, формы и конфигурации, без ограничений. Например, композитным изделием 270 может быть лобовое стекло, навес, окно, мембрана, панель брони, строительная панель, архитектурная панель или деталь, не являющаяся частью конструкции. Композитное изделие 270 может быть изделием, предназначенным для использования в транспортных средствах или для не связанных с транспортом областях применений, без ограничений.
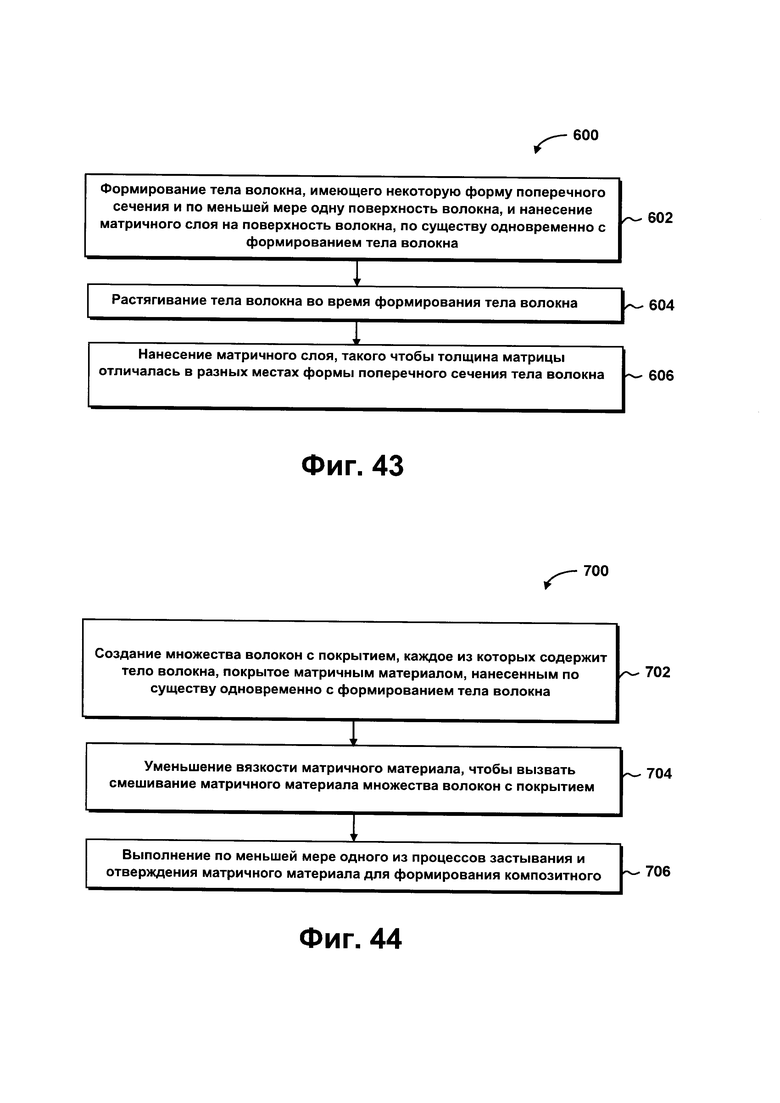
На фиг. 43 приведена схема последовательности операций, иллюстрирующая один или несколько этапов, которые могут быть включены в способ 600 изготовления волокна 100 с покрытием (фиг. 4). Способ может включать в себя этап 602, предусматривающий формирование тела 102 волокна (фиг. 4) по существу одновременно с нанесением матричного слоя на тело 102 волокна. Тело 102 волокна может иметь определенную или заранее заданную форму 104 поперечного сечения тела волокна (фиг. 4). Форма 104 поперечного сечения тела волокна может быть одной из форм поперечного сечения, изображенных на чертежах и/или описанных выше, или тело 102 волокна может быть выполнено с любой из множества других форм поперечного сечения. Матричный слой 152 может быть нанесен во время вытягивания или экструзии тела 102 волокна, например, из фильеры тела волокна 412 (фиг. 9). Например, матричный материал 150 можно экструдировать через фильеру матричного слоя 414 (фиг. 9), которая может быть расположена рядом с фильерой тела волокна 412.
Этап 604 способа 600 согласно фиг. 43 может включать растягивание тела 102 волокна (фиг. 4) при формировании тела 102 волокна. Тело 102 волокна может быть растянуто в направлении растяжения волокна 126 (например, вдоль длины тела 102 волокна - фиг. 7) при вытягивании тела 102 волокна из волоконно-матричного формовочного аппарата 400 (фиг. 7). Растяжение тела 102 волокна может обеспечить выравнивание молекул волокна, что может увеличить прочность на разрыв тела 102 волокна и, в результате, улучшить определенные эксплуатационные качества композитного изделия 270 (фиг. 1).
Волокна 100 с покрытием (фиг. 24) могут быть реализованы в виде макроволокна 200 (фиг. 24). Вариант осуществления макроволокна 200 может включать в себя множество тел 102 волокон (фиг. 24), сформированных по существу одновременно. Определенное преимущество обеспечивается тем, что вариант осуществления макроволокна 200 может способствовать выравниванию по меньшей мере части тел 102 волокон друг с другом. В одном варианте осуществления множество макроволокон 200 может быть сформировано в конфигурации ленты 212 с расположенными рядом друг с другом телами 102 волокон, как показано на фиг. 41-42.
Матричный материал 150 (фиг. 24) в макроволокне 200 может поддерживать выравнивание тел 102 волокон, когда макроволокна 200 уложены, например, в оснастку для формирования композита (не изображено). Тела волокон 102 в макроволокне 200 также могут быть выполнены так, чтобы способствовать взаимному сцеплению тел 102 волокон. Например, тела 102 волокон могут быть выполнены с областями 238 выреза (фиг. 30) для сцепления областей 238 выреза соседних тел 102 волокон.
В одном варианте осуществления способ может включать нанесение расходуемого материала 252 (фиг. 33), по существу окружающего тело 102 волокна (фиг. 33) и матричный слой 152 (фиг. 33), во время их формирования. Расходуемый материал 252 может улучшить управление размером тел 102 волокон и может предотвратить скругление поверхностей и углов тела 102 волокна. Способ 600 может включать удаление по меньшей мере части расходуемого материала 252, в результате чего можно сформировать одно или несколько тел 102 волокон с улучшенным управлением размером формы поперечного сечения тела волокна 104 (фиг. 4).
Этап 608 способа 600 согласно фиг. 43 может включать нанесение матричного слоя 152 (фиг. 10) на тело 102 волокна (фиг. 10) таким образом, что толщина матрицы 154 (фиг. 10) является, по существу, равномерной по форме 104 поперечного сечения (фиг. 10) тела 102 волокна, как показано на фиг. 10. С другой стороны, матричный слой 152 может быть нанесен таким образом, что толщина 154 матрицы отличается в различных местах формы 104 поперечного сечения тела 102 волокна, как показано на фиг. 15. Например, матричный слой 152 может иметь толщину 164 матрицы (фиг. 15) на угловых 120 участках тела волокна (фиг. 15) большую, чем толщина 156, 158 матрицы у верхней и нижней поверхности (фиг. 15). Увеличенная толщина 164 матрицы на угловых участках может минимизировать вызванные поверхностной энергией явления, которые, в противном случае, могут приводить к скруглению углов 120 тела волокна.
На фиг. 44 приведена схема последовательности одной или нескольких операций, которые могут быть включены в способ 700 изготовления композитного изделия 270 (фиг. 1). Способ 700 может включать этап 702 обеспечения множества волокон 100 с покрытием (фиг. 4). Как описано выше, каждое из волокон 100 с покрытием может содержать тело 102 волокна (фиг. 4), которое может быть покрыто матричным материалом 150 в процессе формирования тела 102 волокна. Этап 704 способа 700 может включать снижение вязкости матричного материала 150 (фиг. 4), например, путем нагревания матричного материала 150. Уменьшение вязкости матричного материала 150 может облегчить смешивание матричного материала 150 соседних волокон 100 с покрытием.
Этап 706 способа 700 согласно фиг. 44 может включать выполнение по меньшей мере одной из операций застывания и упрочнения или отверждения матричного материала 150 (фиг. 17) с образованием композитного изделия 270 (фиг. 17). Способ 700 может включать формирования композитного изделия 270 с заданной конфигурацией. Например, как указано выше, композитное изделие может быть выполнено в виде лобового стекла, навеса, окна, мембраны, панели брони, строительной панели, архитектурной панели, не являющейся частью конструкции детали или с любой другой из множества конфигураций.
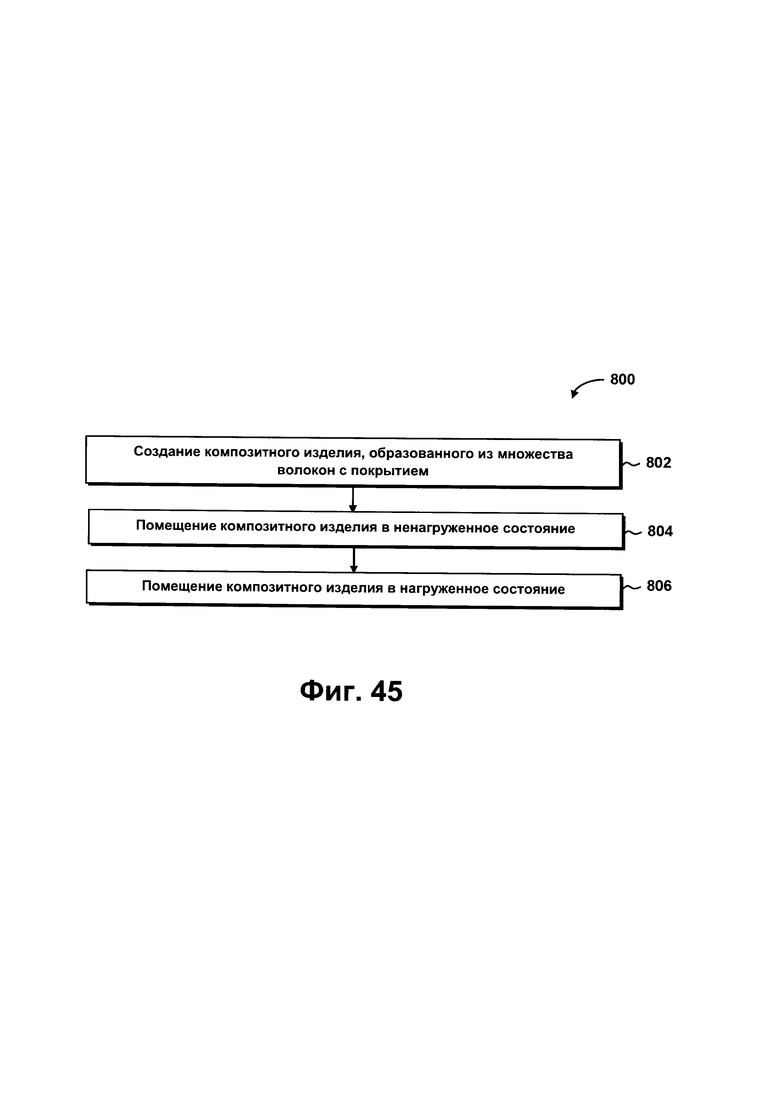
На фиг. 45 приведена схема последовательности одной или нескольких операций, которые могут быть включены в способ 800 изготовления композитного изделия 270 (фиг. 1) для использования, например, в транспортном средстве 890 (фиг. 46). Способ 800 использования композитного изделия 270 может включать этап 802 создания композитного изделия 270, где композитное изделие 270 сформировано из множества волокон 100 с покрытием. Как описано выше, каждое из волокон 100 с покрытием может содержать тело 102 волокна с матричным слоем 152, нанесенным на тело 102 волокна по существу одновременно с формированием тела 102 волокна.
Этап 804 способа 800 согласно фиг. 45 может включать помещение или поддержание композитного изделия 270 (фиг. 1) в ненагруженном состоянии. Ненагруженное состояние может включать статическое состояние композитного изделия 270. Например, композитное изделие 270 может быть частью транспортного средства 890, которая находится в статическом или по существу неподвижном состоянии. В одном из вариантов осуществления транспортное средство 890 может быть летательным аппаратом 900.
На фиг 46 приведен вид в перспективе летательного аппарата 900, который может включать один или несколько описанных здесь вариантов осуществления композитного изделия 270 (фиг. 1). Летательный аппарат 900 может включать фюзеляж 902, имеющий пару консолей крыла 904 и хвостовое оперение 908, которое может включать вертикальный стабилизатор 912 и горизонтальный стабилизатор 910. Летательный аппарат 900 может также включать поверхности 906 управления и силовые установки 914. Летательный аппарат 900 может быть в целом представителем одного из различных транспортных средств, которые могут включать одно или несколько описанных здесь композитных изделий 270.
В одном варианте осуществления композитное изделие 270 (фиг. 1) может быть композитной панелью 274 (фиг. 1). В ненагруженном состоянии нагрузки на композитную панель 274 могут быть ограничены статическими нагрузками, обусловленными силой тяжести, действующей на массу композитной панели 274, или другими статическими нагрузками, действующими на летательный аппарат 900. Примером ненагруженного состояния может быть состояние фюзеляжа 902 летательного аппарата 900 (фиг. 46), на который не воздействует давление, например, когда самолет 900 припаркован на площадке аэропорта.
Этап 806 способа 800 согласно фиг. 45 может включать помещение композитного изделия 270 (фиг. 1) в нагруженное состояние, когда транспортное средство может находиться в движении и/или композитная панель 274 может подвергаться воздействию динамической нагрузки. Например, транспортное средство может быть летательным аппаратом 900 (фиг. 46), движущимся по взлетно-посадочной полосе во время взлета. Нагруженным состоянием может быть также состояние фюзеляжа 902 самолета 900, находящегося под давлением. В нагруженном состоянии нагрузки на композитное изделие 270 могут включать любые из перечисленных: сжимающие нагрузки, нагрузки напряжения, поперечные нагрузки, торсионные нагрузки или любые их сочетания.
В соответствии с одним из вариантов настоящего изобретения предложено композитное изделие, содержащее множество тел волокон; матричный слой по меньшей мере частично покрывающий поверхность по меньшей мере одного из тел волокон, причем матричный слой наносится по существу одновременно с формированием тела волокна. Предпочтительно композитное изделие выполнять в виде по меньшей мере одного из следующих элементов: лобовое стекло, навес, окно, мембрана, панель брони, строительная панель, архитектурная панель или ненесущее изделие.
В соответствии с одним из вариантов настоящего изобретения предложен способ формирования композитного изделия, включающий этапы обеспечения множества волокон с покрытием, каждое из которых состоит из тела волокна, покрытого матричным материалом во время формирования тела волокна, уменьшения вязкости матричного материала, чтобы вызвать смешение матричного материала множества волокон с покрытием, и осуществления по меньшей мере одного из процессов застывания и отверждения матричного материала для формирования композитного изделия.
Способ применения композитного изделия, включающий этапы создания композитного изделия, образованного из множества волокон с покрытием, каждое из которых содержит тело волокна и матричный слой, нанесенный на тело волокна по существу одновременно с формированием тела волокна, помещения композитного изделия в ненагруженное состояние и помещения композитного изделия в нагруженное состояние. Предпочтительно, чтобы ненагруженное состояние было связано с пребыванием транспортного средства, по существу, в неподвижном состоянии, а нагруженное состояние было связано с перемещением транспортного средства. Предпочтительно также, чтобы ненагруженное состояние было связано с пребыванием фюзеляжа летательного аппарата не под давлением, а нагруженное состояние было связано с его пребыванием под давлением.
Другие модификации и усовершенствования настоящего изобретения будут очевидны специалистам в данной области техники. Таким образом, конкретное сочетание описанных и проиллюстрированных здесь деталей предназначены лишь для представления определенных вариантов осуществления настоящего изобретения и не предназначены для ограничения альтернативных вариантов осуществления или устройств в пределах сущности и объема данного изобретения.
Изобретение относится к волокну с покрытием для композитного изделия. Техническим результатом является создание волокон композитного изделия, имеющих плоские поверхности и относительно острые углы, при уменьшении времени и сложности нанесения смолы на укладку композита. Технический результат достигается волокном с покрытием для композитного изделия, которое содержит тело (102) волокна, имеющее поверхность волокна и матричный слой (152), по меньшей мере частично покрывающий поверхность волокна. Причем матричный слой (152) нанесен в процессе формирования тела (102) волокна, а тело (102) волокна и/или матричный слой (152) выполнены по существу из оптически прозрачного материала. Тело (102) волокна имеет максимальную толщину тела волокна приблизительно от 3 микрон до 5000 микрон. При этом тело (102) волокна имеет форму поперечного сечения, заданную частью поверхности волокна и содержащую угол тела волокна, а матричный слой (152) имеет угловую толщину матрицы в углу тела волокна и поверхностную толщину матрицы на поверхности волокна. Причем угловая толщина матрицы превышает поверхностную толщину матрицы по меньшей мере на приблизительно 10 процентов. 2 н. и 15 з.п. ф-лы, 46 ил.
1. Волокно с покрытием для композитного изделия, содержащее:
тело (102) волокна, имеющее поверхность волокна; и
матричный слой (152), по меньшей мере частично покрывающий поверхность волокна, причем
указанный матричный слой (152) нанесен в процессе формирования тела (102) волокна, причем
тело (102) волокна и/или матричный слой (152) выполнены по существу из оптически прозрачного материала,
и тело (102) волокна имеет максимальную толщину тела волокна приблизительно от 3 микрон до 5000 микрон,
тело (102) волокна имеет форму поперечного сечения, заданную частью поверхности волокна и содержащую угол тела волокна;
матричный слой (152) имеет угловую толщину матрицы в углу тела волокна и поверхностную толщину матрицы на поверхности волокна; и
угловая толщина матрицы превышает поверхностную толщину матрицы по меньшей мере на приблизительно 10 процентов.
2. Волокно с покрытием по п. 1, в котором:
тело (102) волокна имеет направление длины и растянуто в указанном направлении длины.
3. Волокно с покрытием по п. 1, в котором:
толщина матричного слоя (152) в одном месте на теле (102) волокна отлична от толщины матричного слоя (152) в другом месте на теле (102) волокна.
4. Волокно с покрытием по любому из пп. 1–3, в котором:
тело (102) волокна имеет поперечное сечение, имеющее форму круга, овала, эллипса, замкнутого полукруга, почки, многоугольника, треугольника, квадрата, прямоугольника, ромба, параллелограмма или трапеции.
5. Волокно с покрытием по п. 4, в котором:
указанное поперечное сечение задано частью листа с характеристическим отношением ширины волокна с покрытием к его толщине по меньшей мере приблизительно 10.
6. Волокно с покрытием по п. 5, в котором лист является одним из таких листов, как лист, растянутый в одном направлении, и лист, растянутый в двух направлениях.
7. Волокно с покрытием по любому из пп. 1–3, также содержащее тела волокон, содержащиеся в матричном слое (152) с образованием макроволокна (200).
8. Волокно с покрытием по п. 7, в котором тела волокон по существу выровнены друг относительно друга в макроволокне.
9. Волокно с покрытием по п. 1, в котором тело волокна (102) выполнено по меньшей мере из одного из следующих материалов: термопластичного материала, термоотверждаемого материала, неогранического материала, стеклянного материала или металлического материала.
10. Волокно с покрытием по п. 1, в котором матричный слой (152) выполнен по меньшей мере из одного из следующих материалов: термопластичного материала или термоотверждаемого материала.
11. Волокно с покрытием по п. 1, в котором тело (102) волокна выполнено из полимерного материала; и матричный слой (152) выполнен из полимерного материала, отличного от полимерного материала тела (102) волокна.
12. Волокно с покрытием по п. 1, также содержащее расходуемый материал, содержащий указанное тело (102) волокна, причем тело (102) волокна покрыто матричным слоем (152); при этом указанный расходуемый материал нанесен на матричный слой (152) во время формирования тела (102) волокна и матричного слоя (152) с образованием трехкомпонентного волокна.
13. Способ изготовления волокна с покрытием для композитного изделия, включающий этапы:
формирования тела (102) волокна, имеющего поверхность волокна; и
нанесения матричного слоя (152) на поверхность волокна по существу одновременно с этапом формирования тела (102) волокна,
причем тело (102) волокна и/или матричный слой (152) выполнены по существу из оптически прозрачного материала,
и тело (102) волокна имеет максимальную толщину тела волокна в диапазоне приблизительно от 3 микрон до 5000 микрон,
причем указанный этап нанесения матричного слоя (152) на поверхность волокна включает этапы:
нанесения матричного слоя (152) на поверхность волокна, причем матричный слой (152) на поверхности волокна имеет поверхностную толщину матрицы; и
нанесения матричного слоя (152) на угол (120) тела (102) волокна, причем матричный слой (152) на углу (120) тела (102) волокна имеет угловую толщину матрицы, которая превышает указанную поверхностную толщину матрицы по меньшей мере на приблизительно 10 процентов.
14. Способ по п. 13, также включающий этап нанесения матричного слоя (152) таким образом, что толщина матричного слоя в одном месте на теле (102) волокна отлична от толщины матричного слоя (152) в другом месте на теле (102) волокна.
15. Способ по п. 13, также включающий этап формирования тела (102) волокна, имеющего форму круга, овала, эллипса, замкнутого полукруга, почки, многоугольника, треугольника, квадрата, прямоугольника, ромба, параллелограмма или трапеции.
16. Способ по п. 13, также включающий этапы:
формирования тел волокон по существу одновременно друг с другом, причем каждое из тел волокон имеет по меньшей мере одну поверхность волокна; и
нанесения матричного слоя (152) на поверхности волокон по существу одновременно с этапом формирования тел волокон с образованием макроволокна (200).
17. Способ по п. 13, также дополнительно включающий этап нанесения расходуемого материала вокруг тела (102) волокна и матричного слоя (152) во время формирования тела (102) волокна.
| GB 1245078 A, 02.09.1971 | |||
| JP 2012211420 A, 01.11.2012 | |||
| Ротационно-обжимное устройство | 1977 |
|
SU742024A1 |
| КОМБИНАЦИИ КОНЪЮГАТА АНТИ-HER2-АНТИТЕЛО-ЛЕКАРСТВЕННОЕ СРЕДСТВО И ХИМИОТЕРАПЕВТИЧЕСКИХ СРЕДСТВ И СПОСОБЫ ПРИМЕНЕНИЯ | 2009 |
|
RU2510272C2 |
| JP S5974502 A, 27.04.1984 | |||
| JP S62144108 A, 27.06.1987 | |||
| АРАМИДНАЯ ЭЛЕМЕНТАРНАЯ НИТЬ, СНАБЖЕННАЯ ПРОВОДЯЩИМ ОТДЕЛОЧНЫМ ПОКРЫТИЕМ | 2003 |
|
RU2323283C2 |

