Изобретение относится к алмазным инструментам, изготавливаемым с использованием процессов закрепления алмазных зерен на корпусе инструмента электроосаждением металлической связки, - инструментам на гальванической связке. Такими инструментами могут быть отрезные круги, трубчатые сверла, различные шлифовальные инструменты и т.д.
Известен алмазный инструмент, содержащий корпус, на поверхности которого закреплены гальванической связкой алмазные зерна, выполняющие роль режущих зерен. Сверху на гальваническую связку между алмазными зернами нанесено покрытие, в состав которого введены ультрамелкие зерна. В качестве ультрамелких зерен использованы алмазные порошки размером 100 Å (патент JР №4372367, 1992 г., кл. B24D 3/02). Срок службы инструмента увеличивается за счет твердого покрытия на связке и улучшения антифрикционных свойств.
Недостатком инструмента является то, что после износа верхнего упрочненного покрытия инструмент работает как обычный, т.к. в слое связки под упрочненным покрытием ультрамелкие алмазы отсутствуют. Известны композиционные покрытия, наносимые на поверхности деталей различных узлов и механизмов, работающих в условиях повышенного трения, вызывающего нагрев трущихся поверхностей до температуры 200-300°С. Для повышения твердости и снижения коэффициента трения покрытия в его состав вводят нанопорошки алмазов. Оптимальная толщина таких покрытий составляет 5-50 мкм и предназначены они преимущественно для защиты этих поверхностей от износа (патенты RU №2059022, кл. C25D 15/00, 1996 г., RU №2094371, кл. С01В 31/06, 1991 г., RU №2203348, кл. С23С 14/06, 2001 г., JP №56163881, кл. B24D 3/06, 1981 г.).
Известен гальванический алмазный инструмент, содержащий корпус, на котором гальванической связкой закреплены режущие алмазные зерна. Гальваническая связка содержит металлическую основу и ультрадисперсный наполнитель, в качестве которого использованы алмазные нанопорошки с размером частиц 40-60 нм. Содержание нанопорошков в связке составляет 0,3-1,6% (а.с. СССР №1703427, кл. B24D 3/34, 1992 г.). Недостаток инструмента заключается в следующем. В алмазном инструменте связка предназначена для закрепления режущих алмазных зерен на корпусе инструмента и удержания их в связке до полной выработки ресурса зерна, который составляет, по меньшей мере, половину его размера. Известно, что алмазные порошки имеют невысокую термостойкость, в частности, нанопорошки алмазов при температуре 450°С начинают окисляться и графитизироваться. Учитывая, что в зоне резания мгновенные температуры достигают 800-900°, через некоторое время алмазные нанопорошки, из-за изменения своих физико-механических свойств, приводят к разупрочнению связки. В связи с этим алмазные зерна начинают выпадать до того, как они выработали свой ресурс.
Кроме того, при обработке деталей связка инструмента находится в контакте с обрабатываемым материалом и при повышенных температурах алмазный нанопорошок в связке, активно вступает во взаимодействие со многими металлическими материалами, растворяющими углерод алмаза или образующими с ним карбиды при высоких температурах, развиваемых в зоне резания. Введение наноалмазных порошков в связку приводит к тому, что при резании происходит «схватывание» алмазного материала с материалом обрабатываемой поверхности, поэтому не любой металлический материал может быть обработан таким алмазным инструментом, что существенно ограничивает круг обрабатываемых материалов.
Технической задачей является увеличение срока службы инструмента, а также расширение диапазона эффективно обрабатываемых материалов.
Для решения технической задачи в алмазном инструменте на гальванической связке, содержащем корпус, на котором закреплены режущие алмазные зерна гальванической связкой, включающей ультрадисперсный наполнитель, в качестве ультрадисперсного наполнителя он содержит порошки, имеющие температуру деструкции выше 800°С, зернистость 20-100 нм, а их объемное содержание в связке составляет 0,3-2,5%.
В качестве ультрадисперсного наполнителя связка содержит порошки, выбранные из группы: Аl2О3, SiO2, TiO2, Ti2O3, ZrO2, Fе2О3, Fe3O4, B4C, SiC, AlB12, SiB4, SiB6, Fe2B.
Указанные наноразмерные порошки при температурах, которые возникают в зоне резания, не изменяют своего физико-химического состояния, инертны ко многим обрабатываемым материалам. Кроме того эти порошки стойки в электролитах, которые широко используются при изготовлении алмазного гальванического инструмента, таких как никелирования, хромирования, меднения, не имеют металлической или полупроводниковой проводимости, в связи с чем они могут быть успешно использованы при изготовлении гальванического инструмента.
Нанопорошки, имеющие температуру деструкции ниже 800°С, существенно снизят стойкость инструмента и ограничат область его применения, из-за разупрочнения связки и возможности схватывания ее с обрабатываемым материалом в процессе резания.
Нанопорошки берут размером 20-100 нм, и их объемное содержание в связке составляет 0,3-2,5%. Указанные размер нанопорошков и их содержание в связке взаимосвязаны, такое соотношение указанных параметров обеспечивает требуемую прочность связки, позволяющую достигать оптимальную работоспособность инструмента.
При использовании нанопорошков меньшей зернистости увеличится количество зерен нанопорошков в связке, т.е. увеличится их объемное содержание в связке, что приведет к увеличению коэффициента трения связки об обрабатываемый материал и, соответственно, к интенсификации адгезионных процессов между обрабатываемым материалом и связкой. При использовании нанопорошков большей зернистости и, соответственно, при меньшем их объемном содержании в связке в соответствии с теорией дисперсионного упрочнения уменьшится прочность связки и ухудшится удержание режущих алмазных зерен, которые будут выпадать, не выработав своего ресурса.
Алмазный инструмент поясняется чертежом.
Инструмент содержит корпус 1, на поверхности которого закреплен рабочий слой 2. Рабочий слой содержит режущие алмазные зерна 3 и связку 4, которая закрепляет и удерживает алмазные зерна на корпусе инструмента. Связка включает нанопорошки 5 материалов, выбранных из группы: Аl2О3, SiO2, TiO2, Тi2O3, ZrO2, Fе2O3, Fе3O4, В4С, SiC, AlB12, SiB4, SiB6, Fe2B.
Инструменты, содержащие нанопорошки, выбранные из группы: Аl2О3, SiO2, TiO2, Тi2O3, ZrO2, Fе2O3, Fе3О4, В4С, SiC, AlB12, SiB4, SiB6, Fe2B, - могут обрабатывать такие материалы, как минералокерамика, труднообрабатываемые жаропрочные сплавы, твердые сплавы, стекло, хрусталь, камни, бетон, а также такие материалы, как жаропрочные сплавы, не содержащие в качестве легирующих компонентов титан, алюминий, кремний, марганец, т.е группу твердых металлических материалов, которые не рекомендуется обрабатывать алмазными инструментами, содержащими в качестве нанонаполнителя наноалмазные порошки.
В таблице №1 приведены характеристики нанопорошков, используемых при решении технической задачи, отобранных по критериям: отсутствие металлической, полупроводниковой электропроводности, температура деструкции выше 800°С.
Были изготовлены алмазные сверла на гальванической связке диаметром 5 мм из алмазов АС32, 160/125. Связкой инструмента служил гальванический никель, полученный из никелевого серно-хлористого электролита при плотности тока 1 А/дм2, температуре электролита - 60°С. Использовали в качестве ультрадисперсного наполнителя нанопорошок группы боридов, карбид бора B4C зернистостью 40-80 нм с объемным содержанием в связке 1,8% об.
Сверлами сверлили отверстия в оконном стекле.
Общая стойкость инструмента без ультрадисперсного наполнителя составила 800 мм просверленных отверстий, а инструмента с нанопорошками - 1,8 м.
Также были изготовлены гальванические шлифовальные круги 1А1 диаметром 400 мм из алмазных порошков АС32 80/63 и нанопорошков группы оксидов SiO2 (двуокись крмения). Производили тонкое плоское шлифование вкладыша пресс-формы, изготовленного из жаропрочного сплава ЖС6У (никелевая основа), при следующих режимах: Vкр.=20 м/мин, Sпоп=0,2 мм/дв. ход, Sпр=0,5 м/мин.
Удельный расход кругов в среднем составил 2,8 мг/г, а алмазных кругов без ультрадисперсного наполнителя - 6,2 мг/г. Алмазные круги с наноалмазным наполнителем по материалу ЖС6У не работали из-за быстрого растворения в никеле сверхмелких алмазных порошков.
Алмазные отрезные круги диаметром 300 мм, толщиной 6,5 мм из алмазных порошков А5 400/315 и нанопорошков группы боридов AlB12, изготовленных по режимам (см. первый пример), испытывались при резке полупроводникового кремния (операция калибровки слитка). Скорость круга V=22 м/с, продольная подача Sпр=1 м/мин, Sпоп=0,5 мм/ход. Круги снимались с испытаний по условию допустимых выкрашиваний на образующих поверхностях слитка при заходе круга и его выходе из зоны обработки. Круг с наноалмазами обработал 230 слитков. Круг с нанопорошками группы боридов AlB12 - 383 слитка.
Попытки изготовления и испытания алмазных инструментов с использованием нанопорошков оксидов, карбидов, боридов, не соотвествующих требованиям по электропроводности, металлической проводимости, температуре деструкции, например, см. таблицу №2.
В результате экспериментов было установлено, что введение в гальваническую связку нанопорошков, выбранных из группы Аl2О3, SiO2, TiO2, Ti2O3, ZrO2, Fe2O3, Fе3O4, В4С, SiC, AlB12, SiB4, SiB6, Fe2B, Fe2B размером 10-100 нм с объемным содержанием 0,3-2,5%, позволило увеличить прочность связки и, соответственно, увеличить срок службы инструмента по сравнению со связкой, содержащей нанопорошки алмазов. Инструментом обрабатывали в том числе и такие материалы, которые не могли быть обработаны инструментами с наноалмазными порошками, например, ЖССУ.
| название | год | авторы | номер документа |
|---|---|---|---|
| АЛМАЗНЫЙ ИНСТРУМЕНТ НА ГАЛЬВАНИЧЕСКОЙ СВЯЗКЕ | 2010 |
|
RU2432248C1 |
| КОМПОЗИЦИОННЫЙ ПРИПОЙ ДЛЯ ПАЙКИ АБРАЗИВНЫХ ИНСТРУМЕНТОВ ИЗ СВЕРХТВЕРДЫХ МАТЕРИАЛОВ | 2014 |
|
RU2588928C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГАЛЬВАНИЧЕСКОГО КОМПОЗИЦИОННОГО ПОКРЫТИЯ, СОДЕРЖАЩЕГО НАНОАЛМАЗНЫЕ ПОРОШКИ | 2012 |
|
RU2487201C1 |
| Связка для изготовления алмазного инструмента | 2022 |
|
RU2827866C2 |
| СПОСОБ ПОЛУЧЕНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ С НАНОРАЗМЕРНОЙ СТРУКТУРОЙ | 2010 |
|
RU2414991C1 |
| ЗАЩИТА ДЕТАЛЕЙ ИЗ КОМПОЗИТНЫХ МАТЕРИАЛОВ ОТ ОКИСЛЕНИЯ | 2003 |
|
RU2323916C2 |
| КЕРАМИЧЕСКИЙ МАТЕРИАЛ НА ОСНОВЕ КАРБИДА БОРА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2009 |
|
RU2396232C1 |
| СПОСОБ ПОЛУЧЕНИЯ АЛМАЗНОЙ ПЛЁНКИ НА ТВЕРДОСПЛАВНЫХ ИЗДЕЛИЯХ ИЗ КАРБИДА ВОЛЬФРАМА | 2015 |
|
RU2634098C2 |
| МАССА ДЛЯ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 2014 |
|
RU2558734C1 |
| Связка для изготовления алмазного инструмента | 2019 |
|
RU2725485C1 |
Изобретение относится к алмазным инструментам, изготавливаемым с использованием процессов закрепления алмазных зерен на корпусе инструмента электроосаждением металлической связки, - инструментам на гальванической связке. Такими инструментами могут быть отрезные круги, трубчатые сверла, различные шлифовальные инструменты и т.д. Алмазный инструмент содержит корпус, на котором закреплены режущие алмазные зерна гальванической связкой, включающей ультрадисперсный наполнитель. В качестве ультрадисперсного наполнителя он содержит порошки, имеющие температуру деструкции выше 800°С, зернистость 20-100 нм, а их объемное содержание в связке составляет 0,3-2,5%. В качестве ультрадисперсного наполнителя связка содержит порошки, выбранные из группы: Аl2О3, SiO2, TiO2, Тi2O3, ZrO2, Fе2О3, Fе3O4, В4С, SiC, AlB12, SiB4, SiB6, Fе2В. Технический результат: увеличение срока службы инструмента, а также расширение диапазона эффективно обрабатываемых материалов. 1 з.п. ф-лы, 1 ил., 2 табл.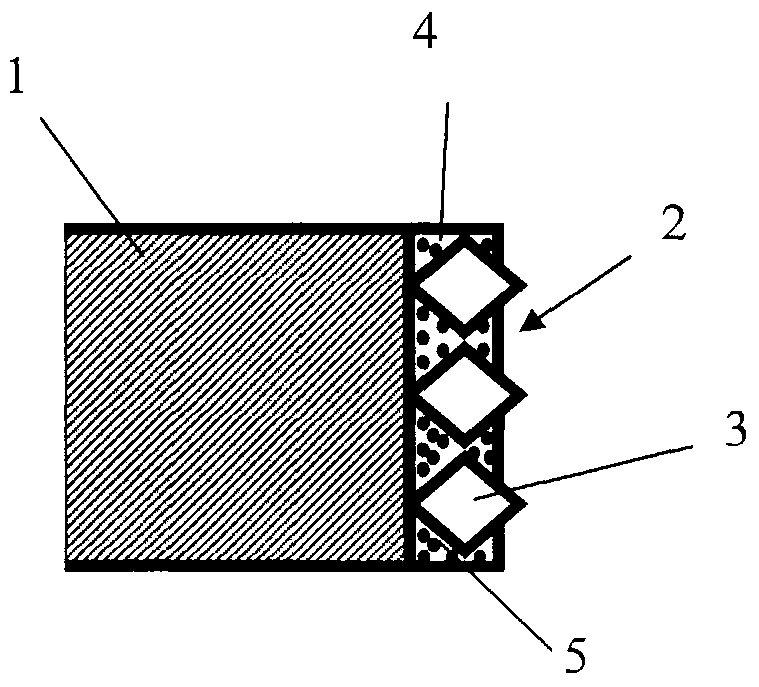
1. Алмазный инструмент на гальванической связке, содержащий корпус, на котором закреплены режущие алмазные зерна гальванической связкой, включающей ультрадисперсный наполнитель, отличающийся тем, что в качестве ультрадисперсного наполнителя он содержит порошки, имеющие температуру деструкции выше 800°С, зернистость 20-100 нм, а их объемное содержание в связке составляет 0,3-2,5%.
2. Алмазный инструмент по п.1, отличающийся тем, что в качестве ультрадисперсного наполнителя связка содержит порошки, выбранные из группы Аl2О3, SiO2, TiO2, Ti2O3, ZrO2, Fе2O3, Fе3O4, В4С, SiC, AlB12, SiB4, SiB6, Fe2B.
| Алмазный инструмент | 1988 |
|
SU1703427A1 |
| Способ изготовления алмазного инструмента на гальванической связке | 1990 |
|
SU1757807A1 |
| СЕТЧАТЫЙ ФИЛЬТР | 2023 |
|
RU2838448C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ НАТЯЖЕНИЯ ДВИЖУЩЕГОСЯ ГИБКОГО ТЯГОВОГО ОРГАНА ДЛИННОХОДОВОЙ НАСОСНОЙ УСТАНОВКИ | 1996 |
|
RU2128287C1 |

