ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001]
Настоящее изобретение относится к горячекатаному стальному листу для прокатанной заготовки переменной толщины (также называемой катаной специализированной размерной заготовкой - англ. Tailored Rolled Blank - TRB), к такой прокатанной заготовке, а также к способам для ее производства.
УРОВЕНЬ ТЕХНИКИ
[0002]
В последние годы, масса различных компонентов автомобилей уменьшается с целью снижения расхода топлива автомобилями. Способы сокращения массы различаются в зависимости от эксплуатационных требований для соответствующих компонентов. Например, для компонентов каркаса несущего кузова утончение стенок выполняется за счет повышения прочности стального листа. Для панельных компонентов предпринимаются такие меры, как замена стального листа листом легкого металла, такого как алюминиевый сплав.
[0003]
Однако лист из легкого металла, такого как алюминиевый сплав, является дорогим по сравнению со стальным листом. Следовательно, использование листов из легкого металла ограничивается главным образом дорогими автомобилями. Потребность в автомобилях смещается из развитых стран в развивающиеся страны, и ожидается, что это приведет к потребности в одновременном снижении массы и снижении цен. Соответственно, для каждого компонента, независимо от области, имеется потребность в достижении увеличенной прочности при использовании стального листа и в снижении массы за счет утончения стенок.
[0004]
Когда выполняется исчерпывающее утончение стенок, необходимо очень тщательно устанавливать толщину листа и качество материала составных частей в каждой области. Однако в этом случае увеличивается количество компонентов, и увеличиваются производственные затраты. С точки зрения улучшения точности формы и улучшения производительности и т.п. предпочтительно, чтобы количество компонентов было как можно меньше.
[0005]
Применение заготовок переменной толщины предлагается в качестве способа, который может в максимально возможной степени тщательно устанавливать толщину листа и качество материала каждой области, а также сократить количество компонентов.
[0006]
Термин «заготовка переменной толщины» (от англ. tailored blank) относится к исходному материалу для прессования, в котором множество стальных листов объединяются в соответствии с целью. Использование такой заготовки позволяет частично изменить характеристики единственного исходного материала, а также сократить количество компонентов. Заготовка переменной толщины обычно производится путем сварки вместе множества стальных листов. Примеры способа сварки включают в себя лазерную сварку, роликовую сварку с раздавливанием кромок, плазменную сварку и высокочастотную индукционную сварку.
[0007]
Заготовки переменной толщины, произведенные с помощью сварки таким образом, называются «листовыми сварными заготовками или сварными заготовками переменной толщины». Технология, относящаяся к таким сварным заготовкам, предлагается, например, в опубликованной японской патентной заявке № 7-290182 (Патентный документ 1) и в опубликованной японской патентной заявке № 8-174246 (Патентный документ 2).
[0008]
В соответствии с технологией, раскрытой в Патентных документах 1 и 2, стальные полосы различной толщины складываются в направлении ширины и свариваются лазерной сваркой и т.п. Однако в том случае, когда сварные заготовки переменной толщины производятся путем применения этих технологий, если имеется дефект сварного шва в одной части зоны сварного шва, в некоторых случаях трещины возникают в зоне сварного шва в процессе прессования, который выполняется после процесса сварки. В дополнение к этому, даже когда зона сварного шва не имеет дефектов сварного шва, возникает разница в твердости между зоной сварного шва и частью основного металла, и возникают части подреза основного металла у корня сварного шва. В таком случае в последующем процессе прессования в некоторых случаях напряжение концентрируется в зоне сварного шва во время прессования, и трещины возникают в части зоны сварного шва.
[0009]
Как было описано выше, при сварке вместе стальных листов с различными прочностями, которые имеют различную толщину листа, с использованием сварочного процесса, который практически применяется в настоящее время, такого как лазерная сварка, роликовая сварка с раздавливанием кромок, дуговая сварка или высокочастотная сварка, трудно сделать качество зоны сварного шва однородным, и имеется склонность к образованию дефектов сварного шва.
[0010]
Поэтому прокатанные заготовки переменной толщины были предложены как другая разновидность таких заготовок, которая не использует сварку. Прокатанная заготовка переменной толщины представляет собой стальной лист переменной толщины, на котором частичное утончение стенок выполнено с помощью прокатки. Технология, относящаяся к прокатанным заготовкам переменной толщины, раскрывается в опубликованной японской патентной заявке № 11-192502 (Патентный документ 3), в опубликованной японской патентной заявке № 2006-272440 (Патентный документ 4), в международной патентной заявке WO 2008/068352 (Патентный документ 5) и в международной патентной заявке WO 2008/104610 (Патентный документ 6).
[0011]
В соответствии с технологией, обсуждаемой в Патентном документе 3, стальная полоса прокатывается рабочими валками специальной формы для того, чтобы произвести стальную полосу, в которой толщина листа изменяется в направлении ширины. Однако при использовании этой технологии необходимо подготовить множество уникальных рабочих валков, которые соответствуют форме стальной полосы для заготовки.
[0012]
В соответствии с технологией, обсуждаемой в Патентном документе 4, стальной лист переменной толщины производится без использования рабочих валков специальной формы. В частности, по меньшей мере в одном положении в промежуточной части в продольном направлении толщины листа прокатка выполняется путем изменения настройки положения валков так, чтобы толщина листа изменялась постепенно сокращаясь (коническим образом) внутри предопределенного диапазона длины, чтобы тем самым произвести прокатанную заготовку переменной толщины. Однако в Патентном документе 4 нет никаких упоминаний относительно химического состава, микроструктуры и т.п. стальной полосы, используемой для прокатанной заготовки переменной толщины.
[0013]
В Патентных документах 5 и 6 раскрываются химический состав стального листа для прокатанной заготовки переменной толщины и способ для производства стального листа для прокатанной заготовки переменной толщины. В соответствии с технологией, раскрытой в Патентных документах 5 и 6, используя стальную полосу, имеющую конкретный химический состав, прокатка выполняется при управлении зазором между валками так, чтобы толщина листа изменялась в направлении прокатки. После прокатки выполняется термическая обработка, и предел текучести толстостенной части прокатанной заготовки переменной толщины делается равным или больше, чем предел текучести тонкостенной части.
[0014]
В соответствии с технологией, раскрытой в международной патентной заявке WO 2010/137317 (Патентный документ 7), стальной лист, имеющий конкретный химический состав, подвергается горячей прокатке при особых условиях для того, чтобы произвести горячекатаный стальной лист. Холодная прокатка выполняется с обжатием от 0,1 до 5,0% на горячекатаном стальном листе для того, чтобы произвести холоднокатаный стальной лист. Термическая обработка выполняется при особых условиях на холоднокатаном стальном листе для того, чтобы произвести высокопрочный стальной лист, который обладает превосходными свойствами удлинения.
СПИСОК ЦИТИРОВАННОЙ ЛИТЕРАТУРЫ
ПАТЕНТНАЯ ЛИТЕРАТУРА
[0015]
Патентный документ 1: Японская опубликованная заявка № 7-290182
Патентный документ 2: Японская опубликованная заявка № 8-174246
Патентный документ 3: Японская опубликованная заявка № 11-192502
Патентный документ 4: Японская опубликованная заявка № 2006-272440
Патентный документ 5: Международная заявка № WO 2008/068352
Патентный документ 6: Международная заявка № WO 2008/104610
Патентный документ 7: Международная заявка № WO 2010/137317
Патентный документ 8: Японская опубликованная заявка № 2004-317203
НЕПАТЕНТНАЯ ЛИТЕРАТУРА
[0016]
Непатентный документ 1: G. K. Williams and W. H. Hall: Act. Metall., 1 (1953), 22
Непатентный документ 2: G. K. Williams and R. E. Smallman: Philos. Mag., 8 (1956), 34
Непатентный документ 3: T. Tsuchiyama: Heat Treatment 42 (2002), 163
[0017]
Однако в соответствии с технологией, раскрытой в Патентных документах 5 и 6, если прочность стальной полосы является высокой, сила реакции прокатки во время холодной прокатки увеличивается. В таком случае требуются чрезмерная нагрузка на оборудование и увеличение количества операций прокатки и т.п. для того, чтобы сформировать тонкостенную часть путем прокатки. Следовательно, производительность при этом уменьшается. Точность толщины и точность формы листа при этом также уменьшаются. В дополнение к этому, когда предел текучести толстостенной части равен или больше, чем предел текучести тонкостенной части, хотя с точки зрения удобства и простоты использования после прессования это считается предпочтительным, если разность между пределом текучести толстостенной части и пределом текучести тонкостенной части будет слишком большой, то деформация будет концентрироваться в тонкостенной части во время холодного формования (холодного прессования и т.п.), что создаст возможность разрушения. Кроме того, даже если выполняется холодная прокатка с обжатием приблизительно 5%, как в случае технологии, описанной в Патентном документе 7, разность толщины листа между толстостенной частью и тонкостенной частью, которая требуется для прокатанной заготовки переменной толщины, не может быть получена.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0018]
Задачей настоящего изобретения является предложить горячекатаный стальной лист для прокатанной заготовки переменной толщины, который способен к производству прокатанной заготовки переменной толщины, которая имеет прочность при растяжении 590 МПа или больше и обладает превосходной холодной формуемостью, прокатанную заготовку переменной толщины, произведенную с использованием этого горячекатаного стального листа, а также способы их производства.
[0019]
Горячекатаный стальной лист для прокатанной заготовки переменной толщины в соответствии с настоящим вариантом осуществления имеет следующий химический состав в массовых процентах: С: от 0,03 мас.% до 0,1 мас.%, Si: 1,5 мас.% или меньше, Mn: от 1,0 мас.% до 2,5 мас.%; P: 0,1 мас.% или меньше, S: 0,02 мас.% или меньше, Al: от 0,01 мас.% до 1,2 мас.%, N: 0,01 мас.% или меньше, Ti: от 0,015 мас.% до 0,15 мас.%, Nb: от 0 мас.% до 0,1 мас.%, Cu: от 0 мас.% до 1 мас.%, Ni: от 0 мас.% до 1,0 мас.%, Mo: от 0 мас.% до 0,2 мас.%, V: от 0 мас.% до 0,2 мас.%, Cr: от 0 мас.% до 1 мас.%, W: от 0 мас.% до 0,5 мас.%, Mg: от 0 мас.% до 0,005 мас.%, Ca: от 0 мас.% до 0,005 мас.%, редкоземельный металл: от 0 мас.% до 0,1 мас.%, B: от 0 мас.% до 0,005 мас.%, а также один или более типов элементов, выбираемых из группы, состоящей из Zr, Sn, Co и Zn в общем количестве от 0 мас.% до 0,05 мас.%, с остатком из Fe и примесей, удовлетворяет выражению (1) и имеет микроструктуру, содержащую, в единицах доли площади, 20% или больше бейнита, причем 50% или больше остатка в единицах доли площади составляет феррит. В положении глубины, которое эквивалентно половине толщины листа от поверхности горячекатаного стального листа, среднее значение полюсной плотности ориентационной группы {100}<011> - {223}<110>, состоящей из кристаллических ориентаций {100}<011>, {116}<110>, {114}<110>, {113}<110>, {112}<110>, {335}<110> и {223}<110>, составляет 4 или меньше, а полюсная плотность кристаллографической ориентации {332}<113> составляет 4,8 или меньше. В положении глубины, которое эквивалентно одной восьмой толщины листа от поверхности горячекатаного стального листа полюсная плотность кристаллографической ориентации {110}<001> составляет 2,5 или больше. В дополнение к этому, численная плотность мелких карбонитридов титана, имеющих диаметр частиц 10 нм или меньше в горячекатаном стальном листе, составляет 1,0×1017 на см3, а величина термического упрочнения (ВН-эффект) составляет 15 МПа или больше.
[Ti]-48/14×[N]-48/32×[S] ≥0 (1)
где каждый символ элемента в выражении (1) соответствует содержанию (в массовых процентах) соответствующего элемента.
[0020]
В прокатанной заготовке в соответствии с настоящим вариантом осуществления толщина листа изменяется постепенно сокращаясь в направлении прокатки. Прокатанная заготовка переменной толщины включает в себя толстостенную часть и тонкостенную часть, которая является более тонкой, чем толстостенная часть. В прокатанной заготовке отношение средней твердости Htmax самой толстостенной части, в которой толщина листа является самой высокой, к средней твердости Htmin самой тонкостенной части, в которой толщина листа является самой низкой, находится в диапазоне от больше чем 1,0 до 1,5. В дополнение к этому, средняя плотность дислокаций самой тонкостенной части составляет 1×1014м-2 или меньше, а численная плотность мелких карбонитридов титана, имеющих диаметр частиц 10 нм или меньше, составляет больше чем 2×1017 на см3.
[0021]
Способ для производства горячекатаного стального листа для прокатанной заготовки переменной толщины в соответствии с настоящим вариантом осуществления включает в себя: стадию нагревания при температуре не менее чем температура SRTmin, определяемая выражением (2), сляба, содержащего, в массовых процентах, C: от 0,03 мас.% до 0,1 мас.%, Si: 1,5 мас.% или меньше, Mn: от 1,0 мас.% до 2,5 мас.%; P: 0,1 мас.% или меньше, S: 0,02 мас.% или меньше, Al: от 0,01 мас.% до 1,2 мас.%, N: 0,01 мас.% или меньше, Ti: от 0,015 мас.% до 0,15 мас.%, Nb: от 0 мас.% до 0,1 мас.%, Cu: от 0 мас.% до 1 мас.%, Ni: от 0 мас.% до 1,0 мас.%, Mo: от 0 мас.% до 0,2 мас.%, V: от 0 мас.% до 0,2 мас.%, Cr: от 0 мас.% до 1 мас.%, W: от 0 мас.% до 0,5 мас.%, Mg: от 0 мас.% до 0,005 мас.%, Ca: от 0 мас.% до 0,005 мас.%, редкоземельный металл: от 0 мас.% до 0,1 мас.%, B: от 0 мас.% до 0,005 мас.%, и один или более типов элементов, выбираемых из группы, состоящей из Zr, Sn, Co и Zn, в общем количестве от 0 мас.% до 0,05 мас.%, с остатком из Fe и примесей, и удовлетворяющего выражению (1); стадию производства чернового листа путем выполнения черновой прокатки с общим обжатием от 60 до 90% относительно нагретого сляба, и выполнение во время черновой прокатки одного прохода прокатки или больше с обжатием 20% или больше, когда температура сляба составляет от 1050°C до 1150°C; стадию производства стального листа путем начала чистовой прокатки чернового листа в течение 150 секунд после завершения черновой прокатки и выполнения чистовой прокатки, при которой температура чернового листа при начале чистовой прокатки находится в диапазоне от 1000°C до менее чем 1080°C, общее обжатие устанавливается в диапазоне от 75 до 95%, полное обжатие в последних двух проходах устанавливается равным 30% или больше, температура окончания чистовой прокатки устанавливается в диапазоне от температуры фазового превращения Ar3 до 1000°C, и коэффициент формы SR, которое определяется выражением (3), устанавливается равным 3,5 или больше; стадию начала охлаждения стального листа в течение трех секунд после завершения чистовой прокатки, задание температуры прекращения охлаждения равной 600°C или меньше, и задание средней скорости охлаждения до температуры прекращения охлаждения равной 15°C в секунду или больше, чтобы тем самым охладить стальной лист, и создание полной суммарной диффузионной длины Ltotal, которая определяется выражением (4), в интервале времени до начала смотки после того, как температура стального листа пройдет температуру фазового превращения Ar3, равной 0,15 мкм или меньше; а также стадию смотки стального листа после охлаждения при температуре сматывания полосы в рулон, равной 600°C или меньше.
[Ti]-48/14×[N]-48/32× [S] ≥0% (1)
SRTmin=10780/{5,13-log([Ti]×[C])}-273 (2)
SR=ld/hm (3)
Ltotal=Σ√(D(T)ΔtL) (4)
где каждый символ элемента в выражении (1) и выражении (2) соответствует содержанию (в массовых процентах) соответствующего элемента. В выражении (3) «ld» представляет собой длину дуги контакта между валком, который выполняет окончательное обжатие чистовой прокатки, и стальным листом, и определяется следующей выражением.
ld=√(L×(hin-hout)/2)
где L (мм) представляет собой диаметр валка, hin представляет собой толщину (мм) стального листа на входной стороне валка, и hout представляет собой толщину (мм) стального листа на выходной стороне валка, и где hm определяется следующей выражением.
hm=(hin+hout)/2
В выражении (4) ΔtL представляет собой интервал времени до тех пор, пока не начнется смотка после того, как температура стального листа пройдет температуру фазового превращения Ar3, и является очень малым интервалом времени порядка 0,2 с. D(T) представляет собой коэффициент объемной диффузии титана при температуре T°C, и определяется следующей выражением, когда коэффициент диффузии титана равен D0, энергия активации равна Q, а газовая постоянная равна R.
D(T)=D0×Exp{-Q/R(T+273)}
[0022]
Способ для производства прокатанной заготовки переменной толщины в соответствии с настоящим вариантом осуществления использует вышеупомянутый горячекатаный стальной лист. Данный способ для производства прокатанной заготовки переменной толщины включает в себя стадию производства листа холоднокатаной стали путем выполнения холодной прокатки горячекатаного стального листа при изменении обжатия внутри диапазона от более 5% до 50% так, чтобы толщина листа изменялась постепенно сокращаясь в продольном направлении горячекатаного стального листа, а также стадию выполнения термической обработки для дисперсионного твердения листа холоднокатаной стали. При термической обработке для дисперсионного твердения самая высокая температура нагрева Tmax составляет от 600°C до 750°C, время выдержки tK (с) при температуре 600°C или больше удовлетворяет выражению (5) относительно самой высокой температуры нагрева Tmax, а индекс термической обработки IN, определяемый выражением (6), составляет от 16500 до 19500.
530-0,7×Tmax≤tK≤3600-3,9×Tmax (5)
IN=(Tn+273)(log(tn/3600)+20) (6)
где tn (с) в выражении (6) определяется выражением (7):
tn/3600=10X+ΔtIN/3600 (7)
где X=((Tn-1+273)/(Tn+273))(log(tn-1/3600)+20)-20. Кроме того, t1=ΔtIN, и ΔtIN равно одной секунде.
Tn(°C) в выражении (6) определяется выражением (8).
Tn=Tn-1+αΔtIN (8)
где α представляет собой скорость увеличения температуры или скорость охлаждения (°C/с) при температуре Tn-1.
[0023]
Путем использования горячекатаного стального листа для прокатанной заготовки переменной толщины в соответствии с настоящим вариантом осуществления может быть произведена прокатанная заготовка переменной толщины, имеющая высокую прочность и обладающая превосходной холодной формуемостью.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0024]
[Фиг. 1A] Фиг. 1A представляет собой схематическую диаграмму эйлерова пространства, которое использует угловые переменные ϕ1, ϕ2 и Φ в качестве прямоугольных координат в функции распределения осей ориентации (ODF).
[Фиг. 1B] Фиг. 1B представляет собой вид, иллюстрирующий положения главных кристаллических ориентаций на сечении ϕ2=45° в эйлеровом пространстве, показанном на Фиг. 1A.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0025]
Авторы настоящего изобретения изучали соотношение между холодной формуемостью и качеством материала в самой толстостенной части и в самой тонкостенной части для различных специализированных прокатанных заготовок, удовлетворяющих следующим условиям (a) - (e). В результате были сделаны наблюдения, описанные ниже.
(a) эффективность термической обработки после холодной прокатки;
(b) формирование толстостенной части и тонкостенной части холодной прокаткой, обжатие при которой составляет более чем 5%;
(c) пространство (расстояние) между толстостенной частью и смежной с ней тонкостенной частью составляет несколько метров или меньше;
(d) имеется одна или множество толстостенных частей и тонкостенных частей; и
(e) толщина листа изменяется постепенно сокращаясь в направлении прокатки.
[0026]
Термическая обработка, которая выполняется после холодной прокатки и которая описана в вышеупомянутом пункте (a), улучшает пластичность за счет тонкодисперсного выделения упрочняющих в стали для того, чтобы вызвать дисперсионное твердение, а также уменьшает плотность дислокаций в стали. Эта термическая обработка упоминается как «термическая обработка для дисперсионного твердения».
[0027]
Авторы настоящего изобретения сначала провели изучение холодной формуемости прокатанных заготовок переменной толщины. В частности, авторы настоящего изобретения подготовили заготовки переменной толщины, в которых толщина листа менялась в направлении прокатки (образец 1), а также заготовки переменной толщины, в которых предел текучести менялся в направлении прокатки (образец 2). Для каждого образца были выполнены тестовые формования при сферическом растяжении и тестовые вытяжки посредством прямоугольного цилиндра.
[0028]
Результаты этих тестов показали, что в каждом испытании, использующем образец 1, заготовка разрушалась в тонкостенной части. В дополнение к этому глубина формования была меньше, чем у стального листа, имеющего толщину листа, идентичную толщине тонкостенной части образца 1, в которой толщина листа является постоянной. В каждом тесте, использующем образец 2, разрушалась часть, имеющая низкую прочность. В дополнение к этому, глубина формования была меньше, чем у стального листа, имеющего предел текучести, идентичный пределу текучести высокопрочной части образца 2, в которой предел текучести является однородным.
[0029]
Основываясь на вышеописанных результатах тестов, можно считать, что при выполнении процесса холодного формования заготовки, включающей части, которые имеют различные сопротивления деформации, деформация концентрируется в той части, в которой кажущееся сопротивление деформации является низким, и заготовка склонна к разрушению до того, как она будет адекватно сформована. Следовательно, необходимо увеличивать прочность тонкостенной части, которая имеет низкое сопротивление деформации.
[0030]
Затем авторы настоящего изобретения выполнили более подробный тест со стальным листом изменяющейся толщины, в котором отношение (THmin/THmax) толщины тонкостенной части листа THmin к толщине толстостенной части листа THmax составляло 0,6 или меньше. В результате были получены следующие наблюдения. Если отношение (Htmax/Htmin) средней твердости Htmax самой толстостенной части к средней твердости Htmin самой тонкостенной части находится в диапазоне от больше чем 1,0 до 1,5, концентрация деформации с трудом образуется во время процесса формования. Следовательно, превосходная холодная формуемость достигается как в тесте формования при сферическом растяжении, так и в тесте вытяжки с использованием прямоугольного цилиндра. Более конкретно, если значение Htmax/Htmin находится в диапазоне от больше чем 1,0 до 1,5, глубина формования стального листа, который имеет толщину листа, равную толщине самой тонкостенной части, и у которого толщина листа является однородной, и который также имеет среднюю твердость, равную средней твердости Htmin самой тонкостенной части, сохраняется равной приблизительно 80%.
[0031]
В дополнение к этому, в том случае, когда средняя плотность дислокаций самой тонкостенной части прокатанной заготовки переменной толщины составляет более чем 1×1014м-2, достаточная холодная формуемость не может быть получена. Причина этого заключается в том, что невозможно снять напряжение, введенное в прокатанную заготовку переменной толщины холодной прокаткой, путем последующего выполнения термической обработки для дисперсионного твердения. Соответственно, средняя плотность дислокаций в самой тонкостенной части прокатанной заготовки переменной толщины устанавливается равной 1×1014м-2 или меньше.
[0032]
Кроме того, в прокатанной заготовке переменной толщины в том случае, когда численная плотность n1 мелких карбонитридов титана (Ti (C, N)), имеющих диаметр частиц 10 нм или меньше, составляет 2×1017 на см3 или меньше, дисперсионное твердение является недостаточным, и целевая прочность не достигается. Соответственно, численная плотность n1 мелких карбонитридов титана составляет больше чем 2×1017 на см3.
[0033]
Для того, чтобы получить прокатанную заготовку переменной толщины, которая удовлетворяет вышеописанным условиям, авторы настоящего изобретения изучили условия, требуемые для горячекатаного стального листа, который служит исходным материалом для прокатанной заготовки переменной толщины.
[0034]
В частности, был подготовлен сляб, имеющий химический состав 0,06 мас.% C, 0,15 мас.% Si, 1,9 мас.% Mn, 0,01 мас.% P, 0,002 мас.% S, 0,035 мас.% Al, 0,09 мас.% Ti, 0,035 мас.% Nb и 0,004 мас.% N. Используя этот сляб, с использованием различных производственных условий было произведено множество горячекатаных стальных листов для прокатанной заготовки переменной толщины, в которых отличались микроструктура, численная плотность карбонитридов титана, структура агрегатов и толщина листа. После этого, используя произведенные горячекатаные стальные листы, основываясь на предположении об использовании для прокатанных заготовок переменной толщины, была выполнена холодная прокатка, и были произведены листы холоднокатаной стали. Степень обжатия при холодной прокатке находилась в диапазоне от больше чем 5 до 50%. Термическая обработка для дисперсионного твердения была выполнена при различных производственных условиях на произведенных листах холоднокатаной стали, чтобы тем самым произвести прокатанные заготовки переменной толщины. Из вышеописанных горячекатаных стальных листов, листов холоднокатаной стали и прокатанных заготовок переменной толщины были извлечены образцы, и были исследованы их микроструктура, состояния выделения включений и структура агрегатов. В результате были получены наблюдения, описанные ниже.
[0035]
[Микроструктура горячекатаного стального листа]
Что касается микроструктуры горячекатаного стального листа для прокатанной заготовки переменной толщины, то в том случае, когда доля площади бейнита составляет менее 20%, остаток представляет собой главным образом феррит. Однако когда горячекатаный стальной лист, имеющий такую микроструктуру, производится с помощью нормального способа для производства горячекатаного стального листа, превращение в феррит из аустенита прогрессирует во время охлаждения после чистовой прокатки. В этом случае, используя разность в растворимости Ti, C и N между аустенитом и ферритом в качестве движущей силы, карбонитриды титана осаждаются, феррит подвергается дисперсионному твердению, и прочность горячекатаного стального листа становится слишком высокой. Если прочность горячекатаного стального листа является слишком высокой, возрастает сила реакции при холодной прокатке. Следовательно, размерная точность (точность толщины листа и точность ширины листа) прокатанной заготовки переменной толщины уменьшается, и холодная формуемость уменьшается. С другой стороны, если предположить случай, в котором эффект дисперсионного твердения за счет карбонитрида Ti находится в перестаренном состоянии, и прочность горячекатаного стального листа является низкой, то карбонитриды титана не будут вызывать дисперсионное твердение при последующей термической обработке для дисперсионного твердения. Если микроструктура горячекатаного стального листа содержит 20% или более бейнита, чрезмерное увеличение прочности горячекатаного стального листа может быть подавлено, и холодная формуемость горячекатаного стального листа улучшается.
[0036]
[Осадок/Выделения (карбонитрида титана) в горячекатаном стальном листе]
Кроме того, предпочтительным является более малое количество карбонитридов титана в горячекатаном стальном листе. Если большое количество карбонитридов титана выделяется в горячекатаном стальном листе, как описано выше, прочность горячекатаного стального листа будет слишком высокой благодаря дисперсионному твердению. В таком случае холодная формуемость будет уменьшаться. Когда количество карбонитридов титана в горячекатаном стальном листе является малым, Ti, C и N находятся в состоянии твердого раствора, или карбонитриды титана находятся в форме кластера. В этом случае дисперсионное твердение в горячекатаном стальном листе не происходит, и относительное удлинение при разрыве увеличивается. В результате сила реакции во время холодной прокатки уменьшается, и холодная формуемость увеличивается. В частности, превосходная холодная формуемость получается, когда численная плотность тонких карбонитридов титана, имеющих диаметр частиц 10 нм или меньше, составляет 1,0×1017 на см3, и величина термического упрочнения (упоминаемая ниже как «величина BH») составляет 15 МПа или больше.
[0037]
Термин «карбонитриды титана в форме кластера» относится к карбонитридам титана неопределенной формы, в которых кристаллическая структура не является структурой NaCl, а форма не является плоской формой. Карбонитриды титана в форме кластера являются агрегатом, в котором количество атомов титана составляет от 100 до 200. Карбонитриды титана в форме кластера трудно наблюдать с помощью просвечивающего электронного микроскопа, потому что чистая структура NaCl не формируется, и карбонитриды титана могут быть определены как кластер, если агрегат титана из вышеописанного количества атомов и C, N распознается с использованием 3D-AP. Тонкопленочные тестовые образцы для просвечивающего электронного микроскопа и тестовые образцы для 3D-AP извлекаются из одного и того же образца, и каждое множество образцов наблюдается с увеличением x5 или больше. При этом, если четкий осадок не распознается с использованием просвечивающего электронного микроскопа в большинстве образцов, наблюдаемых с увеличением x5, и количество атомов титана составляет от 100 до 200, и атомы титана и атомы C наблюдаются в тех же координатах при использовании 3D-AP, можно считать, что карбонитриды титана представляют собой карбонитриды титана в форме кластера.
[0038]
[Структура агрегатов горячекатаного стального листа]
Холодная формуемость может быть увеличена путем удовлетворения следующих условий относительно структуры агрегатов в горячекатаном стальном листе.
[0039]
В диапазоне глубин от пяти восьмых до трех восьмых толщины листа от поверхности горячекатаного стального листа (в дальнейшем этот диапазон упоминается как «внутренний») среднее значение полюсной плотности D1 ориентационной группы {100}<011> - {223}<110> состоящей из соответствующих кристаллических ориентаций {100}<011>, {116}<110>, {114}<110>, {113}<110>, {112}<110>, {335}<110> и {223}<110> становится равным 4 или меньше, а полюсная плотность D2 кристаллографической ориентации{332}<113> становится равной 4,8 или меньше.
[0040]
Короче говоря, внутри горячекатаного стального листа кристаллическая ориентация делается настолько случайной, насколько это возможно. В том случае, когда среднее значение полюсной плотности D1 ориентационной группы {100}<011> - {223}<110> составляет 4 или меньше, а полюсная плотность D2 кристаллографической ориентации{332}<113> составляет 4,8 или меньше, плоскостная анизотропия относительного удлинения при разрыве и прочность при растяжении уменьшаются. В частности, значение |Δr|, которое является индексом плоскостной анизотропии прочности при растяжении и относительного удлинения при разрыве, составляет 0,6 или меньше. В частности, в том случае, когда среднее значение прочности при растяжении в направлении прокатки, в направлении ширины листа и в направлении, которое наклонено на 45° относительно направления прокатки, составляет 720 МПа, среднеквадратичное отклонение для этих трех направлений составляет 12 МПа или меньше. Кроме того, в том случае, когда среднее значение относительного удлинения при разрыве в этих трех направлениях составляет 17%, среднеквадратичное отклонение для этих трех направлений составляет 0,8% или меньше. Поскольку плоскостная анизотропия уменьшается, точность толщины листа и точность ширины листа увеличиваются, и холодная формуемость улучшается.
[0041]
С другой стороны, в наружном слое в диапазоне от поверхности горячекатаного стального листа до глубины, эквивалентной трем восьмым толщины листа, полюсная плотность D3 кристаллографической ориентации {110}<001> устанавливается равной 2,5 или больше.
[0042]
Короче говоря, в то время как кристаллическая ориентация внутри листа делается настолько случайной, насколько это возможно, в наружном слое доля, занимаемая кристаллографической ориентацией {110}<001>, которая является специфической кристаллографической ориентацией, увеличивается в максимально возможной степени. В химическом составе настоящего варианта осуществления зерна кристаллографической ориентации {110}<001> не восприимчивы к механическому упрочнению. При производстве прокатанной заготовки переменной толщины степень обжатия частично изменяется во время холодной прокатки для того, чтобы произвести толстостенную часть и тонкостенную часть в стальном листе. Соответственно, степень обжатия во время холодной прокатки различается между толстостенной частью и тонкостенной частью. Если степени обжатия будут различаться, то величины создаваемой деформации также будут различаться. Следовательно, возникает разность в механическом упрочнении между толстостенной частью и тонкостенной частью, и таким образом получается разность в твердости. Разность в твердости склонна возникать, в частности, между частями наружного слоя толстостенной части и тонкостенной части.
[0043]
Как было описано выше, зерна кристаллографической ориентации {110}<001> невосприимчивы к механическому упрочнению. Кроме того, как будет описано позже, в настоящем варианте осуществления коэффициент холодной прокатки находится в диапазоне от больше чем 5% до 50%. В этом случае даже после холодной прокатки кристаллическая ориентация {110}<001> остается в наружном слое. Следовательно, если полюсная плотность D3 кристаллографической ориентации {110}<001> составляет 2,5 или больше, разность твердости между толстостенной частью и тонкостенной частью прокатанной заготовки переменной толщины может быть уменьшена, и вариации в твердости могут быть подавлены. В результате точность толщины листа и точность ширины листа увеличиваются, а холодная формуемость улучшается.
[0044]
Если прокатанная заготовка переменной толщины производится путем подвергания вышеупомянутого горячекатаного стального листа холодной прокатке, при которой степень обжатия находится в диапазоне от больше чем 5% до 50%, и выполнения термической обработки для дисперсионного твердения при условиях, которые будут описаны позже, вышеупомянутое отношение твердости HR (= Htmax/Htmin=от больше чем 1,0 до 1,5) получается в производимой прокатанной заготовке переменной толщины. В дополнение к этому, средняя плотность дислокаций в самой тонкостенной части составляет 1×1014м-2 или меньше, а численная плотность n1 карбонитридов титана, для которых эквивалентный диаметр частиц равен 0,5-10 нм или меньше, составляет больше чем 2×1017 на см3.
[0045]
Горячекатаный стальной лист настоящего варианта осуществления, который был получен на основе вышеописанных находок, является горячекатаным стальным листом, который используется для прокатанной заготовки переменной толщины. Горячекатаный стальной лист имеет следующий химический состав в массовых процентах: С: от 0,03 мас.% до 0,1 мас.%, Si: 1,5 мас.% или меньше, Mn: от 1,0 мас.% до 2,5 мас.%; P: 0,1 мас.% или меньше, S: 0,02 мас.% или меньше, Al: от 0,01 мас.% до 1,2 мас.%, N: 0,01 мас.% или меньше, Ti: от 0,015 мас.% до 0,15 мас.%, Nb: от 0 мас.% до 0,1 мас.%, Cu: от 0 мас.% до 1 мас.%, Ni: от 0 мас.% до 1,0 мас.%, Mo: от 0 мас.% до 0,2 мас.%, V: от 0 мас.% до 0,2 мас.%, Cr: от 0 мас.% до 1 мас.%, W: от 0 мас.% до 0,5 мас.%, Mg: от 0 мас.% до 0,005 мас.%, Ca: от 0 мас.% до 0,005 мас.%, редкоземельный металл: от 0 мас.% до 0,1 мас.%, B: от 0 мас.% до 0,005 мас.%, а также один или более типов элементов, выбираемых из группы, состоящей из Zr, Sn, Co и Zn в общем количестве от 0 мас.% до 0,05 мас.%, с остатком из Fe и примесей, удовлетворяет Выражению (1) и имеет микроструктуру, содержащую, в единицах доли площади, 20% или больше бейнита, причем 50% или больше остатка в единицах доли площади составляет феррит. В положении глубины, которое эквивалентно половине толщины листа от поверхности горячекатаного стального листа, среднее значение полюсных плотностей ориентационной группы {100}<011> - {223}<110>, состоящей из кристаллических ориентаций {100}<011>, {116}<110>, {114}<110>, {113}<110>, {112}<110>, {335}<110> и {223}<110>, составляет 4 или меньше, а полюсная плотность кристаллографической ориентации {332}<113> составляет 4,8 или меньше. В положении глубины, которое эквивалентно одной восьмой толщины листа от поверхности горячекатаного стального листа полюсная плотность кристаллографической ориентации {110}<001> составляет 2,5 или больше. В дополнение к этому, численная плотность мелких карбонитридов титана, имеющих диаметр частиц 10 нм или меньше среди карбонитридов титана в горячекатаном стальном листе, составляет 1,0×1017 на см3, а величина термоупрочнения составляет 15 МПа или больше.
[Ti]-48/14×[N]-48/32×[S] ≥0 (1)
где каждый символ элемента в выражении (1) соответствует содержанию (в массовых процентах) соответствующего элемента.
[0046]
Вышеописанный химический состав горячекатаного стального листа может содержать один или более элементов, выбираемых из группы, состоящей из Nb: от 0,005 мас.% до 0,1 мас.%, Cu: от 0,005 мас.% до 1 мас.%, Ni: от 0,005 мас.% до 1,0 мас.%, Mo: от 0,005 мас.% до 0,2 мас.%, V: от 0,005 мас.% до 0,2 мас.%, Cr: от 0,005 мас.% до 1 мас.%, и W: от 0,01 мас.% до 0,5 мас.% Вышеописанный химический состав может также содержать один или более элементов, выбираемых из группы, состоящей из Mg: от 0,0005 мас.% до 0,005 мас.%, Ca: от 0,0005 мас.% до 0,005 мас.%, и редкоземельный металл: от 0,0005 мас.% до 0,1 мас.%. Вышеописанный химический состав может также содержать B: от 0,0002 мас.% до 0,005 мас.%. Химический состав может содержать один или более элемента, выбираемого из группы, состоящей из Zr, Sn, Co и Zn в общем количестве от 0,005 мас.% до 0,05 мас.%.
[0047]
В прокатанной заготовке в соответствии с настоящим вариантом осуществления толщина листа изменяется постепенно сокращаясь в направлении прокатки. Данная прокатанная заготовка переменной толщины включает в себя толстостенную часть и тонкостенную часть, которая является более тонкой, чем толстостенная часть. В прокатанной заготовке отношение средней твердости Htmax самой толстостенной части, в которой толщина листа является самой высокой, к средней твердости Htmin самой тонкостенной части, в которой толщина листа является самой низкой, находится в диапазоне от больше чем 1,0 до 1,5. Средняя плотность дислокаций самой тонкостенной части составляет 1×1014м-2 или меньше. Численная плотность мелких карбонитридов титана, имеющих диаметр частиц 10 нм или меньше, составляет больше чем 2×1017 на см3.
[0048]
Предпочтительно вышеупомянутая прокатанная заготовка переменной толщины производится с использованием вышеупомянутого горячекатаного стального листа. Вышеупомянутая прокатанная заготовка переменной толщины может включать в себя оцинкованный слой на своей поверхности.
[0049]
Способ для производства горячекатаного стального листа для прокатанной заготовки переменной толщины в соответствии с настоящим вариантом осуществления включает в себя: стадию нагревания сляба, имеющего вышеописанный химический состав и удовлетворяющего выражению (1), при температуре не меньше чем температура SRTmin, определяемая выражением (2); стадию производства чернового листа путем выполнения черновой прокатки с общим обжатием от 60 до 90% относительно нагретого сляба, и выполнение во время черновой прокатки одного или более прохода прокатки с обжатием 20% или больше, когда температура сляба составляет от 1050°C до 1150°C; стадию производства стального листа путем начала чистовой прокатки чернового листа в течение 150 секунд после завершения черновой прокатки и выполнения чистовой прокатки, при которой температура чернового листа при начале чистовой прокатки находится в диапазоне от 1000°C до менее чем 1080°C, общее обжатие устанавливается в диапазоне от 75 до 95%, полное обжатие в последних двух проходах устанавливается равным 30% или больше, температура окончания чистовой прокатки устанавливается в диапазоне от температуры фазового превращения Ar3 до 1000°C, и коэффициент формы SR, который определяется выражением (3), устанавливается равным 3,5 или больше; стадию начала охлаждения стального листа в течение трех секунд после завершения чистовой прокатки, задание температуры прекращения охлаждения равной 600°C или меньше, и задание средней скорости охлаждения до температуры прекращения охлаждения равной 15°C в секунду или больше, чтобы тем самым охладить стальной лист, и создание полной суммарной диффузионной длины Ltotal, которая определяется выражением (4), в интервале времени до начала смотки после того, как температура стального листа пройдет температуру фазового превращения Ar3, равной 0,15 мкм или меньше; а также стадию смотки стального листа после охлаждения при температуре сматывания полосы в рулон, равной 600°C или меньше.
[Ti]-48/14×[N]-48/32×[S] ≥0% (1)
SRTmin=10780/{5,13-log([Ti]×[C])}-273 (2)
SR=ld/hm (3)
Ltotal=Σ√(D(T)ΔtL) (4)
где каждый символ элемента в выражении (1) и выражении (2) соответствует содержанию (в массовых процентах) соответствующего элемента. В выражении (3) «ld» представляет собой длину дуги контакта между валком, который выполняет окончательное обжатие чистовой прокатки, и стальным листом, и определяется следующей выражением.
ld=√(L×(hin-hout)/2)
где L (мм) представляет собой диаметр валка, hin представляет собой толщину (мм) стального листа на входной стороне валка, и hout представляет собой толщину (мм) стального листа на выходной стороне валка, и где hm определяется следующим выражением.
hm=(hin+hout)/2
В выражении (4) ΔtL представляет собой интервал времени до тех пор, пока не начнется смотка после того, как температура стального листа пройдет температуру фазового превращения Ar3, и является очень малым интервалом времени порядка 0,2 с. D(T) представляет собой коэффициент объемной диффузии титана при температуре T°C, и определяется следующим выражением, когда коэффициент диффузии титана равен D0, энергия активации равна Q, а газовая постоянная равна R.
D(T)=D0×Exp{-Q/R(T+273)}
[0050]
Способ для производства прокатанной заготовки переменной толщины в соответствии с настоящим вариантом осуществления использует вышеупомянутый горячекатаный стальной лист. Данный способ для производства прокатанной заготовки переменной толщины включает в себя стадию производства листа холоднокатаной стали путем выполнения холодной прокатки горячекатаного стального листа при изменении обжатия внутри диапазона от более 5% до 50% так, чтобы толщина листа изменялась постепенно сокращаясь в продольном направлении горячекатаного стального листа; а также стадию выполнения термической обработки дисперсионного твердения листа холоднокатаной стали. При термической обработке дисперсионного твердения самая высокая температура нагрева Tmax составляет от 600°C до 750°C, время выдержки tK (с) при температуре 600°C или больше удовлетворяет Выражению (5) относительно самой высокой температуры нагрева Tmax, а индекс термической обработки IN, определяемый выражением (6), составляет от 16500 до 19500.
530-0,7×Tmax≤tK≤3600-3,9×Tmax (5)
IN=(Tn+273)(log(tn/3600)+20) (6)
где tn (с) в выражении (6) определяется выражением (7):
tn/3600=10X+ΔtIN/3600 (7)
где X=((Tn-1+273)/(Tn+273))(log(tn-1/3600)+20)-20. Кроме того, t1=ΔtIN, и ΔtIN равно одной секунде.
Tn(°C) в выражении (6) определяется выражением (8).
Tn=Tn-1+αΔtIN (8)
где α представляет собой скорость увеличения температуры или скорость охлаждения (°C/с) при температуре Tn-1.
[0051]
Вышеописанный способ для производства прокатанной заготовки переменной толщины может дополнительно включать в себя стадию выполнения цинкования перед стадией нагрева листа, перед стадией охлаждения стального листа после чистовой прокатки, перед стадией смотки охлажденного стального листа или после стадии выполнения термической обработки для дисперсионного твердения. Настоящий метод для производства прокатанной заготовки переменной толщины может дополнительно включать в себя стадию выполнения легирующей обработки при температуре от 450°C до 600°C после выполнения цинкования.
[0052]
При использовании горячекатаного стального листа настоящего варианта осуществления может быть получена прокатанная заготовка переменной толщины, имеющая прочность при растяжении 590 МПа или больше, и имеющая превосходную холодную формуемость. прокатанная заготовка переменной толщины может использоваться в таких приложениях, как компоненты каркаса автомобилей, а также внутренние листовые элементы, структурные элементы и элементы нижней части, от которых требуется высокий уровень поглощения энергии удара, жесткости, предела усталости и т.п.
[0053]
Далее подробно описывается горячекатаный стальной лист для прокатанной заготовки переменной толщины, а также прокатанная заготовка переменной толщины, которая производится с использованием этого горячекатаного стального листа.
[0054]
[Горячекатаный стальной лист для прокатанной заготовки переменной толщины]
[Химический состав]
Химический состав горячекатаного стального листа для прокатанной заготовки переменной толщины настоящего варианта осуществления содержит следующие элементы. Далее символ «%» относительно содержания каждого элемента обозначает массовые проценты.
[0055]
C: от 0,03 мас.% до 0,1 мас.%
Углерод (C) увеличивает прочность стали за счет упрочнения структуры. В дополнение к этому, при производстве прокатанной заготовки переменной толщины с использованием данного горячекатаного стального листа C связывается с Ti с образованием карбонитридов титана и увеличивает прочность прокатанной заготовки переменной толщины за счет дисперсионного твердения. Если содержание C является слишком низким, вышеописанные эффекты не получаются, и прочность при растяжении прокатанной заготовки переменной толщины будет меньше чем 590 МПа. С другой стороны, если содержание C является слишком высоким, прочность становится слишком высокой и удлинение горячекатаного стального листа уменьшается. Соответственно, содержание C находится в диапазоне от 0,03 мас.% до 0,1 мас.%. Предпочтительный нижний предел содержания C составляет 0,06 мас.%. Предпочтительный верхний предел содержания C составляет 0,09 мас.%.
[0056]
Si: 1,5 мас.% или меньше
Кремний (Si) является неизбежной примесью. Si растворяется в стали, увеличивая ее прочность. Si также улучшает баланс между прочностью при растяжении и удлинением. Однако если содержание Si является слишком высоким, образуется окалина наподобие тигровых полосок, и поверхностные свойства горячекатаного стального листа ухудшаются. В этом случае производительность травления, которое выполняется с целью удаления окалины, уменьшается. Если поверхностные свойства горячекатаного стального листа ухудшаются, то химическая обрабатываемость также уменьшается, и, следовательно, коррозионная стойкость после покрытия прокатанной заготовки переменной толщины будет уменьшаться. Соответственно, содержание Si составляет 1,5 мас.% или меньше (не включая 0 мас.%). Предпочтительный нижний предел содержания C составляет 0,02 мас.%. В этом случае, так же как и вышеописанные эффекты, могут быть подавлены образование дефектов окалины, классифицируемых как чешуйчатая окалина и веретенообразная окалина. Предпочтительный верхний предел содержания Si составляет 0,07 мас.%. В этом случае может быть дополнительно подавлено образование окалины наподобие тигровых полосок.
[0057]
Mn: от 1,0 мас.% до 2,5 мас.%
Марганец (Mn) способствует упрочнению твердого раствора стали, а также увеличивает прокаливаемость стали. Если содержание Mn является слишком низким, то прочность стали будет слишком низкой, и прочность при растяжении будет меньше чем 590 МПа. С другой стороны, если содержание Mn является слишком высоким, проявляется склонность к сегрегации, и обрабатываемость и прессуемость будут уменьшаться. Соответственно, содержание Mn составляет от 1,0 мас.% до 2,5 мас.%. Подходящий диапазон содержания Mn зависит от прочности при растяжении. Предпочтительное содержание Mn в прокатанной заготовке, имеющей прочность при растяжении от 590 до 700 МПа, составляет от 1,0 мас.% до 1,8 мас.%. Предпочтительное содержание Mn в прокатанной заготовке, имеющей прочность при растяжении от 700 до 900 МПа, составляет от 1,6 мас.% до 2,2 мас.%. Предпочтительное содержание Mn в прокатанной заготовке, имеющей прочность при растяжении 900 МПа или выше, составляет от 2,0 мас.% до 2,5 мас.%.
[0058]
Марганец также подавляет появление горячего растрескивания, вызываемого серой. В том случае, когда содержание элемента, отличающегося от Mn, для подавления появления горячего растрескивания, вызываемого серой, является недостаточным, отношение содержания Mn ([Mn]) относительно содержания серы ([S]) - ([Mn]/[S]) предпочтительно составляет 20 или больше.
[0059]
P: 0,1 мас.% или меньше
Фосфор (P) является неизбежной примесью. Фосфор способствует упрочнению твердого раствора стали. Однако если содержание P является слишком высоким, обрабатываемость и свариваемость стального листа уменьшаются. Соответственно, содержание фосфора составляет 0,1 мас.% или меньше (не включая 0 мас.%). Предпочтительный нижний предел содержания фосфора составляет 0,005 мас.%. Предпочтительный верхний предел содержания фосфора составляет 0,02 мас.%.
[0060]
S: 0,02 мас.% или меньше
Сера (S) является примесью, которая неизбежно содержится. Сера образует включения, такие как MnS, и уменьшает формуемость стали при раздаче отверстий, а также вызывает растрескивание во время горячей прокатки. Соответственно, содержание серы составляет 0,02 мас.% или меньше (не включая 0 мас.%). Предпочтительный верхний предел содержания серы составляет 0,005 мас.%. В этом случае свариваемость и стабильность производства во время литья и во время горячей прокатки увеличиваются. Предпочтительно, чтобы содержание S было настолько низким, насколько это возможно. Однако с учетом производственных затрат нижний предел содержания серы составляет, например, 0,0001 мас.%.
[0061]
Al: от 0,01 мас.% до 1,2 мас.%
Алюминий (Al) раскисляет сталь и снижает содержание кислорода, растворенного в расплавленной стали. Следовательно, Al может подавлять образование оксидов сплава, которые формируются при связывании Ti, Nb, Mo и V с растворенным кислородом. Если содержание Al является слишком низким, этот эффект не может быть достигнут. С другой стороны, если содержание Al является слишком высоким, разливочный стакан промежуточного устройства проявляет склонность к зарастанию во время литья. Кроме того, если содержание Al является слишком высоким, способность к химической обработке и способность к оцинкованию уменьшаются. Кроме того, если содержание Al является слишком высоким, образуется большое количество неметаллических включений, таких как оксид алюминия, и локальная пластичность стали уменьшается. Следовательно, содержание Al находится в диапазоне от 0,01 мас.% до 1,2 мас.%. Предпочтительный нижний предел содержания алюминия составляет 0,02 мас.%. В случае необходимости дополнительного улучшения способности к химической обработке и способности к оцинкованию предпочтительный верхний предел содержания алюминия составляет 0,6 мас.%. В случае необходимости дополнительного подавления образования неметаллических вложений, таких как оксид алюминия, предпочтительный верхний предел содержания алюминия составляет 0,3 мас.%.
[0062]
N: 0,01 мас.% или меньше
Азот (N) является примесью, которая неизбежно содержится. Азот связывается с Ti, Nb и т.п. с образованием нитридов. В этом случае, если образуются нитриды, для Ti и Nb становится затруднительно проявить эффекты, которые описываются позже. В дополнение к этому, эти нитриды выделяются при высокой температуре и имеют тенденцию легко укрупняться, а также имеют тенденцию выступать в качестве исходных точек растрескивания при снятии грата. Следовательно, содержание N составляет 0,01 мас.% или меньше (не включая 0 мас.%).
[0063]
Следует отметить, что при использовании прокатанной заготовки переменной толщины настоящего варианта осуществления для элемента, в котором ухудшение свойств при старении становится проблемой, предпочтительный верхний предел содержания N составляет 0,006 мас.%. Кроме того, при использовании прокатанной заготовки переменной толщины настоящего варианта осуществления для элемента, который предполагается обрабатывать после выдержки при комнатной температуре в течение двух недель или более после производства, предпочтительный верхний предел содержания N составляет 0,005 мас.%. В том случае, когда прокатанная заготовка переменной толщины будет храниться в высокотемпературной окружающей среде летом или будет экспортироваться с использованием морских судов и т.п. для региона, расположенного по другую сторону экватора, предпочтительный верхний предел содержания N составляет менее чем 0,004 мас.%.
[0064]
Ti: от 0,015 мас.% до 0,15 мас.%
Среди различных видов элементов действующих для дисперсионного твердения титан (Ti) является элементом с самой высокой способностью вызывать дисперсионное твердение. Причина этого заключается в том, что Ti является элементом, в котором разность между растворимостью в γ-фазе (в аустените) и в α-фазе (в феррите) является самой большой. В настоящем варианте осуществления выделение карбонитридов титана (Ti(C, N)) в горячекатаном стальном листе подавляется в максимальной степени, и Ti должен присутствовать в растворенном состоянии или в состоянии кластера. Холодная прокатка выполняется на горячекатаном стальном листе для того, чтобы произвести промежуточный продукт с формой прокатанной заготовки переменной толщины. При этом в промежуточный продукт вводится большое количество дислокаций. Промежуточный продукт подвергается термической обработке для дисперсионного твердения для того, чтобы произвести прокатанную заготовку переменной толщины. При этом карбонитриды титана в тонкодисперсном виде осаждаются на дислокациях, и прокатанная заготовка переменной толщины подвергается дисперсионному твердению. Таким образом, прочность и удлинение прокатанной заготовки переменной толщины улучшаются.
[0065]
Когда содержание Ti является слишком низким, численная плотность карбонитридов титана в прокатанной заготовке составляет менее чем 1010 на мм3, и прочность при растяжении прокатанной заготовки переменной толщины после термической обработки для дисперсионного твердения составляет меньше чем 590 МПа. С другой стороны, если содержание Ti является слишком высоким, вышеописанный эффект насыщается, и, кроме того, разливочный стакан промежуточного литейного устройства проявляет склонность к закупориванию. Кроме того, если содержание Ti является слишком высоким, скорость рекристаллизации аустенита во время горячей прокатки становится медленной, и проявляется склонность к развитию структуры агрегатов горячекатаного стального листа. В этом случае плоскостная анизотропия в прокатанной заготовке увеличивается после термической обработки для дисперсионного твердения. В этом случае, поскольку холодная формуемость горячекатаного стального листа уменьшается, точность толщины листа и точность ширины листа прокатанной заготовки переменной толщины становятся более низкими. Соответственно, содержание Ti составляет от 0,015 мас.% до 0,15 мас.%. Предпочтительный верхний предел содержания титана составляет 0,12 мас.%.
[0066]
[Относительно выражения (1)]
Вышеописанный химический состав также удовлетворяет Выражению (1).
[Ti]-48/14×[N]-48/32×[S] ≥0 (1)
где каждый символ элемента в выражении (1) соответствует содержанию (в массовых процентах) соответствующего элемента.
[0067]
Как уже было описано выше, Ti в тонкодисперсном виде осаждается в виде карбонитридов титана (Ti(C, N)), когда прокатанная заготовка переменной толщины подвергается термической обработке для дисперсионного твердения, и таким образом прокатанная заготовка переменной толщины подвергается дисперсионному твердению, и ее прочность при растяжении составляет 590 МПа или больше. Однако титан имеет высокое сродство к азоту и сере. Следовательно, если содержание Ti является слишком низким относительно содержания N и содержания S, образуются TiN и TiS без формирования карбонитридов титана. Поскольку TiN и TiS являются крупными, TiN и TiS не способствуют улучшению прочности стали. Следовательно, Ti должен содержаться в таком количестве, чтобы Ti в достаточной степени осаждался в виде карбонитридов титана.
[0068]
F1 определяется как [Ti]-48/14×[N]-48/32×[S]. Если F1 имеет значение меньше чем 0, содержание Ti является слишком низким относительно содержания N и содержания S в горячекатаном стальном листе. В этом случае, даже если термическая обработка для дисперсионного твердения, которая описывается позже, выполняется на горячекатаном стальном листе, будет затруднительным сформировать карбонитриды титана. С другой стороны, если F1 имеет значение 0 или больше, это означает, что содержится достаточное количество Ti для осаждения карбонитридов. В этом случае прочность прокатанной заготовки переменной толщины может быть повышена до 590 МПа или больше.
[0069]
Остатком в химическом составе горячекатаного стального листа настоящего варианта осуществления являются Fe и примеси. Здесь термин «примеси» относится к тем компонентам, которые содержатся в руде, ломе и т.п. или которые примешиваются благодаря некоторой другой причине при промышленном производстве горячекатаного стального листа.
[0070]
Горячекатаный стальной лист в соответствии с настоящим вариантом осуществления может дополнительно содержать один или более элементов из группы, состоящей из Nb, Cu, Ni, Mo, V, Cr и W, вместо части Fe. Каждый из этих элементов является опциональным элементом. Каждый из этих элементов увеличивает прочность стали.
[0071]
Nb: от 0 мас.% до 0,1 мас.%
Ниобий (Nb) является опциональным элементом, и может не содержаться. В том случае, когда Nb содержится, Nb увеличивает прочность стали за счет дисперсионного твердения, аналогично Ti. Если содержится даже небольшое количество Nb, вышеописанный эффект достигается. Однако если содержание Nb является слишком высоким, дисперсионное твердение насыщается и обрабатываемость и удлинение уменьшаются. Следовательно, содержание Nb составляет от 0 мас.% до 0,1 мас.%. Предпочтительный нижний предел содержания Nb для более эффективного получения вышеописанного эффекта составляет 0,005 мас.%, и более предпочтительно составляет 0,02 мас.%. Предпочтительный верхний предел содержания Nb составляет 0,05 мас.%.
[0072]
Cu: от 0 мас.% до 1 мас.%
Медь (Cu) является опциональным элементом, и может не содержаться. В том случае, когда Cu содержится, Cu осаждается независимо и увеличивает прочность стали. Если содержится даже небольшое количество меди, вышеописанный эффект достигается. Однако если содержание меди является слишком высоким, сталь становится хрупкой во время горячей прокатки. Следовательно, содержание меди составляет от 0 мас.% до 1 мас.%. Предпочтительный нижний предел содержания меди для более эффективного получения вышеописанного эффекта составляет 0,005 мас.%.
[0073]
Ni: от 0 мас.% до 1 мас.%
Никель (Ni) является опциональным элементом, и может не содержаться. В том случае, когда Ni содержится, аналогично марганцу, Ni увеличивает прокаливаемость стали и повышает прочность стали, а также повышает ударную вязкость стали. В том случае, когда содержится медь, Ni также подавляет горячеломкость стали. Если содержится даже небольшое количество никеля, вышеописанный эффект достигается. Однако, если содержание никеля является слишком высоким, производственные затраты увеличиваются. Следовательно, содержание никеля составляет от 0 мас.% до 1 мас.%. Предпочтительный нижний предел содержания никеля для более эффективного получения вышеописанного эффекта составляет 0,005 мас.%.
[0074]
Mo: от 0 мас.% до 0,2 мас.%
V: от 0 мас.% до 0,2 мас.%
Молибден (Mo) и ванадий (V) являются опциональными элементами, и не обязаны содержаться. В том случае, когда Mo и V содержатся, аналогично титану и ниобию, Mo и V вызывают дисперсионное твердение стали. Если содержится даже небольшое количество Mo и V, вышеописанный эффект достигается. Однако если содержание Mo и V является слишком высоким, удлинение стали уменьшается. Следовательно, содержание Mo составляет от 0 мас.% до 0,2 мас.%, а содержание V составляет от 0 мас.% до 0,2 мас.%. Для более эффективного получения вышеописанного эффекта предпочтительный нижний предел содержания Mo составляет 0,005 мас.%, а предпочтительный нижний предел содержания V составляет 0,005 мас.%.
[0075]
Cr: от 0 мас.% до 1 мас.%
Хром (Cr) является опциональным элементом, и может не содержаться. В том случае, когда Cr содержится, аналогично марганцу, Cr увеличивает прокаливаемость и повышает прочность стали, а также повышает ударную вязкость стали. Если содержится даже небольшое количество хрома, вышеописанный эффект получается. Однако если содержание Cr является слишком высоким, осаждаются карбиды сплава на основе хрома, примером которых является Cr23C6. Если карбиды сплава на основе хрома осаждаются на границе зерна, прессуемость стали уменьшается. Следовательно, содержание хрома составляет от 0 мас.% до 1 мас.%. Предпочтительный нижний предел содержания хрома для более эффективного получения вышеописанного эффекта составляет 0,005 мас.%.
[0076]
W: от 0 мас.% до 0,5 мас.%
Вольфрам (W) является опциональным элементом, и может не содержаться. В том случае, когда W содержится, W увеличивает прочность стали за счет дисперсионного твердения или упрочнения твердого раствора. Если содержится даже небольшое количество вольфрама, вышеописанный эффект получается. Однако, если содержание вольфрама является слишком высоким, вышеописанный эффект насыщается и производственные затраты увеличиваются. Следовательно, вольфрама составляет от 0 мас.% до 0,5 мас.%. Предпочтительный нижний предел содержания вольфрама для более эффективного получения вышеописанного эффекта составляет 0,01 мас.%.
[0077]
Горячекатаный стальной лист в соответствии с настоящим вариантом осуществления может дополнительно содержать один или более элементов из группы, состоящей из Mg, Ca и редкоземельных металлов (REM) вместо части Fe. Каждый из этих элементов увеличивает обрабатываемость стали.
[0078]
Mg: от 0 мас.% до 0,005 мас.%
Ca: от 0 мас.% до 0,005 мас.%
Редкоземельный металл: от 0 мас.% до 0,1 мас.%
Магний (Mg), кальций (Ca) и редкоземельные металлы (REM) являются опциональными элементами, и не обязаны содержаться. Если они содержатся, каждый из этих элементов управляет формой неметаллических включений. Неметаллические включения являются исходными точками растрескивания и уменьшают обрабатываемость стали. Следовательно, если форма неметаллических включений контролируется, обрабатываемость стали увеличивается. Если содержится даже небольшое количество этих элементов, вышеописанный эффект получается. Однако если содержание этих элементов является слишком высоким, вышеописанный эффект насыщается и производственные затраты увеличиваются. Следовательно, содержание Mg составляет от 0 мас.% до 0,005 мас.%, содержание Ca составляет от 0 мас.% до 0,005 мас.%, и содержание REM составляет от 0 мас.% до 0,1 мас.%. Для более эффективного получения вышеописанного эффекта предпочтительный нижний предел содержания Mg, предпочтительный нижний предел содержания Ca и предпочтительный нижний предел содержания REM составляют каждый 0,0005 мас.%.
[0079]
В данном описании термин «REM» является общим обозначением для в общей сложности 17 элементов: Sc, Y и лантаноидов, и термин «содержание REM» относится к полному содержанию вышеупомянутых элементов. Во многих случаях элементы REM добавляются как миш-металл, и содержатся в комплексной форме с такими элементами, как La или Ce. Такие металлы, как La и Ce, также могут быть добавлены в качестве REM.
[0080]
Горячекатаный стальной лист по настоящему варианту осуществления может дополнительно содержать B вместо части Fe.
[0081]
B: от 0 мас.% до 0,005 мас.%
Бор (B) является опциональным элементом, и может не содержаться. Если он содержится, B улучшает прокаливаемость стали и увеличивает структурную фракцию образующей низкотемпературное превращение фазы, которая является твердой фазой. Если содержится даже небольшое количество бора, вышеописанный эффект получается. Однако, если содержание бора является слишком высоким, вышеописанный эффект насыщается и производственные затраты увеличиваются. Следовательно, содержание бора составляет от 0 мас.% до 0,005 мас.%. Предпочтительный нижний предел содержания бора для более эффективного получения вышеописанного эффекта составляет 0,0002 мас.%. На стадии охлаждения после непрерывной разливки предпочтительный верхний предел содержания бора для того, чтобы подавить возникновение растрескивания сляба, составляет 0,0015 мас.%.
[0082]
Горячекатаный стальной лист настоящего варианта осуществления может дополнительно содержать один или более элементов из группы, состоящей из Zr, Sn, Co и Zn вместо части Fe.
[0083]
Один или более элементов из группы, состоящей из Zr, Sn, Co и Zn: от 0 мас.% до 0,05 мас.% в сумме
Цирконий (Zr), олово (Sn), кобальт (Co) и цинк (Zn) являются опциональными элементами, и не обязаны содержаться. Если они содержатся, эти элементы увеличивают прочность стали за счет упрочнения твердого раствора или за счет дисперсионного твердения. Эти элементы также управляют формой сульфидов и оксидов для того, чтобы увеличить ударную вязкость стали. Если содержится даже небольшое количество этих элементов, вышеописанные эффекты достигаются. С другой стороны, если полное содержание этих элементов является слишком высоким, пластичность стали уменьшается. Следовательно, полное содержание одного или более типов элемента, выбираемого из группы, состоящей из Zr, Sn, Co и Zn, составляет от 0 мас.% до 0,05 мас.%. Предпочтительный нижний предел полного содержания этих элементов составляет 0,005 мас.%. В том случае, когда содержится Sn, если содержание Sn является слишком высоким, во время горячей прокатки в стали могут образовываться дефекты. Следовательно, предпочтительный верхний предел содержания Sn составляет 0,03 мас.%.
[0084]
[Микроструктура]
Микроструктура горячекатаного стального листа настоящего варианта осуществления содержит, в единицах доли площади, 20% или больше бейнита, и остаток представляет собой главным образом феррит. Здесь выражение «остаток представляет собой главным образом феррит» означает, что половина (50%) или больше остатка в единицах доли площади являются ферритом. В дополнение к ферриту остаток может содержать мартенсит, остаточный аустенит, перлит и т.п. Предпочтительно доля площади мартенсита в микроструктуре составляет 5% или меньше, доля площади остаточного аустенита составляет 2% или меньше, и доля площади перлита составляет 2% или меньше. В этом случае локальная пластичность увеличивается и формуемость стали при вытяжке фланцев увеличивается.
[0085]
Если доля площади бейнита в микроструктуре составляет меньше чем 20%, доля площади феррита, которая увеличивается благодаря дисперсионному твердению, становится слишком высокой, и, следовательно, холодная формуемость стали уменьшается. В частности, в том случае, когда прокатанная заготовка переменной толщины производится с использованием горячекатаного стального листа, в котором доля площади бейнита составляет меньше чем 20%, прочность стального листа чрезмерно увеличивается во время холодной прокатки, и сила реакции при прокатке возрастает. В таком случае размерная точность (точность толщины листа и точность ширины листа) прокатанной заготовки переменной толщины уменьшается, и холодная формуемость также уменьшается.
[0086]
Кроме того, если доля площади бейнита составляет меньше чем 20%, в некоторых случаях в горячекатаном стальном листе возникает состояние перестаривания. В таком случае прочность горячекатаного стального листа уменьшается. Следовательно, холодная формуемость сохраняется. Однако улучшение прочности стального листа за счет дисперсионного твердения во время термической обработки после холодной прокатки не достигается. Следовательно, в микроструктуре горячекатаного стального листа доля площади бейнита составляет 20% или больше, а остаток представляет собой главным образом феррит.
[0087]
В настоящем варианте осуществления для растворения или кластеризации Ti в горячекатаном стальном листе, как будет описано позже, температура сматывания полосы в рулон CT устанавливается равной 600°C или меньше. Эта температура сматывания полосы в рулон CT почти достигает температуры фазового превращения бейнита для вышеупомянутого химического состава. Следовательно, микроструктура горячекатаного стального листа настоящего варианта осуществления содержит большое количество бейнита, а также включает в себя большое количество дислокаций (дислокаций превращения), которые вводятся во время бейнитного превращения. Дислокация превращения является местом зародышеобразования карбонитридов титана. Следовательно, еще большая величина дисперсионного твердения может быть получена путем термической обработки для дисперсионного твердения.
[0088]
Доля площади бейнита может регулироваться путем управления историей охлаждения во время горячей прокатки. Предпочтительный нижний предел доли площади бейнита составляет более чем 70%. В этом случае прочность прокатанной заготовки переменной толщины может быть дополнительно увеличена за счет дисперсионного твердения, и количество крупного цементита в микроструктуре, холодная формуемость которого является низкой, уменьшается. Следовательно, холодная формуемость увеличивается. Предпочтительный верхний предел доли площади бейнита составляет 90%.
[0089]
Термин «феррит» в качестве остатка в микроструктуре, который упоминается выше, относится к многоугольному ферриту (PF). Более конкретно, многоугольный феррит представляет собой зерно, внутренняя структура которого не проявляется путем травления с использованием реагента ниталь, и который также удовлетворяет выражению lq/dq < 3,5, когда длина окружности целевого зерна представляется как lq, а его эквивалентный диаметр окружности представляется как dq.
[0090]
[Способ измерения доли площади каждой фазы]
Доля площади каждой фазы в вышеупомянутой микроструктуре измеряется следующим способом. Образец берется из горячекатаного стального листа. Из полной поверхности образца в качестве поверхности наблюдения берется поперечное сечение толщины листа, которое является параллельным направлению прокатки. После полирования поверхности наблюдения она подвергается травлению ниталем. Поле зрения размером 300 мкм × 300 мкм поверхности наблюдения после травления фотографируется с использованием оптического микроскопа для того, чтобы произвести структурную фотографию в положении глубины, эквивалентной одной четверти толщины листа. Анализ изображения выполняется на полученной структурной фотографии для определения доли площади феррита (многоугольного феррита), доли площади перлита и доли общей площади бейнита и мартенсита, соответственно.
[0091]
В дополнение к этому из горячекатаного стального листа берется другой образец. Из поверхности образца в качестве поверхности наблюдения берется поперечное сечение толщины листа, которое является параллельным направлению прокатки. Эта поверхность наблюдения подвергается коррозии ЛеПера после ее полировки. Поле зрения размером 300 мкм × 300 мкм поверхности наблюдения после этой коррозии фотографируется с использованием оптического микроскопа для того, чтобы произвести структурную фотографию в положении глубины, эквивалентной одной четверти толщины листа. Обработка изображения выполняется на полученной структурной фотографии для того, чтобы определить долю общей площади остаточного аустенита и мартенсита.
[0092]
В дополнение к этому готовится другой образец, поверхность которого фрезеруется на глубину одной четверти толщины листа в направлении, перпендикулярном к прокатанной поверхности. Из всей поверхности образца рентгеновской дифракции выполняется для той поверхности, которая была подвергнута поверхностному фрезерованию, и тем самым определяется объемная доля остаточного аустенита. Поскольку объемная доля остаточного аустенита равна доли площади остаточного аустенита, полученная объемная доля остаточного аустенита определяется как доля площади остаточного аустенита.
[0093]
Доля площади бейнита и доля площади мартенсита определяются на основании доли общей площади бейнита и мартенсита, доли общей площади остаточного аустенита и мартенсита, и доли площади остаточного аустенита, которые получаются вышеописанным способом.
[0094]
Соответствующие доли площади феррита, бейнита, мартенсита, остаточного аустенита и перлита могут быть определены вышеописанным способом.
[0095]
[Численная плотность n0 и величина термического упрочнения (величина BH) мелких карбонитридов титана в горячекатаном стальном листе]
Предпочтительно титан является растворенным или находится в кластерах в горячекатаном стальном листе. Короче говоря, предпочтительно, чтобы количество карбонитрида титана в горячекатаном стальном листе было настолько малым, насколько это возможно. Карбонитриды титана, имеющие диаметр частиц более 10 нм (в дальнейшем упоминаемые как «крупные карбонитриды титана»), не способствуют упрочнению горячекатаного стального листа. С другой стороны, если осаждается большое количество карбонитридов титана, имеющих диаметр частиц 10 нм или меньше (в дальнейшем упоминаемые как «мелкие карбонитриды титана»), прочность горячекатаного стального листа будет слишком высокой. В этом случае сила реакции во время холодной прокатки горячекатаного стального листа становится чрезмерно высокой.
[0096]
В дополнение к этому, в том случае, когда крупные карбонитриды титана и мелкие карбонитриды титана формируются в горячекатаном стальном листе, даже если термическая обработка для дисперсионного твердения выполняется на стальном листе после холодной прокатки (на листе холоднокатаной стали), карбонитридам титана становится трудно сформироваться, и таким образом дисперсионное твердение не обеспечивается. Следовательно, в горячекатаном стальном листе предпочтительно, чтобы количество мелких карбонитридов титана и крупных карбонитридов титана было малым, и чтобы титан находился в растворенном или кластеризованном состоянии.
[0097]
В том случае, когда численная плотность n0 мелких карбонитридов титана в горячекатаном стальном листе составляет 1,0×1017 на см3 или меньше, и величина термического упрочнения (величина BH) составляет 15 МПа или больше, титан адекватно растворяется в горячекатаном стальном листе или присутствует в нем как карбонитриды титана в форме кластеров. В этом случае дисперсионное твердение в горячекатаном стальном листе не происходит, и относительное удлинение при разрыве увеличивается. Следовательно, сила реакции во время холодной прокатки может быть уменьшена до низкой величины, и холодная формуемость может быть увеличена. В дополнение к этому, большое количество дислокаций вводится в стальной лист за счет уменьшения силы реакции при прокатке. Введенные дислокации становятся местами осаждения карбонитридов титана во время термической обработки для дисперсионного твердения после холодной прокатки. Следовательно, осаждается большое количество мелких карбонитридов титана, и прочность прокатанной заготовки переменной толщины может быть увеличена до 590 МПа или больше. В дополнение к этому, во время термической обработки для дисперсионного твердения происходит восстановление дислокаций, и плотность дислокаций уменьшается. В результате пластичность прокатанной заготовки переменной толщины увеличивается. Следовательно, численная плотность n0 мелких карбонитридов титана в горячекатаном стальном листе составляет 1,0×1017 на см3 или меньше, а величина BH составляет 15 МПа или больше.
[0098]
[Способ измерения численной плотности n0 мелких карбонитридов титана]
Способ измерения численной плотности n0 мелких карбонитридов титана является следующим. Образец в виде иглы берется из горячекатаного стального листа путем его вырезания и электрополирования. При этом фрезерование сфокусированным ионным пучком может быть использовано вместе с электрополированием при необходимости. Изображение трехмерного распределения сложных карбонитридов получается из иглообразного образца с помощью способа измерения трехмерным атомным зондом.
[0099]
В соответствии со способом измерения трехмерным атомным зондом интегрированные данные могут быть реконструированы для получения изображения фактического трехмерного распределения атомов в реальном пространстве. Что касается измерения диаметра частиц карбонитридов титана, диаметр, когда соответствующий осадок рассматривается как сфера, определяется на основании количества атомов, составляющих осадок, который является предметом наблюдения, и параметров его кристаллографической решетки, и этот диаметр определяется как диаметр частиц карбонитрида титана.
[0100]
В данном описании частицы карбонитридов титана, имеющие диаметр в диапазоне от 0,5 до 10 нм, определяются как мелкие карбонитриды титана. В том случае, когда диаметр частиц составляет менее 0,5 нм, из-за того, что диаметр частиц меньше периода кристаллографической решетки карбонитридов титана, карбонитриды титана не могут рассматриваться как осадок. Численная плотность n0 (частиц/см3) определяется на основе количества мелких карбонитридов титана.
[0101]
[Способ измерения величины термического упрочнения (величины BH)]
Величина BH является индексом, который показывает количество растворенного C. В том случае, когда выпадает большое количество крупных карбонитридов титана, величина BH в горячекатаном стальном листе является низкой. В этом случае, адекватный объем осаждения карбонитридов не получается при термической обработке дисперсионного твердения после холодной прокатки. Если величина BH в горячекатаном стальном листе составляет 15 МПа или больше, вследствие того, что количество крупных карбонитридов титана, содержащихся в горячекатаном стальном листе, в достаточной степени подавляется, стальной лист после термической обработки для дисперсионного твердения адекватно упрочняется. Предпочтительное значение величины BH составляет 25 МПа или больше, и более предпочтительно величина BH составляет 30 МПа или больше.
[0102]
Способ измерения величины BH является следующим. Образец для испытания на разрыв № 5 в соответствии с японским промышленным стандартом JIS, для которого направление ширины прокатки берется в качестве продольного направления, извлекается из горячекатаного стального листа. Испытание на растяжение выполняется на этом образце для испытания на разрыв, и ему придается предварительная деформация напряжения величиной 4%. После придания предварительной деформации напряжения величиной 4% нагрузка временно удаляется. Образец для испытания на разрыв, с которого снята нагрузка, подвергается термической обработке в течение 20 мин при температуре 180°C. Образец для испытания на разрыв после термической обработки еще раз подвергается испытанию на растяжение. Величина BH является границей увеличения деформирующего напряжения во время испытания на растяжение после термической обработки, и определяется следующим уравнением.
Величина BH (МПа)=UYa (МПа) - FSb (МПа)
где UYa представляет собой начальное напряжение текучести (МПа), когда напряжение повторно прикладывается после термической обработки, а FSb представляет собой максимальное деформирующее напряжение (МПа), когда образцу для испытания на разрыв придана предварительная деформацию напряжения величиной 4%.
[0103]
[Кристаллографическая ориентация]
Для горячекатаного стального листа настоящего варианта осуществления диапазон глубины от трех восьмых толщины листа до пяти восьмых толщины листа от поверхности определяется как «внутренность» горячекатаного стального листа. Результат измерения кристаллографической ориентации в положении глубины (центральной части), эквивалентной половине толщины листа от поверхности среди всей внутренности горячекатаного стального листа определяется как кристаллографическая ориентация его внутренности. С другой стороны, диапазон от поверхности до глубины, эквивалентной одной четверти толщины листа, определяется как «наружный слой» горячекатаного стального листа. Кроме того, результат измерения кристаллографической ориентации в центральном положении «наружного слоя», то есть в положении на глубине, эквивалентной одной восьмой толщины листа от поверхности, определяется как кристаллическая ориентация наружного слоя. Во внутреннем и наружном слое кристаллическая ориентация удовлетворяет следующим условиям.
[0104]
[Кристаллографическая ориентация внутри стального листа]
Внутри стального листа среднее значение полюсной плотности D1 группы кристаллографической ориентации (в дальнейшем упоминаемой как «ориентационная группа {100}<011> - {223}<110>«), состоящей из кристаллических ориентаций {100}<011>, {116}<110>, {114}<110>, {113}<110>, {112}<110>, {335}<110> и {223}<110>, составляет 4 или меньше, и полюсная плотность D2 кристаллографической ориентации {332}<113> составляет 4,8 или меньше.
[0105]
Короче говоря, во внутренности горячекатаного стального листа кристаллографическая ориентация делается настолько случайной, насколько это возможно, для того, чтобы уменьшить плоскостную анизотропию. В том случае, когда среднее значение полюсной плотности D1 ориентационной группы {100}<011> - {223}<110> составляет 4 или меньше, а полюсная плотность D2 кристаллографической ориентации {332}<113> составляет 4,8 или меньше, плоскостная анизотропия относительного удлинения при разрыве и прочность при растяжении уменьшаются. В частности, значение |Δr|, которое является индексом плоскостной анизотропии прочности при растяжении и относительного удлинения при разрыве, составляет менее 0,6. В этом случае, поскольку плоскостная анизотропия является малой, размерная точность (точность толщины листа и точность ширины листа) промежуточного продукта после холодной прокатки увеличивается, и получается превосходная холодная формуемость.
[0106]
Если среднее значение полюсной плотности D1 ориентационной группы {100}<011> - {223}<110> превышает 4, или если полюсная плотность D2 кристаллографической ориентации {332}<113> превышает 4,8, значение |Δr| становится равным 0,6 или больше, и плоскостная анизотропия становится слишком большой. В таком случае, холодная формуемость уменьшается. Предпочтительный верхний предел среднего значения полюсной плотности D1 ориентационной группы {100}<011> - {223}<110> составляет 3,5. Более предпочтительный верхний предел составляет 3,0. Предпочтительный верхний предел полюсной плотности D2 кристаллографической ориентации {332}<113> составляет 4,0. Более предпочтительный верхний предел составляет 3,0.
[0107]
[Кристаллографическая ориентация внешнего слоя]
С другой стороны, в наружном слое полюсная плотность D3 кристаллографической ориентации {110}<001> составляет 2,5 или больше. Короче говоря, хотя кристаллографическая ориентация делается настолько случайной, насколько это возможно, во внутренности стального листа, в наружном слое доля, занимаемая кристаллографической ориентацией {110}<001> в качестве специфической кристаллографической ориентации, делается настолько высокой, насколько это возможно.
[0108]
При пластической деформации (деформации прокатки) объемноцентрированного кубического металла для зерен кристаллографической ориентации {110}<001> имеется мало активных систем скольжения, и эта ориентация не является восприимчивой к механическому упрочнению. При производстве прокатанной заготовки переменной толщины степень обжатия частично изменяется во время холодной прокатки для того, чтобы произвести толстостенную часть и тонкостенную часть в стальном листе. Соответственно, степень обжатия во время холодной прокатки различается между толстостенной частью и тонкостенной частью. Если степени обжатия будут различаться, то величины создаваемой деформации также будут различаться. Следовательно, возникает разность в механическом упрочнении между толстостенной частью и тонкостенной частью, и таким образом получается разность в твердости. Разность в твердости имеет склонность возникать, в частности, между частями наружного слоя толстостенной части и тонкостенной части. В том случае, когда твердость стального листа различается в зависимости от области, холодная формуемость прокатанной заготовки переменной толщины уменьшается. Соответственно, предпочтительно, чтобы разность в твердости была как можно меньше.
[0109]
Как было описано выше, зерна кристаллографической ориентации {110}<001> невосприимчивы к механическому упрочнению. Кроме того, как будет описано позже, в настоящем варианте осуществления коэффициент холодной прокатки находится в диапазоне от больше чем 5% до 50%. В этом случае даже после холодной прокатки кристаллографическая ориентация {110}<001> остается в наружном слое. Следовательно, в наружном слое горячекатаного стального листа, если полюсная плотность кристаллографической ориентации {110}<001> является высокой, в частности, если полюсная плотность D3 кристаллографической ориентации {110}<001> составляет 2,5 или больше, разность твердости между толстостенной частью и тонкостенной частью прокатанной заготовки переменной толщины может быть уменьшена, и вариация в твердости может быть подавлена. В результате холодная формуемость прокатанной заготовки переменной толщины увеличивается.
[0110]
Если полюсная плотность D3 кристаллографической ориентации {110}<001> составляет меньше чем 2,5, разность в твердости между толстостенной частью и тонкостенной частью прокатанной заготовки переменной толщины становится большой. Предпочтительный нижний предел плотности полюса кристаллографической ориентации {110}<001> составляет 3,0, и еще более предпочтительно 4,0.
[0111]
Термин «полюсная плотность» относится к значению, которое показывает, во сколько раз выше степень накопления тестового образца относительно эталонного образца, который обычно не имеет накопления в специфической ориентации. В этом варианте осуществления настоящего изобретения значения, измеренные с помощью способа рисунка обратного рассеяния электронов (EBSP), используются для описываемых ниже полюсных плотностей.
[0112]
Измерение полюсной плотности способом EBSP выполняется следующим образом. Поперечное сечение, параллельное направлению прокатки горячекатаного стального листа, используется в качестве поверхности наблюдения. Из всей поверхности наблюдения прямоугольная область величиной 1000 мкм в направлении прокатки и 100 мкм в направлении, перпендикулярном к поверхности прокатки, которая центрируется на положении глубины (t/8), которое эквивалентно одной восьмой толщины листа t от поверхности стального листа, определяется как область наружного слоя. Аналогичным образом прямоугольная область величиной 1000 мкм в направлении прокатки и 100 мкм в направлении, перпендикулярном к поверхности прокатки, которая центрируется на положении глубины (t/2), которое эквивалентно одной второй толщины листа t от поверхности стального листа, определяется как внутренняя область. Анализ EBSD выполняется с интервалами измерения 1 мкм относительно области наружного слоя и внутренней области для того, чтобы получить информацию о кристаллографической ориентации.
[0113]
Анализ EBSD выполняется при скорости анализа от 200 до 300 точек в секунду с использованием устройства, состоящего из термополевого эмиссионного сканирующего электронного микроскопа (JSM-7001F производства компании JEOL Ltd.) и детектора EBSD (детектор Hikari производства компании TSL). ODF (функция распределения осей ориентации) вычисляется по измеренной информации о кристаллографической ориентации с использованием программного обеспечения EBSD-анализа «OIM Analysis (зарегистрированная торговая марка)». Таким образом может быть определена полюсная плотность каждой кристаллографической ориентации.
[0114]
Фиг. 1A представляет собой схематическую диаграмму эйлерова пространства, которое использует угловые переменные ϕ1, ϕ2 и Φ в качестве прямоугольных координат в функции распределения осей ориентации (ODF), а Фиг. 1B представляет собой вид, иллюстрирующий положения главных кристаллических ориентаций на сечении ϕ2=45° в эйлеровом пространстве, показанном на Фиг. 1A. Что касается ориентаций, обычно кристаллографические ориентации, перпендикулярные к плоскости листа, представляются ориентациями (hkl) или {hkl}, а кристаллографические ориентации, параллельные направлению прокатки, представляются ориентациями [uvw] или <uvw>. Термины {hkl} и <uvw> представляют собой собирательные термины для эквивалентных плоскостей, а (hkl), и [uvw] представляют собой индивидуальные кристаллографические плоскости.
[0115]
Кристаллическая структура горячекатаного стального листа настоящего варианта осуществления является объемноцентрированной кубической структурой (структурой bcc). Следовательно, например, структуры (111), (-111), (1-11), (11-1), (-1-11), (-11-1), (1-1-1) и (-1-1-1) являются эквивалентными и не могут быть отличены друг от друга. Эти ориентации все вместе называются ориентацией {111}.
[0116]
Следует отметить, что функция распределения осей ориентации (ODF) также используется для представления кристаллографических ориентаций кристаллических структур с низкой симметрией. В большинстве случаев такие кристаллографические ориентации представлены значениями ϕ1=от 0 до 360°, Φ=от 0 до 180°, и ϕ2=от 0 до 360°, и индивидуальные кристаллографические ориентации представлены ориентациями (hkl) [uvw]. Однако кристаллическая структура горячекатаного стального листа настоящего варианта осуществления является объемноцентрированной кубической структурой, которая имеет высокую степень симметрии. Следовательно, Φ и ϕ2 могут быть представлены значениями от 0 до 90°.
[0117]
При выполнении вычислений ϕ1 изменяется в соответствии с тем, учитывается ли симметрия, вызванная деформацией. В настоящем варианте осуществления выполняется вычисление, которое учитывает (ортотропную) симметрию, и представлено значениями ϕ1=от 0 до 90°. Таким образом, для горячекатаного стального листа в соответствии с настоящим вариантом осуществления выбирается способ, который представляет средние значения идентичных ориентаций для ϕ1=от 0 до 360° на функции распределения осей ориентации от 0 до 90°. В этом случае ориентации (hkl)[uvw] и {hkl}<uvw> являются синонимами. Следовательно, например, случайный коэффициент прочности ориентации (001)[1-10] функции распределения осей ориентации в поперечном сечении с ϕ2=45°, которое показано на Фиг. 1, синонимичен полюсной плотности ориентации {001}<120>.
[0118]
[Способ производства горячекатаного стального листа для прокатанной заготовки переменной толщины]
Далее будет описан один пример способа для производства горячекатаного стального листа для прокатанной заготовки переменной толщины, которая была описана выше. Способ производства горячекатаного стального листа для прокатанной заготовки переменной толщины в соответствии с настоящим вариантом осуществления включает в себя процесс литья и процесс горячей прокатки. Далее описывается каждый процесс.
[0119]
[Процесс литья]
Расплавленная сталь производится с помощью процесса плавки с использованием шахтной печи, конвертера, электропечи и т.п., и расплавленная сталь затем доводится с помощью различных видов процессов вторичного рафинирования для того, чтобы удовлетворить требованиям вышеупомянутого химического состава и выражения (1). Произведенная расплавленная сталь используется для производства сляба путем обычной непрерывной разливки, отливки слитков металла или разливки тонкого сляба и т.п. Следует отметить, что лом также может использоваться в качестве сырья для расплавленной стали. В том случае, когда сляб получается путем непрерывной разливки, сляб, имеющий высокую температуру, может быть передан непосредственно на прокатный стан, либо сляб может быть охлажден до комнатной температуры, и после этого повторно нагрет в нагревательной печи и подвергнут горячей прокатке.
[0120]
[Процесс горячей прокатки]
Горячая прокатка выполняется с использованием произведенного сляба, чтобы тем самым произвести горячекатаный стальной лист. Процесс горячей прокатки включает в себя стадию нагрева (S1), стадию черновой прокатки (S2), стадию чистовой прокатки (S3), стадию охлаждения (S4) и стадию смотки (S5).
[0121]
В горячекатаном стальном листе настоящего варианта осуществления осаждение карбонитридов титана подавляется в максимально возможной степени, и титан растворяется, либо карбонитрид титана переводится в кластеризованное состояние. В дополнение к этому, полюсная плотность D1 внутренней ориентационной группы {100}<011> - {223}<110> и полюсная плотность D2 кристаллографической ориентации {332}<113> уменьшается, и полюсная плотность D3 кристаллографической ориентации {110}<001> наружного слоя увеличивается. Посредством этого плоскостная анизотропия горячекатаного стального листа уменьшается, и холодная формуемость горячекатаного стального листа увеличивается. Кроме того, разность в твердости между толстостенной частью и тонкостенной частью прокатанной заготовки переменной толщины уменьшается, и холодная формуемость прокатанной заготовки переменной толщины также увеличивается. Соответствующие стадии подробно описываются ниже.
[0122]
[Стадия нагревания (S1)]
Сначала сляб нагревается в нагревательной печи (стадия нагревания). Соответствующие условия на стадии нагревания являются следующими.
[0123]
Температура нагрева TS1: не меньше чем температура SRTmin (°C), определяемая выражением (2).
Нагревание сляба при температуре нагрева TS1, которая не меньше чем температура нагрева SRTmin (°C), определяемая выражением (2).
SRTmin=10780/{5,13-log([Ti]×[C])}-273 (2)
где каждый символ элемента в выражении (2) соответствует содержанию (в массовых процентах) соответствующего элемента.
[0124]
Если температура нагрева TS1 будет меньше, чем SRTmin, крупные карбонитриды титана в слябе не будут растворяться в достаточной степени. В этом случае большое количество крупных карбонитридов титана остается в горячекатаном стальном листе, и в результате величина BH уменьшается. Следовательно, прочность горячекатаного стального листа уменьшается. В дополнение к этому эффект дисперсионного твердения при термической обработке для дисперсионного твердения не получается в достаточной степени. Если температура нагрева равна SRTmin или больше, формуемость получается во время холодной прокатки в достаточной степени, и прочность при растяжении прокатанной заготовки переменной толщины увеличивается за счет дисперсионного твердения. Предпочтительный нижний предел температуры нагрева для дополнительного увеличения эффективности производства составляет 1100°C.
[0125]
Время нагрева tS1 при температуре SRTmin или больше: 30 мин или больше
Время нагрева tS1 после того, как температура нагрева достигнет значения SRTmin или больше, составляет 30 мин или больше. В этом случае карбонитриды титана могут быть растворены в достаточной степени. Предпочтительное время нагрева tS1 составляет 60 мин или больше. В этом случае сляб может быть равномерно нагрет в достаточной степени в направлении его толщины. Предпочтительное время нагрева tS1 составляет не более чем 240 мин. В этом случае чрезмерное образование окалины может быть подавлено, и уменьшение выхода продукции может быть подавлено.
[0126]
Следует отметить, что после литья сляб может быть также непосредственно передан, как он есть, без повторного нагрева, к описываемой позже черновой клети для того, чтобы выполнить черновую прокатку.
[0127]
[Стадия черновой прокатки (S2)]
Сразу же после того, как сляб извлекается из нагревательной печи, он подвергается черновой прокатке для того, чтобы тем самым произвести черновой лист. Условия для черновой прокатки являются следующими.
[0128]
Количество проходов SPN, в которых выполняется специфическая прокатка: 1 или больше
При черновой прокатке прокатка, в которой обжатие составляет 20% или больше, а температура сляба находится в диапазоне от 1050°C до 1150°C, определяется как «специфическая прокатка». При черновой прокатке специфическая прокатка выполняется один раз (один проход) или больше. Таким образом, количество проходов (количество специфических проходов) SPN, в которых выполняется специфическая прокатка, составляет один или больше.
[0129]
Если температура сляба во время черновой прокатки составляет менее 1050°C, сопротивление сляба деформации становится чрезмерно высоким, и, следовательно, чрезмерная нагрузка прикладывается к черновой клети. С другой стороны, если температура сляба во время черновой прокатки составляет больше чем 1150°C, вторичной окалины, которая образуется во время черновой прокатки, становится слишком много, и может стать невозможно адекватно удалить окалину во время ее удаления, которое выполняется после черновой прокатки. Кроме того, если обжатие за один проход является слишком низким, смягчение сегрегации элементов осадка, вызываемого измельчением зерен, которое использует переработку аустенита и последующую его рекристаллизацию, а также структура отверждения будут недостаточными. В этом случае на стадиях от чистовой прокатки и далее проявится склонность к осаждению крупных карбонитридов титана. Следовательно, даже если термическая обработка для дисперсионного твердения будет выполнена на промежуточном продукте, произведенном с помощью холодной прокатки, дисперсионное твердение будет неравномерным, и формуемость уменьшится. Следовательно, количество специфических проходов SPN устанавливается равным одному или больше.
[0130]
Следует отметить, что в том случае, когда сляб, полученный после отливки, напрямую передается как он есть, в состоянии высокой температуры, без нагрева в черновой стан, и выполняется его черновая прокатка, в нем сохраняется литая структура, и в некоторых случаях дисперсионное твердение при термической обработке для дисперсионного твердения, выполняемой на прокатанной заготовке, становится неоднородным, и холодная формуемость уменьшается. Следовательно, предпочтительно сляб нагревается на вышеупомянутой стадии нагрева (S1).
[0131]
Общее количество проходов TPN для черновой прокатки: 2 или больше
Количество проходов при черновой прокатке составляет не менее двух (несколько раз). Таким образом, общее количество проходов TPN, для которых выполняется черновая прокатка, составляет два или больше. При многократном выполнении черновой прокатки обработка и рекристаллизация аустенита повторяются, и средний диаметр аустенитных зерен перед чистовой прокаткой сможет быть сделан равным 100 мкм или меньше. В этом случае при термической обработке для дисперсионного твердения может быть устойчиво достигнуто однородное дисперсионное твердение. Если общее количество проходов TPN является слишком высоким, производительность уменьшается. Кроме того, температура чернового листа становится чрезмерно низкой. Следовательно, предпочтительный верхний предел общего количества проходов TPN составляет 11.
[0132]
Общая степень обжатия RS2: от 60% до 90%
В случае выполнения множества проходов черновой прокатки общая степень обжатия RS2 для черновой прокатки составляет от 60 до 90%. Если общая степень обжатия RS2 составляет менее 60%, неоднородность в плане диаметра частиц аустенита и сегрегация в стальном листе не устраняются в адекватной степени, и осаждается большое количество крупных карбонитридов титана. В результате прочность горячекатаного стального листа уменьшается, и величина BH также уменьшается. С другой стороны, если общая степень обжатия RS2 составляет более 90%, эффект насыщается. В дополнение к этому, поскольку количество проходов увеличивается, когда общая степень обжатия RS2 увеличивается, производительность уменьшается, и температура чернового листа также уменьшается.
[0133]
[Стадия чистовой прокатки (S3)]
Чистовая прокатка выполняется на черновом листе, произведенном с помощью черновой прокатки. Соответствующие условия для чистовой прокатки являются следующими.
[0134]
Интервал времени tS3 от завершения черновой прокатки до начала чистовой прокатки: 150 с или меньше
Интервал времени tS3 от завершения черновой прокатки до начала чистовой прокатки составляет 150 с или меньше. Если интервал времени tS3 составляет более 150 с, в черновом листе титан, растворенный в аустените, осаждается в виде крупных карбонитридов титана, и величина BH становится меньше чем 15 МПа. В этом случае, поскольку количество карбонитрида титана, который способствует дисперсионному твердению после термической обработки для дисперсионного твердения, уменьшается, прочность при растяжении прокатанной заготовки переменной толщины, становится меньше чем 590 МПа.
[0135]
Кроме того, если интервал времени tS3 составляет более 150 с, рост зерен аустенита перед чистовой прокаткой прогрессирует, и средний диаметр частиц аустенитных зерен перед чистовой прокаткой становится больше чем 100 мкм. В результате однородность дисперсионного твердения во время термической обработки для дисперсионного твердения уменьшается.
[0136]
Нижний предел интервала времени tS3 особенно не ограничивается. Однако предпочтительный нижний предел интервала времени tS3 составляет 30 с. Как будет описано позже, температура начала чистовой прокатки составляет меньше чем 1080°C. Если интервал времени tS3 является слишком коротким, охлаждающее устройство должно быть расположено между черновой клетью и чистовым прокатным станом для того, чтобы сделать температуру начала чистовой прокатки меньше чем 1080°C. Если интервал времени tS3 составляет 30 с или больше, даже если охлаждающее устройство не предусматривается, температура чернового листа становится меньше чем 1080°C за счет воздушного охлаждения.
[0137]
Температура начала чистовой прокатки TS3: от 1000°C до менее чем 1080°C
Температура чернового листа при начале чистовой прокатки (температура начала чистовой прокатки TS3) находится в диапазоне от 1000°C до менее чем 1080°C. Если температура TS3 составляет меньше чем 1000°C, титан осаждается в аустените в виде крупных карбонитридов титана благодаря вызываемому деформацией осаждению во время чистовой прокатки, и величина BH уменьшается. Следовательно, количество карбонитридов титана, которое осаждается во время термической обработки дисперсионного твердения, уменьшается. С другой стороны, если температура TS3 является более высокой, чем 1080°C, возникают пузыри между поверхностной окалиной феррита стального листа перед чистовой прокаткой и во время простоя валков (между проходами) чистового прокатного стана. Пузыри являются исходной точкой чешуйчатых дефектов и веретенообразной окалины. Следовательно, появляется тенденция к возникновению этих дефектов окалины.
[0138]
Температура конца чистовой прокатки FT: от температуры точки превращения Ar3 до 1000°C
Температура конца чистовой прокатки FT находится в диапазоне от температуры точки превращения Ar3 до 1000°C. Если температура FT становится меньше, чем температура точки превращения Ar3, формирование бейнита становится затруднительным, и доля площади бейнита в горячекатаном стальном листе составляет менее 20%. Следовательно, при этом не только уменьшается формуемость горячекатаного стального листа, но и увеличивается анизотропия структуры агрегатов горячекатаного стального листа. В дополнение к этому количество крупных карбонитридов титана увеличивается, и в результате величина BH уменьшается. С другой стороны, если температура FT становится больше чем 1000°C, прогрессирует осаждение мелких карбонитридов титана во время охлаждения после чистовой прокатки, и численная плотность n0 мелких карбонитридов титана в горячекатаном стальном листе становится больше чем 1,0×1017 на см3. В результате количество мелких карбонитридов титана, которые осаждаются во время термической обработки для дисперсионного твердения, становится недостаточным, и холодная формуемость во время холодной прокатки уменьшается.
[0139]
Температура точки превращения Ar3 определяется, например, следующей выражением (I).
Ar3=910-310×[C]+25×{[Si]+2×[Al]}-80×[Mneq] (I)
где каждый символ элемента в выражении (I) соответствует содержанию (в массовых процентах) соответствующего элемента. В том случае, когда бор (B) не содержится, [Mneq] определяется выражением (II), а в том случае, когда B содержится, [Mneq] определяется выражением (III).
[Mneq]=[Mn]+[Cr]+[Cu]+[Mo]+[Ni]/2+10([Nb]-0,02) (II)
[Mneq]=[Mn]+[Cr]+[Cu]+[Mo]+[Ni]/2+10([Nb]-0,02)+1 (III)
[0140]
Общая степень обжатия RS3 чистовой прокатки: от 75% до 95%
Чистовая прокатка является, например, прокаткой, в которой множество проходов выполняется с помощью тандемного прокатного стана. Общая степень обжатия RS3 во время чистовой прокатки составляет от 75% до 95%. При чистовой прокатке, хотя рекристаллизация происходит между проходами прокатки, рекристаллизация не происходит во время самой прокатки. Следовательно, если выполняется множество проходов прокатки, рекристаллизация и нерекристаллизация выполняются многократно. В этом случае, аустенитные зерна подвергаются измельчению зерна, и бейнит в микроструктуре может быть диспергирован в островной форме. В результате уменьшение формуемости горячекатаного стального листа может быть подавлено.
[0141]
Однако если общая степень обжатия RS3 составляет менее 75%, аустенитные зерна не могут быть в достаточной степени улучшены и станут неоднородными, и бейнит в микроструктуре будет располагаться непрерывно в форме групп. В дополнение к этому, осаждается большое количество крупных карбонитридов титана, и величина BH уменьшается. В этом случае холодная формуемость горячекатаного стального листа уменьшается. С другой стороны, если общая степень обжатия RS3 составляет более 95%, вышеупомянутый эффект не только насыщается, но и создается чрезмерная нагрузка на прокатный стан. Следовательно, общая степень обжатия RS3 находится в диапазоне от 75% до 95%.
[0142]
Предпочтительно, чтобы степень обжатия на каждом проходе составляла 10% или больше. Если рост зерен чрезмерно прогрессирует между проходами прокатки и после завершения чистовой прокатки, в некоторых случаях ударная вязкость горячекатаного стального листа уменьшается. Следовательно, предпочтительно, чтобы средняя степень обжатия в последних трех проходах чистовой прокатки составляла 10% или больше.
[0143]
Общая степень обжатия RF2 последних двух проходов: 30% или больше
Общая степень обжатия RF2 последних двух проходов составляет 30% или больше. Когда степень обжатия RF2 последних двух проходов составляет 30% или больше, и температура завершения FT чистовой прокатки не меньше, чем температура превращения Ar3, рекристаллизация аустенита может быть усилена, и поворот кристаллографической ориентации сбрасывается. Следовательно, внутри горячекатаного стального листа среднее значение полюсной плотности D1 ориентационной группы {100}<011> - {223}<110> становится равным 4 или меньше, а полюсная плотность D2 кристаллографической ориентации {332}<113> становится равной 4,8 или меньше. В этом случае, значение |Δr| горячекатаного стального листа становится равным 0,6 или меньше, и плоскостная анизотропия уменьшается. С другой стороны, если общая степень обжатия RF2 составляет менее 30%, рекристаллизация аустенита становится недостаточной, и, следовательно, значение |Δr| горячекатаного стального листа становится больше, чем 0,6.
[0144]
Предпочтительно, чтобы общая степень обжатия RF2 составляла 30% или больше, и чистовая прокатка, а температура завершения FT чистовой прокатки была не меньше, чем температура точки превращения Ar3 плюс 50°C. В этом случае ускоряется рекристаллизация в аустените.
[0145]
Коэффициент формы SR: 3,5 или больше
Коэффициент формы SR определяется следующим выражением (3).
Коэффициент формы SR=ld/hm (3)
где ld представляет собой длину дуги контакта между валком (финальным валком), который выполняет финальное обжатие чистовой прокатки, и стальным листом, и определяется следующей выражением.
ld=√(L×(hin-hout)/2)
где L (мм) представляет собой диаметр вышеупомянутого валка. Кроме того, hin представляет собой толщину (мм) стального листа на входной стороне вышеупомянутого валка, а hout представляет собой толщину стального листа на выходной стороне вышеупомянутого валка.
Значение hm определяется следующей выражением:
hm=(hin+hout)/2
[0146]
Если коэффициент формы SR равен 3,5 или больше, достаточная сдвиговая деформация может быть придана наружному слою стального листа во время горячей прокатки. В этом случае полюсная плотность D3 кристаллографической ориентации {110}<001> наружного слоя горячекатаного стального листа может быть сделана равной 2,5 или больше, и разность в твердости между толстостенной частью и тонкостенной частью прокатанной заготовки переменной толщины может быть уменьшена.
[0147]
Предпочтительная скорость прокатки FV финального прохода чистовой прокатки: 400 м/мин или больше
Скорость прокатки в чистовой прокатке особенно не ограничивается. Однако если интервал времени между проходами чистовой прокатки является слишком длинным, в некоторых случаях аустенитные зерна в стальном листе укрупняются, и ударная вязкость горячекатаного стального листа уменьшается. Соответственно, скорость прокатки FV окончательного прохода чистовой прокатки предпочтительно составляет 400 м/мин или больше. Более предпочтительный нижний предел скорости прокатки FV составляет 650 м/мин. В этом случае бейнит диспергируется в островной форме, и, следовательно, формуемость горячекатаного стального листа дополнительно улучшается. Верхний предел скорости прокатки FV особенно не ограничивается. Однако из-за ограничений оборудования верхний предел скорости прокатки FV составляет, например, 1800 м/мин.
[0148]
[Стадия охлаждения (S4)]
После завершения чистовой прокатки для того, чтобы усовершенствовать микроструктуру горячекатаного стального листа, выполняется охлаждение, которое оптимизируется управлением выходного рольганга (стадия охлаждения). В процессе горячей прокатки (черновой прокатки и чистовой прокатки), микроструктура стального листа представляет собой аустенит. Следовательно, в процессе горячей прокатки осаждение крупных карбонитридов титана за счет вызываемого деформацией осаждения подавляется. С другой стороны, на стадии охлаждения и стадии смотки после процесса горячей прокатки микроструктура стального листа трансформируется из аустенита в феррит. Соответственно, на этих стадиях термическая история горячекатаного стального листа регулируется так, чтобы осаждение карбонитридов титана внутри феррита могло быть подавлено. В частности, соответствующие условия на стадии охлаждения являются следующими.
[0149]
Интервал времени tS4 до начала охлаждения после завершения чистовой прокатки: 3 с или меньше
После завершения чистовой прокатки интервал времени tS4 до начала охлаждения составляет 3 с или меньше. Если интервал времени tS4 до начала охлаждения составляет больше чем 3 с, в исходном аустените прогрессирует осаждение крупных карбонитридов титана, и в результате количество растворенного углерода уменьшается, и величина BH также уменьшается. В этом случае прочность при растяжении горячекатаного стального листа уменьшается, и прочность при растяжении прокатанной заготовки переменной толщины также уменьшается. Кроме того, если интервал времени tS4 составляет более 3 с, аустенитные зерна в горячекатаном стальном листе становятся более крупными, и бейнит в микроструктуре будет располагаться непрерывно в форме групп. В этом случае формуемость горячекатаного стального листа уменьшается. Следовательно, интервал времени tS4 составляет 3 с или меньше.
[0150]
Нижний предел интервала времени tS4 особенно не ограничивается. Однако если интервал времени tS4 является слишком коротким, охлаждение выполняется в таком состоянии, в котором остается слоистая структура, полученная при прокатке, и получается бейнит, который располагается непрерывно в форме групп. В этом случае формуемость горячекатаного стального листа может уменьшаться. Следовательно, предпочтительный нижний предел интервала времени tS4 составляет 0,4 с.
[0151]
Средняя скорость охлаждения CR: 15°C/с или больше
Средняя скорость охлаждения CR до температуры завершения охлаждения составляет 15°C/с или больше. Если средняя скорость охлаждения CR составляет менее 15°C/с, во время охлаждения формируется перлит, и намеченная микроструктура не получается. Кроме того, если средняя скорость охлаждения CR является слишком медленной, выпадает большое количество мелких карбонитридов титана, и численная плотность n0 мелких карбонитридов титана становится больше чем 1,0×1017 на см3. С другой стороны, если средняя скорость охлаждения CR является слишком быстрой, становится трудным управлять температурой завершения охлаждения, и становится трудно получить намеченную микроструктуру. Следовательно, предпочтительный верхний предел средней скорости охлаждения CR составляет 150°C/с.
[0152]
Температура завершения охлаждения TS4: 600°C или меньше
Температура завершения охлаждения TS4 составляет 600°C или меньше. Если температура завершения охлаждения TS4 составляет более 600°C, после смотки проявляется тенденция к осаждению карбонитридов титана в образовавшемся феррите, и численная плотность n0 мелких карбонитридов титана в горячекатаном стальном листе становится больше чем 1,0×1017 на см3, и величина BH также уменьшается. В результате количество карбонитридов титана, которые осаждаются в результате термической обработки дисперсионного твердения, уменьшается, и прочность при растяжении прокатанной заготовки переменной толщины также уменьшается. Если температура завершения охлаждения TS4 составляет 600°C или меньше, в микроструктуре горячекатаного стального листа доля площади бейнита становится равной 20% или больше, а остаток является главным образом ферритом. В дополнение к этому, численная плотность n0 мелких карбонитридов титана в горячекатаном стальном листе составляет более чем 1,0×1017 на см3, и титан в горячекатаном стальном листе растворяется или приобретает форму кластеров.
[0153]
Предпочтительный верхний предел температуры завершения охлаждения TS4 составляет 550°C. В этом случае в микроструктуре горячекатаного стального листа доля площади бейнита дополнительно увеличивается.
[0154]
Если температура завершения охлаждения TS4 является слишком низкой, поскольку рулон поддерживается во влажном состоянии в течение длительного периода времени, поверхностные свойства ухудшаются. Следовательно, предпочтительный нижний предел температуры завершения охлаждения TS4 составляет 50°C. Для того, чтобы уменьшить силу реакции во время холодной прокатки, дополнительно предпочтительно, чтобы нижний предел температуры завершения охлаждения TS4 составлял 450°C.
[0155]
Полная кумулятивная длина диффузии Ltotal в интервале времени до тех пор, пока не начнется смотка, после того, как температура стального листа пройдет температуру точки Ar3 фазового превращения: 0,15 мкм или меньше
Для того, чтобы понизить количество осадка карбонитридов титана в горячекатаном стальном листе, длина (полная кумулятивная длина диффузии Ltotal), на которую титан диффундирует в течение интервала времени после того, как температура стального листа пройдет температуру точки Ar3 фазового превращения, до тех пор, пока не начнется смотка (то есть того интервала времени, в течение которого образуется феррит), ограничивается.
[0156]
Длина диффузии титана в феррите обозначается как «L», коэффициент объемной диффузии при температуре T°C обозначается как «D(T+273)», а время диффузии обозначается как «t». Тогда длина диффузии L определяется следующей выражением.
L=√(D(T)×t) (IV)
[0157]
D(T) в выражении (IV) определяется выражением (4), использующей коэффициент диффузии D0 титана, энергию активации Q и газовую постоянную R.
D(T)=D0×Exp{-Q/R(T+273)}
[0158]
Полная суммарная длина диффузии Ltotal титана в феррите представляет собой сумму длин диффузии L в очень малом интервале времени ΔtL (в секундах) в течение интервала времени после того, как температура стального листа станет равна температуре точки Ar3 фазового превращения, до тех пор, пока не начнется смотка. В данном описании вышеупомянутый очень малый интервал времени ΔtL составляет 0,2 с. Соответственно, полная кумулятивная длина диффузии Ltotal определяется выражением (4).
[0159]
Ltotal=Σ√(D(T)×tL) (4)
Если полная суммарная длина диффузии Ltotal титана в феррите, которая определяется выражением (4), составляет больше чем 0,15 мкм, осаждение карбонитридов титана ускоряется во время охлаждения. В этом случае, поскольку величина осаждения карбонитридов титана, вызываемого термической обработкой дисперсионного твердения, уменьшается, прочность при растяжении прокатанной заготовки переменной толщины также уменьшается. Соответственно, полная суммарная длина диффузии Ltotal составляет 0,15 мкм.
[0160]
[Стадия смотки (S5)]
После завершения охлаждения горячекатаный стальной лист сматывается в рулон. Температура CT (температура сматывания полосы в рулон) при начале смотки горячекатаного стального листа составляет 600°C или меньше. Если температура сматывания полосы в рулон составляет более 600°C, осаждение карбонитридов титана ускоряется во время смотки, и численная плотность n0 мелких карбонитридов титана в горячекатаном стальном листе становится больше, чем 1,0×1017 на см3, а также уменьшается величина BH. Следовательно, температура сматывания полосы в рулон CT составляет 600°C или меньше. Предпочтительный верхний предел температуры сматывания полосы в рулон CT составляет 500°C.
[0161]
Путем выполнения вышеописанных стадий производится горячекатаный стальной лист настоящего варианта осуществления.
[0162]
[Другие стадии]
С целью выпрямления формы горячекатаного стального листа после того, как все вышеописанные стадии закончатся, может быть выполнена дрессировка со степенью обжатия в диапазоне от 0,1 до 5%.
[0163]
Кроме того, может быть выполнена стадия удаления окалины, прилипшей к поверхности горячекатаного стального листа. На стадии удаления окалины обычное травление может быть выполнено с использованием соляной кислоты или серной кислоты, или может быть выполнено плоское шлифование посредством ленточно-шлифовального станка и т.п. Также может быть выполнена зачистка поверхности с использованием плазменной или газовой горелки и т.п. Эти обработки могут выполняться в комбинации.
[0164]
[ Прокатанная заготовка переменной толщины]
В прокатанной заготовке переменной толщины настоящего варианта осуществления толщина листа изменяется постепенно сокращаясь в направлении прокатки. Прокатанная заготовка переменной толщины включает в себя толстостенную часть и тонкостенную часть, в которой толщина листа является более тонкой, чем в толстостенной части. Прокатанная заготовка переменной толщины производится с использованием горячекатаного стального листа настоящего варианта осуществления, который был описан выше. У прокатанной заготовки переменной толщины настоящего варианта осуществления имеются следующие характеристики.
[0165]
Отношение твердости HR=Htmax/Htmin: от 1,0 или больше до 1,5
прокатанная заготовка переменной толщины формуется в форму конечного продукта с помощью холодной обработки, такой как прессование. Как было описано выше, прокатанная заготовка переменной толщины включает в себя части, в которых толщина листа различается (толстостенная часть и тонкостенная часть). Если имеется большая разница в твердости между толстостенной частью и тонкостенной частью, холодная формуемость прокатанной заготовки переменной толщины уменьшается. В таком случае часть прокатанной заготовки переменной толщины может порваться во время холодной обработки, использующей специализированную прокатанную заготовку для формования конечного продукта.
[0166]
Что касается прокатанной заготовки переменной толщины настоящего варианта осуществления, отношение HR средней твердости Htmax той части листа, в которой толщина листа является самой большой (называемой «самой толстостенной частью»), к средней твердости Htmin той части листа, в которой толщина листа является самой тонкой (называемой «самой тонкостенной частью») (то есть, отношение твердости HR=Htmax/Htmin) находится в диапазоне от больше чем 1,0 до 1,5. Если отношение твердости HR составляет 1,0 или меньше, твердость тонкостенной части является слишком высокой относительно твердости толстостенной части. В таком случае холодная формуемость прокатанной заготовки переменной толщины уменьшается, и в некоторых случаях происходит разрушение в тонкостенной части во время холодной обработки в конечный продукт. С другой стороны, если отношение твердости HR составляет больше чем 1,5, твердость толстостенной части является слишком высокой относительно твердости тонкостенной части. В этом случае формуемость прокатанной заготовки переменной толщины также уменьшается. В частности, даже если отношение (THmin/THmax) толщины THmin самой тонкостенной части листа к толщине THmax самой толстостенной части листа увеличивается до приблизительно 0,6, иногда происходит разрушение в толстостенной части. Следовательно, отношение твердости HR находится в диапазоне от больше чем 1,0 до 1,5. Предпочтительный нижний предел отношения твердости HR составляет 1,2. Предпочтительный верхний предел отношения твердости HR составляет 1,4.
[0167]
Отношение твердости HR измеряется следующим способом. В поперечном сечении в направлении толщины самой толстостенной части прокатанной заготовки переменной толщины твердость измеряется в центральном положении, в положении на глубине 1/4 толщины листа от поверхности, и в положении на глубине 3/4 толщины листа от поверхности. Твердость определяется с помощью теста твердости по Виккерсу в соответствии с японским промышленным стандартом JIS Z2244 (2009). Тестовое усилие устанавливается равным 98,07 Н. Среднее значение результатов измерения в этих трех точках определяется как средняя твердость Htmax (HV). Аналогичным образом в поперечном сечении в направлении толщины самой тонкостенной части твердость измеряется в центральном положении, в положении на глубине 1/4 толщины листа от поверхности, и в положении на глубине 3/4 толщины листа от поверхности, и среднее значение результатов измерения в этих трех точках определяется как средняя твердость Htmin (HV). Отношение твердости HR определяется с использованием полученных средних твердостей Htmax и Htmin.
[0168]
Средняя плотность дислокаций ρ в самой тонкостенной части: 1×1014м-2 или меньше
Превосходная холодная формуемость является желательной, в частности, в самой тонкостенной части прокатанной заготовки переменной толщины. Если средняя плотность дислокаций ρ самой тонкостенной части является слишком высокой, холодная формуемость самой тонкостенной части уменьшается, и самая тонкостенная часть становится склонной к разрыву при формовании конечного продукта с помощью холодной обработки. Следовательно, средняя плотность дислокаций самой тонкостенной части составляет 1×1014м-2 или меньше. Предпочтительная плотность дислокаций ρ составляет 5×1014м-2.
[0169]
Средняя плотность дислокаций ρ самой тонкостенной части измеряется следующим способом. Из самой тонкостенной части извлекается образец, который включает в себя поперечное сечение в направлении толщины листа. Используя этот образец, средняя плотность дислокаций ρ вычисляется на основе средней величины ширин (110), (211) и (220). В частности, рентгеновская дифрактометрия (XRD) выполняется с использованием этого образца, и определяются средние величины ширины дифракционных пиков (110), (200) и (211), соответственно. Средняя плотность дислокаций ρ (м-2) определяется на основе средней величины ширины в каждой индивидуальной кристаллографической плоскости. В частности, деформация ε определяется в соответствии со способом Вильямсона-Холла (см. Непатентный документ 1: G. K. Williams and W. H. Hall: Act. Metall., 1 (1953), 22) на основе средней величины ширины. На основе определенной деформации ε и вектора Бургерса b (b=0,25 нм) для железа, средняя плотность дислокаций ρ определяется путем использования ρ=14,4ε2/b2 (см. Непатентный документ 2: G. K. Williams and R. E. Smallman: Philos. Mag., 8 (1956), 34).
[0170]
Численная плотность n1 мелких карбонитридов титана (Ti(C, N)): больше чем 2×1017 на см3
Образование карбонитридов титана в горячекатаном стальном листе, который служит в качестве сырья, подавляется в максимально возможной степени. С другой стороны, для прокатанной заготовки переменной толщины желательна высокая прочность (590 МПа или больше с точки зрения прочности при растяжении). Следовательно, путем выполнения термической обработки для дисперсионного твердения, которая будет описана позже, большое количество мелких карбонитридов титана (карбонитридов титана, имеющих диаметр частиц 10 нм или меньше) формируется в прокатанной заготовке, чтобы тем самым увеличить ее прочность.
[0171]
В прокатанной заготовке переменной толщины настоящего варианта осуществления численная плотность n1 мелких карбонитридов титана, имеющих диаметр частиц 10 нм или меньше, составляет более чем 2×1017 на см3. В этом случае дисперсионное твердение является достаточным, и прочность при растяжении прокатанной заготовки переменной толщины составляет 590 МПа или больше. Предпочтительный нижний предел численной плотности n1 составляет 5×1015 на см3.
[0172]
Численная плотность n1 определяется аналогично численной плотности n0. В частности, образец извлекается из центральной части относительно толщины листа прокатанной заготовки переменной толщины. Численная плотность n1 затем определяется тем же самым способом, что и численная плотность n0, с использованием извлеченного образца. Таким образом, диаметры частиц мелких карбонитридов титана находятся в диапазоне от 0,5 до 10 нм.
[0173]
Прокатанная заготовка переменной толщины настоящего варианта осуществления имеет вышеописанные характеристики. Таким образом, прокатанная заготовка переменной толщины имеет высокую прочность (прочность при растяжении 590 МПа или больше), и, независимо от наличия толстостенной части и тонкостенной части, обладает превосходной холодной формуемостью.
[0174]
Оцинкованный слой (слой гальванического покрытия) или легированный оцинкованный слой могут быть сформированы на поверхности прокатанной заготовки переменной толщины настоящего варианта осуществления.
[0175]
[Способ для производства прокатанной заготовки переменной толщины]
Теперь будет описан один пример способа для производства вышеописанной прокатанной заготовки переменной толщины. Настоящий метод для производства прокатанной заготовки переменной толщины использует вышеописанный горячекатаный стальной лист. Настоящий метод для производства прокатанной заготовки переменной толщины включает в себя стадию холодной прокатки (S6) и стадию термической обработки для дисперсионного твердения (S7). Далее подробно описывается каждая производственная стадия.
[0176]
[Стадия холодной прокатки (S6)]
Вышеописанный горячекатаный стальной лист подвергается холодной прокатке для того, чтобы произвести промежуточный продукт с формой прокатанной заготовки переменной толщины. Например, одноклетевой стан холодной прокатки, имеющий пару валков, используется для холодной прокатки. Прокатка выполняется при изменении степени обжатия в одном или множестве положений в продольном направлении горячекатаного стального листа так, чтобы толщина листа изменялась постепенно сокращаясь. В этом случае производится промежуточный продукт, в котором толщина листа изменяется в направлении прокатки.
[0177]
Степень обжатия (коэффициент холодной прокатки) R холодной прокатки находится в диапазоне от больше чем 5% до 50%. То есть, коэффициент холодной прокатки Rmin в самой толстостенной части составляет больше чем 5%, а коэффициент холодной прокатки Rmax в самой тонкостенной части составляет 50% или меньше. Если коэффициент холодной прокатки R составляет 5% или меньше, введенное количество дислокаций, которые служат местами осаждения мелких карбонитридов титана при термической обработке дисперсионного твердения на последующей стадии, является малым, и следовательно осаждаемое количество мелких карбонитридов титана будет малым. В этом случае прочность прокатанной заготовки переменной толщины уменьшается. С другой стороны, если коэффициент холодной прокатки R составляет более 50%, то чрезмерное количество дислокаций будет введено во время холодной прокатки. В этом случае не будет происходить достаточного восстановления при термической обработке для дисперсионного твердения, и большое количество дислокаций останется даже после термической обработки для дисперсионного твердения. Следовательно, холодная формуемость прокатанной заготовки переменной толщины уменьшится. Кроме того, если коэффициент холодной прокатки R составляет более 50%, зерна кристаллографической ориентации {110}<001> в наружном слое горячекатаного стального листа исчезнут. В этом случае разница в твердости между толстостенной частью и тонкостенной частью увеличивается, и холодная формуемость уменьшается.
[0178]
Если коэффициент холодной прокатки R находится в диапазоне от больше чем 5% до 50%, даже после холодной прокатки остаются зерна кристаллографической ориентации {110}<001> в наружном слое. Следовательно, разница в твердости между толстостенной частью и тонкостенной частью может быть подавлена, и может быть гарантирована холодная формуемость прокатанной заготовки переменной толщины. В дополнение к этому, поскольку отношение твердости HR прокатанной заготовки переменной толщины находится внутри диапазона от больше чем 1,0 до 1,5, получается превосходная холодная формуемость.
[0179]
[Стадия термической обработки для дисперсионного твердения (S7)]
Термическая обработка для дисперсионного твердения выполняется на промежуточном продукте, произведенном с помощью холодной прокатки, чтобы тем самым произвести специализированную прокатанную заготовку.
[0180]
Оборудование термической обработки, которое используется для термической обработки для дисперсионного твердения, особенно не ограничивается. Оборудование термической обработки может быть непрерывным устройством термической обработки или может быть печью термической обработки периодического типа. Различные условия при термической обработке для дисперсионного твердения являются следующими.
[0181]
Максимальная температура нагрева Tmax во время термической обработки для дисперсионного твердения: от 600°C до 750°C
Максимальная температура нагрева Tmax во время термической обработки для дисперсионного твердения составляет от 600°C до 750°C. В этом случае, используя веденные холодной прокаткой дислокации в качестве мест осаждения, осаждается большое количество мелких карбонитридов титана. Если максимальная температура нагрева Tmax меньше чем 600°C, количество осаждающихся мелких карбонитридов титана будет недостаточным, и прочность при растяжении прокатанной заготовки переменной толщины не сможет быть улучшена. С другой стороны, если максимальная температура нагрева Tmax больше чем 750°C, даже если время выдержки tK (tK>0) при температуре 600°C или больше во время термической обработки для дисперсионного твердения является чрезвычайно коротким, осаждение мелких карбонитридов титана чрезмерно ускоряется и приводит к перестариванию. В этом случае прочность при растяжении прокатанной заготовки переменной толщины также не сможет быть улучшена. Следовательно, максимальная температура нагрева Tmax находится в диапазоне от 600°C до 750°C.
[0182]
Продолжительность выдержки tK: от 530-0,7×Tmax до 3600-3,9×Tmax
При термической обработке для дисперсионного твердения время выдержки tK при температуре 600°C или больше удовлетворяет Выражению (5) относительно максимальной температуры нагрева Tmax.
530-0,7×Tmax≤tK≤3600-3,9×Tmax (5)
Если время выдержки tK будет меньше чем 530-0,7×Tmax, то осаждение мелких карбонитридов титана не будет развиваться в достаточной степени. С другой стороны, если время выдержки tK составит более чем 3600-3,9×Tmax, то осаждение карбонитридов титана будет чрезмерно ускоряться, и произойдет перестаривание.
[0183]
Индекс термической обработки IN: от 16500 до 19500
Индекс термической обработки IN является значением, получаемым с использованием температуры нагрева Tn(K) термической обработки для дисперсионного твердения и времени t (в часах; в дальнейшем упоминаемого как «интервал времени термической обработки t») от начала термической обработки до ее завершения, путем индексирования перегруппировки и аннигиляции дислокаций, роста Оствальда и т.п. карбонитридов, а также явлений, которые возникают в зависимости от процесса термической активации, таких как скольжение дислокаций, поперечное скольжение, восходящее движение дислокаций, вызываемое диффузией пустых узлов, а также диффузия внутри основного соединения легирующих элементов, которые являются его элементарными процессами (см. Непатентный документ 3: Toshihiro Tsuchiyama, Heat Treatment 42 (2002), 163).
[0184]
В большинстве случаев этот индекс является значением, получаемым, когда параметр отпуска, который применяется как (T+273)(log(t/3600)+C) в то время, когда промежуточный продукт выдерживается в течение времени t (в секундах) при определенной фиксированной температуре T (°C), расширяется на условия термической обработки, при которой непрерывно возникают флуктуации температуры. При термической обработке для дисперсионного твердения температура начала термической обработки обозначается как T1 (°C), интервал времени термической обработки t делится на очень малые интервалы времени ΔtIN (в секундах), и средняя температура нагрева в n-ом интервале ΔtIN (= tn) обозначается как Tn (где n является натуральным числом). В частности, определяется очень малый интервал времени t1, который является таким периодом времени, что значение, равное IN1, получается при средней температуре нагрева T2 для очень малых областей интервала времени ΔtIN, которые являются последующими после того, как индекс термической обработки IN (в данном случае обозначенный как «IN1») определяется при температуре T1. Используя этот определенный очень малый интервал времени t1, значение IN определяется для интервала времени (ΔtIN+t1) при температуре T2, и определенное значение IN берется в качестве индекса термической обработки IN для периода от начала термической обработки до t2. Индекс термической обработки IN может быть определен вплоть до n-го интервала путем повторения аналогичных вычислений. При этом индекс термической обработки IN в тот момент времени, в котором термическая обработка для дисперсионного твердения завершается вплоть до n-го интервала, определяется выражением (6). Следует отметить, что в настоящем изобретении очень малый интервал времени ΔtIN принимается равным 1 секунде.
IN=(Tn+273)(log(tn/3600)+20) (6)
где tn в выражении (6) определяется выражением (7):
tn/3600=10X+ΔtIN/3600 (7)
где X=((Tn-1+273)/(Tn+273))(log(tn-1/3600)+20)-20. Кроме того, t1=ΔtIN.
Tn в выражении (6) определяется выражением (8).
Tn=Tn-1+αΔtIN (8)
где α представляет собой скорость увеличения температуры или скорость охлаждения (°C/с) при температуре Tn-1.
[0185]
Если индекс термической обработки IN имеет значение больше чем 19500, в некоторых случаях осаждение мелких карбонитридов титана развивается слишком быстро, и происходит перестаривание. В дополнение к этому, восстановление дислокаций развивается слишком быстро, и прочность при растяжении уменьшается. С другой стороны, если индекс термической обработки IN имеет значение меньше чем 16500, осаждение мелких карбонитридов титана не развивается должным образом. В таком случае желаемая прочность при растяжении также не получается. В дополнение к этому, поскольку восстановление дислокаций не развивается, и пластичность не улучшается, формуемость прокатанной заготовки переменной толщины уменьшается.
[0186]
Путем выполнения вышеописанных производственных стадий производится прокатанная заготовка переменной толщины, имеющая вышеупомянутые характеристики.
[0187]
[Другие стадии]
В стадиях для производства горячекатаного стального листа также может быть выполнена стадия цинкования, либо стадия цинкования может быть выполнена после вышеупомянутой термической обработки для дисперсионного твердения. Термическая обработка для дисперсионного твердения также может быть выполнена во время стадии цинкования. Отдельная поверхностная обработка также может быть дополнительно выполнена на горячекатаном стальном листе, на котором сформирован оцинкованный слой. В случае выполнения цинкования прокатанной заготовки переменной толщины после травления легирующая обработка может быть выполнена для того, чтобы сформировать легированный оцинкованный слой. В этом случае прокатанная заготовка переменной толщины получает превосходную коррозионную стойкость получается, а также увеличивается сварочная стойкость относительно различных видов сварки, таких как точечная сварка.
ПРИМЕРЫ
[0188]
[Оценка горячекатаного стального листа]
[Способ производства]
Была произведена расплавленная сталь, имеющая химические составы, описанные в Таблице 1, и слябы были произведены с использованием этой расплавленной стали.
[0189]
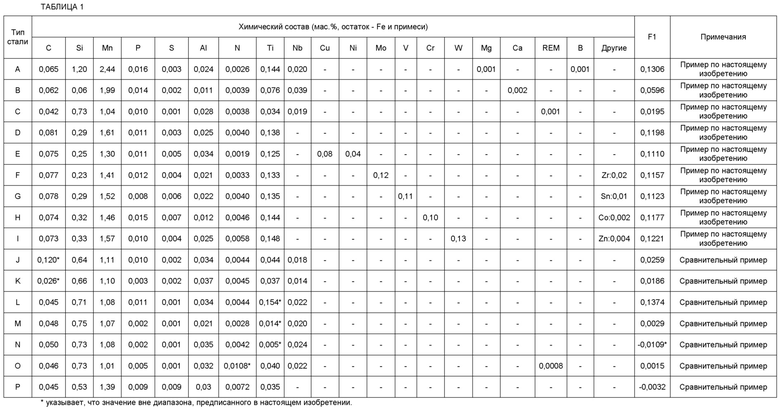
*
[0190]
Горячекатаные стальные листы были произведены с использованием слябов при условиях, показанных в Таблице 2.
[0191]


[0192]
Что касается Таблицы 2, сначала обработка на твердый раствор была выполнена при температуре SRTmin (°C), описанной в Таблице 2 для соответствующих слябов из типов стали, описанных в колонке «тип стали». После этого соответствующий сляб нагревался в течение периода времени, соответствующего tS1 при температуре нагрева TS1°C на стадии нагрева (S1). Стадия черновой прокатки (S2) выполнялась для соответствующего нагретого сляба для того, чтобы произвести черновой лист. Общее количество проходов TPN, общая степень обжатия RS2(%) и количество специфических проходов SPN показаны в Таблице 2.
[0193]
Стадия чистовой прокатки (S3) выполнялась с использованием произведенного таким образом чернового листа. Интервал времени tS3 (в секундах) от завершения черновой прокатки до начала чистовой прокатки, температура начала чистовой прокатки TS3 (°C), общая степень обжатия RS3 (%), степень обжатия на двух завершающих проходах RF2 (%), температура завершения чистовой прокатки FT (°C) и коэффициент формы SR показаны в Таблице 2, соответственно.
[0194]
Стадия охлаждения (S4) выполнялась на горячекатаном стальном листе после завершения чистовой прокатки. На стадии охлаждения интервал времени tS4 (в секундах) от завершения чистовой прокатки до начала охлаждения, средняя скорость охлаждения CR (°C/с), температура окончания охлаждения TS4 (°C) и полная кумулятивная длина диффузии Ltotal (мкм) показаны в Таблице 2, соответственно.
[0195]
Стадия смотки (S5) выполнялась на горячекатаном стальном листе после стадии охлаждения. Температура сматывания полосы в рулон CT показана в Таблице 2.
[0196]
[Тест оценки]
Следующие тесты были выполнены на соответствующих горячекатаных стальных листах, полученных с помощью вышеописанных производственных стадий.
[0197]
[Тест наблюдения микроструктуры]
Образец был извлечен из горячекатаных стальных листов горячей прокатки с соответствующим номером, и наблюдение микроструктуры было выполнено с помощью вышеописанного способа. Кроме того, с помощью вышеописанного способа были идентифицированы фазы внутри микроструктуры каждого номера горячей прокатки, и была определена доля площади (%) каждой фазы. Таблица 3 показывает долю площади каждой фазы. В колонке «бейнит» в Таблице 3 показана доля площади (%) бейнита. В колонке «другое» «PF» означает долю площади многоугольного феррита, «M» означает долю площади мартенсита, «P» означает долю площади перлита, и «обработанный F» означает долю площади обработанного феррита. В представленных примерах, когда длина окружности целевого ферритного зерна обозначается как lq, а ее эквивалентный диаметр окружности обозначается как dq, феррит, для которого lq/dq≥3,5 определяется как обработанный феррит.
[0198]
[Численная плотность n0 мелких карбонитридов титана и тест измерения величины BH]
Образцы были взяты из центральной части в направлении толщины листа каждого номера горячей прокатки, и численная плотность n0 мелких карбонитридов титана, а также величина BH, были определены с помощью вышеописанного способа. Определенные численные плотности n0 и величины ВН показаны в Таблице 3.
[0199]
[тест измерения полюсной плотности D1 - D3]
Полюсная плотность D1 ориентационной группы {100}<011> - {223}<110>,полюсная плотность D2 кристаллографической ориентации {332}<113>, и полюсная плотность D3 кристаллографической ориентации {110}<001> определялись вышеописанным способом. Полученные полюсные плотности D1 - D3 показаны в Таблице 3.
[0200]
[Испытание на растяжение]
Тестовый образец № 5 был извлечен из каждого номера горячей прокатки в соответствии с японским промышленным стандартом JIS Z 2201. Испытание на растяжение было выполнено в соответствии с японским промышленным стандартом JIS Z 2241 при обычной температуре с использованием извлеченных тестовых образцов № 5. Определялись предел текучести YP (МПа), прочность при растяжении TS (МПа) и относительное удлинение при разрыве El (%). Определенные значения предела текучести YP (МПа), прочности при растяжении TS (МПа) и относительного удлинения при разрыве El (%) показаны в Таблице 3.
[0201]
В дополнение к этому, значение |Δr|, которое является показателем плоскостной анизотропии, определялось следующим способом. Образец для испытания был взят из части, находящейся в положении, эквивалентном 1/4 ширины горячекатаного стального листа. Отношение пластической деформации (r0) в направлении прокатки, отношение пластической деформации (r45) в направлении под углом 45° к направлению прокатки, и отношение пластической деформации (r90) в направлении под углом 90° к направлению прокатки (в направлении ширины листа) были определены с использованием этого образца для испытания. |Δr| определялось следующей выражением, использующей определенные значения.
|Δr|=|(r0-2×r45+r90)/2|
[0202]
Соответствующие цели для прочности при растяжении горячекатаных стальных листов были следующими:
Сталь типа А класса 980 МПа: больше чем 915 МПа;
Сталь типов B, D и J класса 780 МПа: больше чем 715 МПа;
Сталь типов C, E, F, H, I и L класса 690 МПа: больше чем 625 МПа; и
Сталь типов G, K, M, N, O и P класса 590 МПа: больше чем 525 МПа.
[0203]
Было определено, что если относительное удлинение при разрыве El горячекатаного стального листа составляет 13% или больше, растрескивание при прессовании с трудом образуется в прокатанной заготовке после термической обработки дисперсионного твердения, и горячекатаный стальной лист и прокатанная заготовка переменной толщины обладают превосходной холодной формуемостью.
[0204]
Было определено, что если значение |Δr|, которое является показателем плоскостной анизотропии, составляет 0,6 или меньше, плоскостная анизотропия является небольшой, и горячекатаный стальной лист обладает превосходной холодной формуемостью. С другой стороны, было определено, что если значение |Δr| больше чем 0,6, плоскостная анизотропия является большой, и требуется обрезка кромок, и следовательно выход готовой продукции понижается.
[0205]
[Результаты теста]
Результаты теста показаны в Таблице 3.
[0206]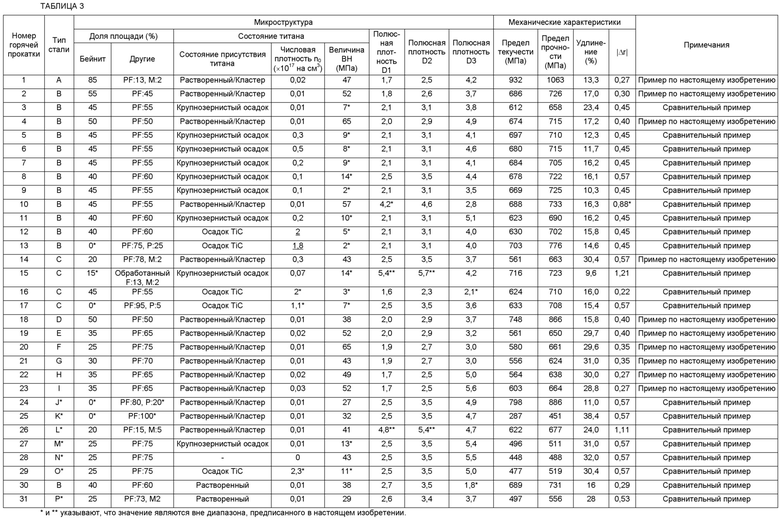
[0207]
Химические составы для горячей прокатки под номерами 1, 2, 4, 14 и 18-23 были подходящими, и производственные условия также были подходящими. Следовательно, доля площади бейнита в микроструктуре составляла 20% или больше, и остаток состоял главным образом из феррита. Кроме того, каждая из полюсных плотностей D1 к D3 также была подходящей. В дополнение к этому, численная плотность n0 карбонитридов титана составляла 1×1017 на см3 или меньше. Следовательно, был получен высокий предел прочности. Кроме того, относительное удлинение при разрыве составило 13% или больше, что указывает на то, что горячекатаный стальной лист имеет превосходную холодную формуемость. В дополнение к этому, значение |Δr| составило 0,6 или меньше, что означает, что плоскостная анизотропия была достаточно низкой.
[0208]
С другой стороны, хотя химический состав для горячей прокатки под номером 3 был подходящим, температура нагрева TS1 была меньше, чем SRTmin. Следовательно, хотя численная плотность n0 мелких карбонитридов титана была низкой, оставалось большое количество крупных карбонитридов титана, и величина BH стала низкой. В результате прочность при растяжении горячекатаного стального листа была низкой, и составила 715 МПа или меньше.
[0209]
Что касается горячей прокатки под номером 5, общая степень обжатия RS2 на стадии черновой прокатки была слишком низкой. Следовательно, неоднородность диаметров частиц аустенита и сегрегация не были устранены в достаточной степени, и осадилось большое количество крупных карбонитридов титана, которые являются неэффективными для упрочнения. Хотя численная плотность n0 мелких карбонитридов титана была низкой, величина BH стала низкой. В результате прочность при растяжении горячекатаного стального листа была низкой и составила 715 МПа или меньше, и кроме того относительное удлинение при разрыве имело низкое значение, меньше чем 13%, и холодная формуемость горячекатаного стального листа была низкой.
[0210]
Что касается горячей прокатки под номером 6, на стадии черновой прокатки количество специфических проходов SPN, для которых степень обжатия 20% или больше выполняется в диапазоне температур от 1050°C до 1150°C, было меньше 1, то есть 0. Следовательно, неоднородность диаметров частиц аустенита и сегрегация не были устранены в достаточной степени, и осадилось большое количество крупных карбонитридов титана, которые являются неэффективными для упрочнения, и величина BH была низкой. В результате прочность при растяжении горячекатаного стального листа была низкой и составила 715 МПа или меньше, и относительное удлинение при разрыве также было низким и составило меньше чем 13%.
[0211]
Что касается горячей прокатки под номером 7, интервал времени tS3 до начала чистовой прокатки был слишком длинным. Следовательно, карбонитриды титана стали крупными, и величина BH стала низкой. В результате прочность при растяжении была низкой и составила 715 МПа или меньше.
[0212]
Что касается горячей прокатки под номером 8, температура TS3 начала чистовой прокатки была слишком низкой. Следовательно, величина BH стала низкой. В результате, хотя не было никакой конкретной проблемы с характеристиками (прочность при растяжении TS, относительное удлинение при разрыве EL и |Δr|) горячекатаного стального листа, как будет описано позже, холодная формуемость прокатанной заготовки переменной толщины, произведенной с использованием этого горячекатаного стального листа, была низкой.
[0213]
Что касается горячей прокатки под номером 9, общая степень обжатия RS3 на стадии чистовой прокатки была слишком низкой. Следовательно, аустенитные зерна не были измельчены, и ускорилось неоднородное осаждение. В результате величина BH стала низкой. В дополнение к этому, был сформирован бейнит, который располагался непрерывно в форме групп. Следовательно, относительное удлинение при разрыве составило меньше чем 13%, и холодная формуемость горячекатаного стального листа была низкой.
[0214]
Что касается горячей прокатки под номером 10, степень обжатия RF2 завершающих двух проходов составила меньше чем 30%. Следовательно, рекристаллизация в центральной части в направлении толщины листа была недостаточной после последнего обжатия при прокатке, и в результате полюсная плотность D1 была меньше чем 4. Следовательно, значение |Δr| было больше чем 0,6.
[0215]
Что касается горячей прокатки под номером 11, интервал времени tS4 после чистовой прокатки до начала охлаждения был слишком длинным. Следовательно, количество крупных карбонитридов титана увеличилось слишком сильно, и величина BH стала низкой. В результате прочность при растяжении была низкой и составила 715 МПа или меньше.
[0216]
Что касается горячей прокатки под номером 12, средняя скорость охлаждения CR на стадии охлаждения была слишком медленной. В дополнение к этому, температура прекращения охлаждения TS4 была высокой, и суммарная длина диффузии Ltotal была слишком большой. Следовательно, численная плотность n0 мелких карбонитридов титана была слишком высокой. В результате прочность при растяжении была низкой и составила 715 МПа или меньше.
[0217]
Что касается горячей прокатки под номером 13, температура прекращения охлаждения TS4 и температура сматывания полосы в рулон CT были слишком высокими. Следовательно, бейнит не образовался, и численная плотность n0 мелких карбонитридов титана была слишком высокой. В результате, хотя не было никакой конкретной проблемы с характеристиками (прочность при растяжении TS, относительное удлинение при разрыве EL и |Δr|) горячекатаного стального листа, как будет описано позже, холодная формуемость прокатанной заготовки переменной толщины, произведенной с использованием этого горячекатаного стального листа, была низкой.
[0218]
Что касается горячей прокатки под номером 15, температура завершения чистовой прокатки FT на стадии чистовой прокатки была меньше, чем температура точки фазового превращения Ar3. Следовательно, доля площади бейнита в микроструктуре была слишком низкой, и доля площади многоугольного феррита также была низкой. Кроме того, осаждалось большое количество крупных карбонитридов титана, и величина BH стала меньше чем 15 МПа. Полюсные плотности D1 и D2 также были слишком высокими. В результате значение |Δr| было больше чем 0,6, и плоскостная анизотропия была большой. Следовательно, относительное удлинение при разрыве EL составило меньше чем 13%, и холодная формуемость горячекатаного стального листа была низкой.
[0219]
Что касается горячей прокатки под номером 16, температура завершения чистовой прокатки FT была слишком высокой. Кроме того, кумулятивная длина диффузии Ltotal была слишком большой. Следовательно, численная плотность n0 мелких карбонитридов титана была слишком высокой. В результате, хотя не было никакой конкретной проблемы с характеристиками (прочность при растяжении TS, относительное удлинение при разрыве EL и |Δr|) горячекатаного стального листа, как будет описано позже, холодная формуемость прокатанной заготовки переменной толщины, произведенной с использованием этого горячекатаного стального листа, была низкой.
[0220]
Что касается горячей прокатки под номером 17, температура прекращения охлаждения TS4 была слишком высокой, и кумулятивная длина диффузии Ltotal была слишком большой. Следовательно, бейнит не образовался, и численная плотность n0 карбонитридов титана была слишком высокой. В результате, хотя не было никакой конкретной проблемы с характеристиками (прочность при растяжении TS, относительное удлинение при разрыве EL и |Δr|) горячекатаного стального листа, как будет описано позже, холодная формуемость прокатанной заготовки переменной толщины, произведенной с использованием этого горячекатаного стального листа, была низкой.
[0221]
В случае горячей прокатки под номером 24 содержание углерода было слишком высоким. Следовательно, бейнит не образовался, и доля площади феррита также была низкой. В результате относительное удлинение при разрыве El было слишком низким.
[0222]
В случае горячей прокатки под номером 25 содержание углерода было слишком низким. Следовательно, бейнит и феррит не образовывались, и прочность при растяжении была слишком низкой.
[0223]
В случае горячей прокатки под номером 26 содержание титана было слишком высоким. Следовательно, полюсные плотности D1 и D2 были слишком высокими, и значение |Δr| было больше чем 0,6.
[0224]
В случае горячей прокатки под номером 27 содержание титана было слишком низким. Кроме того, суммарная длина диффузии Ltotal была слишком большой. Следовательно, сформировались крупные карбонитриды титана, и величина BH уменьшилась. В результате прочность при растяжении горячекатаного стального листа была низкой.
[0225]
В случае горячей прокатки под номером 28 содержание титана было слишком низким. В дополнение к этому, значение F1 было меньше, чем 0, и не удовлетворяло Выражению (1). В результате прочность при растяжении была слишком низкой.
[0226]
В случае горячей прокатки под номером 29 содержание азота было слишком высоким. Следовательно, численная плотность n0 мелких карбонитридов титана была слишком высокой, и прочность при растяжении была низкой.
[0227]
Что касается горячей прокатки под номером 30, химический состав был подходящим, и значение F1 удовлетворяло Выражению (1). Однако коэффициент формы SR был слишком низким. Следовательно, полюсная плотность D3 была слишком низкой. В результате, как будет описано позже, отношение твердости HR прокатанной заготовки переменной толщины было больше чем 1,5, и холодная формуемость прокатанной заготовки переменной толщины была низкой.
[0228]
Что касается горячей прокатки под номером 31, хотя химический состав был подходящим, значение F1 не удовлетворяло Выражению (1). В результате прочность при растяжении была слишком низкой.
[0229]
[Производство прокатанных заготовок переменной толщины]
Далее специализированные прокатанные заготовки были произведены при условиях, показанных в Таблице 4, с использованием горячекатаных стальных листов для каждого номера горячей прокатки, показанного в Таблице 3.
[0230]


[0231]
В частности, используя горячекатаные стальные листы горячей прокатки под номерами, показанными в Таблице 4, сначала была выполнена холодная прокатка для того, чтобы произвести промежуточные продукты в форме прокатанной заготовки переменной толщины. Минимальное значение Rmin и максимальное значение Rmax коэффициента холодной прокатки показаны в Таблице 4.
[0232]
Соответствующие промежуточные продукты после холодной прокатки были подвергнуты термической обработке дисперсионного твердения при условиях, показанных в Таблице 4, для того, чтобы произвести специализированные прокатанные заготовки. В колонке «Система нагрева» в Таблице 4, термин «CAL» означает, что использовалось оборудование термической обработки непрерывного типа. Термин «BAF» означает, что использовалась печь термической обработки периодического типа. В Таблице 4 «F2» означает, что F2=530-0,7×Tmax, а «F3» означает, что F3=3600-3,9×Tmax.
[0233]
В Таблице 4 колонка «класс прочности» означает класс прочности соответствующих стальных листов после термической обработки дисперсионного твердения как один из классов 440, 590, 780 и 980. В том случае, когда прочность при растяжении после термической обработки составляет 800 МПа, прочность при растяжении классифицируется как класс 780 МПа.
[0234]
В дополнение к этому, специализированные прокатанные заготовки холодной прокатки с теми номерами, для которых указано «Да» в колонке «Покрытие металлом» в Таблице 4, были подвергнуты цинкованию в расплаве, и на них был сформирован слой металлизации.
[0235]
[Тест оценки]
[Плотность дислокаций ρ]
Плотность дислокации ρ определялась вышеописанным способом. Определенные плотности дислокаций ρ показаны в Таблице 4.
[0236]
[Численная плотность n1 мелких карбонитридов титана]
Численная плотность n1 мелких карбонитридов титана определялась вышеописанным способом. Определенные численные плотности n1 показаны в Таблице 4.
[0237]
[Отношение твердости HR]
Отношение твердости HR определялось на основе вышеописанного способа. Определенные значения отношения твердости HR показаны в Таблице 4.
[0238]
[Тест оценки формуемости]
Тест прессования был выполнен на специализированных прокатанных заготовках. В тесте прессования штамп в форме шляпы (R5, высота формования 50 мм, основание 80 мм), который моделировал центральную стойку кузова, использовался при BHF 120 кН.
[0239]
Результат определялся как «Да» для «растрескивания при прессовании» в том случае, когда растрескивание происходило на линии кромки, и как «Нет» в том случае, когда растрескивание не возникало. Наличие/отсутствие растрескивания определялось путем визуального наблюдения.
[0240]
Что касается «прочности элемента», образец для испытания на раздавливание, полученный путем точечной сварки фланцевых частей элемента с профилем в виде шляпы, имеющей R 5 мм, основание 40 мм, высоту формования 40 мм, две фланцевые части по 25 мм и длину 300 мм, с задним листом, имеющим размер 110 мм × 300 мм, с последующим привариванием к нему верхнего листа (квадрата со стороной 250 мм), использовался для выполнения испытания на раздавливание. Случай, в котором сопротивление раздавливанию, когда сжимающая нагрузка прикладывалась в продольном направлении, имел тот же самый уровень прочности или превышал критерий, обозначен как «o», а тот случай, который не соответствовал критерию, обозначен как «×». Кроме того, тот случай, когда испытание на раздавливание не могло быть выполнено, потому что растрескивание произошло во время прессования, обозначен как «-».
[0241]
[Результаты теста]
Результаты теста для специализированных прокатанных заготовок показаны в Таблице 4. Что касается Таблицы 4, для холодной прокатки под номерами 1-1, 2-1, 2-8, 4-1, 14-1, 18-1, 18-2, 19-1, 20-1, 21-1, 22-1 и 23-1 горячекатаный стальной лист был подходящим, и производственные условия были также подходящими. Следовательно, плотность дислокаций ρ прокатанной заготовки переменной толщины составляла 1×1014м-2 или меньше, а численная плотность n1 мелких карбонитридов титана была больше, чем 2×1017 на см3. В дополнение к этому, отношение твердости HR находилось в диапазоне от больше чем 1,0 до 1,5. Следовательно, растрескивания при прессовании не происходило, и статическое сопротивление раздавливанию также было более высоким, чем критерий. В дополнение к этому, прочность при растяжении TS каждой прокатанной заготовки переменной толщины составила 590 МПа или больше. Соответственно, были получены специализированные прокатанные заготовки, обладающие превосходной прочностью и формуемостью.
[0242]
В отличие от этого, для холодной прокатки под номером 2-2 коэффициент холодной прокатки R для самой толстостенной части составил менее 5%. Следовательно, отношение средней твердости HR было больше чем 1,5. Поскольку имелась разница между твердостью толстостенной части и твердостью тонкостенной части прокатанной заготовки переменной толщины, во время прессования произошло растрескивание, и формуемость была низкой.
[0243]
Что касается холодной прокатки под номером 2-3, коэффициент холодной прокатки R самой тонкостенной части составлял более чем 50% во время холодной прокатки. Следовательно, плотность дислокаций ρ самой тонкостенной части была слишком высокой, и растрескивание происходило во время прессования.
[0244]
Что касается холодной прокатки под номером 2-4, максимальная температура нагрева Tmax при термической обработке дисперсионного твердения была слишком низкой. Следовательно, плотность дислокаций ρ самой тонкостенной части была слишком высокой. В дополнение к этому, численная плотность n1 мелких карбонитридов титана была слишком низкой. В результате растрескивание происходило во время прессования, и формуемость прокатанной заготовки переменной толщины была низкой.
[0245]
Что касается холодной прокатки под номером 2-5, максимальная температура нагрева Tmax при термической обработке дисперсионного твердения была слишком высокой. В дополнение к этому, индекс термической обработки IN был слишком высоким. Следовательно, численная плотность n1 карбонитридов титана была слишком низкой, и прочность после прессования была слишком низкой.
[0246]
Что касается холодной прокатки под номером 2-6, время выдержки tK при температуре 600°C или больше во время термической обработки дисперсионного твердения было слишком длинным. Следовательно, численная плотность n1 мелких карбонитридов титана была слишком низкой, и прочность после прессования была слишком низкой.
[0247]
Что касается холодной прокатки под номером 2-7, индекс термической обработки IN был слишком высоким. Следовательно, численная плотность n1 мелких карбонитридов титана была слишком низкой, и прочность после прессования была слишком низкой.
[0248]
Что касается холодной прокатки под номером 2-9, максимальная температура нагрева Tmax во время термической обработки дисперсионного твердения была слишком низкой, и индекс термической обработки IN также был низким. Следовательно, численная плотность n1 мелких карбонитридов титана была слишком низкой. В дополнение к этому, отношение средней твердости HR было слишком высоким. В результате растрескивание происходило во время прессования.
[0249]
Что касается холодной прокатки под номером 2-10, максимальная температура нагрева Tmax при термической обработке дисперсионного твердения была слишком высокой. В результате численная плотность n1 мелких карбонитридов титана была слишком низкой, и адекватная прочность не была получена после прессования.
[0250]
Что касается холодной прокатки под номером 2-11, время выдержки tK при температуре 600°C или больше во время термической обработки дисперсионного твердения было слишком коротким. В результате плотность дислокаций ρ была слишком высокой, и численная плотность n1 мелких карбонитридов титана была слишком низкой. В дополнение к этому, отношение средней твердости HR было слишком высоким. В результате растрескивание происходило во время прессования.
[0251]
Что касается холодной прокатки под номером 2-12, индекс термической обработки IN термической обработки для дисперсионного твердения был слишком низким. В результате плотность дислокаций ρ была слишком высокой, и численная плотность n1 мелких карбонитридов титана была слишком низкой. Отношение средней твердости HR также было слишком высоким.
[0252]
Что касается холодной прокатки под номером 3-1, величина BH в горячекатаном стальном листе была слишком низкой. Следовательно, хотя условия для производства прокатанной заготовки переменной толщины были подходящими, численная плотность n1 мелких карбонитридов титана была слишком низкой. В результате прочность после прессования была низкой.
[0253]
Что касается холодной прокатки под номерами 5-1 и 6-1, величина BH в горячекатаном стальном листе была слишком низкой, и относительное удлинение при разрыве El было слишком низким. Следовательно, растрескивание происходило во время холодной прокатки.
[0254]
Что касается холодной прокатки под номерами 7-1 и 8-1, величина BH использовавшегося горячекатаного стального листа была слишком низкой. Следовательно, численная плотность n1 мелких карбонитридов титана была слишком низкой. В дополнение к этому, отношение средней твердости HR было слишком низким. В результате растрескивание происходило во время прессования.
[0255]
Что касается холодной прокатки под номером 9-1, в использовавшемся горячекатаном стальном листе величина BH была слишком низкой, и относительное удлинение при разрыве El было слишком низким. Следовательно, растрескивание происходило во время холодной прокатки.
[0256]
Что касается холодной прокатки под номером 10-1, полюсная плотность D1 использовавшегося горячекатаного стального листа была слишком высокой, и значение |Δr| было слишком высоким. Следовательно, отношение средней твердости HR было слишком высоким, и растрескивание происходило во время прессования.
[0257]
Что касается холодной прокатки под номером 11-1, величина BH использовавшегося горячекатаного стального листа была слишком низкой. Кроме того, что касается холодной прокатки под номерами 12-1 и 13-1, численная плотность n0 мелких карбонитридов титана в использовавшихся горячекатаных стальных листах была слишком высокой. Следовательно, численная плотность n1 мелких карбонитридов титана была слишком низкой. В дополнение к этому, отношение средней твердости HR было слишком низким. В результате растрескивание происходило во время прессования.
[0258]
Что касается холодной прокатки под номером 15-1, использовался горячекатаный стальной лист, в котором полюсные плотности D1 и D2 были высокими, и плоскостная анизотропия была большой. Следовательно, горячекатаный стальной лист разрушался во время холодной прокатки.
[0259]
Что касается холодной прокатки под номерами 16-1 и 17-1, численная плотность n0 мелких карбонитридов титана использовавшегося горячекатаного стального листа была слишком высокой. Следовательно, численная плотность n1 мелких карбонитридов титана была слишком низкой. В дополнение к этому, отношение средней твердости HR было слишком низким. В результате растрескивание происходило во время прессования.
[0260]
Что касается холодной прокатки под номером 18-3, хотя использовался подходящий горячекатаный стальной лист, максимальная температура нагрева Tmax при термической обработке дисперсионного твердения была слишком высокой, и индекс термической обработки IN был слишком высоким. Следовательно, численная плотность n1 мелких карбонитридов титана была слишком низкой, и отношение средней твердости HR было слишком высоким. В результате растрескивание происходило во время прессования.
[0261]
Что касается холодной прокатки под номером 24-1, использовался горячекатаный стальной лист, в котором содержание углерода было слишком высоким. Следовательно, горячекатаный стальной лист разрушался во время холодной прокатки.
[0262]
Что касается холодной прокатки под номером 25-1, использовался горячекатаный стальной лист, в котором содержание углерода было слишком низким. Следовательно, численная плотность n1 мелких карбонитридов титана была слишком низкой, и отношение средней твердости HR также было слишком низким. В результате растрескивание происходило во время прессования.
[0263]
Что касается холодной прокатки под номером 26-1, использовался горячекатаный стальной лист, в котором содержание титана было слишком высоким, и полюсные плотности D1 и D2 были высокими. Следовательно, плотность дислокаций ρ была слишком высокой, и отношение средней твердости HR было слишком высоким. В результате растрескивание происходило во время прессования.
[0264]
Что касается холодной прокатки под номерами 27-1 и 28-1, использовался горячекатаный стальной лист, в котором содержание титана было слишком низким. Следовательно, численная плотность n1 мелких карбонитридов титана была слишком низкой, и отношение твердости HR было слишком высоким. В результате растрескивание происходило во время прессования.
[0265]
Что касается холодной прокатки под номером 29-1, использовался горячекатаный стальной лист, в котором содержание азота было слишком высоким. В результате горячекатаный стальной лист разрушался во время холодной прокатки.
[0266]
Что касается холодной прокатки под номером 30-1, полюсная плотность D3 использовавшегося горячекатаного стального листа была слишком низкой. Следовательно, отношение твердости HR было слишком высоким, и растрескивание происходило во время прессования.
[0267]
Что касается холодной прокатки под номером 31-1, в использовавшемся горячекатаном стальном листе значение F1 не удовлетворяло Выражению (1). Следовательно, численная плотность n1 мелких карбонитридов титана была слишком низкой, и отношение твердости HR было слишком высоким. В результате растрескивание происходило во время прессования.
[0268]
Один вариант осуществления настоящего изобретения был описан выше. Однако вышеописанный вариант осуществления является просто примером для того, чтобы осуществить настоящее изобретение. Соответственно, настоящее изобретение не ограничивается вышеописанным вариантом осуществления, и вышеописанный вариант осуществления может быть подходящим образом модифицирован внутри диапазона, который не отклоняется от технической области охвата настоящего изобретения.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0269]
В соответствии с настоящим вариантом осуществления может быть получена прокатанная заготовка переменной толщины, которая имеет прочность при растяжении 590 МПа или больше, а также имеет превосходную холодную формуемость. Прокатанная заготовка переменной толщины в соответствии с настоящим изобретением может использоваться для таких применений, как компоненты каркаса автомобилей, а также внутренние листовые элементы, структурные элементы и элементы нижней части, от которых требуется высокий уровень поглощения энергии удара, жесткости, предела усталости и т.п., и ее промышленный вклад является весьма значительным.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полосы переменной толщины и полоса переменной толщины | 2023 |
|
RU2813726C1 |
| ГОРЯЧЕКАТАНЫЙ СТАЛЬНОЙ ЛИСТ С ВЫСОКИМ ОТНОШЕНИЕМ ПРЕДЕЛА ТЕКУЧЕСТИ К ПРЕДЕЛУ ПРОЧНОСТИ, КОТОРЫЙ ИМЕЕТ ПРЕВОСХОДНЫЕ ХАРАКТЕРИСТИКИ ПОГЛОЩЕНИЯ ЭНЕРГИИ УДАРА ПРИ НИЗКОЙ ТЕМПЕРАТУРЕ И УСТОЙЧИВОСТЬ К РАЗМЯГЧЕНИЮ ЗОНЫ ТЕРМИЧЕСКОГО ВЛИЯНИЯ (HAZ), И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2012 |
|
RU2562582C1 |
| ВЫСОКОПРОЧНЫЙ, ГАЛЬВАНИЗИРОВАННЫЙ ПОГРУЖЕНИЕМ СТАЛЬНОЙ ЛИСТ И ВЫСОКОПРОЧНЫЙ, ПОДВЕРГНУТЫЙ ЛЕГИРОВАНИЮ, ГАЛЬВАНИЗИРОВАННЫЙ ПОГРУЖЕНИЕМ СТАЛЬНОЙ ЛИСТ, ИМЕЮЩИЕ ПРЕВОСХОДНУЮ ФОРМУЕМОСТЬ И НИЗКУЮ АНИЗОТРОПИЮ МАТЕРИАЛА, С ПРЕДЕЛОМ ПРОЧНОСТИ НА РАЗРЫВ 980 МПА ИЛИ БОЛЕЕ, И СПОСОБ ИХ ПОЛУЧЕНИЯ | 2012 |
|
RU2583194C2 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО ПРОКАТА ДЛЯ СУДОСТРОЕНИЯ | 2013 |
|
RU2530078C1 |
| ХОЛОДНОКАТАНЫЙ СТАЛЬНОЙ ЛИСТ, ОБЛАДАЮЩИЙ ПРЕВОСХОДНОЙ СГИБАЕМОСТЬЮ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2012 |
|
RU2524021C2 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО НИЗКОЛЕГИРОВАННОГО ШТРИПСА | 2009 |
|
RU2393238C1 |
| ВЫСОКОПРОЧНЫЙ ХОЛОДНОКАТАНЫЙ СТАЛЬНОЙ ЛИСТ, ИМЕЮЩИЙ ПРЕВОСХОДНЫЕ РАВНОМЕРНОЕ ОТНОСИТЕЛЬНОЕ УДЛИНЕНИЕ И СПОСОБНОСТЬ К РАСШИРЕНИЮ ОТВЕРСТИЯ, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2559070C2 |
| ГОРЯЧЕКАТАНЫЙ СТАЛЬНОЙ ЛИСТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2518830C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО НИЗКОЛЕГИРОВАННОГО ПРОКАТА | 2011 |
|
RU2466193C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНОГО СТАЛЬНОГО ПРОКАТНОГО ПЛОСКОГО ИЗДЕЛИЯ | 2015 |
|
RU2675183C2 |
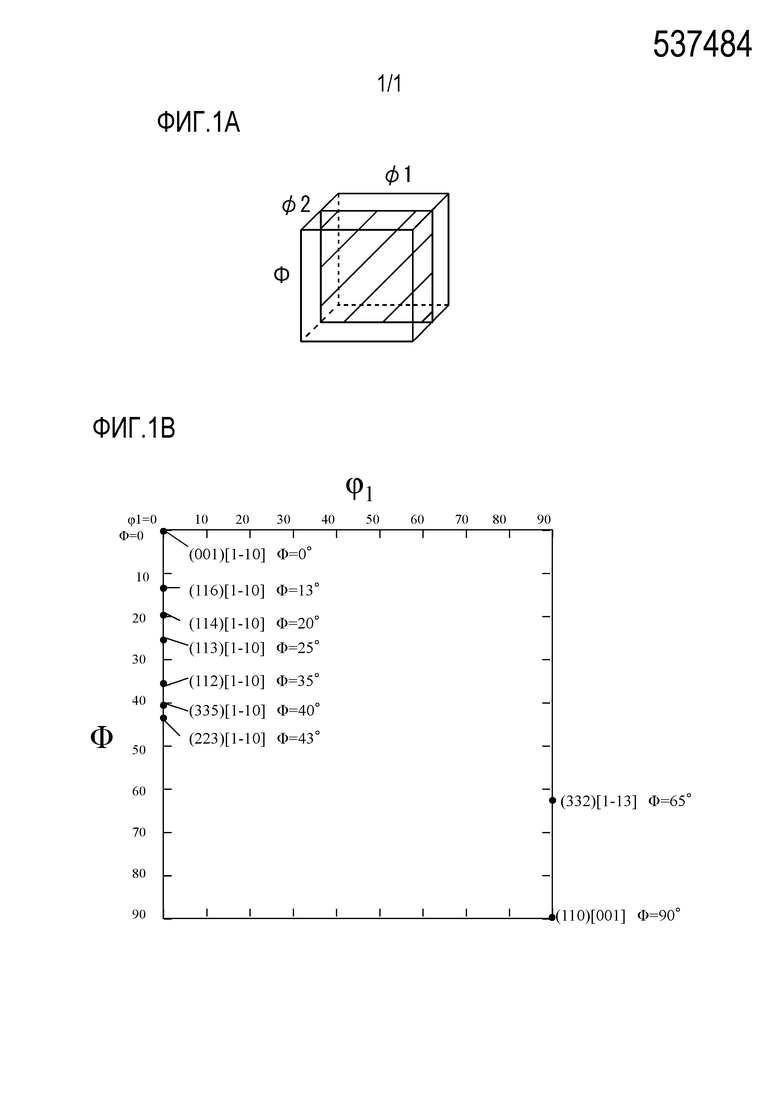
Изобретение относится к области металлургии. Для обеспечения высокого предела прочности и превосходной холодной формуемости горячекатаный стальной лист имеет химический состав, который содержит C, Si, Mn, P, S, Al, N, Ti, Fe и примеси остальное и который удовлетворяет выражению [Ti]-48/14×[N]-48/32×[S]≥0, а также микроструктуру, содержащую в единицах доли площади 20% или больше бейнита, причем 50% или больше остатка в единицах доли площади составляет феррит. Внутри горячекатаного стального листа среднее значение полюсных плотностей ориентационной группы {100}<011> - {223}<110> составляет 4 или меньше, и полюсная плотность кристаллографической ориентации {332}<113> составляет 4,8 или меньше. В наружном слое горячекатаного стального листа полюсная плотность кристаллографической ориентации {110}<001> составляет 2,5 или больше. Кроме того, среди карбонитридов титана в горячекатаном стальном листе численная плотность мелких карбонитридов титана, имеющих диаметр частиц 10 нм или меньше, составляет 1,0×1017 на см3 или меньше, а величина термического упрочнения (ВН-эффект) составляет 15 МПа или больше. 5 н. и 18 з.п. ф-лы, 2 ил., 4 табл.
1. Горячекатаный стальной лист для производства прокатанной листовой заготовки переменной толщины, выполненной из стали, содержащей, мас.%:
C от 0,03 до 0,1
Si 1,5 или меньше
Mn от 1,0 до 2,5
P 0,1 или меньше
S 0,02 или меньше
Al от 0,01 до 1,2
N 0,01 или меньше
Ti от 0,015 до 0,15
Nb от 0 до 0,1
Cu от 0 до 1
Ni от 0 до 1
Mo от 0 до 0,2
V от 0 до 0,2
Cr от 0 до 1
W от 0 до 0,5
Mg от 0 до 0,005
Ca от 0 до 0,005
редкоземельный металл от 0 до 0,1
B от 0 до 0,005
один или более элементов из группы, состоящей из Zr, Sn, Co и Zn, в общем количестве от 0 до 0,05,
Fe и примеси - остальное,
при этом удовлетворяющей выражению
[Ti]-48/14×[N]-48/32×[S] ≥0 (1),
где каждый символ элемента в выражении (1) соответствует содержанию (в мас.%) соответствующего элемента, и
имеющей микроструктуру, содержащую в единицах доли площади 20% или более бейнита и 50% или более феррита,
причем на глубине, эквивалентной половине толщины листа от поверхности горячекатаного стального листа, среднее значение полюсной плотности ориентационной группы {100}<011> - {223}<110>, содержащей кристаллографические ориентации {100}<011>, {116}<110>, {114}<110>, {113}<110>, {112}<110>, {335}<110> и {223}<110>, составляет 4 или меньше, а полюсная плотность кристаллографической ориентации {332}<113> составляет 4,8 или меньше, а
на глубине, эквивалентной одной восьмой толщины листа от поверхности горячекатаного стального листа, полюсная плотность кристаллографической ориентации {110}<001> составляет 2,5 или более,
численная плотность мелких карбонитридов титана с диаметром частиц 10 нм или менее в горячекатаном стальном листе составляет 1,0×1017 на см3, а
величина термического упрочнения (ВН-эффект) составляет 15 МПа или более.
2. Горячекатаный стальной лист по п. 1, в котором сталь содержит один или более элементов из группы, состоящей из, мас.%:
Nb от 0,005 до 0,1
Cu от 0,005 до 1
Ni от 0,005 до 1
Mo от 0,005 до 0,2
V от 0,005 до 0,2
Cr от 0,005 до 1
W от 0,01 до 0,5.
3. Горячекатаный стальной лист по п. 1, в котором сталь содержит один или более элементов из группы, состоящей из, мас.%:
Mg от 0,0005 до 0,005
Ca от 0,0005 до 0,005
редкоземельный металл от 0,0005 до 0,1.
4. Горячекатаный стальной лист по п. 2, в котором сталь содержит один или более элементов из группы, состоящей из, мас.%:
Mg от 0,0005 до 0,005
Ca от 0,0005 до 0,005
редкоземельный металл от 0,0005 до 0,1.
5. Горячекатаный стальной лист по п. 1, в котором сталь содержит B от 0,0002 до 0,005 мас.%.
6. Горячекатаный стальной лист по п. 2, в котором сталь содержит B от 0,0002 до 0,005 мас.%.
7. Горячекатаный стальной лист по п. 3, в котором сталь содержит B от 0,0002 до 0,005 мас.%.
8. Горячекатаный стальной лист по п. 4, в котором сталь содержит B от 0,0002 до 0,005 мас.%.
9. Горячекатаный стальной лист по любому из пп. 1-8, в котором сталь содержит один или более элементов, выбираемых из группы, состоящей из Zr, Sn, Co и Zn, в общем количестве от 0,005 до 0,05 мас.%.
10. Прокатанная листовая заготовка переменной толщины, в которой толщина листа изменяется постепенно, сокращаясь в направлении прокатки, и содержащая
толстостенную часть и
тонкостенную часть, толщина которой тоньше толстостенной части, при этом отношение средней твердости Htmax самой толстостенной части, в которой толщина листа является самой большой, к средней твердости Htmin самой тонкостенной части, в которой толщина листа является самой низкой, находится в диапазоне от больше чем 1,0 до 1,5,
средняя плотность дислокаций в самой тонкостенной части составляет 1×1014 м-2 или менее, а
численная плотность мелких карбонитридов титана, имеющих диаметр частиц 10 нм или менее, составляет более чем 2×1017 на см3.
11. Прокатанная заготовка по п. 10, дополнительно имеющая оцинкованный слой на своей поверхности.
12. Прокатанная листовая заготовка переменной толщины, полученная с использованием горячекатаного стального листа по п. 1, в которой толщина листа изменяется, постепенно сокращаясь в направлении прокатки, и содержащая
толстостенную часть и
тонкостенную часть, толщина которой тоньше толстостенной части, при этом отношение средней твердости Htmax самой толстостенной части, в которой толщина листа является самой большой, к средней твердости Htmin самой тонкостенной части, в которой толщина листа является самой низкой, находится в диапазоне от больше чем 1,0 до 1,5,
средняя плотность дислокаций в самой тонкостенной части составляет 1×1014 м-2 или менее, а
численная плотность мелких карбонитридов титана, имеющих диаметр частиц 10 нм или менее, составляет более чем 2×1017 на см3.
13. Прокатанная заготовка по п. 12, дополнительно содержащая оцинкованный слой на своей поверхности.
14. Способ производства горячекатаного стального листа для производства прокатанной листовой заготовки переменной толщины, включающий
стадию получения сляба из стали, содержащей, мас.%:
C от 0,03 до 0,1
Si 1,5 или меньше
Mn от 1,0 до 2,5
P 0,1 или меньше
S 0,02 или меньше
Al от 0,01 до 1,2
N 0,01 или меньше
Ti от 0,015 до 0,15
Nb от 0 до 0,1
Cu от 0 до 1
Ni от 0 до 1,0
Mo от 0 до 0,2
V от 0 до 0,2
Cr от 0 до 1
W от 0 до 0,5
Mg от 0 до 0,005
Ca от 0 до 0,005
редкоземельный металл от 0 до 0,1
B от 0 до 0,005
один или более элементов из группы, состоящей из Zr, Sn, Co и Zn, в общем количестве от 0 до 0,05
Fe и примеси - остальное,
при этом удовлетворяющей выражению
[Ti]-48/14×[N]-48/32×[S] ≥0% (1),
где каждый символ элемента в выражении (1) означает содержание (в мас.%) соответствующего элемента,
стадию нагрева сляба при температуре не менее SRTmin, которая определяется выражением
SRTmin=10780/{5,13-log([Ti]×[C])}-273 (2),
стадию получения чернового листа путем черновой прокатки сляба с суммарной степенью обжатия от 60 до 90% и выполнения во время черновой прокатки одного или более проходов прокатки со степенью обжатия 20% или более при температуре сляба в диапазоне от 1050 до 1150°C,
стадию получения стального листа путем начала чистовой прокатки чернового листа в течение 150 секунд после завершения черновой прокатки и выполнения чистовой прокатки при температуре чернового листа при начале чистовой прокатки в диапазоне от 1000 до менее 1080°C и окончания чистовой прокатки в диапазоне от температуры фазового превращения Ar3 до 1000°C и с суммарной степенью обжатия в диапазоне от 75 до 95%, при этом суммарная степень обжатия в последних двух проходах устанавливается равной 30% или более, а коэффициент формы SR устанавливают равным 3,5 или более, как определяют исходя из выражения
SR=ld/hm (3),
где ld - длина дуги контакта между последним валком, выполняющим финальное обжатие, и стальным листом (мм), определяемая из выражения
ld=√(L×(hin-hout)/2),
где L - диаметр валка (мм),
hin - толщина стального листа на входной стороне валка (мм),
hout - толщина стального листа на выходной стороне валка (мм),
а hm определяют из выражения
hm=(hin+hout)/2,
стадию охлаждения стального листа путем начала охлаждения в течение трех секунд после завершения чистовой прокатки при средней скорости охлаждения, равной 15°C/с или более, до температуры завершения охлаждения, равной 600°C или менее, с обеспечением суммарной длины диффузии Ltotal титана в феррите, равной 0,15 мкм или менее и определяемой из выражения
Ltotal=Σ√(D(T)ΔtL) (4),
где ΔtL - интервал времени от температуры фазового превращения Ar3 до температуры начала смотки, равный 0,2 с,
D(T) - коэффициент объемной диффузии титана в феррите при температуре T°C, определяемый из выражения
D(T)=D0×Exp{-Q/R(T+273)},
где D0 - коэффициент диффузии титана,
Q - энергия активации (Дж),
R - газовая постоянная,
стадию смотки стального листа в рулон после охлаждения при температуре, равной 600°C или менее.
15. Способ по п. 14, в котором сталь сляба содержит один или более элементов из группы, состоящей из, мас.%:
Nb от 0,005 до 0,1
Cu от 0,005 до 1
Ni от 0,005 до 1
Mo от 0,005 до 0,2
V от 0,005 до 0,2
Cr от 0,005 до 1
W от 0,01 до 0,5.
16. Способ по п. 14, в котором сталь сляба содержит один или более элементов из группы, состоящей из, мас.%:
Mg от 0,0005 до 0,005
Ca от 0,0005 до 0,005
редкоземельный металл от 0,0005 до 0,1.
17. Способ по п. 14, в котором сталь сляба содержит B от 0,0002 до 0,005 мас.%.
18. Способ по п. 14, в котором сталь сляба содержит один или более элементов из группы, состоящей из Zr, Sn, Co и Zn, в общем количестве от 0,005 до 0,05 мас.%.
19. Способ по п. 14, который дополнительно содержит
стадию обработки цинкованием перед стадией нагрева сляба, перед стадией охлаждения стального листа после чистовой прокатки или перед стадией смотки охлажденного стального листа.
20. Способ по п. 19, дополнительно содержащий
стадию обработки для легирования при температуре от 450 до 600°C после выполнения обработки цинкованием.
21. Способ производства прокатанной листовой заготовки переменной толщины из горячекатаного стального листа, полученного способом по любому из пп. 14-20, включающий:
стадию холодной прокатки горячекатаного стального листа при изменении степени обжатия в пределах диапазона от больше 5% до 50% с получением листовой заготовки переменной толщины, в которой толщина изменяется, постепенно сокращаясь в продольном направлении, и
стадию выполнения термической обработки холоднокатаного листа для дисперсионного твердения, включающую
нагрев до максимальной температуры нагрева Tmax в интервале от 600 до 750°C,
выдержку при максимальной температуре в течение времени tK (с), определяемого выражением
530-0,7×Tmax ≤ tK ≤ 3600 - 3,9×Tmax (5),
при этом индекс термической обработки IN составляет от 16500 до 19500, как определяют из выражения
IN=(Tn+273)(log(tn/3600)+20) (6),
где tn (с) определяют из выражения
tn/3600=10X+ΔtIN/3600 (7),
в котором
X=((Tn-1+273)/(Tn+273))(log(tn-1/3600)+20)-20,
Tn(°C) в выражении (6) определяют из выражения
Tn=Tn-1+αΔtIN (8),
где α - скорость увеличения температуры или скорость охлаждения (°C/с) при температуре Tn-1,
tn и tn-1- n-й и n-1 интервал времени,
Tn и Tn-1 - средняя температура нагрева в n-1 и в n-м интервале,
ΔtIN - длина интервала времени, при разбиении времени термической обработки на интервалы t1=ΔtIN и ΔtIN равно одной секунде.
22. Способ по п. 21, который дополнительно содержит
стадию обработки цинкованием после стадии выполнения термической обработки для дисперсионного твердения.
23. Способ по п. 22, дополнительно содержащий
стадию обработки для легирования при температуре от 450°C до 600°C после выполнения обработки цинкованием.
| WO 2014051005 A1, 03.04.2014 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ПОЛОСЫ | 2001 |
|
RU2294386C2 |
| JP 2007291514 A, 08.11.2007 | |||
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНОГО ЛИСТА С ОЧЕНЬ ВЫСОКИМИ ХАРАКТЕРИСТИКАМИ ПРОЧНОСТИ НА РАЗРЫВ, ПЛАСТИЧНОСТИ И УДАРНОЙ ПРОЧНОСТИ И ИЗГОТОВЛЕННЫЙ ПО СПОСОБУ ЛИСТ | 2007 |
|
RU2397268C2 |
| JP 2009263718 A, 12.11.2009 | |||
| WO 2008068352 A3, 12.06.2008. | |||

