Область техники, к которой относится изобретение
Настоящее изобретение относится к сверлу для глубокого сверления типа, который содержит основной корпус, имеющий осевую линию, к которой воображаемая базовая плоскость продолжается под прямым углом, режущую пластину из материала, который тверже материала основного корпуса, и которая включает в себя переднюю сторону, заднюю сторону и режущую кромку, образованную между поверхностью для удаления стружки, включенную в переднюю сторону, и задней поверхностью, которая продолжается от поверхности для удаления стружки к задней стороне, причем режущая кромка продолжается внутрь от периферийного наружного конца, расположенного вдоль основного корпуса, к внутреннему концу. Настоящее изобретение также относится к режущей пластине для сверла для глубокого сверления.
Предпосылки к созданию изобретения
Отличием между сверлением глубоких отверстий и сверлением коротких отверстий в отношении сверл, которые используются для соответствующих операций, является в современной технологии сверления частично текучая среда. Принятый эмпирический метод состоит, однако, в том, что сверление глубоких отверстий направлено на обеспечение глубин отверстий по меньшей мере 5× диаметр D отверстий, и иногда более чем 100×D или более. Для сверления глубоких отверстий в сплошном материале может использоваться множество разных сверл, которые могут подразделяться на разные категории в зависимости, среди прочего, от того, что происходит ли удаление стружки снаружи или изнутри через сверло. В первом упомянутом случае обычно используются так называемые ружейные сверла, через которые текучая среда для резания подается внутрь через сверло, и которые включают в себя внешнюю канавку для удаления стружки, через которую удаляемая стружка возвращается в направлении назад через просверленное отверстие. В других сверлах подача текучей среды для резания происходит снаружи режущего инструмента и удаление стружки изнутри через сверло в соответствии с двумя разными системами, обозначенными STS (система охлаждения инструмента и удаления стружки при глубоком сверлении через отверстие в шпинделе), и так называемой эжекторной системой, соответственно.
Проблемой при осуществлении многих видов сверления глубоких отверстий является образование стружки, более конкретно, способность сверла ломать удаляемую стружку на более мелкие части. То есть, если стружка удаляется и обеспечивается образование стружки без ломания, она будет являться длинной, почти бесконечной и нитеобразной. Это приводит к ряду трудностей, не только уже то, что стружка может застрять в сверле, и/или в высверленном отверстии без удаления даже из вышеупомянутого отверстия, или, наиболее часто, то, что то же самое образует непригодные спутанные шарики, что делает более трудным или даже невозможным перемещение стружки из существующего наиболее часто встроенного станка, например, станка с ЧПУ типа CNC или многооперационного станка.
Общей задачей разработчиков сверл для глубокого сверления, а также других режущих инструментов для механической обработки металлических заготовок обычно является создание инструментов как можно более легко режущих, более конкретно, посредством обеспечения режущих кромок инструментов положительной геометрией резания в виде острого угла заострения зуба (= угол между поверхностью для удаления стружки режущей кромки и ее задней поверхностью). Такая геометрия резания, однако, вызывает посредственное или недостаточное ломание стружки в связи с механической обработкой определенных типов материалов, таких как нержавеющая сталь, низкоуглеродистая сталь или им подобное, в частности, если выбранная подача является умеренной и, следовательно, генерирует тонкую стружку.
В этой связи следует также отметить, что режущие кромки ранее известных сверл для глубокого сверления могут быть упрочнены различными способами, например, за счет скруглений режущих кромок, которые вместо обеспечения режущей кромки острой как бритва рядом с линией режущей кромки, обеспечивают радиус порядка 0,01-0,05 мм на переходной участке между поверхностью для удаления стружки и задней поверхностью. Кроме того, определены так называемые упрочняющие скосы, имеющие ширину до 0,05 мм. Незначительные упрочнения режущих кромок этого типа, не имеют, однако, существенного влияния обычно на положительную геометрию резания режущих кромок и их легкой режущей способности, это означает то, что режущие кромки имеют недостаточную способность стружколомания.
Для решения задачи в устранении проблем, связанных со стружколоманием, которые являются особенно проблематичными при использовании сверл для глубокого сверления, были ранее предприняты попытки для формирования режущих пластин сверл с разными типами стружколомов. Общим для таких стружколомов, независимо от того, являются ли они отдельными или выполненными как одно целое с режущей пластиной, является то, что они расположены на определенном расстоянии за линией режущих кромок, включая то, что срезанная стружка, не смотря на все, будет перемещаться более или менее вдоль поверхности для удаления стружки до того, как она столкнется с стружколомом. В определенных применениях такие стружколомы могут обеспечивать допустимое дробление стружки на более мелкие части, но в других применениях, где материал образует при резании длинную стружку, и стружка является тонкой, стружка будет образовываться без ломания. Другими словами, она может свободно раскручиваться в длинную нить, трудную для управления.
Задачи и признаки настоящего изобретения
Настоящее изобретение направлено на устранение вышеупомянутых недостатков ранее известных сверл для глубокого сверления и на создание усовершенствованного сверла этого конкретного типа, а также режущей пластины для сверла для глубокого сверления. Следовательно, основной задачей настоящего изобретения является создание сверла для глубокого сверления и режущей пластины, которая имеет способность эффективно расщеплять удаляемую стружку на небольшие части, которые могут свободно удаляться из просверленного отверстия независимо от его длины для обеспечения перемещения без помех на склад при помощи обычного транспортера для удаления стружки. Другой задачей является создание сверла для глубокого сверления и режущей пластины, которая образует короткую небольшую стружку без осуществления резания сверлом под очень тупым углом. Кроме того, настоящее изобретение направлено на решение вышеупомянутых задач при помощи сверла и пластины, которые являются простыми с конструктивной точки зрения и по этой причине могут быть выполнены рентабельным способом.
В соответствии с настоящим изобретением по меньшей мере основная задача достигается очень легким способом за счет поверхности для удаления стружки режущей пластины, содержащей скошенную поверхность, смежную режущей кромке и ее задней поверхности, причем скошенная поверхность имеет ширину по меньшей мере 0,1 мм, образованную между двумя граничными линиями, и которая в каждой бесконечно малой части вдоль режущей кромки образует угол по меньшей мере 25° и не более 50° с базовой плоскостью. Таким образом, плоскость среза стружки принудительно образует угол (= угол плоскости среза) относительно заготовки, который значительно меньше соответствующих углов плоскости среза, при которых угол заострения зуба является острым, и, таким образом, геометрия резания положительной. Это означает то, что стружка непосредственно в связи с удалением изгибается назад и направляется к необработанной поверхности заготовки, а не просто скользит вдоль поверхности для удаления стружки режущей пластины. Результатом этого будет то, что стружка после ее (сильного) удара об необработанный металл ломается на его поверхности. Другими словами, стружка будут ломаться или дробиться на мелкие части, а не закручиваться дальше в почти бесконечную нитеобразную конфигурацию.
В варианте осуществления ширина скошенной поверхности составляет по меньшей мере 0,2 мм. Таким образом, стружколомание улучшено посредством увеличения минимальной ширины скошенной поверхности.
В другом варианте осуществления ширина скошенной поверхности составляет не более 0,5 мм. Таким образом, допустимый компромисс в практическом производстве получен между требованиями, с одной стороны, ломать стружку на меньшие части и, с другой стороны, поддержанием довольно легкой режущей способности режущей пластины.
В другом варианте осуществления скошенная поверхность образует угол по меньшей мере 30° и не более 40° с упомянутой базовой плоскостью. Таким образом, допустимый компромисс также получен между требованиями, с одной стороны, ломать стружку на меньшие части и, с другой стороны, поддержанием довольно легкой режущей способности режущей пластины.
В другом варианте осуществления скошенная поверхность имеет одинаковую ширину по всей своей длине. Таким образом, стружка будет ломаться равномерно вдоль всей своей ширины.
В другом варианте осуществления настоящее изобретение применено к сверлу для глубокого сверления, основной корпус которого включает в себя, с одной стороны три гнезда для такого же количества режущих пластин, т.е., периферийной режущей пластины, центральной пластины и промежуточной пластины, и, с другой стороны, центральную полость для внутреннего удаления стружки с режущих пластин, не только с режущей кромки периферийной ржущей пластины, но также по меньшей мере режущей кромки промежуточной пластины, включая скошенную поверхность вышеупомянутого типа.
За счет формирования не только периферийной режущей пластины, но также промежуточной пластины в соответствии с настоящим изобретением хорошее стружколомание полностью достигнуто в результате того, что окружная скорость движения периферийной режущей пластины больше окружной скорости движения промежуточной пластины, которая, в свою очередь, больше окружной скорости движения центральной пластины (при одном и том же количестве оборотов).
В еще одном варианте осуществления передняя сторона переходит в поверхность для удаления стружки с помощью вогнутой дугообразной переходной поверхности, от которой поверхность для удаления стружки продолжается к скошенной поверхности. Дугообразная переходная поверхность служит в качестве стружколома во многих рабочих случаев и для материалов. Однако, она работает хуже, например, при низких подачах и для низкоуглеродистой стали. Это является примером основной области применения сверла для глубокого сверления в соответствии с настоящим изобретением.
В этом контексте поверхность для удаления стружки образована с вышеупомянутой скошенной поверхностью для обеспечения стружколомания в этих конкретных рабочих случаях/материалах. Кроме того, следует отметить, что поверхность для удаления стружки также может образовывать непрерывную вогнутую дугообразную поверхность вместе с переходной поверхностью вплоть до скошенной поверхности.
В еще одном варианте осуществления поверхность для удаления стружки продолжается между переходной поверхностью и скошенной поверхностью плоско и параллельно осевой плоскости, проходящей параллельно осевой линии. Таким образом, предотвращено чрезмерное стружколомание (также называемое излишним ломанием). В конкретных материалов и рабочих случаях стружка не должна чрезмерно ломаться, поскольку это будет уменьшать срок службы режущей пластины, а также вызывать вибрации и мешающий звук/шум во время механической обработки.
В другом варианте осуществления поверхность для удаления стружки между переходной поверхностью и скошенной поверхностью вместо этого продолжается под углом к осевой плоскости, проходящей параллельно осевой линии. Таким образом, например, более положительная геометрия резания может быть обеспечена за счет поверхности для удаления стружки, образующей тупой угол с базовой плоскостью (см. фиг. 15). Другими словами, так называемый положительный передний угол образован посредством увеличения угла наклона, который поверхность для удаления стружки образует от скошенной поверхности к вогнутой переходной поверхности. Таким образом, достигнута геометрия более легкого резания, которая может корректировать скошенную поверхность до некоторой степени, обеспечивая режущую кромку для резания под более тупым углом.
Уровень техники
Сверла для глубокого сверления, а также другие сверла, имеющие твердые режущие пластины разной конструкции, уже известны из US 5302060, US 2011/0268519, EP 0775547, EP 1902799, US 6039515 и US 4776732. Однако, ни в одной из эти известных конструкций сверла нет скошенной поверхности в режущих пластинах типа, который определен в нижеследующей формуле изобретения. Другими словами, способность стружколомания известных сверл является посредственной.
Краткое описание чертежей
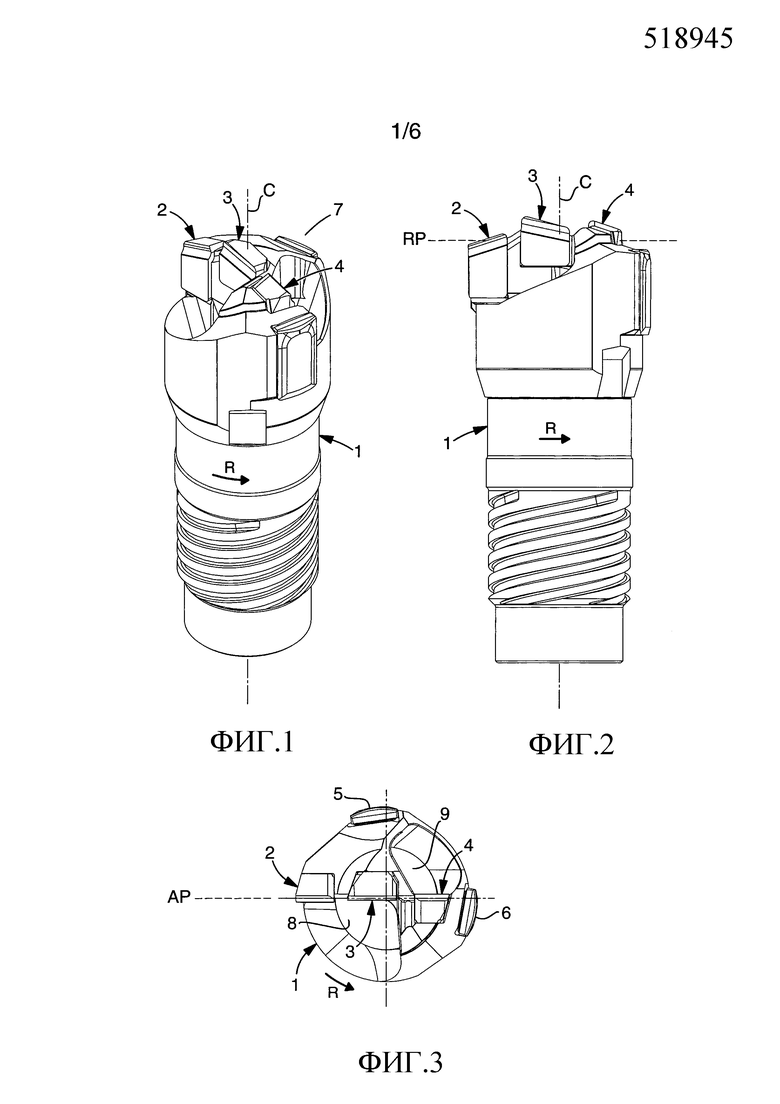
Фиг. 1 представляет собой общий вид сверла для глубокого сверления в соответствии с настоящим изобретением в виде сверлильной головки (на всех чертежах сверло повернуто со своим передним концом или режущей кромкой вверх),
Фиг. 2 представляет собой вид сбоку сверла в соответствии с фиг. 1,
Фиг. 3 представляет собой вид с конца сверху того же самого сверла,
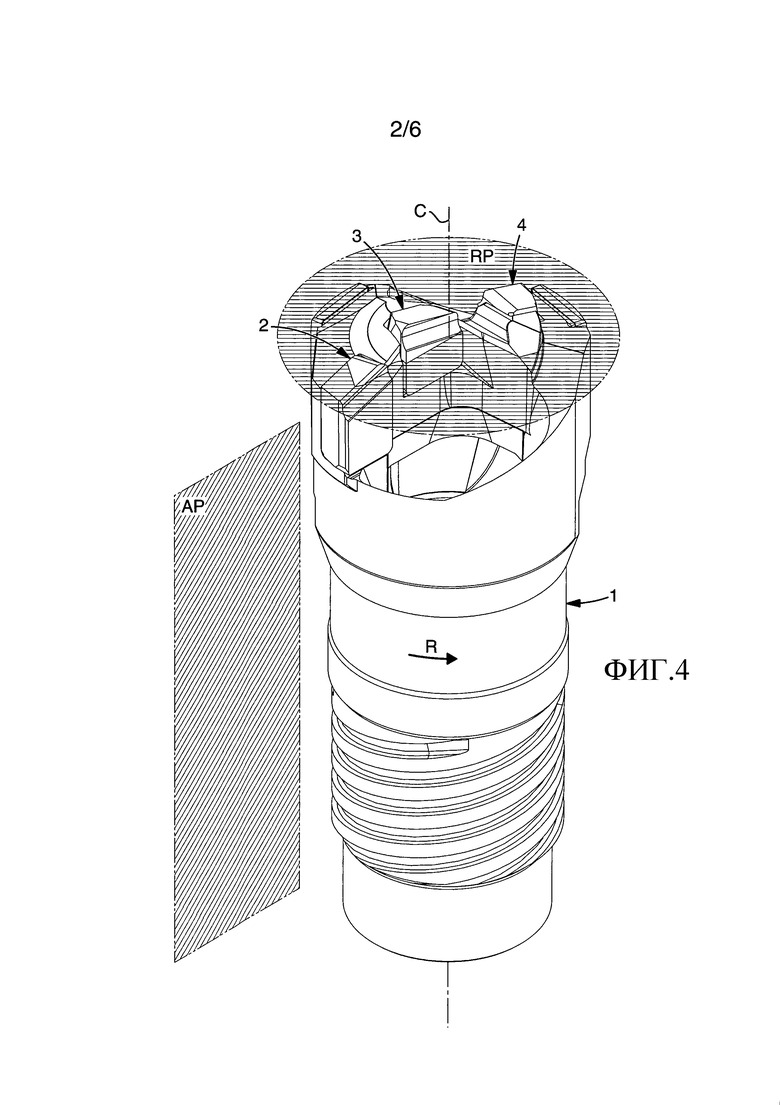
Фиг. 4 представляет собой увеличенный общий вид, на котором геометрические неподвижные точки были вставлены,
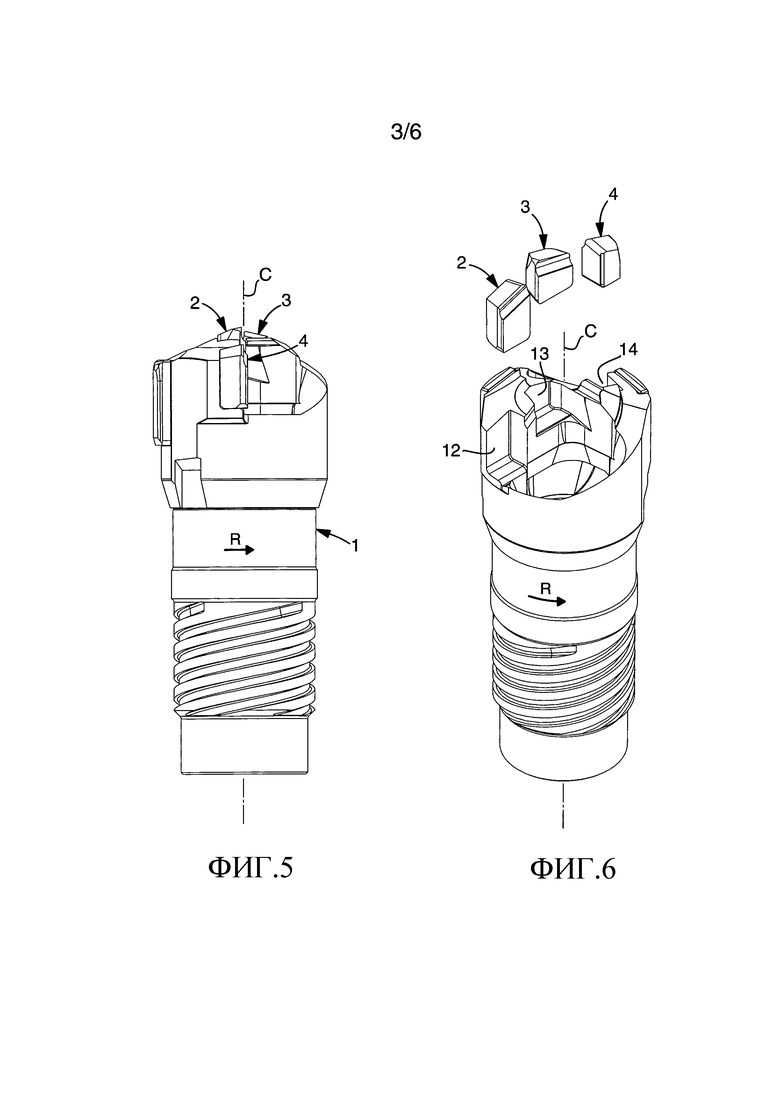
Фиг. 5 представляет собой дополнительный вид сбоку, который повернут на 90° относительно вида сбоку в соответствии с фиг. 2,
Фиг. 6 представляет собой вид в перспективе с пространственным разнесением элементов, показывающий три режущие пластины, отделенные от основного корпуса сверла,
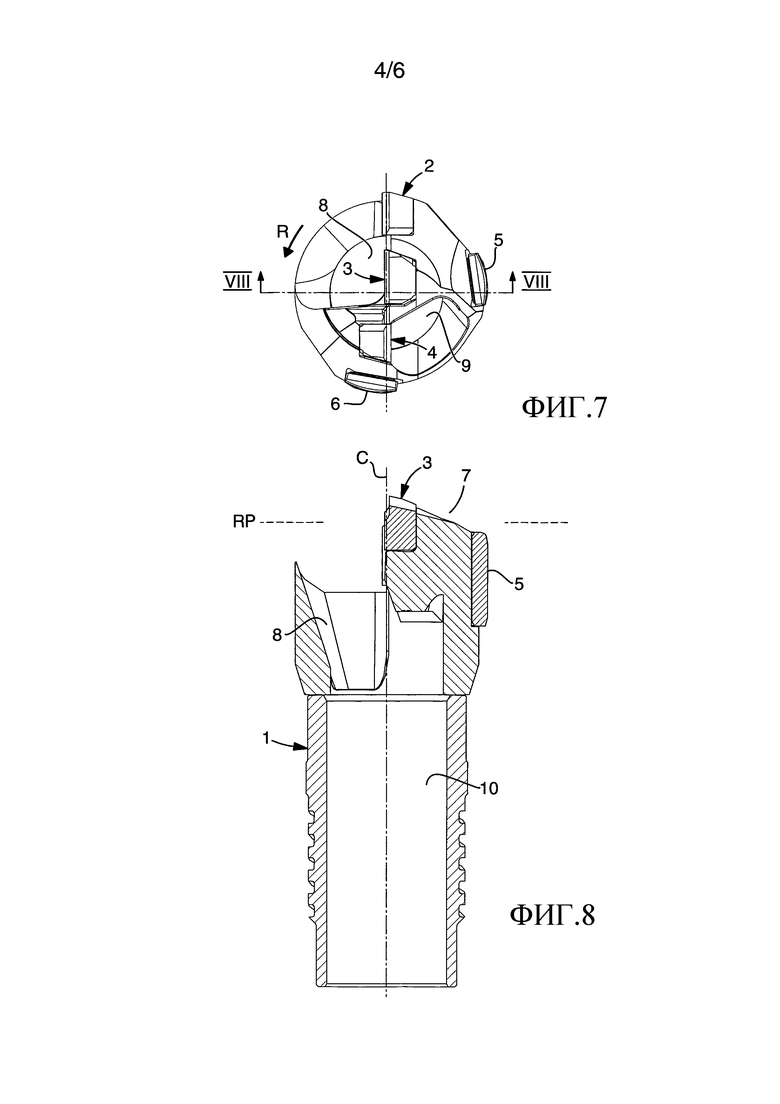
Фиг. 7 представляет собой другой вид с конца, показывающий сверло под другим углом вращения, чем на фиг. 3,
Фиг. 8 представляет собой вид в разрезе по линии VIII-VIII на фиг. 7,
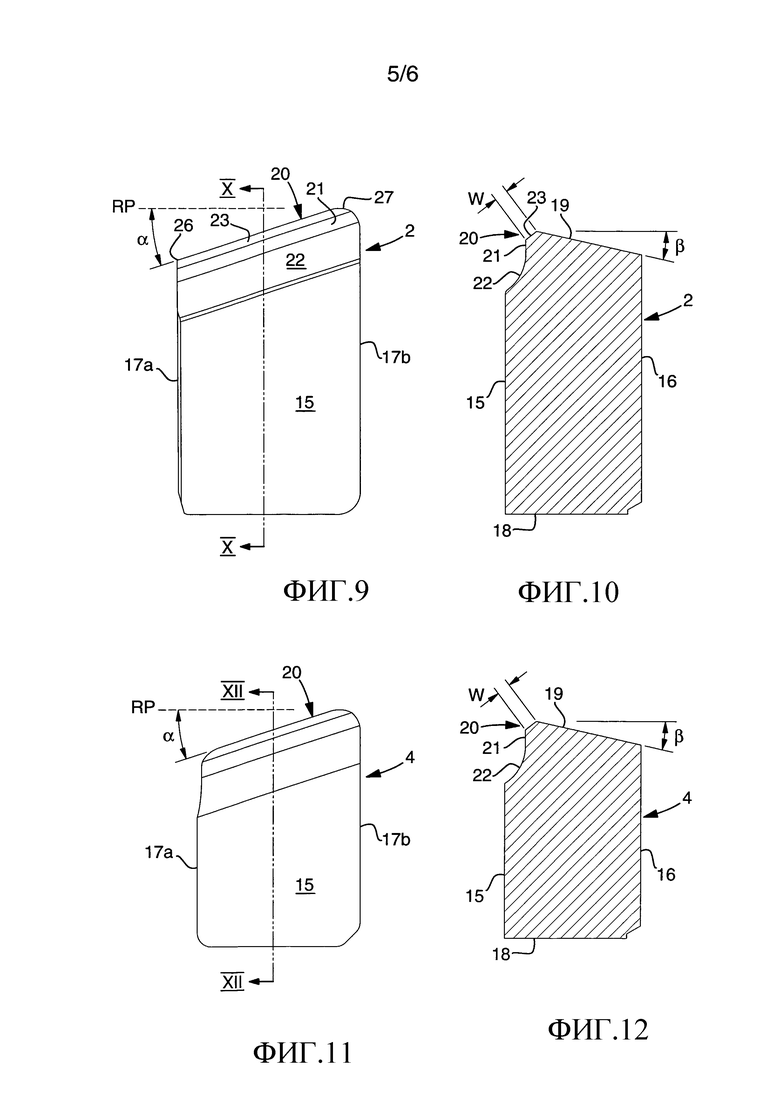
Фиг. 9 представляет собой увеличенный вид спереди периферийной режущей пластины, включенной в сверло,
Фиг. 10 представляет собой вид в разрезе по линии X-X на фиг. 9,
Фиг. 11 представляет собой вид спереди промежуточной пластины, включенной в сверло,
Фиг. 12 представляет собой вид в разрезе по линии XII-XII на фиг. 11,
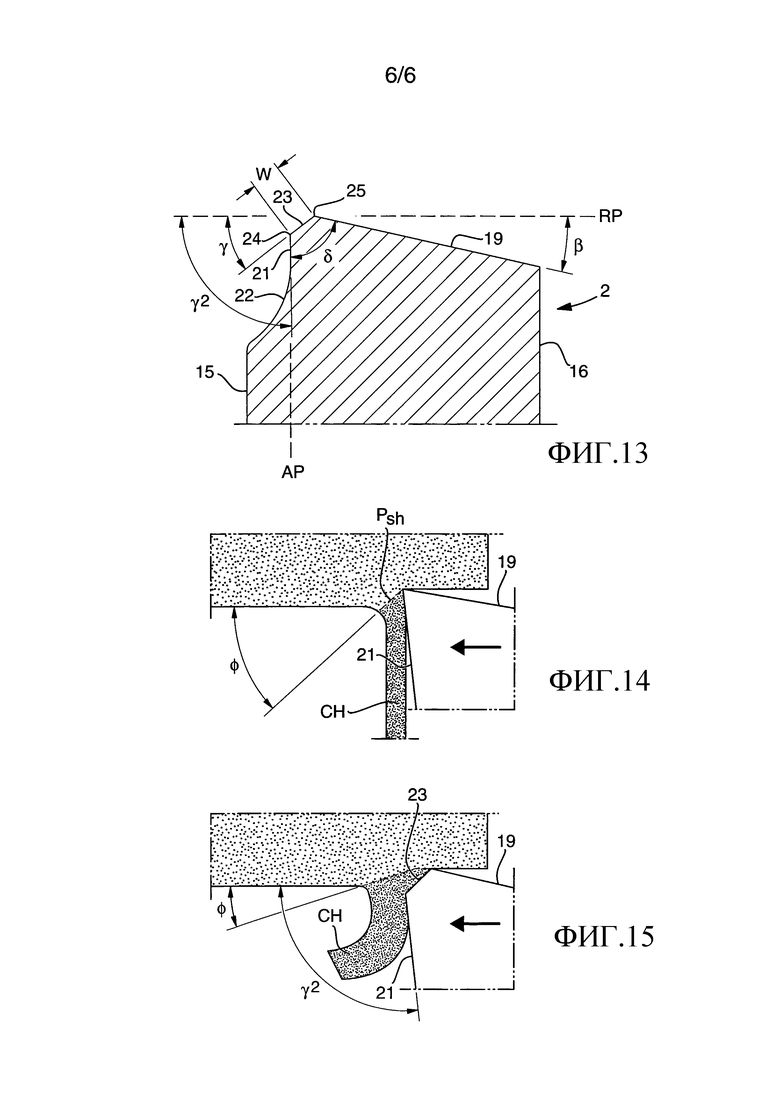
Фиг. 13 представляет собой подробный увеличенный вид, показывающий конструкцию типа режущей кромки, которая включена в периферийную и промежуточную пластины в соответствии с фиг. 9/10 и фиг. 11/12, соответственно,
Фиг. 14 представляет собой схематичный вид конструкции и функции режущей кромки в обычных ранее известных режущих пластинах для сверл для глубокого сверления, и
Фиг. 15 представляет собой соответствующий пример функции режущей кромки в соответствии с настоящим изобретением в связи со стружколоманием.
Подробное описание варианта осуществления настоящего изобретения
На следующих чертежах 1-13, изображено настоящее изобретение, применяемое к сверлу для глубокого сверления типа STS, более конкретно, в виде основного корпуса 1 (который специалисты в данной области техники также называют «сверлильной головкой» или «корпусом сверла»), который в используемом состоянии применяется на переднем конце трубки (не показана), длина которого зависит от требуемой глубины отверстия. В этом случае основной корпус 1 снабжен тремя режущими пластинами, т.е., периферийной режущей пластиной 2, центральной пластиной 3 и промежуточной пластиной 4. В сверле также включены две периферийные пластины, т.е., опорная пластина 5 и направляющая пластина 6. Обычно, режущие пластины 2, 3, 4, а также пластины 5, 6, выполнены из материалов, которые тверже и более износостойкие, чем материал основного корпуса 1. Обычно, твердый материал состоит из цементированного карбида, и материал основного корпуса состоит из стали, например, порошковой стали типа быстрорежущей стали (HSS).
Все режущие пластины расположены на переднем конце 7 основного корпуса (см. фиг. 1 и 8). Периферийная и центральная пластины 2, 3 расположены смежно с первым входным отверстием 8, а промежуточная пластина 4 расположена смежно со вторым входным отверстием 9. Эти входные отверстия открываются в общую цилиндрическую полость 10, которая образует канал для удаления стружки, проходящий в осевом направлении через основной корпус. При STS сверлении соответствующая текучая среда для сверления подается снаружи на режущие пластины, т.е., в кольцеобразную прорезь между наружной стороной трубки/основного корпуса и окружающей стенкой отверстия, в то время как стружка, удаленная режущими пластинами, удаляется изнутри через полость 10 и последующую трубку.
В примере режущие пластины 2, 3, 4 соединены посредством пайки и, таким образом по меньшей мере полупостоянно закреплены на основном корпусе. Более конкретно, режущие пластины расположены в гнездах 12, 13, 14 (см. фиг. 6), каждая из которых включает в себя три плоские поверхности, к которым три подобные плоские поверхности отдельной режущей пластины могут быть припаяны. Однако, настоящее изобретение также применимо к сменным режущим пластинам, выполненным, например, с отверстиями для винтов для закрепления вставок на основном корпусе с помощью винтов.
Основной корпус 1 имеет обычно вращательно симметричную форму. Более конкретно, наружные поверхности частей, которые расположены в осевом направлении за режущими пластинами и пластинами, являются вращательно симметричными относительно осевой линии C. В этой связи следует отметить, что глубокое сверление использует относительное вращение между сверлом и заготовкой, или за счет вращаемого сверла (но не заготовки), или (наиболее общий случай) за счет вращаемой заготовки, но не сверла. Кроме того, установлено сочетание этих вращательных движений. Необходимая подача наиболее часто осуществляется сверлом, вдавливаемым в заготовку. Все эти операции выполняются при использовании осевой линии C в качестве геометрической неподвижной точки.
На фиг. 4 изображены две воображаемые геометрические плоскости, т.е., с одной стороны, базовая плоскость (радиальная плоскость), обозначенная RP, которая продолжается перпендикулярно к осевой линии C и в данном примере расположена на одном уровне с периферийной режущей пластиной 2, а, с другой стороны, осевая плоскость, обозначенная AP, проходящая параллельно осевой линии C.
Основной формой разных режущих пластин может быть, например, форма периферийной режущей пластины 2. Таким образом, подобно другим режущим пластинам периферийная режущая пластина включает в себя переднюю сторону, в общем, обозначенную ссылочной позицией 15, и заднюю сторону 16. В примере они являются плоскими и взаимно параллельными. Кроме того, режущая пластина ограничена двумя плоскими и взаимно параллельными боковыми поверхностями 17a, 17b, концевой поверхностью 18, а также передней поверхностью в виде задней поверхности 19. Режущая кромка, в общем, обозначенная ссылочной позицией 20, образована между задней поверхностью 19 и поверхностью 21 для удаления стружки, включенной в переднюю сторону 15.
В примере передняя и задняя стороны 15, 16 режущей пластины 2 проходят параллельно осевой линии C. Более конкретно, передняя сторона, а также задняя сторона, параллельны осевой плоскости AP. Также следует отметить, что поверхность 21 для удаления стружки в этом случае является плоской и параллельной поверхностям 15, 16, а также переходит в переднюю сторону 15 за счет вогнутой дугообразной переходной поверхности 22.
Как видно на фиг. 9, режущая кромка 20 наклонена под углом α к базовой плоскости RP. В примере α составляет 18°, подразумевая, что так называемый угол между режущей кромкой сверла и его осью вращения составляет 144° (72°+72°). На фиг. 10, 12 и 13 также видно, что задняя поверхность 19 имеет задний угол β, который в примере составляет 12,6°. Поскольку режущая пластина продолжается параллельно осевой плоскости AP, задний угол β становится не только минимальным, но также функциональным, т.е., имеет то же самое значение, когда режущая пластина припаяна в соответствующем гнезде. На фиг. 13 видно, что поверхность 21 для удаления стружки образует острый угол δ заострения зуба с задней поверхностью 19. Кроме того, поверхность 21 для удаления стружки продолжается ровно и параллельно осевой плоскости AP между переходной поверхностью 22 и скошенной поверхностью 23. Другими словами, поверхность 21 для удаления стружки образует угол γ2 90° относительно плоскости RP. Это означает, что угол δ заострения зуба между поверхностью 21 для удаления стружки и задней поверхностью 19 составляет 77,4° (=90°-12,6°). На фиг. 15 изображен другой вариант осуществления, содержащий поверхность 21 для удаления стружки, которая образует тупой угол γ2 относительно базовой плоскости RP (т.е., γ2>90°). Таким образом, геометрия более легкого резания может быть получена посредством обеспечения наклона поверхности 21 для удаления стружки в направлении назад и вниз от скошенной поверхности 23. Это может корректировать скошенную поверхность 23 до определенной степени, обеспечивая режущую кромку 20 для резания под более тупым углом. Этот вариант осуществления имеет тот же самый задний угол β, что и вариант осуществления в соответствии с фиг. 13 и, таким образом, более острый угол δ заострения зуба, что также способствует геометрии более легкого резания.
Отличительный признак настоящего изобретения состоит в том, что в режущую кромку 20 включена скошенная поверхность 23 (см., в частности, фиг. 13), которая образована между поверхностью 21 для удаления стружки и задней поверхностью 19 и имеет ширину, обозначенную W, а также угол γ относительно базовой поверхности RP. В изображенном примере скошенная поверхность 23 является плоской и продолжается между двумя граничными линиями 24, 25, проходящими параллельно, последняя упомянутая из которых расположена за первой упомянутой линией, если смотреть в направлении вращения сверла. Другими словами, скошенная поверхность 23 имеет одинаковую ширину вдоль всей своей длины, более конкретно, от радиального наружного конца 26 (см. фиг. 9) до радиального внутреннего конца 27 (которые также образуют наружный и внутренний концы режущей кромки 20). Сечение X-X (а также сечение XII-XII на фиг. 11) может быть расположено вдоль любой бесконечно малой части или сечения режущей кромки. Для достижения требуемого результата в отношении стружколомания ширина W скошенной поверхности 23 должна составлять по меньшей мере 0,1 мм. По тем же самым причинам угол γ должен составлять по меньшей мере 25°, однако, не превышая 50°. В примере γ составляет 37,1°. Причины для заданных пороговых значений угла γ и заданной минимальной ширины W будут понятны из нижеописанного.
Ссылка сделана на схематичные виды на фиг. 14 и 15, первый упомянутый вид из которых изображает форму кромки ранее известных режущих пластин для сверл для глубокого сверления. В этом случае форма кромки является весьма острой (даже если незначительное повышение жесткости режущей кромки будет обеспечено между поверхностью 21 для удаления стружки и задней поверхностью 19). Когда стружка CH во время сверления удаляется при помощи такой режущей кромки, Psh плоскости среза, т.е., граничная линия между недеформированным металлом заготовки и деформированным металлом, который посредством среза начинает образовывать стружку, будет иметь сравнительно большой угол ϕ (= углу плоскости среза), более конкретно, в примере приблизительно 27°. На практике это означает, что стружка CH, если подача является небольшой, и стружка является тонкой, будет образовываться и скользить вперед фактически без сопротивления по поверхности 21 для удаления стружки. Другими словами, стружка может закручиваться на некотором расстоянии без непосредственного подвергания сопротивлению, стремящемуся ее изогнуть.
На фиг. 15 показано, как стружка принудительно ведет себя в результате наличия скошенной поверхности 23. В этом случае скошенная поверхность будет оказывать противодавление на прибывающий металл, что уменьшает угол ϕ плоскости среза до значительно меньшего значения (в примере приблизительно 14°). Результатом этого будет то, что стружка уже в связи с ее образованием отогнута от поверхности 21 для удаления стружки и согнута назад для окончательного разлома, когда она столкнется с поверхностью необработанного металла.
Обычно имеющаяся режущая кромка будет резать под более тупым углом с увеличением ширины W скошенной поверхности и/или увеличением угла γ. Для обеспечения требуемого результата в отношении уменьшения угла ϕ плоскости среза и, таким образом, способности режущей пластины ломать стружку, W должна составлять по меньшей мере 0,1 мм. Если скошенная поверхность выполнена значительно меньше 0,1 мм, то же самое будет скорее служить как повышение жесткости режущей кромки без существенного влияния на угол ϕ плоскости среза. Пока ширина скошенной поверхности незначительно больше 0,1 мм, режущая способность режущей кромки является допустимой, исходя из повышенной способности стружколомания. Дополнительное увеличение ширины до по меньшей мере 0,2 мм будет повышать способность стружколомания, но с увеличением ширины режущая кромка будет резать все больше под тупым углом. По этой причине предпочтительно максимизировать ширину W до 05 мм.
Аналогичным образом то же самое применяется к углу γ. Сравнительно небольшие углы в вышеупомянутом угловом интервале, т.е. углы, которые только немного больше 25°, соответственно, означают то, что режущая кромка по-прежнему довольно легко режет, однако, при образовании довольно большого угла плоскости среза, в то время как большие углы, т.е., углы, приближающиеся к 50°, повышают стружколомание за счет принципиально уменьшаемого угла плоскости среза. Однако, это происходит за счет режущей кромки, осуществляющей резание под более тупым углом. Таким образом, хороший компромисс может быть найден за счет ограничения угла до по меньшей мере 30° и не более 40°. За счет ограничений заданных параметров W=0,1-0,5 мм или предпочтительно 0,2-0,5 мм и γ=25-50° или предпочтительно 30-40°, соответственно, хороший компромисс достигнут между, с одной стороны, желанием хорошего стружколомания и, с другой стороны, желанием поддерживать допустимую режущую способность. В соответствии с настоящим изобретением по меньшей мере периферийная режущая пластина 2 и, предпочтительно, также промежуточная пластина 4, выполнена с режущей кромкой, в которую включена скошенная поверхность 23. Причина состоит в том, что периферийная режущая пластина повреждается в результате проблем, связанных с наиболее трудным стружколоманием, в том числе в результате непосредственного перемещения режущей пластины с большей окружной скоростью по сравнению с промежуточной пластиной, которая в свою очередь перемещается с большей окружной скоростью, чем центральная пластина (при одних и тех же оборотах). Однако, также центральная пластина 3 может быть выполнена с тем же самым типом режущей кромки, хотя это не показано подробно на чертежах.
Возможные модификации настоящего изобретения
Настоящее изобретение не ограничивается вариантом осуществления, описанным выше и изображенным на чертежах. Таким образом, настоящее изобретение может применяться к сверлам, имеющим сменные режущие пластины вместо неподвижно закрепленных пластин. Например, скошенные поверхности для стружколомания рассматриваемого типа, могут быть образованы на индексируемых режущих пластинах, имеющих множество режущих кромок. Кроме того, рассматриваемая скошенная поверхность не обязательно должна иметь одинаковую ширину по всей своей длине. Не обязательно угол должен быть одинаково большим вдоль всей режущей кромки. Кроме того, форма скошенной поверхности может отклоняться от изображенной плоской формы, например, посредством выполнения по меньшей мере незначительно вогнутой. В последнем упомянутом случае угол образован при помощи воображаемой хорды между двумя граничными линиями 24, 25, которые определяют ширину скошенной поверхности в бесконечно малых частях вдоль режущей кромки. Кроме того, настоящее изобретение может применяться к таким сверлам для глубокого сверления, которые включают в себя только одну режущую пластину или одну режущую кромку. В конечном счете, следует отметить, что зазор между режущей пластиной и обрабатываемой поверхностью может быть обеспечен режущей пластиной, располагаемой в положении на конце, в котором ее передняя и задняя стороны не обязательно должны быть параллельны осевой плоскости.
| название | год | авторы | номер документа |
|---|---|---|---|
| СВЕРЛО И РЕЖУЩАЯ ПЛАСТИНА ДЛЯ СВЕРЛА СО СТРУЖКОЛОМНЫМИ ВЫСТУПАМИ | 2015 |
|
RU2702166C2 |
| СВЕРЛИЛЬНАЯ ВСТАВКА | 2018 |
|
RU2771284C2 |
| СПИРАЛЬНОЕ СВЕРЛО | 2006 |
|
RU2414996C2 |
| ЭЖЕКТОРНАЯ СИСТЕМА СВЕРЛЕНИЯ | 2008 |
|
RU2559601C2 |
| СВЕРЛО | 2012 |
|
RU2566700C2 |
| ЭЖЕКТОРНАЯ СИСТЕМА СВЕРЛЕНИЯ | 2008 |
|
RU2429948C1 |
| Двухперовое сверло с осевым отверстием для внутреннего подвода СОЖ | 1987 |
|
SU1509195A1 |
| СВЕРЛО | 2001 |
|
RU2277458C2 |
| СБОРНОЕ КОЛЬЦЕВОЕ СВЕРЛО С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ МНОГОГРАННЫХ РЕЖУЩИХ ПЛАСТИН И НЕПЕРЕТАЧИВАЕМЫЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ | 2014 |
|
RU2656190C2 |
| СВЕРЛО С МНОГОГРАННОЙ РЕЖУЩЕЙ ПЛАСТИНОЙ | 1994 |
|
RU2129479C1 |
Группа изобретений относится к обработке материалов резанием и может быть использовано при сверлении глубоких отверстий. Сверло содержит основной корпус, режущую пластину, имеющую режущую кромку, которая образована между поверхностью для удаления стружки и задней поверхностью. Поверхность для удаления стружки содержит скошенную поверхность, смежную режущей кромке режущей пластины и задней поверхности. Скошенная поверхность имеет ширину по меньшей мере 0,1 мм и в каждой бесконечно малой части вдоль режущей кромки образует угол по меньшей мере 25° и не более 50° с базовой плоскостью, продолжающейся перпендикулярно к центру или оси вращения сверла. Обеспечивается эффективное дробление стружки и ее отвод из просверленного глубокого отверстия. 2 н. и 13 з.п. ф-лы, 15 ил.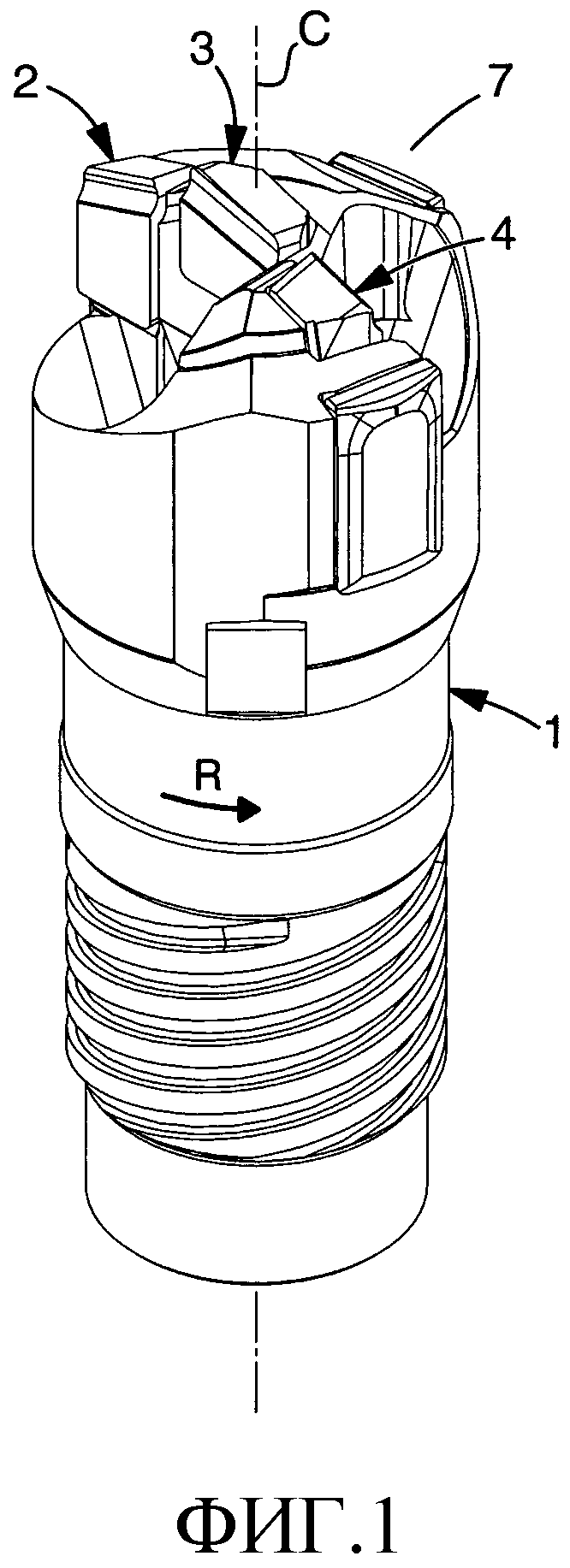
1. Сверло для глубокого сверления, содержащее основной корпус (1) с осевой линией (C), к которой под прямым углом продолжается воображаемая базовая плоскость (RP), режущую пластину (2) из материала, который тверже материала основного корпуса, и которая включает в себя переднюю сторону (15), заднюю сторону (16) и режущую кромку (20), образованную между поверхностью (21) для удаления стружки, включенную в переднюю сторону (15), и задней поверхностью (19), которая продолжается от поверхности для удаления стружки к задней стороне, причем режущая кромка (20) проходит внутрь от периферийного наружного конца (26), расположенного вдоль основного корпуса, к внутреннему концу (27), отличающееся тем, что поверхность (21) для стружки содержит скошенную поверхность (23), смежную режущей кромке (20) и задней поверхности (19), при этом скошенная поверхность (23) имеет ширину (W) по меньшей мере 0,1 мм, образованную между двумя граничными линиями (24, 25), и которая вдоль режущей кромки образует угол (γ) по меньшей мере 25˚ и не более 50˚ с упомянутой базовой плоскостью (RP).
2. Сверло для глубокого сверления по п. 1, отличающееся тем, что ширина (W) скошенной поверхности составляет по меньшей мере 0,2 мм.
3. Сверло для глубокого сверления по п. 1 или 2, отличающееся тем, что ширина (W) скошенной поверхности (23) составляет не более 0,5 мм.
4. Сверло для глубокого сверления по п. 1, отличающееся тем, что скошенная поверхность (23) образует угол (γ) по меньшей мере 30˚ и не более 40˚ с упомянутой базовой плоскостью (RP).
5. Сверло для глубокого сверления по п. 1, отличающееся тем, что скошенная поверхность (23) имеет одинаковую ширину по всей своей длине.
6. Сверло для глубокого сверления по п. 1, отличающееся тем, что основной корпус (1) содержит три гнезда (12, 13, 14) для размещения периферийной режущей пластины (2), центральной пластины (3) и промежуточной пластины (4) и центральную полость (10) для внутреннего удаления стружки с режущих пластин, при этом по меньшей мере режущие кромки (20) периферийной режущей пластины (2) и промежуточной пластины (4) соединены с упомянутой скошенной поверхностью (23), которая имеет ширину (W) предпочтительно по меньшей мере 0,2 мм.
7. Сверло для глубокого сверления по п. 1, отличающееся тем, что передняя сторона (5) переходит в поверхность (21) для удаления стружки через вогнутую дугообразную переходную поверхность (22), от которой поверхность (21) для удаления стружки продолжается к скошенной поверхности (23).
8. Сверло для глубокого сверления по п. 7, отличающееся тем, что между переходной поверхностью (22) и скошенной поверхностью (23) поверхность (21) для удаления стружки продолжается ровно и параллельно осевой плоскости (AP), проходящей параллельно осевой линии (C).
9. Сверло для глубокого сверления по п. 7, отличающееся тем, что между переходной поверхностью (22) и скошенной поверхностью (23) поверхность (21) для удаления стружки продолжается под углом к осевой плоскости (AP), проходящей параллельно осевой линии (C).
10. Сверло для глубокого сверления по п. 9, отличающееся тем, что между переходной поверхностью (22) и скошенной поверхностью (23) поверхность (21) для удаления стружки образует тупой угол (γ2) с базовой плоскостью (RP).
11. Режущая пластина для сверла для глубокого сверления по одному из пп.1-10, характеризующаяся тем, что содержит переднюю сторону (15), заднюю сторону (16) и режущую кромку (20), образованную между поверхностью (21) для удаления стружки, включенной в переднюю сторону (15), и задней поверхностью (19), которая продолжается от поверхности для удаления стружки к задней стороне, при этом поверхность (21) для удаления стружки включает в себя скошенную поверхность (23), смежную режущей кромке (20) и задней поверхности (19), причем скошенная поверхность (23) имеет ширину (W) по меньшей мере 0,1 мм, образованную между двумя граничными линиями (24, 25), и вдоль режущей кромки образует угол (γ) по меньшей мере 25˚ и не более 50˚ с воображаемой базовой плоскостью (RP), продолжающейся под прямым углом относительно осевой линии (C) сверла для глубокого сверления.
12. Режущая пластина по п. 11, отличающаяся тем, что ширина (W) скошенной поверхности составляет по меньшей мере 0,2 мм.
13. Режущая пластина по п. 11 или 12, отличающаяся тем, что ширина (W) скошенной поверхности (23) составляет не более 0,5 мм.
14. Режущая пластина по п. 11, отличающаяся тем, что скошенная поверхность (23) образует угол (γ) по меньшей мере 30˚ и не более 40˚ с упомянутой базовой плоскостью (RP).
15. Режущая пластина по п. 11, отличающаяся тем, что скошенная поверхность (23) имеет одинаковую ширину по всей своей длине.
| JP 2007216384 A, 30.08.2007 | |||
| Сверлильная головка | 1985 |
|
SU1298008A1 |
| РУЖЕЙНОЕ СВЕРЛО | 2006 |
|
RU2409452C2 |
| БИБЛИО ГЕНА j^ | 0 |
|
SU349871A1 |

