Предпосылки изобретения
1. Область техники, к которой относится изобретение
Настоящее изобретение относится к ружейному сверлу, используемому для сверления глубоких отверстий.
2. Описание предшествующего уровня техники
Хотя различные системы, такие как ружейная система сверления, эжекторная система (двухканальная система), одноканальная система и т.д., общеизвестны как системы глубокого сверления, ружейная система сверления пригодна для глубокого сверления отверстий малого диаметра. То есть в ружейной системе сверления обычно используют ружейное сверло, имеющее режущую головку, внешнее сечение которой представляет собой круг с выемкой (2/3-3/4 окружности) на дальнем конце полой хвостовой части, имеющей такую же форму круга с выемкой, осуществляющую резание с подачей хладагента, который проходит по внутреннему пространству полой хвостовой части из выпускного отверстия для хладагента в дальней торцевой поверхности режущей головки к режущей части и удаляет стружку, которая образуется по ходу резания, наружу по канавке для отвода стружки, сечение которой имеет V-образную форму в продольном направлении внешней окружности полой хвостовой части, вместе с хладагентом, причем поскольку давление подачи хладагента определяется длиной инструмента, даже если вырезанное отверстие становится глубоким, ружейная система сверления пригодна для сверления глубоких отверстий малого диаметра.
Обычно в качестве описанного выше ружейного сверла широко используют сверло, для которого режущая головка, состоящая из твердого металлокерамического сплава, припаяна к дальнему концу выполненной из стали полой хвостовой части. Кроме того, обычно, в частности для ружейного сверла малого диаметра, если режущая кромка изношена до некоторой степени, режущую кромку повторно используют после ее шлифовки.
Однако в последние годы остро встала проблема увеличения эффективности сверления, включая глубокое сверление, и одновременного уменьшения трудовых и материальных затрат, требуемых для повышения долговечности и технического обслуживания режущих инструментов и других компонентов. В этой связи эффективность сверления и долговечность недостаточны с использованием обычного ружейного сверла. В частности, трудовые затраты и время, требуемые для шлифовки режущего инструмента, имеющего малый диаметр, создают проблему.
Настоящее изобретение было разработано с учетом указанных выше ситуаций, и, таким образом, целью изобретения является создание ружейного сверла, обладающего отличной эффективностью резания, благодаря чему скорость резания может быть дополнительно существенно увеличена по сравнению с обычными ружейными сверлами, и обладающего увеличенным сроком службы режущей кромки, способным уменьшать частоту шлифовки для повторного использования в случае с малым диаметром и способным соответственно уменьшать трудовые и временные затраты.
Сущность изобретения
Для достижения вышеуказанной цели, хотя на чертежах со ссылочными позициями показано ружейное сверло, соответствующее первому объекту изобретения, ружейное сверло снабжено режущими головками 3А-3С, имеющими выпускное отверстие для хладагента, сообщающееся с каналом 12 для подачи хладагента на дальней концевой поверхности 3а на дальнем конце 1b полой хвостовой части 1, имеющей канавку 11 для отвода стружки, сечение которой в продольном направлении имеет V-образную форму на наружной поверхности и имеет внутреннее пространство, выполненное в виде канала 12 для подачи хладагента, причем режущая часть 32 режущих головок 3А-3С выполнена из металлокерамического твердого сплава W и одновременно, по меньшей мере, часть части режущих головок 3А-3С, входящая в скользящий контакт с внутренней периферией высверливаемого отверстия, за исключением режущей части 32, состоит из более твердого материала, чем металлокерамический твердый сплав W.
Согласно второму объекту изобретения в ружейном сверле, соответствующем первому объекту, указанный выше отличающийся материал составляет направляющую накладку, приклеенную и прикрепленную к внешней периферийной части режущей головки.
Согласно третьему объекту изобретения в ружейном сверле, соответствующем его первому объекту или второму объекту, описанный выше отличающийся материал состоит из, по меньшей мере, одного типа, выбранного из спеченного керамического материала, микрокристаллического алмазного спеченного тела или металлокерамического материала.
Согласно четвертому объекту изобретения в ружейном сверле, соответствующем его третьему объекту, спеченный керамический материал представляет собой спеченное тело, в основном состоящее из нитрида кремния или кубически-кристаллического нитрида бора.
Согласно пятому объекту изобретения в ружейном сверле, соответствующем его третьему объекту или четвертому объекту, описанный выше спеченный керамический материал С приклеен и прикреплен к матрице (металлокерамическому твердому сплаву W) режущих головок 3А и 3В способом металлизации.
В соответствии с ружейным сверлом, описанным согласно первому объекту изобретения, поскольку в процессе глубокого сверления режущая головка входит в скользящий контакт с внутренней периферией высверливаемого отверстия ее периферической частью, имеющей более высокую твердость, чем металлокерамический твердый сплав и имеющей меньшую прочность, при этом просверливая заготовку при помощи режущей части режущей головки, выполненной из металлокерамического твердого сплава, и ее твердая входящая в скользящий контакт часть устойчиво принимает силу реакции в ходе резания, могут предотвращаться незначительная тряска или колебания, такие как вибрация режущей головки и скорость резания может быть значительно повышена для достижения высокой рабочей эффективности. Кроме того, может предотвращаться разрушение или износ режущей части, при этом поскольку срок службы режущей кромки может быть увеличен и частота повторного шлифования для повторного использования режущей головки малого диаметра может быть значительно уменьшена, трудозатраты, время и материальные затраты для этого могут быть значительно снижены.
Согласно второму объекту изобретения поскольку направляющая накладка режущей головки состоит из описанного выше отличающегося материала, становится возможным простое и легкое изготовление соответствующей режущей головки с точки зрения конструкции.
Согласно третьему объекту изобретения поскольку отличающийся материал представляет собой спеченный керамический материал или металлокерамический материал, существуют преимущества, заключающиеся в том, что по сравнению с ружейным сверлом, режущая головка которого целиком выполнена из металлокерамического твердого сплава, скорость резания может быть значительно повышена и срок службы режущих кромок может быть продлен.
Согласно четвертому объекту изобретения получены преимущества, состоящие в том, что поскольку указанный выше спеченный керамический материал представляет собой спеченное тело из указанного компонента, скорость резания может быть увеличена и срок службы режущих кромок может быть продлен.
Согласно пятому объекту изобретения компонент из описанного выше спеченного керамического материала очень прочно приклеивается и прикрепляется к основе режущей головки.
Краткое описание чертежей
Фиг.1 представляет собой вертикальный вид сбоку, показывающий ружейное сверло, соответствующее Варианту 1 осуществления настоящего изобретения;
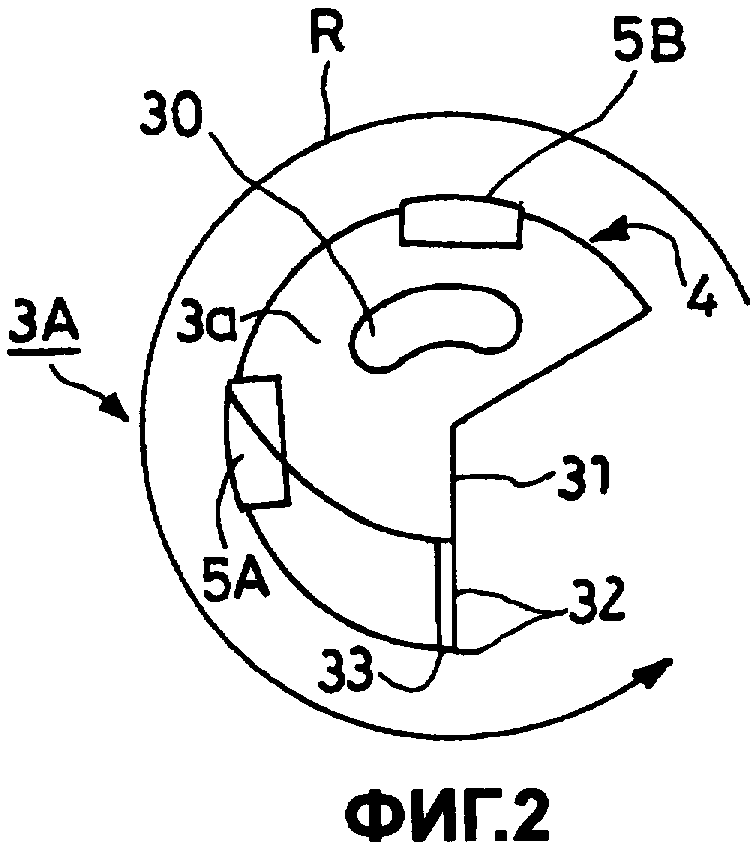
Фиг.2 представляет собой вертикальный вид спереди режущей головки того же ружейного сверла;
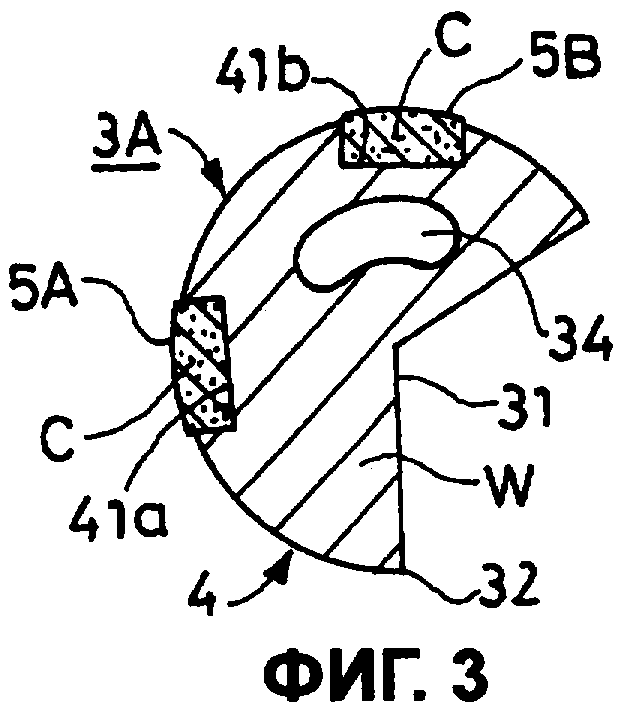
Фиг.3 представляет собой вид в разрезе, выполненный по линии I-I на Фиг.1;
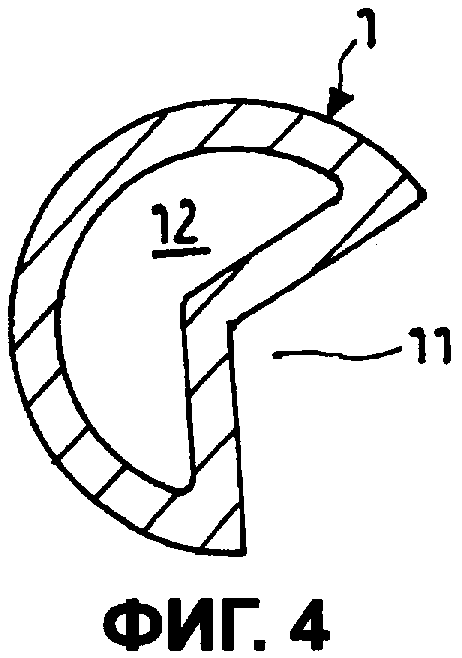
Фиг.4 представляет собой вид в разрезе, выполненный по линии II-II на Фиг.1;
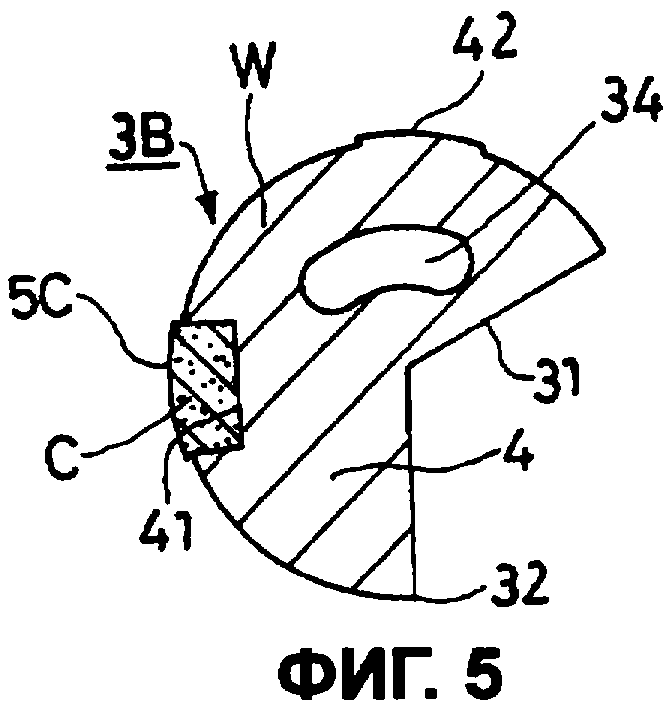
Фиг.5 представляет собой вид в разрезе режущей головки ружейного сверла, соответствующего Варианту 2 осуществления настоящего изобретения;
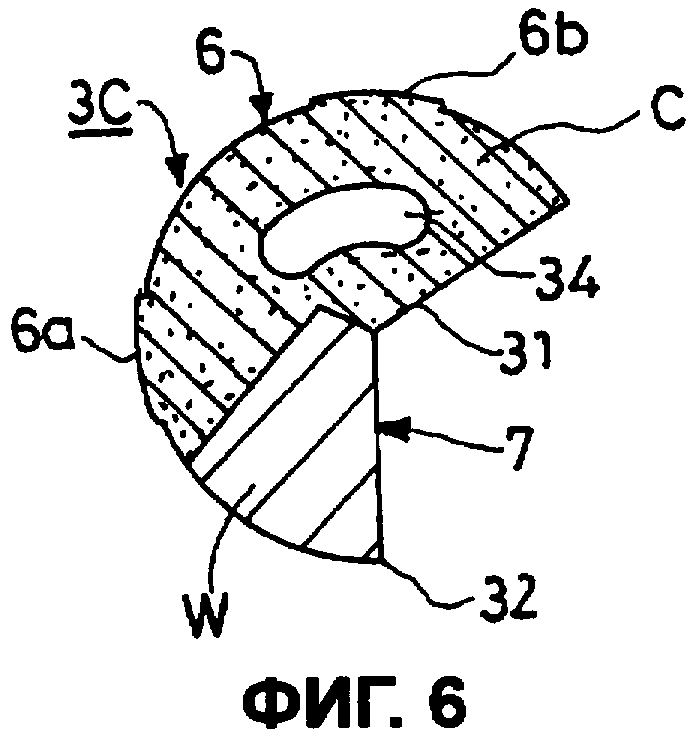
Фиг.6 представляет собой вид в разрезе режущей головки ружейного сверла, соответствующего Варианту 3 осуществления настоящего изобретения;
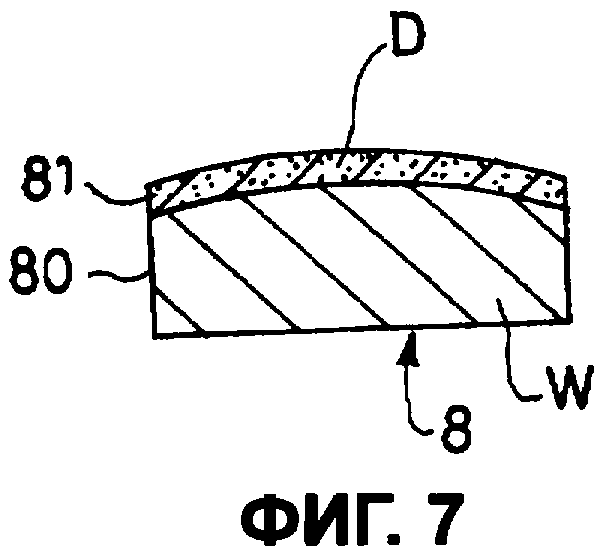
Фиг.7 представляет собой вид в разрезе элемента в форме утолщенной пластины, используемого в качестве направляющей накладки режущей головки в ружейном сверле, соответствующем настоящему изобретению.
Подробное описание предпочтительных вариантов осуществления изобретения
Далее приведено подробное описание вариантов выполнения ружейного сверла, соответствующего настоящему изобретению, со ссылками на прилагаемые чертежи. На Фиг.1-4 показан вариант 1, на Фиг.5 показан вариант 2, и на Фиг.6 показан вариант 3 соответственно.
Как показано на Фиг.1, ружейное сверло, соответствующее варианту 1, состоит из полой хвостовой части 1, цилиндрической приводной части 2 увеличенного диаметра, к которой приклеена и прикреплена ближняя концевая часть полой хвостовой части 1, и режущей головки 3А для сверления, которая припаяна к дальнему концу 1b с V-образным вырезом полой хвостовой части 1.
Полая хвостовая часть 1 состоит из трубчатого материала. Однако ее поперечное сечение сформировано как 2/3 круга посредством обработки в пресс-формах, как показано на Фиг.4, за исключением стороны 2а части ближнего конца, и в продольном направлении выполнена канавка 11 для отвода вырезанной стружки, сечение которого имеет V-образную форму на его внешней стороне, и ее внутреннее пространство образует канал 12 для подачи хладагента.
Приводная часть 2 является частью, которая захватывается и удерживается зажимным патроном вращающегося приводного вала (не показан) и т.д. и принимает вращательное приводное усилие, и часть имеет сплющенную часть 21 на периферийной поверхности для захвата и удержания и одновременно снабжена каналом 22 для подачи хладагента, сообщающимся с каналом 12 для подачи хладагента полой хвостовой части 1 вдоль центральной линии.
Режущая головка 3А состоит из основного корпуса 4 головки, поперечное сечение которого формирует 2/3 круга, соответствующих полой хвостовой части 1, как показано на Фиг.2 и Фиг.3, и утолщенных направляющих накладок 5А и 5В в форме пластин, приклеенных и прикрепленных в двух точках к внешней периферийной части основного корпуса 4 головки, причем их поперечное сечение имеет полуцилиндрическую форму и они удлинены в осевом направлении, при этом канал 30 в форме кокона для выпуска хладагента выполнен так, что он открыт на концевой поверхности 3а дальнего конца, и одновременно часть с выемкой, поперечное сечение которой составляет 2/3 круга, образует часть 31 канавки, сообщающуюся с канавкой 11 для отвода вырезанной стружки полой хвостовой части 1, причем одна боковая кромка соответствующей части 31 канавки заделана в режущую часть 32, и при осуществлении глубокого сверления часть с выемкой предназначена для приведения в действие и вращения в направлении, показанном стрелкой R (по часовой стрелке) на Фиг.2. Кроме того, ссылочной позицией 33 обозначена скошенная кромка, которая образует наклонную поверхность или дугообразную поверхность, имеющую ширину от 0,2 мм до 1 мм вдоль режущей части 32.
В этой связи основной корпус 4 головки выполняют из металлокерамического твердого сплава W, выполненного в основном из карбида вольфрама типа WC-CO, причем выводящий канал 41 для хладагента, поперечное сечение которого имеет форму кокона, сообщающийся с частью 30 для выпуска хладагента и с каналом 12 для подачи хладагента полой хвостовой части 1, проходит в ее осевом направлении, и в ней выполнены углубленные части 41а и 41b, при помощи которых направляющие накладки 5А и 5В прикреплены к внешней периферийной части. Кроме того, центр углубленной части 41а находится в положении, образующем угол 85° относительно положения режущей части 32 назад относительно направления вращения головки, а центр углубленной части 41b находится на противоположной стороне диаметрального направления режущей кромки 32.
Направляющие накладки 5А и 5В выполнены из спеченного керамического материала С, имеющего более высокую твердость, чем твердость металлокерамического твердого сплава W. Направляющие накладки 5А и 5В посажены в углубленные части 41а и 41b основного корпуса 4 головки соответственно и приклеены и закреплены в них способом металлизации.
При выполнении глубокого сверления при помощи ружейного сверла, выполненного, как описано выше, хладагент, подаваемый по внутренним каналам 12 и 22 для подачи хладагента полой хвостовой части 1 и приводной части 2, направляется в выводной канал 41 для хладагента режущей головки 41 и подается из выпускного отверстия 30 для хладагента дальнего конца к режущей части и одновременно заготовка режется режущей частью 32, выполненной из металлокерамического твердого сплава W, вращающейся и приводимой режущей головки 3а, и стружка, образуемая при резании, выпускается наружу через часть 31 канавки режущей головки 3А и канавку 11 для отвода стружки полой хвостовой части 1 вместе с хладагентом.
В этой связи в ходе резания, режущая головка 3А входит в контакт с внутренней периферийной поверхностью высверливаемого отверстия поверхностями направляющих накладок 5А и 5b в скользящем состоянии. Однако поскольку направляющие накладки 5а и 5В выполнены из спеченного керамического материала С, имеющего большую твердость, чем твердость металлокерамического твердого сплава W и имеющего меньшую прочность, жесткая входящая в скользящий контакт часть, в частности входящая в скользящий контакт часть сторона направляющей накладки 5А, устойчиво принимает силу реакции, генерируемую при резании. Таким образом, может предотвращаться возникновение мельчайшей тряски или колебаний, таких как вибрация режущей головки 3А, в ходе механической обработки и эффективность резания значительно повышается благодаря стабилизации состояния резания заготовки режущей частью 32, причем скорость резания значительно увеличивается для достижения высокой эффективности механической обработки и предотвращается разрушение и износ режущей части 32. Таким образом, срок службы режущих кромок может быть значительно увеличен, в частности частота повторной шлифовки для повторного использования ружейного сверла малого диаметра может быть значительно уменьшена, благодаря чему трудовые затраты, время и материальные затраты могут быть значительно уменьшены.
Спеченный керамический материал, из которого состоят направляющие накладки 5А и 5В, может представлять собой спеченное тело, полученное посредством спекания порошка, такого как оксид, нитрид, карбид и т.д., твердость которого становится выше, чем твердость металлокерамического твердого сплава W. Например, в качестве спеченных керамических материалов предпочтительными являются керамические материалы на основе нитрида бора, нитрида кремния, карбида титана, оксида алюминия. В частности, предпочтительно, могут быть упомянуты спеченное тело из нитрида кремния и спеченное тело из кубически-кристаллического нитрида бора.
То есть для ружейного сверла с использованием спеченного тела из нитрида кремния в качестве направляющих накладок 5А и 5В обнаружено, что скорость резания может быть значительно увеличена в четыре раза по сравнению с ружейным сверлом известного уровня техники, в котором режущая головка выполнена из металлокерамического твердого сплава W, и срок службы режущей части значительно увеличен. Кроме того, для ружейного сверла с использованием спеченного тела из кубически-кристаллического нитрида бора может быть достигнута существенно высокая точность резания, в частности в случаях с заготовкой из алюминия и его сплава, по сравнению с ружейным сверлом, в котором вся режущая головка выполнена из металлокерамического твердого сплава W, и одновременно когда заготовка представляет собой материал высокой твердости, такой как закаленная сталь, обнаружено, что срок службы режущих кромок может быть значительно увеличен.
Кроме того, способ металлизации, используемый для приклеивания и прикрепления направляющих накладок 5А и 5В, которые выполнены из такого спеченного керамического материала С, к основному корпусу 4 головки, известен как технология склеивания друг с другом керамического и металлического материалов, для которых соединение пайкой обычно невозможно. Посредством нанесения активной металлической пасты, такой как титановый сплав, на поверхность керамического материала и обработки ее в состоянии высокой температуры и вакуума поверхность керамического материала металлизируется, и металлизированная часть поверхности спаивается с соответствующим ей металлическим материалом. Однако в случае с режущей головкой 3А ружейного сверла спеченный керамический материал С направляющих накладок 5А и 5В приклеивается к приклеенному твердому сплаву W основного корпуса 4 головки посредством процесса металлизации, когда приклеенная часть очень небольшая и имеет высокую прочность.
Хотя в ружейном сверле, соответствующем варианту 1, описанному выше, направляющие накладки 5А и 5В режущей головки 3А выполнены из спеченного керамического материала С, ружейное сверло, соответствующее настоящему изобретению, может быть таким, что режущая часть режущей головки выполнена из металлокерамического твердого сплава W и, по меньшей мере, часть входящей со скольжением части относительно внутренней окружности высверливаемого отверстия режущей головки, за исключением режущей части, состоит из отличающегося материала, имеющего более высокую твердость, чем соответствующий металлокерамический твердый сплав W. Однако в качестве такого отличающегося материала предпочтительны спеченные корпуса D (см. Фиг.7) из металлокерамики и микрокристаллического алмаза, описанные далее, в дополнение к описанной выше спеченной керамике С. В частности, с металлокерамикой предпочтительные результаты могут быть получены с точки зрения и скорости резания и срока службы режущей части.
Кроме того, входящая в контакт со скольжением часть, выполненная из отличающегося материала, может быть расположена в одной точке или трех или более точках на периферийной поверхности режущей головки. Однако очень желательно, чтобы входящая в контакт со скольжением часть на периферийной части поверхности, которая принимает, по меньшей мере, силу реакции при резании режущей частью 32, то есть под углом в диапазоне от 70° до 100° от положения режущей части 32 назад относительно направления вращения головки, состояла из соответствующего отличающегося материала.
Например, в режущей головке 3В ружейного сверла, соответствующего варианту 2, показанному на Фиг.5, основной корпус 4 головки, выполненный из металлокерамического твердого сплава W, снабжен углубленной частью 41, для которой в качестве центра определено положение, формирующее угол 85° от положения режущей части 32 назад относительно направления вращения головки, и направляющая накладка 5С, выполненная из спеченного керамического материала С, имеющего твердость, которая выше твердости металлокерамического твердого сплава W, приклеена и прикреплена в углубленной части 41 посредством процесса металлизации. Однако входящая в скользящий контакт часть 42, представленная выступающей частью соответствующего основного корпуса 4 головки, выполнена на противоположной стороне в диаметральном направлении режущей части 32. Кроме того, направляющая накладка 5С может быть выполнена из металлокерамического материала.
Кроме того, хотя необходимо выполнить режущую часть 32 режущей головки из металлокерамического твердого сплава W для придания ей прочности режущей кромки, части, состоящие из отличающегося материала, имеющего более высокую твердость, чем твердость металлокерамического твердого сплава W, могут составлять не только входящую в скользящий контакт часть, такую как направляющие накладки 5А-5С режущих головок 3А и 3В, как в Вариантах 1 и 2, но также часть или основные части основного корпуса головки, включающего входящую в скользящий контакт часть. Например, в режущей головке 3С ружейного сверла, соответствующей Варианту 3, показанному на Фиг.6, основной корпус 6 головки, включающий входящие в скользящий контакт части 6а и 6b, состоит из спеченного керамического материала С и элемент 7 режущей кромки, сечение которого имеет клиновидную форму, выполненный из металлокерамического твердого сплава W и включающий режущую часть 32, приклеен и прикреплен к основному корпусу 6 головки посредством процесса металлизации.
Кроме того, в ружейном сверле, соответствующем настоящему изобретению, по меньшей мере, часть части режущей головки, входящей в скользящий контакт с внутренней периферией высверливаемого отверстия, за исключением режущей части, может состоять из микрокристаллического алмазного спеченного тела. То есть поскольку такое микрокристаллическое алмазное спеченное тело имеет более высокую твердость, чем твердость металлокерамического твердого сплава W и имеет меньшую прочность, жесткая входящая в скользящий контакт часть устойчиво принимает силу реакции, генерируемую при резании, как с ружейным сверлом с использованием спеченного керамического материала С и металлокерамического материала входящей в скользящий контакт части, как в описанных выше Вариантах 1-3, когда состояние резания устанавливается для достижения дополнительного повышения эффективности резания, скорость резания может быть значительно повышена, может быть достигнута высокая эффективность механической обработки, и срок службы режущей части может быть увеличен в значительной степени.
Такое микрокристаллическое алмазное спеченное тело обычно получают в виде слоя мультикристаллического искусственного алмаза, в котором микрокристаллический алмаз плотно спечен на поверхности матрицы из металлокерамического твердого сплава при помощи технологии сверхвысокого давления и высокой температуры. Таким образом, например, в случае с направляющими накладками 5А-5С режущих головок 3А-3В ружейного сверла, соответствующего Вариантам 1 и 2, описанным выше, как показано на Фиг.7, будет использоваться элемент 8 в форме утолщенной пластины, в котором спеченный слой 81 из микрокристаллического алмазного спеченного тела D прикреплен на поверхности матрицы 80, выполненной из металлокерамического твердого сплава W.
Примеры
Использовались ружейные сверла G1-G3, соответствующие части которых имеют указанные ниже размеры и состоят из указанных ниже материалов, в вариантах, показанных на Фиг.1-4, ружейное сверло G4, в котором направляющие накладки 5А и 5В представлены утолщенным элементом 8 в форме пластины, имеющим поверхность, показанную на Фиг.7, выполненную из микрокристаллического алмазного спеченного тела, и ружейное сверло G0 такого же состава, за исключением того, что вся режущая головка состоит из металлокерамического твердого сплава. В соответствующих случаях нерастворимую в воде смазочно-охлаждающую жидкость подавали в качестве хладагента под давлением на уровне 50 кг/см2 с расходом 35 литров в минуту и осуществляли глубокое сверление калибра 10 мм в заготовке из стали S50C (холоднотянутой стали НВ200-300), при этом сравнивались возможные скорости резания и исследовались сроки службы в соответствующих случаях на основе суммарной глубины высверленных отверстий до достижения режущей частью степени износа, при которой будет требоваться ее повторная шлифовка. Были получены результаты, показанные в Таблице 1, приведенной ниже.
Ружейное сверло G1
Приводная часть 1: выполнена из стали, имеет длину 55 мм, наружный диаметр 25 мм, канал подачи хладагента диаметром 8 мм.
Полая хвостовая часть 2: выполнена из стали, имеет полную длину 935 мм, длину части, выступающей из приводной части 1, составляющую 905 мм, наружный диаметр 17,4 мм и внутренний диаметр 13,4 мм.
Основной корпус 4 режущей головки: выполнен из металлокерамического твердого сплава (производимого Tungaloy Corporation), имеет длину 40 мм, наружный диаметр 18,0 мм и площадь выпускного отверстия для хладагента 18,7 мм2.
Направляющие накладки 5А, 5В: выполнены из спеченного нитрида кремния, имеют длину 30 мм, ширину 5 мм и толщину центральной части 2 мм.
Ружейное сверло G2
Такое же, как ружейное сверло G1, за исключением того, что направляющие накладки 5А и 5В выполнены из спеченного тела из кубически-кристаллического нитрида бора [состав: 90% объема, связующий слой: состав AI, твердость (Нс) 3900-4100 и прочность на разрушение при изгибе (ГПа) 1,80-1,90].
Ружейное сверло G3
Такое же, как ружейное сверло G1, за исключением того, что направляющие накладки 5А и 5В выполнены из непокрытого металлокерамического материала (выпускаемого Tungaloy Corporation).
Как видно из приведенной выше таблицы, согласно данным для ружейных сверл G1-G3 понятно, что скорость резания заметно увеличена и срок службы режущей кромки значительно продлен по сравнению с ружейным сверлом G0 известной конструкции.
Описание ссылочных позиций
1 - Полая хвостовая часть
1b - Дальний конец
11 - Канавка для отвода стружки
12 - Канал для подачи хладагента
3А-3С - Режущие головки
3а - Дальняя концевая поверхность
30 - Выпускное отверстие для хладагента
32 - Режущая часть
4 - Основной корпус головки
5А-5С - Направляющие накладки
6а, 6b - Входящие в скользящий контакт части
С - Спеченный керамический материал
D - Микрокристаллическое алмазное спеченное тело
W - Металлокерамический твердый сплав
| название | год | авторы | номер документа |
|---|---|---|---|
| СВЕРЛО ОДНОСТОРОННЕГО РЕЗАНИЯ С ТВЕРДОСПЛАВНЫМ СТЕБЛЕМ | 2014 |
|
RU2581541C2 |
| МАШИННАЯ РАЗВЕРТКА | 2006 |
|
RU2401724C2 |
| СВЕРЛО С ИНДЕКСИРУЕМЫМИ РЕЖУЩИМИ ПЛАСТИНАМИ И КОРПУС СВЕРЛА | 2010 |
|
RU2488464C1 |
| КЕРАМИЧЕСКОЕ СВЕРЛО ДЛЯ ВЫСОКОСКОРОСТНОГО СВЕРЛЕНИЯ | 2004 |
|
RU2350436C2 |
| Твердый сплав с уменьшенным содержанием карбида вольфрама для изготовления режущего инструмента и способ его получения | 2023 |
|
RU2802601C1 |
| КОМПОЗИЦИОННЫЕ ИЗДЕЛИЯ | 2008 |
|
RU2467085C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ГЛУБОКИХ ОТВЕРСТИЙ РЕЗАНИЕМ | 2008 |
|
RU2413597C2 |
| ТВЕРДОСПЛАВНЫЙ НАКОНЕЧНИК И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2006 |
|
RU2424875C2 |
| КОМПОЗИЦИЯ, УЛУЧШАЮЩАЯ ОБРАБАТЫВАЕМОСТЬ РЕЗАНИЕМ | 2009 |
|
RU2529128C2 |
| ГОЛОВКА СВЕРЛА ДЛЯ ОБРАБОТКИ ГЛУБОКИХ ОТВЕРСТИЙ | 2006 |
|
RU2403129C2 |
Ружейное сверло содержит режущую головку, имеющую выпускное отверстие для хладагента, сообщенное с каналом для подачи хладагента на дальней концевой поверхности на дальнем конце полой хвостовой части, имеющей канавку для отвода стружки, сечение которой в продольном направлении имеет V-образную форму на наружной поверхности и имеет внутреннее пространство, выполненное в виде канала для подачи хладагента, при этом режущая часть режущей головки выполнена из металлокерамического твердого сплава. Для повышения эффективности обработки за счет повышения скорости резания, по меньшей мере, часть части режущей головки, входящей в скользящий контакт с внутренней периферией, за исключением ее режущей части, состоит из отличающегося материала, имеющего твердость, которая выше твердости металлокерамического твердого сплава. 4 з.п. ф-лы, 7 ил., 1 табл.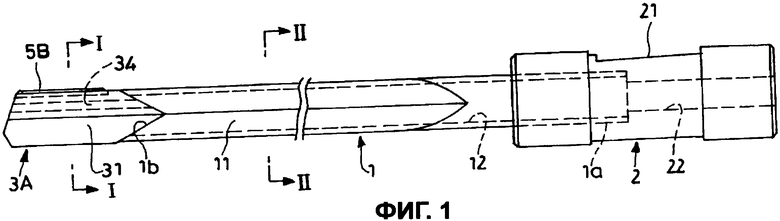
1. Ружейное сверло, содержащее режущую головку, имеющую выпускное отверстие для хладагента, сообщенное с каналом для подачи хладагента на дальней концевой поверхности на дальнем конце полой хвостовой части, имеющей канавку для отвода стружки, сечение которой в продольном направлении имеет V-образную форму на наружной поверхности и имеет внутреннее пространство, выполненное в виде канала для подачи хладагента, при этом режущая часть режущей головки выполнена из металлокерамического твердого сплава, причем, по меньшей мере, часть части режущей головки, входящей в скользящий контакт с внутренней периферией, за исключением ее режущей части, состоит из отличающегося материала, имеющего твердость, которая выше твердости металлокерамического твердого сплава.
2. Ружейное сверло по п.1, в котором упомянутый отличающийся материал составляет направляющую накладку, приклеенную и прикрепленную к внешней периферийной части режущей головки.
3. Ружейное сверло по п.1 или 2, в котором упомянутый отличающийся материал состоит из спеченного керамического материала или металлокерамического материала.
4. Ружейное сверло по п.3, в котором спеченный керамический материал представляет собой спеченное тело, в основном состоящее из нитрида кремния или кубического кристаллического нитрида бора.
5. Ружейное сверло по п.4, в котором спеченный керамический материал приклеен и прикреплен к матрице режущей головки способом металлизации.
| Коридорная многокамерная вагонеточная углевыжигательная печь | 1921 |
|
SU36A1 |
| Сверло для глубокого сверления | 1977 |
|
SU664761A1 |
| SU 1119480 А, 23.12.1985 | |||
| СВЕРЛО ОДНОСТОРОННЕГО РЕЗАНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2068321C1 |
| СВЕРЛО ОДНОСТОРОННЕГО РЕЗАНИЯ И СПОСОБЫ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 1996 |
|
RU2101141C1 |

