1
Изобретение относится к области производства алмазного инструмента.
Известен способ изготовления инструмента на гальванической связке, при котором используются синтетические алмазы. Он заключается в том, что подготовленный корпус инструмента Б качестве катода помещается в гальваническую ванну. На его рабочую поверхность помещают порощки синтетических алмазов одной зернистости, которые соп рикасаются с покрываемой поверхностью. Зерна алмаза закрепляются по мере роста слоя металла, имеющего прочное сцепление с катодом. Электроосаждение металла происходит при соответствующих режимах.
Одним из параметров является катодная плотность тока, которая в основном определяет физико-механические свойства осадка. Для получения качественного осадка металла катодная плотность тока задается исходя из конкретных условий электроосаждения металла (состава электролита, температуры, удельной проводимости). Осаждение никеля электролитическим путем в качестве связки для закрепления алмазных зерен осуществляется при катодной плотности тока не менее 2 а/дм.
При использовании серийно выпускаемых синтетических алмазов для изготовления инструмента на гальванической связке имеет
место образование наростов металла (дендридов) на .некоторых зернах в процессе роста слоя электролитически осаждаемого никеля. Это связано с наличием электропроводящих
примесей на поверхности зерен синтетических алмазов, которые снижают оптимальную плотность тока за счет увеличения поверхности, на которой происходит электроосаждение металла. Учесть увеличение поверхности, &
значит и снижение плотности тока не представляется возможным. При этом нарущается режим осаждения металла, что физико-механические свойства покрытия (износостойкость, алмааоудержание и т. д.). А образовавие дендридов ведет к ухудщению качества инструмента и его эксплуатационных свойств.
Цель изобретения - повыщение качества инструмента.
Для этого алмазы предварительно разделяют на электропроводящую и неэлектропроводящую фракции с последующим закреплением зерен неэлектропроводящей фракции, имеющей удельную проводимость не более
0,1 см/ом, а процесс электроосаждения металла ведут при катодной плотности тока в пределах 1 -1,5 а/дм.
Способ изготовления алмазного инструмента на гальванической связке осуществляется
следующим образом.
Порошки синтетических алмазов марки АСК зернистостью 1000/800 подвергают разделению на электропроводящую и неэлектропроводящую фракции на сепараторе типа ПС-1. При этом режимы сепарации выбирают следующие: угловое положение коронирующего электрода ак 57°, угловое положение отклоняющего электрода осо 40°, расстояние между отклоняющим и осадительным электродами 5-10 мм, расстояние между коронирующим и осадительным электродами 20- 30 мм, напряжение на электродах 22 кв.
После разделения на электропроводящую и неэлектропроводящую фракции контролируют удельную проводимость. Затем из неэлектропроводящей фракции алмаза изготавливают инструмент электролитическим путем с осаждением никеля в качестве связки при катодной плотности тока 1 а/дм.
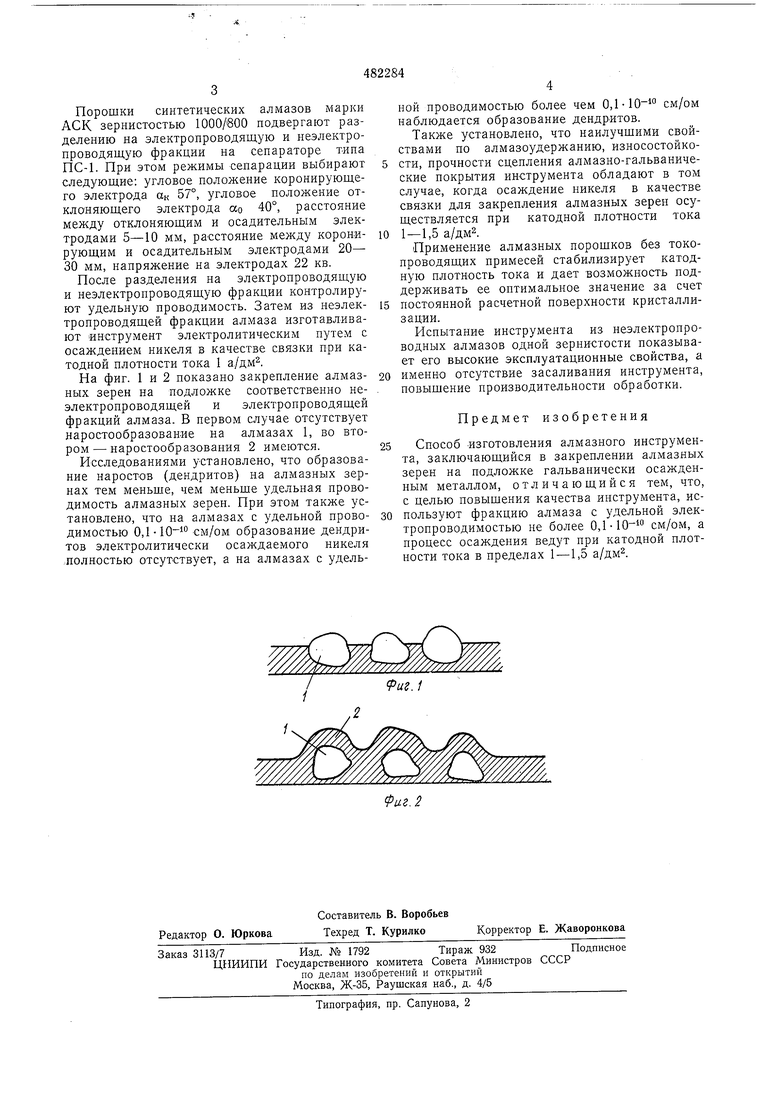
На фиг. 1 и 2 показано закрепление алмазных зерен на подложке соответственно неэлектропроводящей и электропроводящей фракций алмаза. В первом случае отсутствует наростообразование на алмазах 1, во втором- наростообразования 2 имеются.
Исследованиями установлено, что образование наростов (дендритов) на алмазных зернах тем меньше, чем меньще удельная проводимость алмазных зерен. При этом также установлено, что на алмазах с удельной проводимостью 0, см/ом образование дендритов электролитически осаждаемого никеля .полностью отсутствует, а на алмазах с удельной проводимостью более чем 0, см/ом наблюдается образование дендритов.
Также установлено, что наилучщими свойствами по алмазоудержанию, износостойкости, прочности сцепления алмазно-гальванические покрытия инструмента обладают в том случае, когда осаждение никеля в качестве связки для закрепления алмазных зерен осуществляется при катодной плотности тока 1-1,5 а/дм.
Применение алмазных порощков без токопроводящих примесей стабилизирует катодную плотность тока и дает возможность поддерживать ее оптимальное значение за счет постоянной расчетной поверхности кристаллизации.
Испытание инструмента из неэлектропроводных алмазов одной зернистости показывает его высокие эксплуатационные свойства, а именно отсутствие засаливания инструмента, повыщение производительности обработки.
Предмет изобретения
Способ изготовления алмазного инструмента, заключающийся в закреплении алмазных зерен на подложке гальванически осажденным металлом, отличающийся тем, что, с целью повышения качества инструмента, используют фракцию алмаза с удельной электропроводимостью не более 0, см/ом, а процесс осаждения ведут при катодной плотности тока в пределах 1-1,5 а/дм.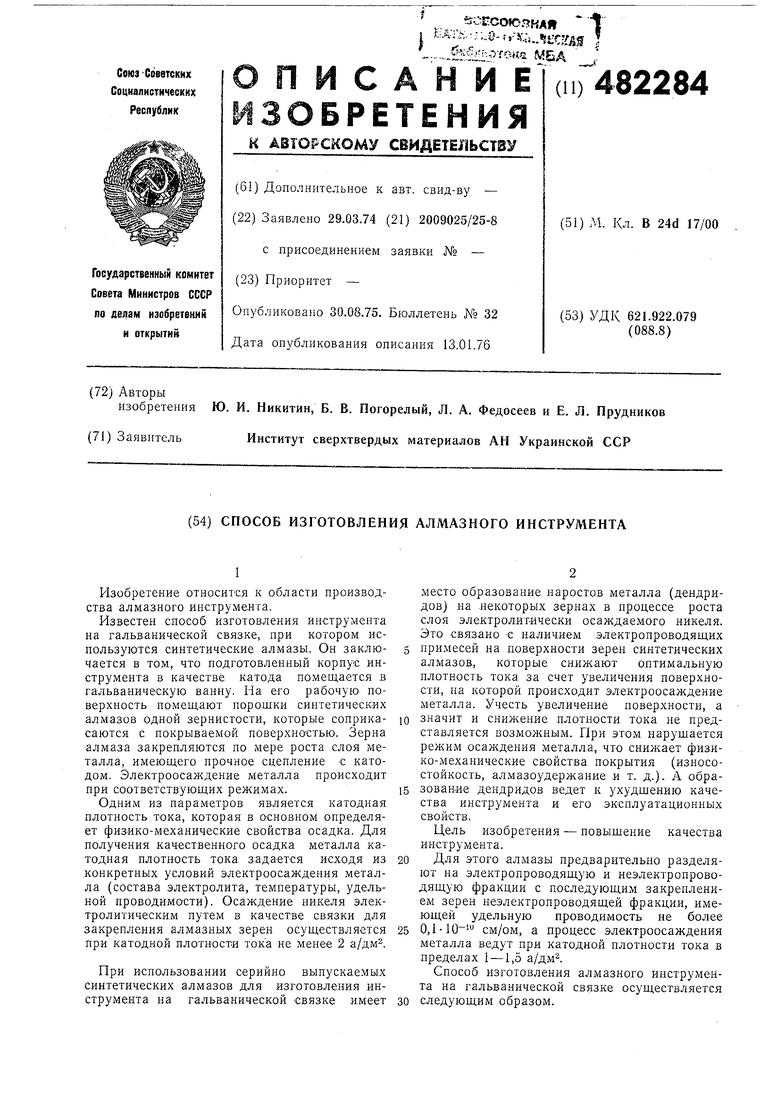
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления алмазныхдиСКОВ | 1979 |
|
SU833439A1 |
| Способ изготовления абразивного инструмента | 1984 |
|
SU1250449A1 |
| Способ изготовления алмазного режущего инструмента с металлической гальванической связкой никель-хром | 2022 |
|
RU2785208C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 2002 |
|
RU2239548C2 |
| Способ изготовления сложнопрофильного абразивного инструмента | 1990 |
|
SU1754430A1 |
| Способ изготовления алмазного инструмента | 2017 |
|
RU2647723C1 |
| Способ изготовления абразивного инструмента | 1984 |
|
SU1328179A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА НА ГАЛЬВАНИЧЕСКОЙ СВЯЗКЕ | 2013 |
|
RU2524295C1 |
| АЛМАЗНЫЙ ИНСТРУМЕНТ НА ГАЛЬВАНИЧЕСКОЙ СВЯЗКЕ | 2010 |
|
RU2437752C1 |
| Способ изготовления алмазного инструмента на гальванической связке | 1990 |
|
SU1757807A1 |
Pu.i
