Область техники, к которой относится изобретение
Настоящее изобретение относится к способу изготовления клапана для регулирования текучей среды, содержащего клапанный корпус с центральной частью и с одним, двумя или больше соединительными концами, отходящими от центральной части, при этом внутри центральной части расположено тело клапана, например, со сквозным отверстием, при этом тело клапана установлено в седле клапана и соединено со штоком клапана, который размещен в направляющей втулке штока на клапанном корпусе.
Настоящее изобретение, кроме того, относится к клапану для регулирования текучей среды, содержащему клапанный корпус с центральной частью и с одним, двумя или больше соединительными концами, отходящими от центральной части, при этом внутри центральной части расположено тело клапана, например, со сквозным отверстием, при этом тело клапана установлено в седле клапана и соединено со штоком клапана, который размещен в направляющей втулке штока на клапанном корпусе.
Уровень техники
Общеизвестно, что клапаны, например шаровые клапаны и, таким образом, клапанные корпусы изготавливают из нескольких частей с последующей сборкой этих частей возле седла клапана и рабочего корпуса клапана. Такие клапаны, как правило, изготавливают из латуни или других сплавов на основе меди и обычно собирают с помощью соответствующей винтовой резьбы в соответствующих частях либо, как вариант, посредством болтов. Направляющую втулку штока, как правило, монтируют посредством резьбового соединения или посредством сварки на самом клапанном корпусе.
Что касается шарового клапана, он, как указывает название, является сферическим, с наружным размером, который больше, чем соединительные отверстия в клапанном корпусе. Таким образом, данный клапан имеет клапанный корпус с внутренней геометрической формой, в которой расположено седло клапана и тело клапана. Клапанный корпус обычно присоединен в непосредственной близости от корпуса клапана, так как последний требует наибольшего внутреннего размера. Такие клапаны, как правило, изготавливают из литых заготовок, которые формируют и обрабатывают механически до необходимой геометрической формы. Однако процесс придания формы является дорогостоящим по ряду причин. Индивидуальные заготовки должны отливаться, а затем транспортироваться и обрабатываться поодиночке на соответствующих металлорежущих станках. Поскольку заготовки обрабатывают индивидуально, процесс является трудоемким несмотря на применение современных и быстрых процессов.
В дополнение к транспортированию и обработке литых заготовок перед сборкой возле седла клапана и тела клапана затраты на материал также играют заметную роль. Латунь или другие подходящие сплавы являются дорогостоящими и предполагают большие затраты, чем, например, обычная свариваемая углеродистая сталь.
В DE 3503030 А1 раскрыт клапан, содержащий клапанный корпус с центральной частью и с двумя или более соединительными концами, отходящими от центральной части, в котором внутри центральной части установлено тело клапана, расположенное в седле клапана и соединенное со штоком клапана. Шток клапана установлен в направляющей втулке штока на клапанном корпусе, который изготовлен из трубчатой заготовки и содержит направляющую втулку штока, привариваемую к трубчатой заготовке обычным способом.
Таким образом, существует явная необходимость в изготовлении клапанов для систем отопления и охлаждения, для питьевой воды и для других целей из стали, например углеродистой стали или нержавеющей стали, которая дешевле и которая может быть изготовлена с помощью современного обрабатывающего оборудования непосредственно из плоского элемента или трубчатого элемента быстрее и дешевле, чем это возможно для литых и механически обрабатываемых заготовок из латуни.
В то же время, весьма желательно выполнять как можно меньше операций сварки на клапане, поскольку такие операции приводят к установке заготовок по меньшей мере на один раз больше и поскольку должен быть выполнен процесс сварки, что, несомненно, вызывает повышение стоимости продукции.
Наконец, в пустотах между двумя поверхностями, находящимися в соединении, например, в резьбовых соединениях, может возникать щелевая коррозия, что может приводить к существенному сокращению срока службы клапанов, так что их приходится удалять из системы вследствие щелевой коррозии. Поэтому весьма желательно избегать таких соединений между частями клапана, в которых будет возникать вероятность щелевой коррозии.
Задача изобретения
Задачей настоящего изобретения является решение вышеуказанной проблемы, в котором клапанный корпус может быть выполнен из трубчатой заготовки, при этом удаляется минимальное количество металла заготовки, и процесс резания выполняют перед установкой седла клапана и тела клапана, и поэтому он является более дешевым, и может быть изготовлен непосредственно из плоской заготовки или трубчатой заготовки с помощью современного обрабатывающего оборудования.
Также задачей является то, что изготовление частей клапанного корпуса перед установкой седла клапана и тела клапана предпочтительно выполняется перед окончательным приданием формы самому клапанному корпусу.
Наконец, задачей изобретения является получение клапана с клапанным корпусом, в котором можно полностью избежать или по меньшей мере существенно понизить вероятность щелевой коррозии в соединении между направляющей втулкой штока и клапанным корпусом.
Раскрытие изобретения
В соответствии с настоящим изобретением цели достигают с помощью способа изготовления клапана, по меньшей мере включающего в себя то, что получают заготовку плоской формы, выполняют пластическую деформацию заготовки плоской формы в виде отбортовки на заготовке плоской формы, посредством чего формируют направляющую втулку штока, так что направляющая втулка штока имеет фланец вдоль своего нижнего края и вырез на верхнем конце, который имеет кромочную поверхность с такой формой, что кромочная поверхность на направляющей втулке штока образует отверстие с останавливающими поверхностями на наружном конце направляющей втулки штока.
Цели изобретения также достигают путем того, что клапан с клапанным корпусом выполнен из трубчатой заготовки и содержит пластически деформированную отбортованную направляющую втулку штока с фланцем вдоль ее нижнего конца и отверстие на ее верхнем конце, поскольку направляющую втулку штока приваривают к трубчатой заготовке путем сварки, например сварки вокруг выреза в трубчатой заготовке, так чтобы получить внутренний сварной шов, проходящий вдоль края внутреннего отверстия во фланце направляющей втулки штока и вдоль выреза и по наружной стороне трубчатой заготовки.
В варианте осуществления способа в соответствии с настоящим изобретением предпочтительно, чтобы заготовка плоской формы была плоской перед формованием, и выполнена в виде седла одновременно с формованием направляющей втулки штока путем отбортовки. Это можно выполнить простым способом, заключающимся в том, что прижим для заготовки и прижимное кольцо в штампе для глубокой вытяжки снабжены желобом и буртиком, соответственно, с формой в виде части цилиндра, так что плоская заготовка, металлический диск приобретает форму седла с криволинейной формой на нижней стороне фланца направляющей втулки штока, соответствующей кривизне на наружной стороне трубчатой заготовки. Таким образом, формирование направляющей втулки штока выполняют с наименьшими возможными затратами. Как вариант, заготовка плоской формы может иметь форму седла перед операцией формования.
Способ в соответствии с настоящим изобретением включает в себя то, что получают трубчатую заготовку с вырезом в трубчатой заготовке, и отбортованную направляющую втулку штока приваривают к трубчатой заготовке. Сварка представляет собой, например, обычную сварку или предпочтительно лазерную сварку вокруг выреза в трубчатой детали. С помощью сварки получают внутренний сварной шов, проходящий вдоль края внутреннего отверстия во фланце направляющей втулки штока и вдоль выреза, и по наружной стороне трубчатой заготовки.
Путем монтажа направляющей втулки штока таким образом, что сварной шов будет проходить вдоль внутреннего края отверстия между направляющей втулкой штока и наружной стороной трубчатой заготовки, и вдоль ее выреза, сварной шов должен покрывать промежуток, возникающий между фланцем направляющей втулки штока и наружной боковой поверхностью клапанного корпуса. Таким образом, не допускают того, чтобы текучая среда, чаще всего жидкость или газ, могла проникать в промежуток и содействовать щелевой коррозии. В то же время, такой способ монтажа направляющей втулки штока на клапанном корпусе является быстрым, и процесс сварки легко автоматизировать, например, с помощью роботов, так чтобы он был выполнен равномерно и точно на всех клапанах. Кроме того, возможность автоматизации монтажа направляющей втулки штока будет приводить к значительному снижению производственных затрат на единицу клапана. При использовании лазерной сварки сварной шов может быть проложен особенно точно в промежутке между фланцем втулки и наружной боковой поверхностью клапанного корпуса, таким образом, уменьшая неточность в положении сварного шва, и, таким образом, дополнительно снижая вероятность щелевой коррозии.
Способ изготовления клапана в соответствии с настоящим изобретением может включать в себя то, что трубчатую заготовку получают путем глубокой вытяжки или соответствующего процесса, в котором, например, плоский элемент отрабатывают путем деформации в виде более или менее трубчатой формы.
Альтернативно, способ изготовления клапана в соответствии с настоящим изобретением также может быть таким, что трубчатую деталь получают путем укорачивания изготовленного заранее трубчатого элемента до необходимых размеров.
В зависимости от свойств материала и наиболее выгодных способов производства относительно затрат, а также относительно допусков или качества поверхности существует свободный выбор между указанными способами, каждый из которых обладает конкретными преимуществами.
Общим для указанных способов является то, что с их помощью может быть выполнен клапанный корпус, который образован лишь одной деталью, сформированной из одного элемента, без какого-либо вида соединения путем сварных, болтовых или аналогичных способов соединения.
Способ изготовления клапана в соответствии с настоящим изобретением может заключаться в том, что шток клапана монтируют в направляющей втулке штока перед его привариванием к трубчатой заготовке. Тем самым обеспечивают, чтобы путем глубокой вытяжки на направляющей втулке штока формировался фланец, служащий для удержания штока клапана в заданном положении во втулке штока клапана, и чтобы шток клапана удерживался тем самым в направляющей втулке штока без использования стопора или его аналога, который обычно крепят к направляющей втулке штока с помощью винтовой резьбы. Это обеспечивает то, что избегают нарезания винтовой резьбы в направляющей втулке штока, а это означает, что затраты на изготовление клапана дополнительно снижаются.
Когда направляющую втулку штока монтируют с использованием в направляющей втулке штока одной или больше прокладок, шток в то же время удерживается в заданном положении в ходе последующих этапов способа. Кроме того, прокладки гарантируют, что клапан остается сухим во втулке штока впоследствии, и, наконец, вероятность выпадения штока в ходе последующих этапов монтажа понижена.
В одном варианте осуществления клапана отверстие в верхнем конце направляющей втулки штока содержит одну или больше останавливающих поверхностей, которые ограничивают поворот штока в направляющей втулке штока. Путем создания выреза, т.е. отверстия в диске, например, с показанной формой, перед глубокой вытяжкой указанные останавливающие или стопорные поверхности будут автоматически образовываться в отверстии направляющей втулки штока в процессе глубокой вытяжки направляющей втулки штока.
В следующем варианте осуществления клапана клапанный корпус, кроме того, содержит одну или больше отбортованных втулок, которые предпочтительно подходят для монтажа одного или больше датчиков, и/или которые могут быть соединены с оборудованием для испытаний клапана на утечку. Такой датчик может быть, например, датчиком температуры, датчиком давления или другим видом датчика.
Согласно данному способу предпочтительно, чтобы тело клапана и седла клапана были установлены в клапанном корпусе перед окончательным формированием концов трубчатой заготовки для формирования концов клапанного корпуса, поскольку посредством этого можно формировать клапанный корпус с концами с уменьшенным диаметром по сравнению с центральной частью, где расположено седло клапана и корпуса клапана.
Клапан, содержащий клапанный корпус в соответствии с настоящим изобретением, как правило, выполняют таким образом, что соединительные концы имеют внутренний диаметр, который, по существу, соответствует внутреннему диаметру тела клапана. Таким образом, это так называемый клапан полного расхода, который преимущественно может быть использован во многих местах, где существует потребность в беспрепятственном потоке среды, протекающей через клапан. Соединительные концы на клапанном корпусе могут быть выполнены в соответствии с потребностью, и могут быть с охватываемыми концами, а также с охватывающими концами, и включают в себя все возможные типы соединений для соединительных патрубков или шлангов, включая соединения типа прессовой посадки.
В настоящее время тонкостенные материалы завоевывают положение в промышленности, и все чаще применяются в промышленных решениях, а также в сантехнических установках в жилых зданиях. Существуют бесчисленные преимущества, связанные с тонкостенными трубами и арматурой, и способы соединения являются очень простыми, в результате чего можно избежать трудоемких и затратных работ по выполнению резьбы, сварки или пайки.
Клапанный корпус в соответствии с настоящим изобретением преимущественно может быть изготовлен из тонкостенного материала, такого как углеродистая или нержавеющая сталь с необработанной или обработанной поверхностью, при этом клапанный корпус и/или направляющая втулка штока сформирована/сформированы путем пластической деформации материала, например путем гидравлического формования, или путем формования в направлении оси, или путем любого другого подходящего процесса. Оказалось, что особенно гидравлическое формование и формование в направлении оси очень хорошо подходит для изготовления клапанного корпуса, поскольку эти процессы являются быстрыми и дешевыми по сравнению с традиционными способами производства для клапанных корпусов, которые обычно изготавливают из спеченной, литой или кованой латуни или другого подходящего материала, который обрабатывают впоследствии и оснащают клапанной вставкой. Кроме того, гидравлическое формование и формование в направлении оси являются весьма точными способами формования, и могут быть достигнуты хорошие допуски. В качестве варианта концы клапанного корпуса формируют при нагреве, например, с помощью индукции, тогда как центральную часть клапанного корпуса, где расположены тело клапана, седло клапана и, возможно, прокладки, сохраняют холодной в процессе операции формирования, так что внутренние части клапана, такие как прокладки, тело клапана и седла, не повреждаются из-за теплового воздействия в процессе нагревания концов клапанного корпуса, и, возможно, завершения обработки отжигом концов клапанного корпуса, например, в защитной атмосфере.
С помощью данного способа клапан может быть изготовлен, например, из необработанной стали, в ряде последовательных и автоматизированных процессов, и после монтажа изделия может быть окончательно обработан с помощью финишной обработки поверхности. Такой клапан и способ изготовления клапана является очень выгодным, поскольку процесс является простым, происходит в прямой последовательности и завершается финишной обработкой поверхности.
В предпочтительном варианте изобретения клапанный корпус можно преимущественно изготавливать, например, из нержавеющей стали. Настоящим достигают очевидного преимущества в том, что обработка поверхности клапанного корпуса больше не является необходимой, что влечет за собой снижение производственных затрат для готовой продукции.
Описание чертежей
Ниже изобретение будет поясняться со ссылками на чертежи, на которых:
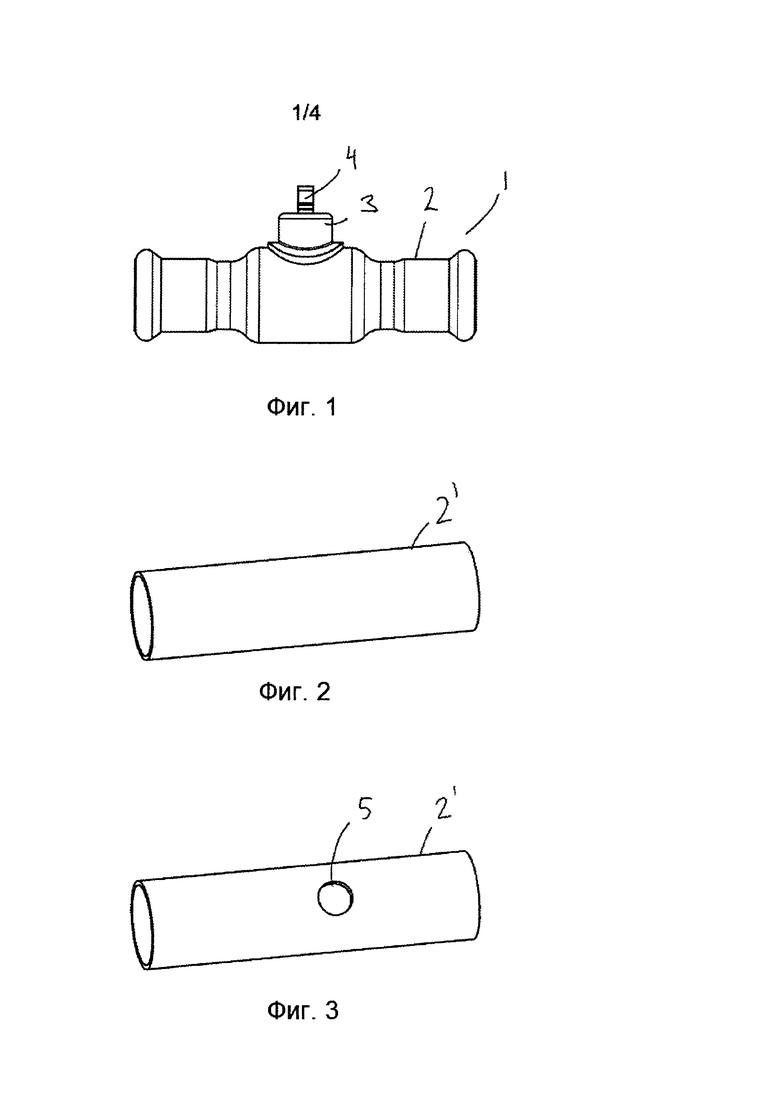
На фиг. 1 показан клапан в соответствии с настоящим изобретением, вид сбоку;
На фиг. 2 показана трубчатая заготовка, которую в дальнейшем обрабатывают в виде клапанного корпуса;
На фиг. 3 показана трубчатая заготовка с вырезом;
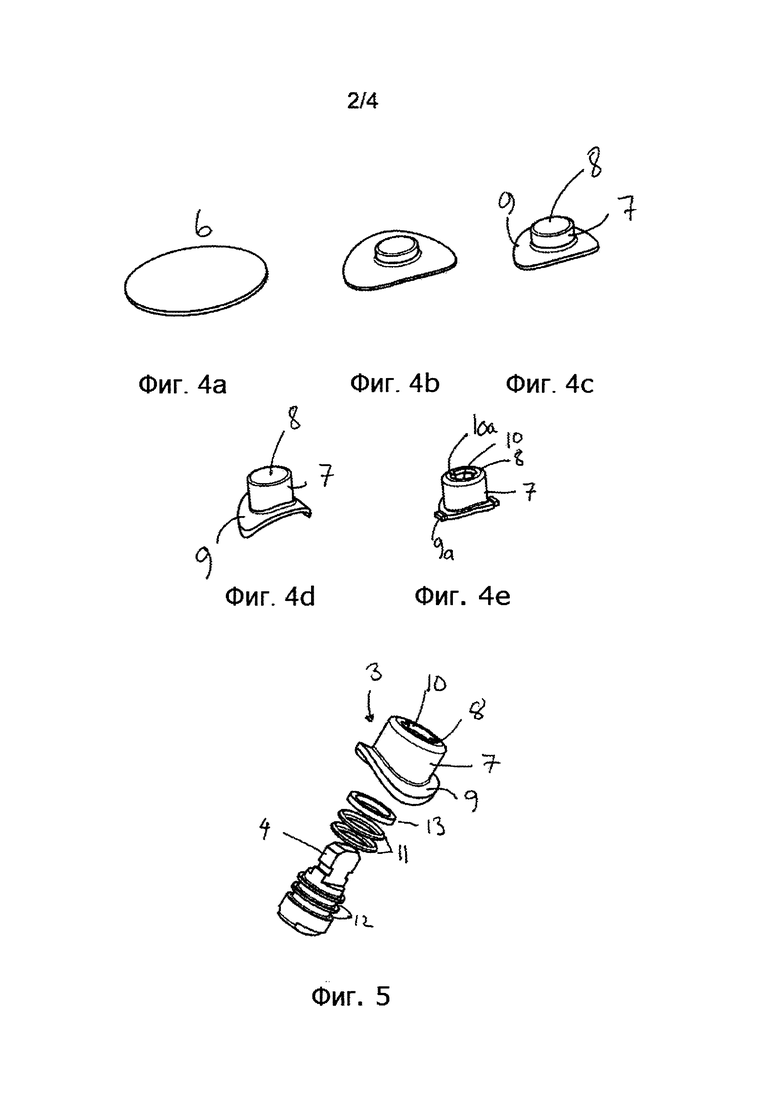
На фиг. 4а-4е показано изготовление направляющей втулки штока для клапана;
На фиг. 5 показан монтаж штока в направляющей втулке штока;
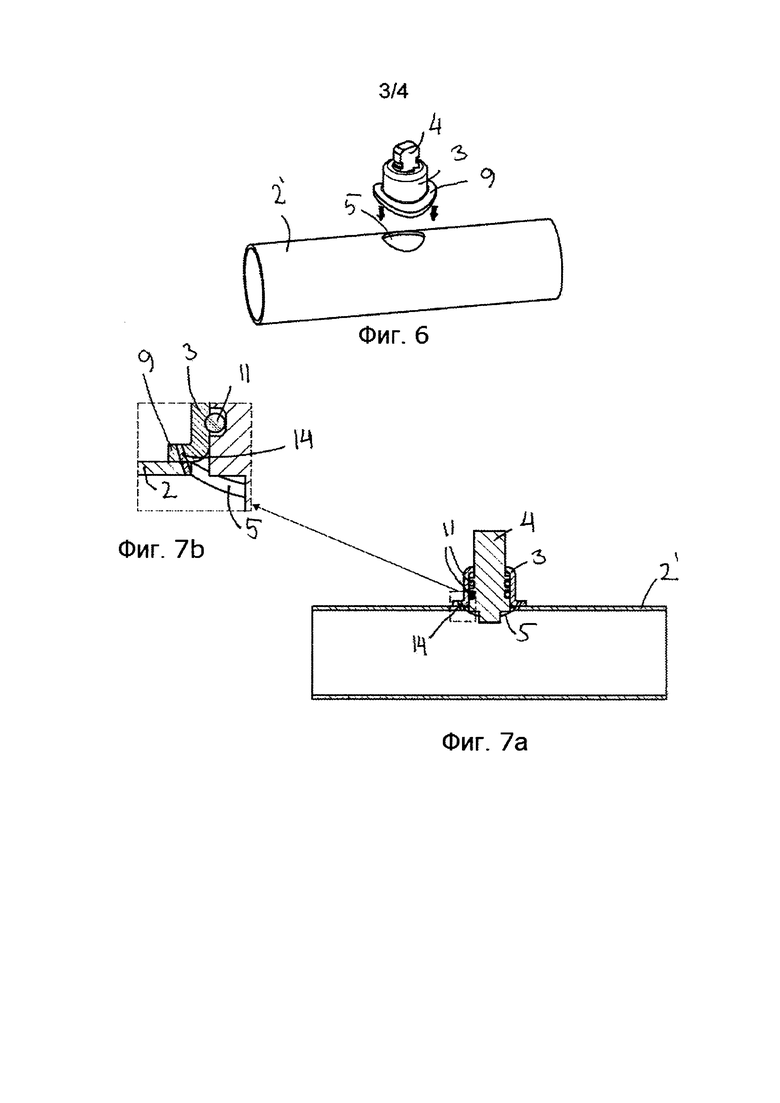
На фиг. 6 показана направляющая втулка штока со штоком и трубчатая заготовка впереди;
На фиг. 7а показан поперечный разрез трубчатой заготовки с направляющей втулкой штока, приваренной к ней;
На фиг. 7b показаны детали по фиг. 7а вокруг сварного шва и
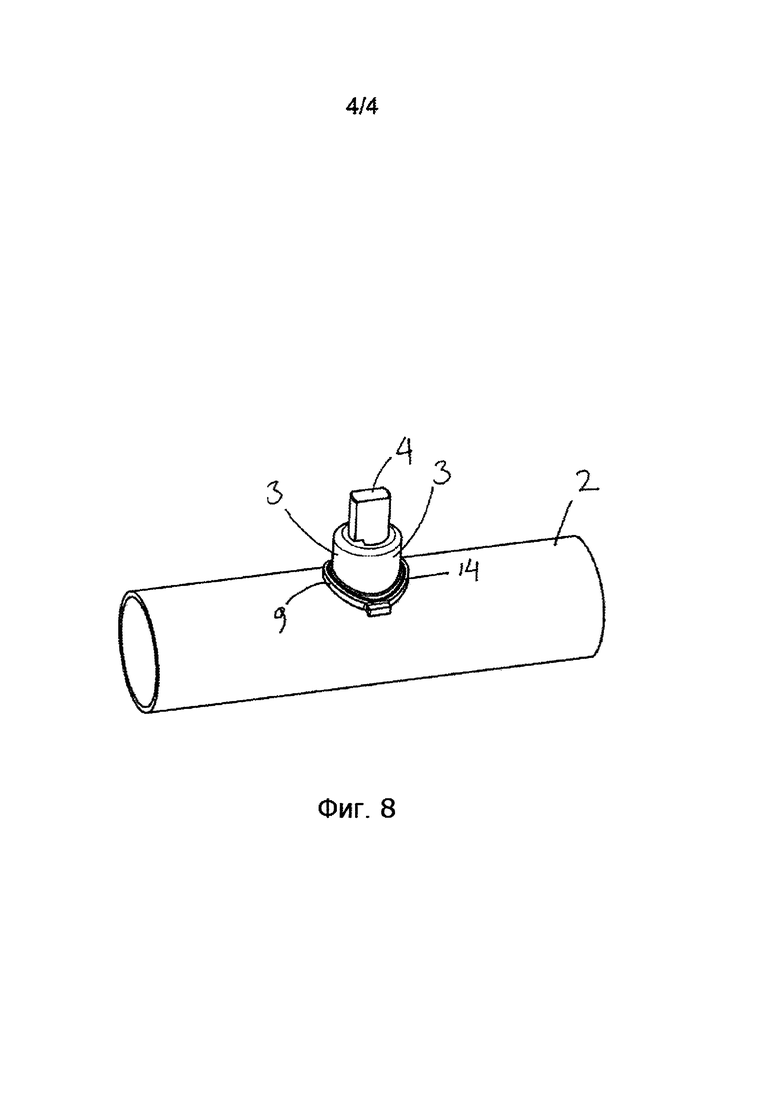
На фиг. 8 показана трубчатая заготовка с направляющей втулкой штока, приваренной к ней, перед формированием трубчатой заготовки в виде окончательного клапанного корпуса.
В пояснениях к чертежам одинаковые или подобные элементы будут снабжены одинаковыми обозначениями на различных чертежах. Поэтому пояснения всех деталей не будут приведены в связи с каждым отдельным чертежом или вариантом осуществления.
Осуществление изобретения
На фиг. 1 показан клапан 1 с клапанным корпусом 1, в котором клапанный корпус 1 имеет центральную часть и два соединительных конца. Здесь два соединительных конца показаны с конструкцией, приспособленной для так называемой прессовой посадки. Однако это не имеет отношения к изобретению и является только примером выполнения данных соединительных концов. В центральной части расположено тело клапана, например, со сквозным отверстием в седле клапана. От тела клапана, которое предпочтительно выполнено в виде традиционного шара, известного из различных шаровых клапанов, шток 4 клапана проходит вверх через направляющую втулку 3 штока. При повороте данного штока 4 клапана вокруг продольной оси тело клапана может перемещаться между открытым положением и закрытым положением.
На фиг. 2 показана трубчатая заготовка 2', которая должна быть выполнена в виде клапанного корпуса. Трубчатую заготовку выполняют с круглым или по существу круглым вырезом 5, или отверстием, через стенку трубчатой заготовки 2', как показано на фиг. 3. Затем трубчатая заготовка 2' готова для монтажа направляющей втулки 3 штока и штока 4 клапана перед монтажом тела и седел клапана (не показано) в трубчатой заготовке 2'.
Трубчатая заготовка 2' выполняется, как упомянуто во вступительной части заявки, предпочтительно, путем пластической деформации, например глубокой вытяжки, гидравлического формования или формования в осевом направлении, или соответствующего процесса, в котором, например, плоский элемент обрабатывают путем деформации с получением детали, имеющей более или менее трубчатую форму. В качестве варианта, трубчатая деталь 2' может быть получена путем укорачивания изготовленного заранее трубчатого элемента до необходимых размеров.
Вырез 5 в трубчатой заготовке 2' вырезают обычным способом, в том числе, например, лазером, гарантирующим, что вырез 5 вырезают с большой точностью.
Направляющую втулку 3 штока выполняют путем пластической деформации (фиг. 4а-4е) заготовки 6 плоской формы (фиг. 4а), которую предпочтительно вырезают в круговой или приблизительно круговой форме.
Направляющую втулку 3 штока формируют, как показано на фиг. 4b-4е, в виде втулки 7, верхней торцевой поверхности 8 и фланца 9 вдоль нижнего края. Втулка 7 предпочтительно имеет цилиндрическую или приблизительно цилиндрическую форму. Нижний фланец 9 имеет форму седла, в котором радиус кривизны на нижней стороне соответствует радиусу круговой кривизны на наружной стороне стенки трубчатой заготовки 2'. Форма фланца 9, таким образом, адаптирована к трубчатой заготовке 2', на которой должна монтироваться направляющая втулка 3 штока.
Пластическую деформацию заготовки 6 плоской формы предпочтительно выполняют путем глубокой вытяжки, гидравлического формования или соответствующих подходящих обычных способов.
Затем вырезают отверстие 10 в торцевой поверхности 8 направляющей втулки штока, см. фиг. 4е.
Данное отверстие 10 содержит предпочтительно один или два выступа 10а, которые образуют поверхности, останавливающие поворот штока клапана.
Затем нижний фланец 9 штока клапана, при необходимости, вырезают, так что, возможно, могут быть сформированы один или больше фланцев 9а вдоль наружного края фланца 9.
Затем шток 4 клапана монтируют во втулке 3 штока, как показано на фиг. 5. Одну или больше прокладок 11 устанавливают вокруг штока 4, предпочтительно, в желобках 12, вырезанных с этой целью в штоке 4 клапана. Кроме того, для установки и/или удержания штока 4 клапана в направляющей втулке 3 штока может быть использовано одно или больше уплотнительных колец 13.
После этого направляющую втулку 3 штока оснащают предварительно смонтированным штоком 4 клапана на трубчатой заготовке 2', как показано на фиг. 6-8. Направляющую втулку штока размещают напротив выреза 5 таким образом, что шток 4 клапана выступает в трубчатую заготовку 2' через вырез 5, что более ясно показано на фиг. 7а, изображающей трубчатый элемент 2 со смонтированной направляющей втулкой 3 штока и штоком 4 клапана, на поперечном разрезе через направляющую втулку штока.
Направляющую втулку 3 штока прикрепляют к трубчатому элементу 2' с помощью лазерной сварки, так что сварочный луч направляют на соединение между трубчатым элементом 2' и фланцем 9 направляющей втулки 3 штока от наружного фланца 9. Таким образом, может быть применен сварочный робот, и сварной шов 14 может быть проложен с большой точностью. На фиг. 7b показаны детали в поперечном разрезе соединения между фланцем направляющей втулки штока и областью вокруг выреза 5 трубчатого элемента 2'. Здесь очевидно, что сварной шов 14 расположен вплотную к вырезу 5. Такое расположение сварного шва 14 приводит к тому, что вероятность щелевой коррозии или точечной коррозии, возникающей в соединении между наружной стороной трубчатого элемента 2' и нижней стороной фланца 9 исключена или по меньшей мере значительно снижена.
Выступы 9а на фланце 9 направляющей втулки 3 штока в варианте осуществления клапана могут быть использованы как стопоры поворота штока 4 клапана, так как рукоятка, приводной механизм или аналогичный механизм, смонтированный на штоке 4 клапана на окончательно обработанном клапане, может быть выполнен таким образом, что он охватывает направляющую втулку 3, в результате чего данные выступы 9а на фланце 9 могут функционировать как стопоры поворота рукоятки или приводного механизма, и, тем самым, штока 4 клапана. Такое исполнение приводит к тому, что становится возможным укладывать наружную прокладку вдоль наружной стороны направляющей штока 4, уплотнение между направляющей штока и рукояткой или приводным механизмом, таким образом, снижая вероятность утечки из штока клапана по сравнению с другими клапанами, в которых имеются только внутренние прокладки между внутренней поверхностью направляющей втулки 4 штока и штоком клапана.
После установки направляющей втулки 3 штока со штоком 4 клапана на трубчатой заготовке 2' тело клапана, седла клапана и, возможно, прокладки монтируют в соединении, вместе с тем, как шток 4 клапана в данном соединении также прикреплен к телу клапана. Затем формируют сам клапанный корпус для формирования окончательно обработанного клапана, см. фиг. 1.
В настоящем изобретении использован термин «приблизительно», который включает в себя допуски, рассматриваемые специалистами в данной области как нормальные. Например, использован термин «приблизительно круговой», и «приблизительно» в данном контексте следует понимать таким образом, как специалист в данной области воспринимает форму, как круглую или по существу круглую, кроме того, включая допуски, считающиеся нормальными специалистом в данной области при возможных измерениях и определении формы заготовки.
Настоящее изобретение не ограничено описанными выше вариантами осуществления и вариантами осуществления, показанными на чертежах, а может быть дополнено и модифицировано любым способом в соответствии с настоящим изобретением, как указано и определено в пунктах формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОРПУС КЛАПАНА С КОЛЬЦЕВОЙ НАПРАВЛЯЮЩЕЙ ШПИНДЕЛЯ | 2013 |
|
RU2614883C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВОГО КРАНА ДЛЯ РЕГУЛИРОВАНИЯ ТЕКУЧЕЙ СРЕДЫ, ШАРОВОЙ КРАН И СВАРОЧНЫЙ ИНСТРУМЕНТ ДЛЯ УДЕРЖИВАНИЯ И МАНИПУЛИРОВАНИЯ ЧАСТЯМИ КРАНА | 2020 |
|
RU2815842C2 |
| ПОГЛОЩАЮЩЕЕ ИЗДЕЛИЕ ТИПА ТРУСОВ И СПОСОБ ИЗГОТОВЛЕНИЯ ПОГЛОЩАЮЩИХ ИЗДЕЛИЙ ТИПА ТРУСОВ | 2006 |
|
RU2414875C1 |
| ЭЛЕКТРОМАГНИТНЫЙ КЛАПАН ДЛЯ ВПРЫСКА ТОПЛИВА В ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ | 1991 |
|
RU2057966C1 |
| Задвижка клиновая сварная и способ её сборки | 2021 |
|
RU2774560C1 |
| ПОЛИМЕРНАЯ ЕМКОСТЬ | 2019 |
|
RU2760794C1 |
| КЛАПАН ОБРАТНЫЙ | 2020 |
|
RU2749057C1 |
| ШАРОВОЙ ЭЛЕМЕНТ ДЛЯ КЛАПАННОГО УЗЛА, ШАРОВОЙ КЛАПАННЫЙ УЗЕЛ, СОДЕРЖАЩИЙ ШАРОВОЙ ЭЛЕМЕНТ, И СПОСОБ РЕГУЛИРОВАНИЯ ТЕМПЕРАТУРЫ ШАРОВОГО ЭЛЕМЕНТА | 2014 |
|
RU2673031C1 |
| КЛАПАН С ЭЛЕКТРОМАГНИТНЫМ ПРИВОДОМ | 1997 |
|
RU2177075C2 |
| Упругий уплотнитель для корпуса клапана | 2014 |
|
RU2657399C2 |
Группа изобретений относится к клапану для регулирования текучей среды и к способу изготовления клапана для регулирования текучей среды. Способ, содержащий клапанный корпус с центральной частью и с одним, двумя или более соединительными концами, отходящими от центральной части. Внутри центральной части расположено тело клапана, например, со сквозным отверстием. Тело клапана установлено в седле клапана и соединено со штоком клапана, размещенным в направляющей втулке штока на клапанном корпусе. Изготовление направляющей втулки включает в себя следующие этапы: получение заготовки плоской формы; выполнение пластической деформации заготовки плоской формы в виде фланца на заготовке плоской формы, посредством чего формируют направляющую втулку штока, так что направляющая втулка штока имеет фланец вдоль своего нижнего края и вырез на верхней поверхности направляющей втулки штока. Таким образом, устраняют щелевую коррозию в области соединения между направляющей втулкой штока и клапанным корпусом. 2 н. и 11 з.п. ф-лы, 8 ил.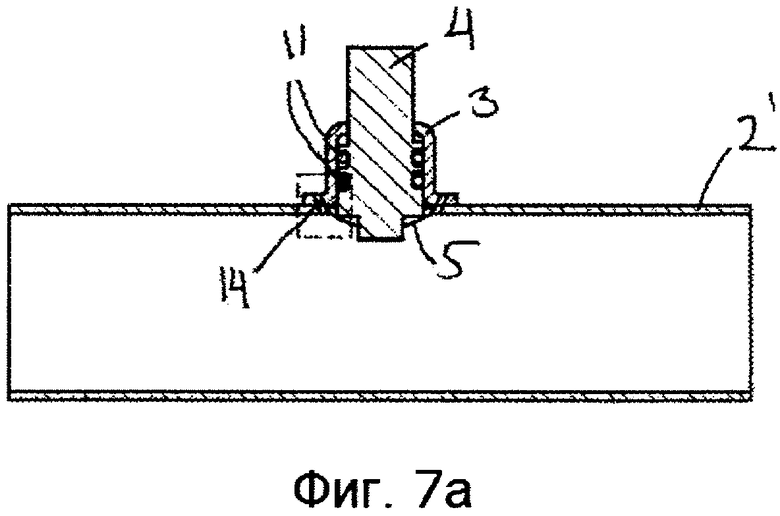
1. Способ изготовления клапана для регулирования текучей среды, содержащего клапанный корпус с центральной частью и с одним, двумя или более соединительными концами, отходящими от центральной части, при этом внутри центральной части расположено тело клапана, например, со сквозным отверстием, при этом тело клапана установлено в седле клапана и соединено со штоком клапана, размещенным в направляющей втулке штока на клапанном корпусе, отличающийся тем, что изготовление направляющей втулки по меньшей мере включает в себя следующие этапы:
получение заготовки плоской формы;
выполнение пластической деформации заготовки плоской формы в виде фланца на заготовке плоской формы, посредством чего формируют направляющую втулку штока, так что направляющая втулка штока имеет фланец вдоль своего нижнего края и вырез на верхней поверхности направляющей втулки штока.
2. Способ изготовления клапана по п. 1, отличающийся тем, что заготовка плоской формы является плоской и выполнена в виде седла одновременно с формованием направляющей втулки штока путем отбортовки.
3. Способ изготовления клапана по п. 1, отличающийся тем, что используют трубчатую заготовку с вырезом в трубчатой заготовке и направляющую втулку штока приваривают к трубчатой заготовке с помощью сварки, производимой вокруг выреза в трубчатой детали, так что получают внутренний сварной шов, проходящий вдоль края внутреннего отверстия во фланце направляющей втулки штока и вдоль выреза и по наружной стороне трубчатой заготовки.
4. Способ изготовления клапана по п. 3, отличающийся тем, что сварка является лазерной сваркой.
5. Способ изготовления клапана по п. 3, отличающийся тем, что трубчатую заготовку получают путем глубокой вытяжки или соответствующего процесса, в котором, например, плоский элемент отрабатывают путем деформации в виде более или менее трубчатой формы.
6. Способ изготовления клапана по п. 3, отличающийся тем, что трубчатую деталь получают путем укорачивания изготовленного заранее трубчатого элемента до необходимых размеров.
7. Способ изготовления клапана по п. 3, отличающийся тем, что шток клапана монтируют в направляющей втулке штока перед привариванием последней к трубчатой заготовке.
8. Способ изготовления клапана по п. 1, отличающийся тем, что шток клапана монтируют в направляющей втулке штока одновременно с укладкой одной или больше прокладок.
9. Способ изготовления клапана по любому из пп. 1-8, отличающийся тем, что тело клапана и седла клапана выполняют в клапанном корпусе перед окончательным формированием концов трубчатой заготовки на концах клапанного корпуса.
10. Клапан для регулирования текучей среды, содержащий клапанный корпус с центральной частью и с одним, двумя или больше соединительными концами, отходящими от центральной части, при этом внутри центральной части расположено тело клапана, например, со сквозным отверстием, при этом тело клапана установлено в седле клапана и соединено со штоком клапана, размещенным в направляющей втулке штока на клапанном корпусе, отличающийся тем, что клапанный корпус изготовлен из трубчатой заготовки, содержащей пластически деформированную отбортованную направляющую втулку штока с фланцем вдоль ее нижнего конца и отверстием на ее верхнем конце, так что направляющая втулка штока приварена к трубчатой заготовке.
11. Клапан по п. 10, отличающийся тем, что направляющая втулка штока приварена к трубчатой заготовке с помощью сварки, такой как обычная сварка или лазерная сварка, вокруг выреза в трубчатой заготовке, так что получен внутренний сварной шов, проходящий вдоль края внутреннего отверстия во фланце направляющей втулки штока и вдоль выреза и по наружной стороне трубчатой заготовки.
12. Клапан, содержащий клапанный корпус, по п. 10, отличающийся тем, что отверстие в верхнем конце направляющей втулки штока содержит одну или больше останавливающих поверхностей, которые ограничивают поворот штока.
13. Клапан, содержащий клапанный корпус, по любому из пп. 10-12, отличающийся тем, что клапанный корпус, кроме того, содержит одну или больше отбортованных втулок предпочтительно для монтажа одного или больше датчиков.
| DE 3503030 A1, 31.07.1986 | |||
| US 1872357 A, 16.08.1932 | |||
| US 2009224025 А1, 10.09.2009 | |||
| RU 2003905 C1, 30.11.1993 | |||
| ШАРОВОЙ КРАН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2136998C1 |

