Изобретение касается способа изготовления пригодного для печати одно- или многослойного полотна материала согласно ограничительной части п.1 формулы изобретения, а также изготовленного этим способом полотна материала по п.24 формулы изобретения и соответствующей установки для изготовления такого полотна материала по п.26 формулы изобретения.
Для изготовления декоративных поверхностей (например, при имитации структур натурального дерева, камня и других природных образцов или же художественных фантазийных образцов) в рамках промышленного изготовления применяется снабженная печатью бумага, а именно, так называемые декоративные пленки. Причем эта бумага, как правило, снабжается печатью посредством способа глубокой печати.
При этом качество печати зависит от различных факторов. Наряду с качеством применяемого печатного материала, например, применяемого бумажного печатного полотна, качество, прежде всего, зависит также от структуры поверхности печатных валов.
Такие, часто снабженные печатью с имитацией дерева, декоративные пленки применяются для изготовления снабженных печатью или пригодных для печати конструктивных элементов самого различного рода, а именно, для применения при изготовлении мебели, но также для применения при изготовлении полов, потолков и/или стен. Известны, например, возможности применения в мебели с использованием декоров под дерево. При этом соответствующая, снабженная печатью с имитацией дерева декоративная бумага и/или предимпрегнированная декоративная бумага наклеивается на соответствующие плиты основы, которые, например, могут состоять из волокнистой плиты средней плотности или высокой плотности, в частности древесноволокнистой плиты. Так как соответствующие плиты, снабженные декоративныой бумагой или предимпрегнированной декоративной бумагой, например, при применении в мебели или ламинатных полах должны выдерживать высокие нагрузки, ламинатный пол в качестве крайнего верхнего слоя должен содержать дополнительный защитный слой, т.е. соответствующий полимерный слой, который также называется оверлей-слоем.
Для снабженных печатью полотен материала применяется так называемая декоративная бумага, которая предварительно могла частично подвергаться соответственно надлежащему импрегнированию синтетической смолой (предимпрегнированная бумага = ПИ-бумага). При этом должно быть обеспечено наиболее равномерное возможное проникновение смолы в бумажный слой.
Однако на практике при нанесении печати на такую предимпрегнированную бумагу возникают проблемы, касающиеся достижимого качества печати.
Аналогичные проблемы существуют также тогда, когда должны применяться полотна материала, которые, например, содержат слой полимерной пленки в качестве крайнего верхнего слоя или состоят из полимерной пленки.
В общем и целом упомянутые, предназначенные для печати полотна материала могут быть не только одно-, но и многослойными, при этом крайний нижний слой может, например, состоять из полотна декоративной бумаги, а находящиеся на нем слои - из других материалов, и, кроме того, также содержать промежуточные слои адгезива. Точно так же у полотна материала, предназначенного для многослойной печати, крайний верхний слой может состоять из полимерного материала.
Родообразующий способ намазывания движущегося полотна материала стал известен из DE 2637840 A1. Причем в этом способе предусмотрена такая ориентация, что могут намазываться обе стороны движущегося полотна материала, предпочтительно представляющего собой бумажное полотно. При этом применяется ракель, чтобы для фиксации толщины наносимого слоя жидкого материала соскребать возникающий избыток нанесенного средства. Для этого ракель ориентируется под определенным углом ориентации относительно плоскостей полотна материала.
Особенность этого предварительно опубликованного способа и соответствующего предварительно опубликованного устройства заключается в том, что предназначенное для нанесения покрытия полотно материала во время процесса нанесения покрытия прикладывается к поверхности вращающегося валика и посредством ракеля удерживается, будучи прижато к этой поверхности валика. Затем бумажное полотно продвигается и вытягивается, при этом ракель для соскребания избыточного материала всегда удерживает бумажное полотно прижатым к поверхности вращающегося валика.
В EP 0889168 A2 также содержится известный способ изготовления предимпрегната и его применение для изготовления декоративных композитных структур. То есть в этой предварительной публикации описывается способ изготовления предимпрегната, который содержит водную дисперсию на основе сополимера эфира акриловой кислоты и стирола, содержит сухое упрочняющее средство на основе сополимеризата из акриламида и акриловой кислоты и при этом содержит воду, при этом на весовую часть сухого сополимеризата из акриламида и акриловой кислоты применяются примерно 0,30-13 весовых частей сухого сополимера эфира акриловой кислоты и стирола. Получаемый этим способом предимпрегнат должен служить для изготовления декоративных композитных структур, таких как декоративные ламинаты и разные части мебели.
Наконец, в предварительно публикации, а именно, WO 2013/169128 A1, в свою очередь, описан способ и устройство для нанесения некоторого средства на полотно материала вообще.
Только полноты ради, следует также сослаться на способ изготовления бумажного слоя для плоскостного, снабженного печатью или пригодного для печати конструктивного элемента, например, представляющего собой половую, стеновую, потолочную и/или мебельную плиту, который стал известен, например, из WO 2009/097986 A1.
В соответствии с этой предварительной публикацией предлагается, например, беря за основу (необработанную) декоративную бумагу, перед нанесением печати покрывать предназначенную для печати сторону декоративной бумаги краскопоглощающей массой. Вследствие нанесения этой краскопоглощающей массы на предназначенной для печати стороне волокна или, соответственно, волокнистая структура декоративной бумаги должна обволакиваться краскопоглощающей массой и/или полностью или частично заполняться полости между волокнами, для улучшения тем самым печати.
Затем, после выполнения печати, снабженная печатью декоративная бумага может пропитываться смолой. Обычно и предпочтительно это осуществляется таким образом, что снабженное печатью полотно декоративной бумаги пропускается через соответствующую ванну со смолой и после этого сушится под воздействием тепла. Обработанное таким образом и пропитанное смолой, снабженное печатью бумажное полотно может затем наноситься на древесные плиты посредством нагрева, в связи с чем предпочтительно предлагается реактивируемая под воздействием нагрева смола, такая как, например аминопласт, меламиновая смола или тому подобное.
Таким образом, из приведенного выше изложения следует, что в соответствии с той предварительной публикацией, о которой идет речь, должна применяться непропитанная смолой декоративная бумага, которая на стороне печати покрывается краскопоглощающим материалом, потом снабжается печатью и затем должна пропитываться смолой. Но в принципе, должно быть также возможно, чтобы слой бумаги перед нанесением печати был определенным образом пропитан смолой с нижней стороны так, чтобы верхняя область волокнистой структуры, имеющая небольшую или не имеющая доли смолы, предпочтительно распространялась максимум на 30% толщины этой волокнистой структуры. Другими словами, в соответствии с этой предварительной публикацией существенно, чтобы перед нанесением печати на предназначенной для печати стороне не было смолы. Для этого предпочтительно снабженное печатью полотно декоративной бумаги пропитывается смолой только после выполнения процесса печати. Однако в случае обработки смолой перед печатью смолой должна тогда пропитываться только нижняя сторона полотна декоративной бумаги, причем исключая пропитывание смолой со стороны печати.
Причем из этой предварительной публикации также известно, что применяемая краскопоглощающая масса может наноситься на полотно декоративной бумаги различными способами. Упомянуто, что краскопоглощающая масса может, например, наноситься отдельно или вместе с запирающей жидкостью посредством накатывания, распыления, нанесения с ракли, шаберного мелования, воздушно-щеточного мелования, литого мелования, пленочного прессования, клеевого прессования, способа покрытия поливом и/или нанесения через щелевое сопло.
Выполнение и применение ракельных лезвий для бумагоделательных, картоноделательных, отделочных или тишью-машин, как известно, содержится также, например, в WO 2008/037850 A1.
В этой предварительной публикации описывается ракельное лезвие, которое имеет специфическую конструкцию, обеспечивающую возможность наиболее долгого применения. При этом описанный в этой предварительной публикации ракель расположен так, что свободно выбегающий вперед конец ракеля прилегает к поверхности ролика или цилиндра. Также упомянуто, что такие описанные в документе WO 2008/037850 A1 ракели могут применяться различным образом. Описанные ракели могут, например, применяться в качестве шаберных лезвий. В этом случае ракель направлен против направления вращения ролика. Но описанный в этом документе ракель может также применяться в качестве лезвия для нанесения покрытия. В этом случае ракель направлен в направлении вращения ролика.
Исходя из этого, задачей изобретения является создать усовершенствованный способ, а также усовершенствованное устройство для изготовления пригодных для печати или снабженных печатью одно- или многослойных полотен материала, в частности для дальнейшей обработки снабженных печатью плит основы или строительных материалов, например, представляющих собой элементы мебели, полов, потолков и/или стен.
В соответствии с изобретением задача в отношении способа решается соответственно признакам, указанным в п.1 формулы изобретения, в отношении соответствующих снабженных печатью полотен материала - в п.24 формулы изобретения, и в отношении соответствующей установки для изготовления таких полотен материала - в п.26 формулы изобретения. Предпочтительные варианты осуществления изобретения указаны в зависимых пунктах формулы изобретения.
Необходимо отметить, что в рамках предлагаемого изобретением решения неожиданно достижимы значительно улученные результаты печати.
При этом настоящее изобретение в соответствии с уровнем техники исходит из того, что предназначенное для нанесения печати полотно материала перед нанесением печати должно снабжаться слоем праймера.
Для достижения лучшего результата печати, с одной стороны, должна выполняться определенная предварительная обработка предназначенного для нанесения печати полотна материала таким образом, что определенное вещество с определенной предварительно выбираемой и оптимизированной по удельному давлению толщиной слоя наносится на полотно материала, предназначенное для позднейшего нанесения печати.
Для этого сначала в рамках изобретения на предназначенную для печати сторону полотна материала наносится слой праймера в избыточном количестве. Чтобы затем снова удалить это ненужное избыточное количество с предназначенной для печати стороны полотна материала, применяется так называемый ракельный нож, который ниже также называется ножевым ракелем. Этот ножевой ракель выполнен с возможностью регулирования по своему расстоянию и предпочтительно по своему положению ориентации относительно движущегося мимо него полотна материала так, чтобы жидкотекучий или вязкотекучий материал применяемого праймера набегал на этот ракельный нож и мог проходить по ракельному ножу только с желаемой предварительно установленной толщиной слоя, прилипая к предназначенному для нанесения печати полотну материала. То есть, избыточный материал соскребается и собирается.
При этом в рамках предлагаемого изобретением решения важно, чтобы ножевой ракель и, прежде всего, его острие было расположено, например, между двумя находящимися на расстоянии валиками (то есть вообще между двумя находящимися на расстоянии линиями установки, между которыми направляется полоса материала) так, чтобы острие ракеля отрывалось от покрываемого полотна материала при образовании между ракелем и полотном материала зоны гидродинамического высокого давления. При этом прерывается непосредственный контакт между острием и полотном материала. Вследствие упомянутой зоны высокого гидродинамического давления, которая подобна так называемому эффекту аквапланирования, обеспечивается непрерывная подача материала праймера по всей ширине полотна материала с точно предварительно установленной толщиной слоя с оптимальным качеством.
Однако в рамках изобретения это может реализовываться только благодаря тому, что ракель и вместе с тем острие этого ракеля не взаимодействует там с поверхностью полотна 1 материала, которой полотно материала лежит на барабане валика. В соответствии с изобретением ракель расположен так, что его острие находится на расстоянии от возможных направляющих валиков, то есть вне так называемой области обвивания на валике, в которой полотно материала прилегает к поверхности вращающегося валика.
Наконец, применяется материал праймера, который в рамках изобретения имеет также определенные свойства в отношении доли твердого вещества и в отношении времени истечения.
Особенно хорошие результаты могут достигаться тогда, когда, с одной стороны, используются значения установки ножевого ракеля, указанные в рамках зависимых пунктов формулы изобретения, а с другой стороны, применяется материал праймера, который имеет отличительные параметры, следующие из пунктов формулы изобретения, а также описания.
Ниже изобретение поясняется подробнее с помощью чертежей. При этом, в частности, показано:
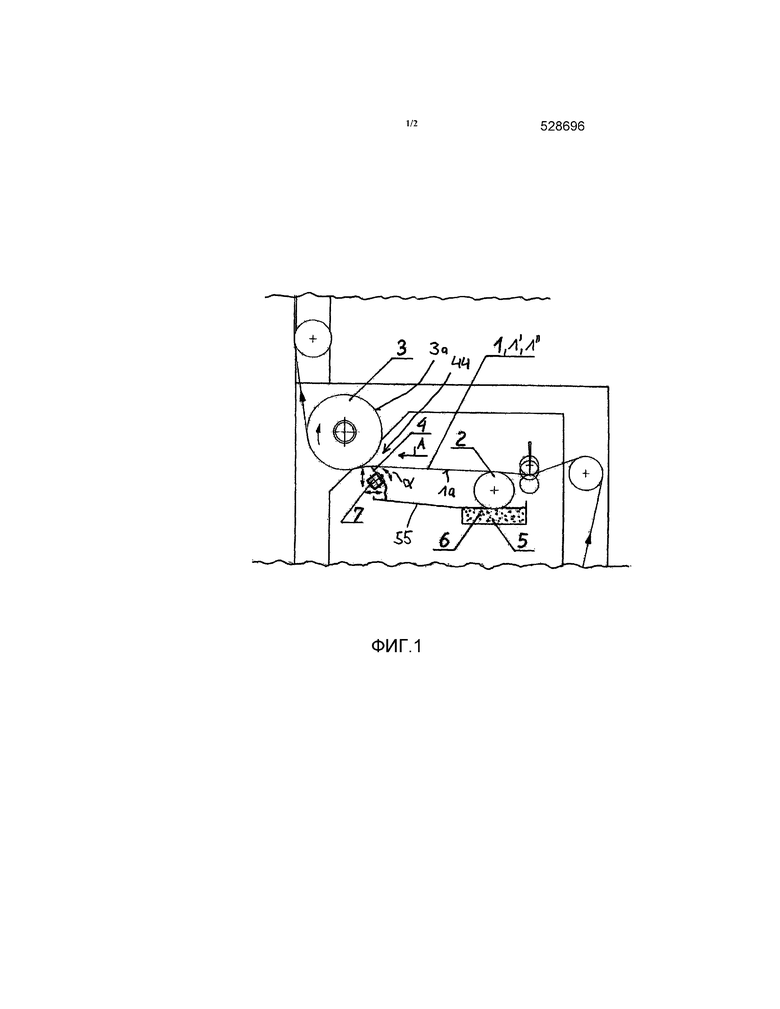
фиг.1: схематичный вид сбоку предлагаемой изобретением установки для предварительной обработки полотна материала, предназначенного для нанесения печати; и
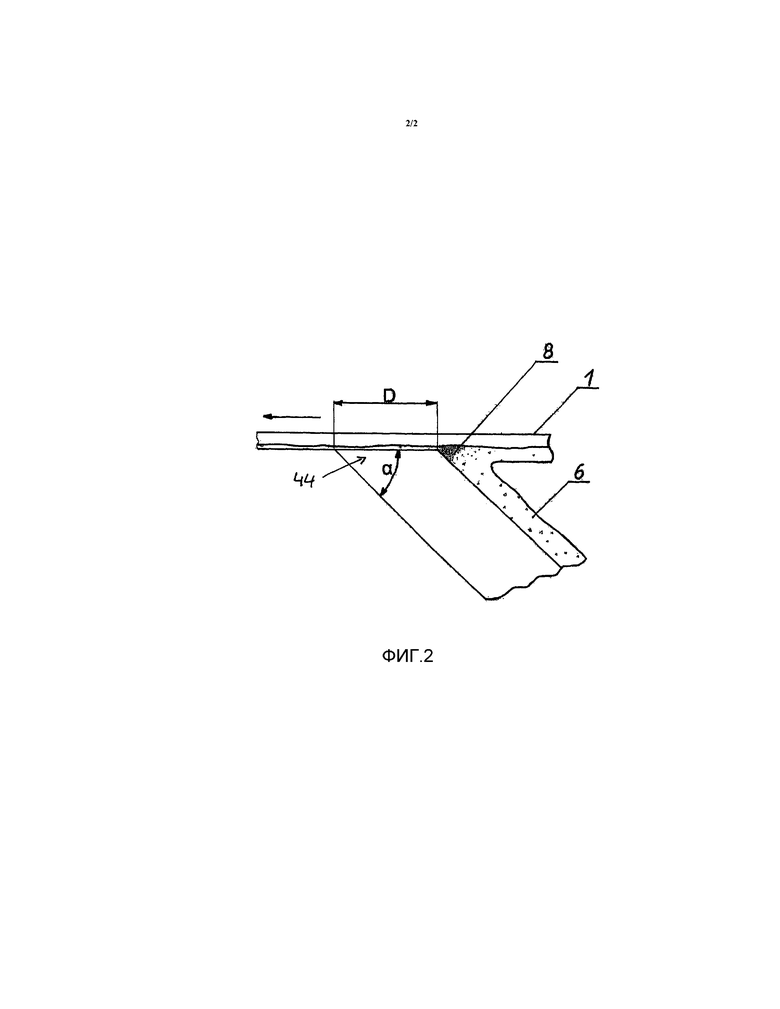
фиг.2: увеличенное детальное изображение ракельного ножа в его положении, ориентированном относительно движущегося мимо него полотна материала.
На фиг.1 и 2 схематично показано, как предназначенное для нанесения печати полотно 1 материала может покрываться жидкотекучим, т.е. по меньшей мере, вязкотекучим материалом.
Полотно 1 материала может представлять собой подобное пленке полотно 1 материала заданной ширины. При этом ширина соответствует не изображенному на чертеже применению обычных печатных цилиндров печатной установки. При этом речь может идти, например, о способе глубокой печати, способе струйной печати или другом распространенном способе печати. При этом изображенный на чертежах фрагмент установки может представлять собой часть всей печатной установки, так как предлагаемый изобретением способ может также выполняться предпочтительно в так называемом линейном процессе, то есть на предназначенное для нанесения печати полотно материала сплошь и непрерывно сначала наносится покрытие, а затем соответственно печать. Также возможно, чтобы предназначенное для нанесения печати полотно материала сначала в рамках изобретения соответственно подвергалось предварительной обработке, а затем, например, наматывалось на наматывающей станции, чтобы только позднее, во втором отдельном шаге, отделенном по времени и при необходимости также по месту, снабжаться печатью.
Упомянутое полотно материала может, например, представлять собой предимпрегнированное бумажное полотно, а именно, предимпрегнированную декоративную бумагу 1ʹ. Также при необходимости может использоваться полимерная пленка или полотно 1ʹʹ из полимерной пленки. При этом речь может идти об одно- или многослойных, т.е. одно- или многослойных полотнах материала, у которых, например, находящийся ближе к предназначенной для нанесения печати стороне 1a слой из декоративной бумаги 1ʹ или из полимерной пленки 1ʹʹ, а другие слои состоят из сравнимых или других материалов или могут содержать эти материалы. Так, многослойное полотно декоративной бумаги может также содержать слои из полимерной пленки, и наоборот, полимерная пленка на повернутой от печати стороне содержать бумажный слой. Также, например, между отдельными слоями могут быть предусмотрены адгезив или слои клея. Ограничений, в принципе, нет.
Основным случаем применения в рамках изобретения является подготовительная обработка предимпрегнированного бумажного слоя, а именно, так называемой предимпрегнированной декоративной бумаги. При этом под «декоративной бумагой» должны пониматься все предимпрегнаты, бумажные пленки, тонкие пленки в самом разном цветовом исполнении и пр.
При этом, например, полотно 1 материала, в частности, представляющее собой декоративную бумагу 1ʹ, может быть пропитано самыми разными растворами смол, например, меламиновыми смолами и мочевинными смолами в самых различных композициях, полимерными акрилатными соединениями (напр., акронал, акродур в смеси с разными химическими вспомогательными средствами), содержать проклеенную бумагу с применением проклейки путем введения крахмала, проклейки на основе димеров алкилкетенов (АКД) или проклеивающих средств в сочетании с акрилатами и пр.
Предпочтительное наносимое количество указанных выше возможностей может, например, составлять от 10% до 50% относительно массы единицы поверхности этого полотна 1 материала, в частности полотна 1ʹ декоративной бумаги, при этом массы единицы поверхности этого полотна 1 материала и, в частности, полотна 1ʹ декоративной бумаги обычно составляют или могут составлять от 30 г/м2 до 100 г/м2 или от 40 г/м2 до 90 г/м2, от 50 г/м2 до 80 г/м2, или от 60г/м2 до 70 г/м2.
Такое полотно материала с помощью надлежащего приводного устройства с применением одного или нескольких приводных валиков и роликов продвигается через установку, при этом, как правило, применяются так называемые тянущие, опорные и/или ведущие валики, которые соответственно приводятся во вращение, то есть активно приводятся в движение. Кроме того, могут быть также предусмотрены валики холостого хода, по которым полотно 1 материала движется под заданным, соответствующим траектории пути углом обвивания, и при этом эти соответственно активно не приводимые в движение валики одновременно приводятся во вращение.
Кроме того, как можно видеть из фиг.1, в установке предусмотрен также наносящий валик 2 и тянущий валик 3, причем между этими двумя валиками 2 и 3 размещен предусмотренный в рамках изобретения скребок 4, т.е. так называемый ракельный скребок или так называемый ножевой ракель 4ʹ.
Этот скребок 4, например, представляющий собой ножевой ракель 4ʹ, расположен непосредственно в направлении A вытягивания полотна 1 материала перед тянущим или приводным валиком 3, то есть перед тем, как полотно 1 материала касается окружных стенок 3a тянущего валика 3, то есть вне так называемой области обвивания на этом ведущем валике 3. Наносящий валик 2 расположен над ванной 5 для праймера, которая наполнена применяемым материалом 6 праймера. Эта ванна 5 для праймера находится, таким образом, непосредственно под полотном 1 материала в направлении A вытягивания перед местом расположения ракеля.
Кроме того, как тянущий, так и наносящий модули предусмотрены с дополнительными направляющими или опорными валиками.
Упомянутый скребок 4 закреплен на установочном механизме 7, посредством которого может производиться установка места и/или положения скребка 4 и вместе с тем, прежде всего, соответствующая установка острия 44 ракеля относительно полотна 1 материала.
Ножевой ракель 4ʹ может, таким образом, посредством установочного механизма 7 устанавливаться относительно полотна 1 материала, т.е., в частности, предимпрегнированного бумажного полотна 1ʹ, или бумажного слоя 1ʹ, или полимерной пленки, или полотна 1ʹʹ полимерной пленки под надлежащим углом α, т.е. под надлежащим углом относительно плоскости полотна 1 материала. Этот угол α должен предпочтительно составлять от 25° до 75°. Эти значения частично также зависят от применяемого, ниже еще подробно рассматриваемого материала праймера. Однако оказалось, что минимальный угол 1α между плоскостью ножевого ракеля 7ʹ и плоскостью полотна 1 материала должен быть больше, чем 30°, в частности больше, чем 35°, 40°, 45°, 50°, 55° или 60°. С другой стороны, угол α, как правило, должен быть меньше 70°, 65°, 60°, 55°, 50°, 45° или 40°. Другими словами, оптимальные пределы угла составляют от 35° до 55°, в частности от 40° до 50°, прежде всего 45°.
На практике надлежащим образом производится установка скребка 4, т.е. ножевого ракеля 4ʹ, относительно соответственно направляемого и во время производственного процесса натягиваемого посредством вращающихся валиков и снабжаемого покрытием полотна 1 материала, благодаря чему образуется зона 8 гидродинамического высокого давления (фиг.2) в угловых пределах между ножевым ракелем 4ʹ и полотном 1 материала. В этой зоне 8 гидродинамического высокого давления возникает также зависящее от материала праймера удельное стабильное гидродинамическое поверхностное избыточное давление материала праймера, т.е. жидкого, жидкотекучего или по меньшей мере вязкотекучего материала праймера, благодаря чему этот материал праймера равномерно наносится по всей поверхности 1a полотна 1 материала. При этом речь идет об эффекте, аналогичном тому, который известен под термином «аквапланирование».
Регулирование угла α установки ножевого ракеля относительно поверхности полотна 1 материала, представляющего собой предимпрегнированное бумажное полотно 1ʹ или полотно 1ʹʹ полимерной пленки, в сочетании с соответственно выбранными параметрами скорости подачи полотна, натяжения материала, применяемого количества праймера, приводит в итоге также к самоочистке применяемого ножевого ракеля 4ʹ. Как могут устанавливаться соответствующие параметры скорости подачи полотна материала, создания необходимого натяжения полотна и прижатия полотна, достаточно известно у соответствующих, в принципе известных установок. Поэтому ссылаемся на такие известные установки.
Резюмируя, можно, таким образом, констатировать, что во время нанесения материала праймера на полотно 1 материала вследствие движения A полотна 1 материала вперед через установку, перед лезвием ножевого ракеля 7 вследствие нанесенного на полотно 1 материала жидкого или жидкотекучего материала праймера образуется упомянутая зона 8 гидродинамического высокого давления в виде «клина», вследствие которого острие 44 лезвия 4 ножевого ракеля отрывается от покрываемого полотна 1 материала. Таким образом прерывается непосредственный контакт между острием 44 и полотном 1 материала. Вследствие упомянутой зоны 8 гидродинамического высокого давления, которая подобна так называемому эффекту аквапланирования, обеспечивается непрерывное нанесение материала праймера по всей ширине полотна 1 материала с точно предварительно установленной толщиной слоя с оптимальным качеством.
При этом из фиг.1 также можно видеть, что полотно пленки опирается между двумя роликами, здесь между линией установки (параллельной оси вращения) на наносящий валик 2, а также на тянущий валик 3. При этом ножевой ракель 4ʹ и вместе с тем лезвие ножевого ракеля 4ʹ расположено так, что полотно 1 материала проходит здесь между линией установки по валику 2 и валику 3 слегка под углом, как это можно видеть из фиг.1. Благодаря этому через ножевой ракель на полотно материала опосредствованно действует соответствующее давление, так как между движущимся впереди лезвием 44 и полотном материала 1 еще проходит соответствующий слой материала праймера соответствующей толщины.
При этом вся система такова, что наносящий валик 2 во время вращательного движения забирает соответствующий материал праймера из ванны 5 и наносит на сторону 1a печати полотна 1 материала, причем это нанесение осуществляется на нижней стороне полотна 1 материала, которая в этой области продвигается по меньшей мере приблизительно горизонтально между валиками 2 и 3, то есть имеет по меньшей мере преимущественно горизонтально ориентированную компоненту движения, так что набегающий на ножевой ракель 4ʹ и частично соскребаемый избыточный материал праймера, следуя силе тяжести, может стекать вниз и с помощью улавливающего участка 55 ванны улавливаться и возвращаться в ванну 5.
Изложенных улучшенных результатов печати удавалось достичь, например, тогда, когда применялся ножевой ракель 4, который, например, состоит из нержавеющей стали, полимерного материала или других материалов, также снабженных покрытием или имеющих оболочку из нержавеющей стали, и выполнен в форме пластины или планки. Имеющий форму пластины или планки, состоящий из нержавеющей стали ножевой ракель распространяется при этом перпендикулярно движению A подачи полотна материала, то есть параллельно соответствующей оси вращения валиков. Размеры ракеля, то есть толщина ножевых ракелей поперек их продольной протяженности, может варьироваться в широких пределах, например, составлять от 0,1 мм до 15 мм. Предпочтительные значения составляют больше 0,2 мм, 0,3 мм или 0,4 мм или, соответственно, 0,5 мм. Также предпочтительные значения должны составлять меньше 15 мм, например, меньше 12,5 мм, 10 мм, 7,5 мм, 5 мм или 2,5 мм. Соответствующие значения могут также иметься для ширины D фаски на лезвии ракеля (фиг.2).
Полноты ради следует упомянуть, что обычные скорости установок, с которыми такая декоративная бумага или декоративная пленка должна покрываться упомянутым, рассматриваемым ниже праймером, могут составлять от 100 м/мин до 350 м/мин. В общем и целом оптимальные значения могут также получаться в промежуточных интервалах, то есть при скоростях установок больше 100 м/мин, а именно, например, 110 м/мин, 120 м/мин, 130 м/мин, 140 м/мин, 150 м/мин, 160 м/мин, 170 м/мин, 180 м/мин, 190 м/мин, 200 м/мин, 210 м/мин, 220 м/мин, 230 м/мин, 240 м/мин, 250 м/мин. С другой стороны, скорости установки предпочтительно будут составлять не больше 350 м/мин, для многих случаев применения меньше этого значения, а именно, меньше 340 м/мин, 330 м/мин, 320 м/мин, 310 м/мин, 300 м/мин, 290 м/мин, 280 м/мин, 270 м/мин, 260 м/мин, 250 м/мин, 240 м/мин, 230 м/мин, 220 м/мин, 210 м/мин или меньше 200 м/мин.
Ниже подробнее остановимся на растворе праймера, который предпочтительно должен применяться в качестве наносимого слоя. Материал праймера представляет собой дисперсию на основе воды синтетической смолы или же акрилатной смолы. Другими словами, материал праймера не представляет собой лак. Более того, применяется материал праймера, не содержащий лак.
Материал праймера должен выбираться так, чтобы он, например, имел вязкость (кинематическую при 20°C) от 10 с до 30 с по норме DIN 53211/4. То есть, другими словами, время истечения материала праймера (раствора праймера) из мерника по DIN составляет от 10 с примерно до 30 с.
Благоприятным образом для достижения оптимальных результатов печати также выяснилось, что материал праймера должен иметь значения pH, которые составляют от 5 до 9, предпочтительно от 6,5 до 8, в частности около 7,5.
Кроме того, материал праймера может иметь содержание твердого вещества 20% и больше, в частности по меньшей мере 25%, 30%, 40%, 45% или по меньшей мере 50%. С другой стороны, хорошие и достаточные значения получаются тогда, когда содержание твердого вещества меньше или равно 70%, 65%, 60%, 55%, 50% или меньше 45%. Значение около 45%-55% во многих случаях является оптимальным.
Наконец, благоприятным также оказывается, когда применяемый материал праймера является смешиваемым с водой или растворимым в воде. Предпочтительный материал праймера должен быть при этом полностью смешиваемым с водой или растворимым в воде. Наконец, материал праймера должен иметь низкое содержание растворителя меньше 3%, в частности меньше 2%, 1% или даже 0,5%. Если материал праймера, кроме того, имеет точку воспламенения выше 100°C, как правило, не возникает также проблем, когда материал еще перед печатью должен подвергаться термообработке.
При применении такого материала праймера можно оптимальным образом наносить печать на пригодное для печати полотно 1 материала, в частности пригодный для печати предимпрегнированный бумажный слой или так называемую предимпрегнированную декоративную бумагу, благодаря чему могут достигаться гораздо лучшие результаты печати, в частности, при способе глубокой печати (при этом, в принципе, возможны также способ струйной печати или другие способы печати).
То есть после того, как, прежде всего, на предназначенной для печати стороне 1a предимпрегнированное полотно 1 материала, в частности, представляющее собой предимпрегнированное бумажное полотно 1ʹ, было покрыто упомянутым праймером, затем, после того как праймер прошел по меньшей мере достаточную фазу сушки или подсушивания, на соответственно предварительно обработанное полотно 1 материала может наноситься печать.
Предпочтительно при упомянутой последующей печати используются краски на водной основе для глубокой печати, имеющие содержание твердого вещества от 5% до 35%, в частности от 10% до 30%, или от 15% до 25%. Эти предпочтительно имеющие водную основу краски для глубокой печати должны, например, иметь значение pH от 7 до 9, в частности значение от 7,5 до 8,5. Особенно хорошие результаты могут достигаться тогда, когда печатные краски имеют скорость течения от 13 с до 30 с, соответственно норме DIN 53211/4, уже описанной в связи с материалом праймера. Предпочтительные значения составляют, напр. от 18 с до 25 с.
Печатные краски могут также содержать связующие вещества. Предпочтительно связующее вещество отдельных основных цветов состоит из казеина. Кроме того, в печатные краски может быть добавлена смесь из связующего вещества казеина или других, принятых при изготовлении красок связующих веществ, например, в виде сои и/или казеина.
В рамках изобретения было пояснено, что в итоге, благодаря применению праймера, предназначенное для нанесения печати бумажное и/или пленочное полотно, прежде всего, может также разглаживаться. Таким образом, речь идет также о наносимом слое, разглаживающем неровности в полотне декоративной бумаги. Кроме того, применяемый материал представляет собой также своего рода адгезив, который служит адгезивом по отношению к наносимой печатной краске. Благодаря этому могут достигаться значительно улучшенные результаты печати.
Изобретение относится к способу изготовления пригодного для печати или снабженного печатью одно- или многослойного полотна материала. Способ включает нанесение на предусмотренную для печати сторону полотна материала перед нанесением печати слоя праймера. Слой праймера наносят в избыточном количестве. Посредством ракельного скребка, расположенного дальше в направлении вытягивания или направлении подачи полотна материала, избыточный материал праймера соскребают, для чего плоскость вытягивающего ракеля выполнена с возможностью регулирования по углу α ее ориентации относительно плоскости полотна материала и по ее относительному положению и/или ее расстоянию до плоскости полотна материала. Применяют материал праймера, который имеет время истечения в соответствии с нормой DIN 53211/4 от 10 с до 30 с, и/или который имеет долю твердого вещества от 20% до 70%. Обеспечивается улучшение качества печати. 3 н. и 23 з.п. ф-лы, 2 ил.
1. Способ изготовления пригодного для печати или снабженного печатью одно- или многослойного полотна (1) материала, содержащего по меньшей мере одно полотно (1) материала из предимпрегнированной декоративной бумаги (1ʹ), обычной декоративной бумаги (1) или по меньшей мере одно полотно (1) материала в виде полимерной пленки (1ʹʹ), в частности, для дальнейшего соединения с плитой основы или элементом основы, применяемым для мебели, полов, потолков и/или стен, включающий
- нанесение на предусмотренную для печати сторону полотна (1a) материала перед нанесением печати слоя (6) праймера из материала праймера, который содержит долю твердого вещества,
отличающийся тем, что
- слой (6) праймера наносят на предназначенную для печати сторону (1a) полотна (1) материала в избыточном количестве,
- посредством ракельного скребка (4), расположенного дальше в направлении вытягивания или направлении (A) подачи полотна (1) материала, избыточный материал праймера соскребают, для чего плоскость вытягивающего ракеля (4) выполнена с возможностью регулирования по углу (α) ее ориентации относительно плоскости полотна (1) материала и по ее относительному положению и/или ее расстоянию до плоскости полотна (1) материала,
- вытягивающий ракель (4) своим острием (44) ракеля располагают между двумя находящимися на расстоянии валиками и/или двумя находящимися на расстоянии линиями установки, на которые опирается полотно (1) материала,
- применяют материал праймера, который имеет время истечения в соответствии с нормой DIN 53211/4 от 10 с до 30 с, и/или
- применяют материал праймера, который имеет долю твердого вещества от 20% до 70%.
2. Способ по п.1, отличающийся тем, что применяют материал праймера, который состоит из дисперсии синтетической смолы или акриловой смолы на водной основе или содержит ее.
3. Способ по п.1 или 2, отличающийся тем, что применяют материал праймера, значение pH которого составляет от 5 до 9 или от 6,5 до 8 или 7,5.
4. Способ по п.1 или 2, отличающийся тем, что применяют материал праймера, который полностью растворим в воде или может смешиваться с водой.
5. Способ по п.1 или 2, отличающийся тем, что применяют материал праймера, точка воспламенения которого составляет выше 100°C.
6. Способ по п.1, отличающийся тем, что применяют скребковый ракель (4), который имеет размер ракеля или толщину ракеля от 0,1 мм до 15 мм или толщину, которая больше или равна 0,2 мм, 0,3 мм, 0,4 мм или 0,5 мм.
7. Способ по п.1 или 6, отличающийся тем, что применяют скребковый ракель (4), который имеет размер ракеля или толщину ракеля меньше 12,5 мм, 10 мм, 7,5 мм, 5 мм или меньше 2,5 мм.
8. Способ по п.1 или 6, отличающийся тем, что применяют скребковый ракель (4), который состоит из нержавеющей стали, полимерного материала, или имеет покрытие или оболочку из нержавеющей стали.
9. Способ по п.7, отличающийся тем, что применяют скребковый ракель (4), который состоит из нержавеющей стали, полимерного материала, или имеет покрытие или оболочку из нержавеющей стали.
10. Способ по п.1, отличающийся тем, что скребковый ракель (4), т.е. плоскость скребкового ракеля (4), устанавливают под углом (α) к стороне набегания полотна (1) материала, который составляет от 25° до 75°, или от 30° до 65°, или от 35° до 55°, или от 40° до 50°, или 45°.
11. Способ по п.1, отличающийся тем, что в качестве полотна (1) материала применяют декоративную бумагу, предимпрегнаты, бумажные пленки или тонкие пленки, величина массы единицы поверхности которых составляют от 30 г/м2 до 100 г/м2, или от 40 г/м2 до 90 г/м2, от 50 г/м2 до 80 г/м2, или от 60г/м2 до 70 г/м2.
12. Способ по п.1 или 11, отличающийся тем, что применяют полотно (1) материала, которое состоит из предимпрегнированной декоративной бумаги (1) или содержит ее, пропитанной растворами смол или полимерными акрилатными соединениями или состоит из проклеенных бумаг или содержит их.
13. Способ по п.11, отличающийся тем, что предимпрегнат наносят на полотно (1) материала в наносимом количестве, которое составляет от 10 % до 50 % массы единицы поверхности применяемой декоративной бумаги (1ʹ), при этом масса единицы поверхности применяемой декоративной бумаги (1ʹ) составляет от 30 г/м2 до 100 г/м2.
14. Способ по п.12, отличающийся тем, что предимпрегнат наносят на полотно (1) материала в наносимом количестве, которое составляет от 10 % до 50 % массы единицы поверхности применяемой декоративной бумаги (1ʹ), при этом масса единицы поверхности применяемой декоративной бумаги (1ʹ) составляет от 30 г/м2 до 100 г/м2.
15. Способ по п.1, отличающийся тем, что покрытое материалом (6) праймера полотно (1) материала снабжают печатью печатными красками на водной основе или красками для глубокой печати на водной основе.
16. Способ по п.15, отличающийся тем, что применяют печатные краски, которые имеют долю твердого вещества от 5% до 35%.
17. Способ по п.13, 14 или 16, отличающийся тем, что применяют печатные краски, которые имеют значение pH от 7 до 9 или от 7,5 до 8,5.
18. Способ по п. 15 или 16, отличающийся тем, что применяют печатные краски, скорость истечения которых составляет от 13 с до 30 с.
19. Способ по п. 17, отличающийся тем, что применяют печатные краски, скорость истечения которых составляет от 13 с до 30 с.
20. Способ по п.15 или 16, отличающийся тем, что печатные краски применяют в смесях, скорость истечения которых составляет от 13 с до 30 с.
21. Способ по п.17, отличающийся тем, что печатные краски применяют в смесях, скорость истечения которых составляет от 13 с до 30 с.
22. Способ по п.15, отличающийся тем, что для отдельных основных цветов применяют связующее вещество в виде казеина.
23. Способ по п. 15 или 22, отличающийся тем, что применяют печатные краски, которые смешаны со связующим веществом в виде сои и/или казеина.
24. Снабженное печатью полотно (1) материала, изготовленное по меньшей мере по одному из пп.1-23.
25. Снабженное печатью полотно материала по п.24, отличающееся тем, что это снабженное печатью полотно (1) материала до или после нанесения печати нанесено на твердый материал основы, в частности, применяемый для изготовления мебели, полов и/или потолков.
26. Установка для нанесения покрытия и/или печати для изготовления пригодного для печати или снабженного печатью одно- или многослойного полотна (1) материала по одному из пп.1-25, содержащая
- устройство для нанесения праймера для нанесения слоя праймера на предназначенную для печати сторону (1a) полотна материала (1),
- ракельный скребок (4), расположенный в направлении вытягивания или направлении (A) подачи полотна (1) материала после устройства для нанесения праймера, который предусмотрен для соскребания избыточного количества материала праймера, причем
- плоскость вытягивающего ракеля (4) выполнена с возможностью регулирования по углу (α) ее ориентации относительно плоскости полотна (1) материала и вместе с тем по ее относительному положению и/или ее расстоянию до плоскости полотна (1) материала, и
- вытягивающий ракель (4) своим острием (44) ракеля расположен между двумя находящимися на расстоянии валиками и/или двумя находящимися на расстоянии линиями установки, на которые опирается полотно (1) материала.
| Способ производства чугуна дуплекс-процессом Ромелт (варианты) | 2016 |
|
RU2637840C1 |
| Привод вертикальных валков прокатной клети | 1980 |
|
SU889168A1 |
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| Политурка для папиросных гильз с приспособлением для просечки политурок | 1933 |
|
SU40220A1 |

