Изобретение относится к способам и устройствам бесконтактного контроля скорости движения длинномерного материала, имеющего естественную локальную неоднородность по длине, и может быть использовано, например, в текстильном производстве при контроле параметров перемотки различных текстильных материалов - нитей, волокон и т.п.
Известен способ измерения скорости движения длинномерного материала, основанный на нанесении на движущейся материал локальных неоднородностей в виде электростатических меток, которые при дальнейшем движении длинномерного материала считываются датчиками электростатических меток в контрольных позициях [Лударь А.И., Рабинович Е.Б. Средства автоматики и вычислительной техники для трикотажного оборудования. - М.: Легпромбытиздат, 1989. с. 79-80].
Недостатком этого способа является невозможность его применения для измерения низкой скорости движения длинномерного материала (менее 600 мм/с), поскольку электростатические метки имеют чрезвычайно кратковременный характер существования и исчезают, не доходя до считывающей головки. Кроме того, амплитуда напряжения индуцированной электростатической метки пропорциональна скорости движения длинномерного материала, поэтому на низких скоростях амплитуда напряжения считываемого сигнала существенно уменьшается. Это резко сужает область применения данного способа, не позволяя его применять для измерения скорости движущегося длинномерного материала в целом ряде промышленных производств.
Наиболее близким техническим решением является способ измерения скорости движения длинномерного материала, заключающийся в том, что в двух контрольных позициях, отстоящих одна от другой по направлению движения длинномерного материала на расстоянии L, контролируют информацию о локальных неоднородностях длинномерного материала, фиксируют моменты времени τ1 и τ2, в которые она совпадает, и определяют скорость движения длинномерного материала по формуле
V=L/(τ1-τ2),
причем в качестве информации о локальных неоднородностях используют картину распределения линейной плотности длинномерного материала по его длине [патент РФ №1771491, D01H 13/32, 1992, бюл. №39].
В процессе реализации рассматриваемого способа измерения скорости на первой контрольной позиции периодически (в момент времени τ1) снимают информацию о распределении линейной плотности в n точках, пространственно разнесенных по длине длинномерного материала на контролируемом участке. На второй контрольной позиции непрерывно снимают информацию о распределении линейной плотности в n точках, причем расстояния между точками измерения на обеих контрольных позициях строго одинаковы. Результаты измерений на второй и первой контрольных позициях постоянно сравнивают, начиная с момента времени τ1 и до момента времени τ2, который фиксируется в момент полного совпадения этих результатов измерения. После этого по формуле рассчитывают скорость V перемещения длинномерного материала.
Недостатком данного способа является низкая точность измерения и сложность его технической реализации, что определяется необходимостью выполнения условий идентичности текущих измерений распределения линейной плотности на первой и второй контрольных позициях. Использование в данном методе свойства естественных флуктуаций значений линейной плотности по длине нити образовывать устойчивые локальные неоднородности, из совокупности которых в дальнейшем формируется признаковое пространство для процесса идентификации конкретного участка нити, и предопределяет необходимость реализации процесса измерения посредством нескольких пар идентичных преобразователей, что вызывает значительные трудности при практической реализации. Процесс измерения при этом реализуется с помощью измерительной системы с пространственным разделением каналов, для которой основным недостатком является аппаратная избыточность.
Известно устройство измерения скорости движения длинномерного материала, содержащее записывающую головку для нанесения на длинномерный материал электростатической метки, считывающую головку, установленную на расстоянии L от записывающей головки, усилитель считываемого сигнала, генератор высоковольтных импульсов, формирователь импульсов для запуска этого генератора, электронный счетчик, оснащенный индикаторным устройством [Лударь А.И., Рабинович Е.Б. Средства автоматики и вычислительной техники для трикотажного оборудования. - М.: Легпромбытиздат, 1989. с. 79-80].
Недостатком данного устройства является невозможность его применения для измерения низкой скорости движения длинномерного материала.
Известно также устройство измерения скорости движения длинномерного материала, содержащее две считывающие головки, расположенные на первой и второй контрольных позициях на базовом расстоянии L относительно друг друга и представляющие собой наборы из n пространственно разнесенных идентичных датчиков линейной плотности длинномерного материала, причем расстояния между датчиками строго одинаковы, выходы первой и второй считывающих головок подключены к входам соответственно первого и второго аналого-цифровых преобразователей, выходы которых соединены со входами цифрового компаратора, выход которого соединен с первым входом таймера, выход таймера соединен со входом вычислительного блока, управляющий выход которого соединен со входом первого цифрового компаратора и со вторым входом таймера [патент РФ №1771491, D01H 13/92, 1992, бюл. №39].
Недостатком данного устройства является низкая точность измерения и сложность его технической реализации. Это связано с тем, что на обеих контрольных позициях необходимо использование нескольких пар идентичных измерительных преобразователей (не менее четырех). Выполнение условий идентичности для такого количества измерительных преобразователей связано со значительными техническими трудностями. Кроме того, работоспособность устройства и точность измерений в значительной степени зависит от точности взаимного расположения измерительных преобразователей на первой и второй контрольных позициях.
Задача изобретения - повышение точности измерения скорости движения длинномерного материала, а также упрощение технической реализации предлагаемого способа.
Указанная задача по объекту - способу достигается тем, что в способе измерения скорости движения длинномерного материала, заключающемся в том, что в двух контрольных позициях, отстоящих одна от другой по направлению движения длинномерного материала на расстоянии L, контролируют информацию о локальных неоднородностях длинномерного материала, фиксируют моменты времени τ1 и τ2, в которые она совпадает, и определяют скорость движения длинномерного материала по формуле
V=L/(τ1-τ2),
в качестве информации о локальных неоднородностях используют временные интервалы между локальными соседними неоднородностями с экстремальными значениями линейной плотности.
В процессе реализации данного способа на первой контрольной позиции в течение заданного времени Т регистрируют последовательные локальные неоднородности с экстремальными значениями линейной плотности и измеряют интервалы времени между ними, формируя тем самым первый массив значений времени между локальными соседними неоднородностями. На второй контрольной позиции непрерывно регистрируют локальные неоднородности с экстремальными значениями линейной плотности и измеряют интервалы времени между ними, формируя постоянно изменяющийся второй массив длительностью Т. Результаты измерений на первой и второй контрольных позициях постоянно сравнивают, начиная с момента времени τ1 и до момента времени τ2, который фиксируется в момент полного совпадения первого и второго массивов. После этого по формуле V=L/(τ1-τ2) рассчитывают скорость V перемещения длинномерного материала.
Таким образом, в предлагаемом способе измерения реализуется измерительный цикл, состоящий из двух взаимосвязанных операций:
- идентификация контролируемого участка нити по результатам измерений информативного параметра на первой и второй контрольных позициях;
- измерение интервала времени, в течение которого эта идентификация осуществилась.
В отношении объекта изобретения - устройства поставленная задача достигается тем, что в устройстве для измерения скорости движения длинномерного материала, содержащем две считывающие головки, расположенные на первой и второй контрольных позициях на базовом расстоянии L относительно друг друга, цифровой компаратор, выход которого соединен с первым входом таймера, выход таймера соединен с входом управляющего вычислительного блока, первый выход которого соединен со вторым входом таймера, каждая считывающая головка содержит по одному датчику линейной плотности длинномерного материала, выход первой считывающей головки через первый экстремальный формирователь и первый формирователь кодовой последовательности интервалов времени подключен к первому входу цифрового компаратора, выход второй считывающей головки через второй экстремальный формирователь и второй формирователь кодовой последовательности интервалов времени подключен ко второму входу цифрового компаратора, а второй и третий выходы управляющего вычислительного блока соединены соответственно с входом первого и с входом второго формирователей кодовой последовательности интервалов времени.
Таким образом, предлагаемое устройство на обеих контрольных позициях фиксирует локальные неоднородности с экстремальными значениями линейной плотности, измеряет промежутки времени между ними, для повышения точности и помехоустойчивости преобразует полученные массивы данных в две импульсно-временные кодовые группы для каждой контрольной позиции и измеряет интервал времени, в течение которого эти группы совпадут. После этого по формуле V=L/(τ1-τ2) рассчитывают скорость V перемещения длинномерного материала.
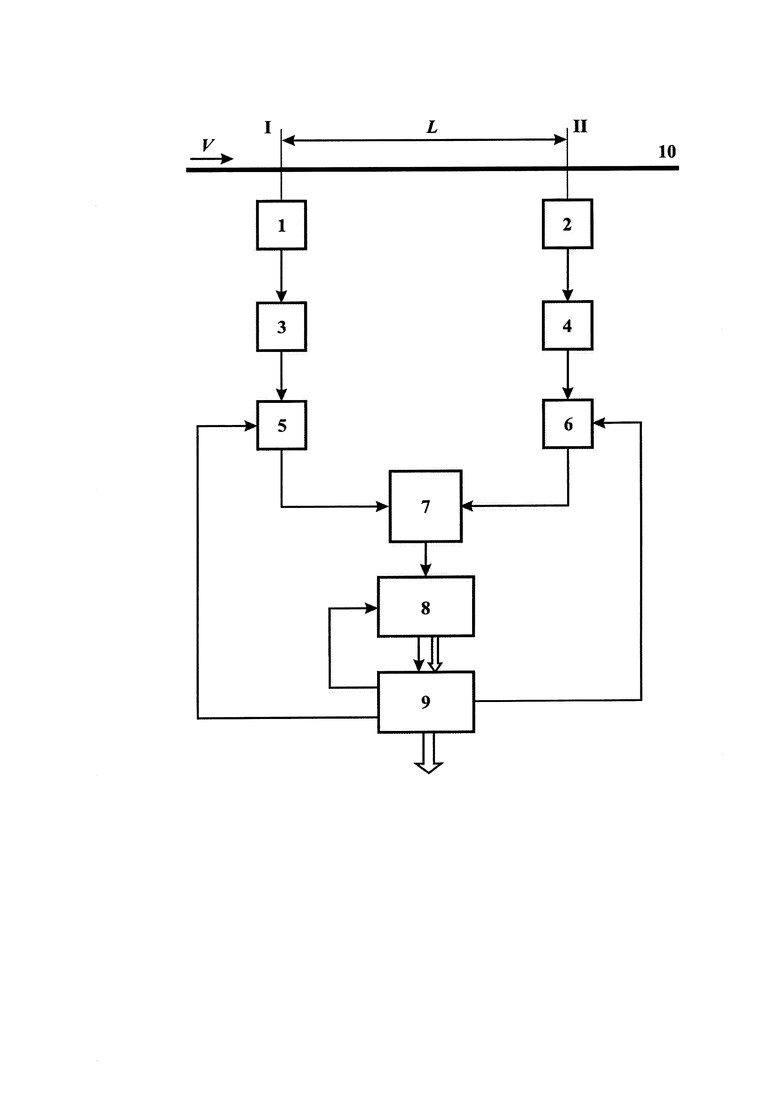
Устройство для измерения скорости движения длинномерного материала, иллюстрируется чертежом, где представлена его блок-схема.
Устройство для измерения скорости движения длинномерного материала содержит: 1, 2 - датчики линейной плотности длинномерного материала, расположенные на базовом расстоянии L относительно друг друга на соответствующих измерительных позициях I и II по направлению движения длинномерного материала; 3 и 4 - экстремальные формирователи соответственно для измерительных позиций I и II; 5 и 6 - формирователи кодовой последовательности интервалов времени соответственно для измерительных позиций I и II; 7 - цифровой компаратор; 8 - таймер; 9 - управляющий вычислительный блок; 10 - длинномерный материал.
Устройство для измерения скорости движения длинномерного материала работает следующим образом.
Весь измерительный цикл реализуется посредством двух измерительных стадий. На первой стадии измерительного цикла управляющий вычислительный блок 9, в соответствии с введенной в него программой, формирует управляющие сигналы, один из которых включает таймер 8, а остальные организуют необходимые режимы работы формирователей кодовой последовательности интервалов времени 5 и 6. С этого момента времени начинается процесс измерения контролируемого параметра, т.е. реализация измерительного цикла.
Датчик линейной плотности 1 первой измерительной позиции I формирует информацию о флуктуациях линейной плотности на различных участках длинномерного материала в виде амплитудно-модулированных электрических сигналов. Эта информация поступает на вход экстремального формирователя 3, который в моменты появления экстремальных значений аналогового электрического сигнала формирует короткие импульсные электрические сигналы, величины временных интервалов между которыми пропорциональны соответствующим расстояниям между соседними участками длинномерного материала с экстремальными значениями линейной плотности. В процессе первой измерительной стадии формирователь 5 формирует составную последовательность из нескольких (не менее трех) таких интервалов, которую он затем преобразует в соответствующую цифровую последовательность, которая записывается и хранится в выходной буферной памяти формирователя 5 в виде двоично-десятичного кода до завершения измерительного цикла. Сформированный таким образом двоично-десятичный код, представляющий собой фактически эталонный «цифровой образ» измеренного участка длинномерного материала, в дальнейшем поступает на один из входов цифрового компаратора 7. Свойства этого двоично-десятичного кода являются признаками идентификации контролируемого участка длинномерного материала и образуют априорное пространство признаков процесса распознавания.
Первая стадия измерительного процесса завершается в момент времени τ1 формированием формирователем 5 исходного двоично-десятичного кода, т.е. эталонного «цифрового образа». После чего начинается вторая стадия измерительного процесса, т.е. поступающая от датчика линейной плотности 2 измерительная информация на второй измерительной позиции II претерпевает преобразования, аналогичные преобразованиям на первой стадии измерительного процесса, с той лишь разницей, что непрерывно поступающая на формирователь 6 цифровая информация преобразуется последним в составные кодовые последовательности, которые регулярно перезаписываются в его выходной буферной памяти и образуют при этом постоянно изменяющееся рабочее пространство признаков процесса распознавания. В таком динамическом режиме постоянной перезаписи элементов рабочего пространства признаков формирователь 6 работает до тех пор, пока цифровой компаратор 7 не обнаружит в момент времени t2 полного совпадения элементов априорного пространства признаков с соответствующими элементами, составляющими рабочее пространство признаков. В этом случае на выходе цифрового компаратора 7 формируется сигнал управления, выключающий таймер 8. При этом на выходе таймера 7 вырабатывается информационный сигнал, величина параметра которого пропорциональна интервалу времени Δτ = τ2 - τ1. Данный сигнал вводится в модуль 9, где информация о нем используется в дальнейшем при алгоритмическом определении скорости длинномерного материала по формуле V=L/Δτ. На этом вторая стадия измерительного цикла завершается.
После завершения вычислительных процедур управляющим вычислительным блоком 9 формируются соответствующие управляющие сигналы и измерительный цикл повторяется.
Предлагаемые способ и устройство измерения скорости движения длинномерного материала основываются на определении времени распознавания Δτ контролируемого участка длинномерного материала путем сопоставления однократно формируемого по результатам n измерений информативных параметров на первой контрольной позиции априорного пространства признаков системы распознавания и непрерывно формируемого по результатам n измерений информативных параметров на отстоящей от первой контрольной позиции на базовом расстоянии L второй контрольной позиции рабочего пространства признаков системы распознавания, и расчете скорости из соотношения V=L/Δτ.
Основными особенностями предлагаемого способа измерения скорости движения длинномерного материала, отличающими его от известных, является то, что:
1) в качестве информационных параметров используются пространственные координаты между локальными соседними неоднородностями длинномерного материала с экстремальными значениями линейной плотности, что позволяет повысить точность измерения при упрощении технической реализации за счет снижения уровня требований к идентичности измерительных датчиков и существенного уменьшения их количества;
2) измеряют интервалы времени между последовательными регистрациями датчиком первой контрольной позиции локальных неоднородностей с экстремальными значениями линейной плотности с последующим формированием из полученной совокупности значений этих интервалов времени априорного пространства признаков системы распознавания;
3) измеряют интервалы времени между последовательными регистрациями датчиком второй контрольной позиции локальных неоднородностей с экстремальными значениями линейной плотности с последующим формированием из полученной совокупности значений этих интервалов времени рабочего пространства признаков системы распознавания.
Оценка эффективности изложенного подхода для решения поставленной задачи показала, что реализация предложенного способа измерения скорости движения длинномерного материала позволит создать ряд устройств для бесконтактного измерения скорости перемещения длинномерного материала с расширенными диапазонами измерения этих скоростей в реальном масштабе времени, имеющих сравнительно простую аппаратную реализацию и некритичных к метрологическим характеристикам используемых датчиков. Внедрение предлагаемого изобретения существенно повысит не только точность измерений разрабатываемых устройств во всем рабочем диапазоне, но и откроет широкие возможности для их применения на технологическом оборудовании различных видов производств.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения скорости движения нити | 1990 |
|
SU1771491A3 |
| РЕНТГЕНОФЛУОРЕСЦЕНТНЫЙ АНАЛИЗАТОР СОСТАВА И СКОРОСТИ ГАЗОЖИДКОСТНОГО ПОТОКА НЕФТЯНЫХ СКВАЖИН | 2008 |
|
RU2379666C1 |
| СПОСОБ ИДЕНТИФИКАЦИИ ПОДВИЖНЫХ ОБЪЕКТОВ ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТА | 2004 |
|
RU2280580C2 |
| РЕНТГЕНОФЛУОРЕСЦЕНТНЫЙ АНАЛИЗАТОР СОСТАВА И СКОРОСТИ ТРЕХКОМПОНЕНТНОГО ПОТОКА | 2008 |
|
RU2379658C1 |
| РЕНТГЕНОФЛУОРЕСЦЕНТНЫЙ АНАЛИЗАТОР КОМПОНЕНТНОГО СОСТАВА И СКОРОСТНЫХ ПАРАМЕТРОВ ГАЗОЖИДКОСТНОГО ПОТОКА | 2008 |
|
RU2379663C1 |
| РЕНТГЕНОФЛУОРЕСЦЕНТНЫЙ АНАЛИЗАТОР КОМПОНЕНТНОГО СОСТАВА И СКОРОСТИ ГАЗОЖИДКОСТНОГО ПОТОКА НЕФТЯНЫХ СКВАЖИН | 2008 |
|
RU2379665C1 |
| РЕНТГЕНОФЛУОРЕСЦЕНТНЫЙ АНАЛИЗАТОР КОМПОНЕНТНОГО СОСТАВА И СКОРОСТИ ТРЕХКОМПОНЕНТНОГО ПОТОКА НЕФТЯНЫХ СКВАЖИН | 2008 |
|
RU2379667C1 |
| РЕНТГЕНОФЛУОРЕСЦЕНТНЫЙ АНАЛИЗАТОР КОМПОНЕНТНОГО СОСТАВА И СКОРОСТИ ГАЗОЖИДКОСТНОГО ПОТОКА | 2008 |
|
RU2379659C1 |
| АКУСТИЧЕСКИЙ ЭХОЛОКАТОР | 2017 |
|
RU2655711C1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ МОМЕНТА НАЧАЛА ЗАЛИВКИ ЧУГУНА В МАРТЕНОВСКУЮ ПЕЧЬ | 1993 |
|
RU2048532C1 |
Изобретение относится к способам и устройствам бесконтактного контроля скорости движения длинномерного материала, имеющего естественную локальную неоднородность по длине, и может быть использовано, например, в текстильном производстве при контроле параметров перемотки различных текстильных материалов - нитей, волокон и т.п. Задача изобретения - повышение точности измерения скорости движения ДМ, а также упрощение технической реализации предлагаемого способа. Эта задача решается тем, что в способе измерения скорости движения ДМ, заключающемся в том, что в двух контрольных позициях, отстоящих одна от другой по направлению движения ДМ на расстоянии L, контролируют информацию о локальных неоднородностях ДМ, фиксируют моменты времени τ1 и τ2, в которые она совпадает, и определяют скорость движения ДМ по формуле V=L/(τ1-τ2), в качестве информации о локальных неоднородностях используют временные интервалы между локальными соседними неоднородностями с экстремальными значениями линейной плотности. Устройство измерения скорости движения длинномерного материала, содержащее две считывающие головки, расположенные на первой и второй контрольных позициях на базовом расстоянии L относительно друг друга, цифровой компаратор, выход которого соединен с первым входом таймера, выход таймера соединен с входом вычислительного блока, управляющий выход которого соединен со вторым входом таймера, каждая считывающая головка содержит по одному датчику линейной плотности длинномерного материала, выход первой считывающей головки через первый экстремальный формирователь и первый формирователь кодовой последовательности интервалов времени подключен к первому входу цифрового компаратора, выход второй считывающей головки через второй экстремальный формирователь и второй формирователь кодовой последовательности интервалов времени подключен ко второму входу цифрового компаратора, а второй и третий выходы управляющего вычислительного блока соединены соответственно с входом первого и с входом второго формирователей кодовой последовательности интервалов времени. 2 н.п. ф-лы, 1 ил.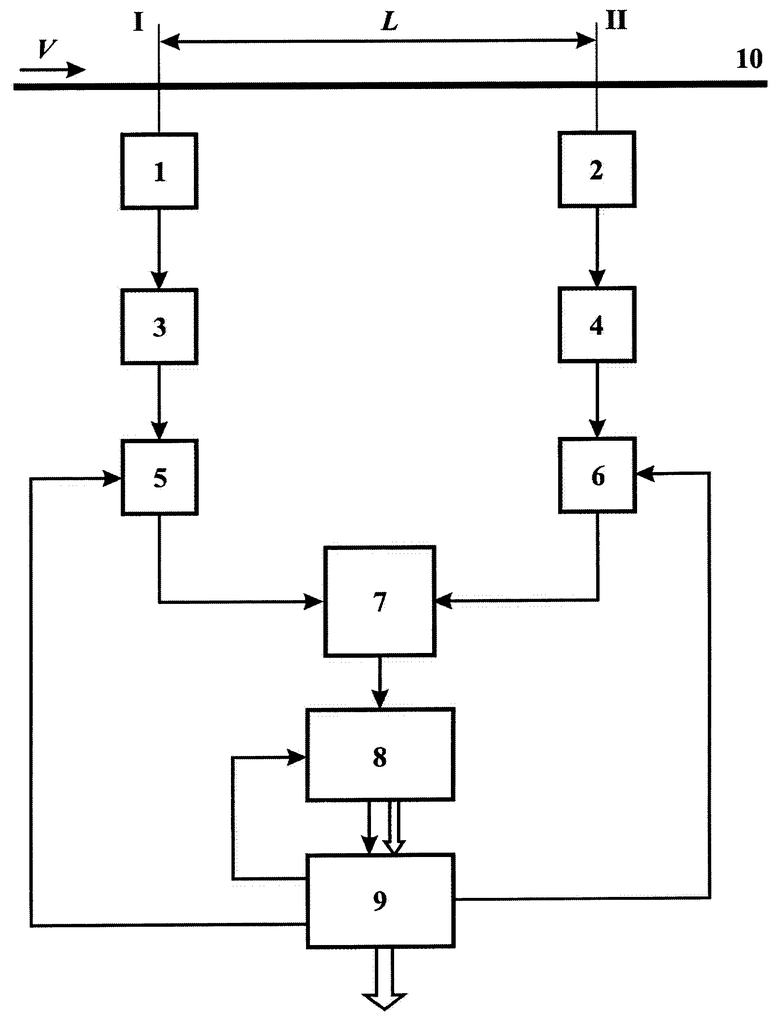
1. Способ измерения скорости движения длинномерного материала, заключающийся в том, что в двух контрольных позициях, отстоящих одна от другой по направлению движения длинномерного материала на расстоянии L, контролируют информацию о локальных неоднородностях, фиксируют моменты времени τ1 и τ2, в которые она совпадает, и определяют скорость движения по формуле
V=L/(τ1-τ2),
отличающийся тем, что в качестве информации о локальных неоднородностях используют пространственные координаты между локальными соседними неоднородностями с экстремальными значениями линейной плотности.
2. Устройство измерения скорости движения длинномерного материала, содержащее две считывающие головки, расположенные на первой и второй контрольных позициях на базовом расстоянии L относительно друг друга, цифровой компаратор, выход которого соединен с первым входом таймера, выход таймера соединен с входом вычислительного блока, управляющий выход которого соединен со вторым входом таймера, отличающееся тем, что каждая считывающая головка содержит по одному датчику линейной плотности длинномерного материала, выход первой считывающей головки через первый экстремальный формирователь и первый формирователь кодовой последовательности интервалов времени подключен к первому входу цифрового компаратора, выход второй считывающей головки через второй экстремальный формирователь и второй формирователь кодовой последовательности интервалов времени подключен ко второму входу цифрового компаратора, а второй и третий выходы управляющего вычислительного блока соединены соответственно с входом первого и с входом второго формирователей кодовой последовательности интервалов времени.
| Способ определения скорости движения нити | 1990 |
|
SU1771491A3 |
| Способ измерения скорости движения длинномерного материала | 1982 |
|
SU1170352A1 |
| Устройство для управления скоростными режимами перемоточного станка | 1984 |
|
SU1236037A1 |
| УСТРОЙСТВО ДЛЯ НАМОТКИ И/ИЛИ РАЗМАТЫВАНИЯ ГИБКОГО ДЛИННОМЕРНОГО МАТЕРИАЛА С РЕГУЛИРУЕМОЙ СКОРОСТЬЮ НАМОТКИ ИЛИ РАЗМАТЫВАНИЯ | 1992 |
|
RU2015764C1 |
| Устройство для регулирования скорости и натяжения длинномерного материала при перемотке | 1977 |
|
SU674964A1 |
| Устройство для измерения скорости движения длинномерного материала | 1987 |
|
SU1550423A1 |
| Устройство для измерения скорости движения длинномерного материала | 1987 |
|
SU1444667A1 |
| Способ измерения скорости движения длинномерных диэлектрических материалов | 1977 |
|
SU627401A1 |

