Заявитель просит установить дату приоритета настоящей заявки на основании заявки Австралии № PR0479, поданной 29 сентября 2000 г.
Настоящее изобретение относится к способу изготовления стальной полосы и к литой стальной полосе, изготовленной данным способом.
В частности, настоящее изобретение относится к изготовлению стальной полосы в машине непрерывного литья полосы.
Под "полосой" в данной заявке подразумевается изделие толщиной 5 мм или меньше.
Заявитель выполнил обширные научно-исследовательские и проектно-конструкторские работы в области разливки стальной полосы в машине непрерывного литья полосы, выполненной в форме двухвалковой литейной машины.
В общих чертах, при непрерывной разливке стальной полосы в двухвалковой литейной машине расплавленную сталь подают между двумя горизонтальными, вращающимися в противоположных направлениях литейными валками, которые охлаждаются изнутри водой, в результате чего на их движущихся поверхностях металл затвердевает с образованием корок с двух сторон, которые соединяются друг с другом в зазоре между валками, образуя затвердевшую полосу, подаваемую вниз из зазора между валками; под "зазором" в данном контексте подразумевается общая область, в которой валки находятся ближе всего друг к другу. Расплавленный металл можно заливать из ковша в меньшую емкость, из которой он течет через патрубок для подачи металла, расположенный над зазором, для направления металла в зазор между валками, с образованием литейной ванны расплавленного металла, удерживаемой на литейных поверхностях валков непосредственно над зазором по его длине. Эта литейная ванна обычно заключена между боковыми пластинами или подпорами, которые удерживаются в скользящем контакте с торцевыми поверхностями валков, образуя преграды переливу металла с двух концов литейной ванны, хотя также известны и альтернативные средства, например электромагнитные барьеры. Разливка стальной полосы в двухвалковых литейных машинах такого типа описана, например, в патентах США 5184668, 5277243 и 5934359.
Стальная полоса с заданным химическим составом, имеющая широкий диапазон микроструктур, а значит и широкий диапазон пределов текучести, образуется посредством непрерывной разливки полосы с последующим избирательным охлаждением полосы для аустенитно-ферритного превращения полосы в интервале температур между 850°С до 400°С. Понятно, что диапазон превращения находится в интервале между 850°С до 400°С, но не охватывает весь данный диапазон температур. Точный диапазон температур превращения колеблется в зависимости от химического состава стали и параметров обработки.
В частности, на основании работ, проводившихся на низкоуглеродистой стали, включая низкоуглеродистую сталь, раскисленную кремнием/марганцем или алюминием, было определено, что посредством подбора скоростей охлаждения в интервале от 0,01°С/сек до более чем 100°С/сек для аустенитно-ферритного превращения полосы в интервале температур между 850°С и 400°С можно получить стальную полосу, имеющую предел текучести от 200 МПа до 700 МПа или выше. Это является существенным достижением, так как было обнаружено, что в отличие от обычных процессов разливки/горячей прокатки слябов, в которых для получения широкого диапазона свойств необходимо изменять химический состав, тот же самый результат можно получить с одним и тем же химическим составом.
Соответственно, предложен способ изготовления стальной полосы, заключающийся в том, что
(а) осуществляют непрерывную разливку расплавленной низкоуглеродистой стали в полосу толщиной не более 5 мм с крупными аустенитными зернами шириной 100-300 микрон, и
(b) охлаждают полосу для превращения аустенитных зерен в феррит при температуре между 850°С и 400°С с выбранной скоростью охлаждения по меньшей мере 0,01°С/сек для получения микроструктуры, обеспечивающей полосу с пределом текучести в интервале от 200 МПа до более 700 МПа, причем данная микроструктура выбрана из группы, включающей микроструктуры, которые являются
(i) преимущественно полигональным ферритом;
(ii) смесью полигонального феррита и продуктов низкотемпературного превращения;
(iii) преимущественно продуктами низкотемпературного превращения.
Понятие "продукты низкотемпературного превращения" включает в себя феррит, ориентированный по Виндманштетту, игольчатый феррит, бейнит и мартенсит.
Предложенный способ может включать в себя пропускание полосы на выходном рольганге, при этом на этапе (b) регулируют охлаждение полосы на выходном рольганге для достижения выбранной скорости охлаждения для аустенитно-ферритного превращения полосы в интервале температур между 850°С и 400°С.
Способ может дополнительно включать этап горячей прокатки литой полосы на одной технологической линии перед ее охлаждением для аустенитно-ферритного превращения полосы в интервале температур между 850°С и 400°С. При горячей прокатке на одной технологической линии толщину полосы уменьшают на величину до 15%.
Литая полоса, полученная на этапе (а), иллюстративно имеет толщину не более 2 мм.
Крупные аустенитные зерна шириной 100-300 микрон, полученные на этапе (а), имеют длину, зависящую от толщины литой полосы. Обычно, крупные аустенитные зерна незначительно меньше половины толщины полосы. Например, для литой полосы толщиной 2 мм крупные аустенитные зерна имеют длину около 750 микрон.
Литая полоса, полученная на этапе (а), может иметь аустенитные зерна столбчатой формы.
Верхний предел скорости охлаждения на этапе (b) составляет, по меньшей мере, 100°С/сек.
Под "низкоуглеродистой сталью" подразумевается сталь, имеющая следующий химический состав в мас.%:
С: 0,02-0,08%;
Si: 0,5% или меньше;
Mn: 1,0% или меньше;
остаточные/случайные примеси: 1,0% или меньше;
остальное Fe %.
Под "остаточными/случайными примесями" подразумеваются уровни таких элементов, как медь, олово, цинк, никель, хром и молибден, которые могут присутствовать в относительно малых количествах, однако не в результате специального добавления этих элементов, а обусловленные процессом изготовления стали. Например, эти элементы могут присутствовать в результате использования стального скрапа для получения низкоуглеродистой стали.
Низкоуглеродистая сталь может быть раскислена кремнием/марганцем и иметь следующий химический состав в мас.%:
Углерод 0,02-0,08%;
Марганец 0,30-0,80%;
Кремний 0,10-0,40%;
Сера 0,002-0,05%;
Алюминий менее 0,01%.
Низкоуглеродистая сталь может быть обработана кальцием, раскислена алюминием и иметь следующий химический состав в мас.%:
Углерод 0,02-0,08%;
Марганец макс.0,40%;
Кремний макс.0,05%;
Сера 0,002-0,05%;
Алюминий макс.0,05%.
Раскисленная алюминием сталь может быть обработана кальцием.
Предел текучести раскисленной алюминием стали обычно на 20-50 МПа ниже, чем предел текучести стали, раскисленной кремнием/марганцем.
Для иллюстрации, при скорости охлаждения на этапе (b) менее 1°С/сек получается микроструктура, представляющая собой преимущественно полигональный феррит и имеющая предел текучести менее чем 250 МПа.
Для иллюстрации, при скорости охлаждения на этапе (b) в интервале 1-15°С/сек получается микроструктура, представляющая собой смесь полигонального феррита, феррита, ориентированного по Виндманштетту, и игольчатого феррита и имеющая предел текучести в интервале 250-300 МПа.
Для иллюстрации, при скорости охлаждения на этапе (b) в интервале 15-100°С/сек получается микроструктура, представляющая собой смесь полигонального феррита, бейнита и мартенсита и имеющая предел текучести в интервале 300-450 МПа.
Для иллюстрации, при скорости охлаждения на этапе (b) по меньшей мере 100°С/сек получается микроструктура, представляющая собой смесь полигонального феррита, бейнита и мартенсита и имеющая предел текучести, по меньшей мере, 450 МПа.
Машина для непрерывной разливки может быть двухвалковой литейной машиной.
Предложена низкоуглеродистая сталь, полученная описанным выше способом, имеющая заданные микроструктуру и предел текучести.
Краткое описание чертежей
В дальнейшем более подробно описывается пример воплощения настоящего изобретения со ссылками на прилагаемые чертежи, на которых:
на фиг.1 изображена установка для литья полосы, содержащая установленные на одной технологической линии стан горячей прокатки и моталку,
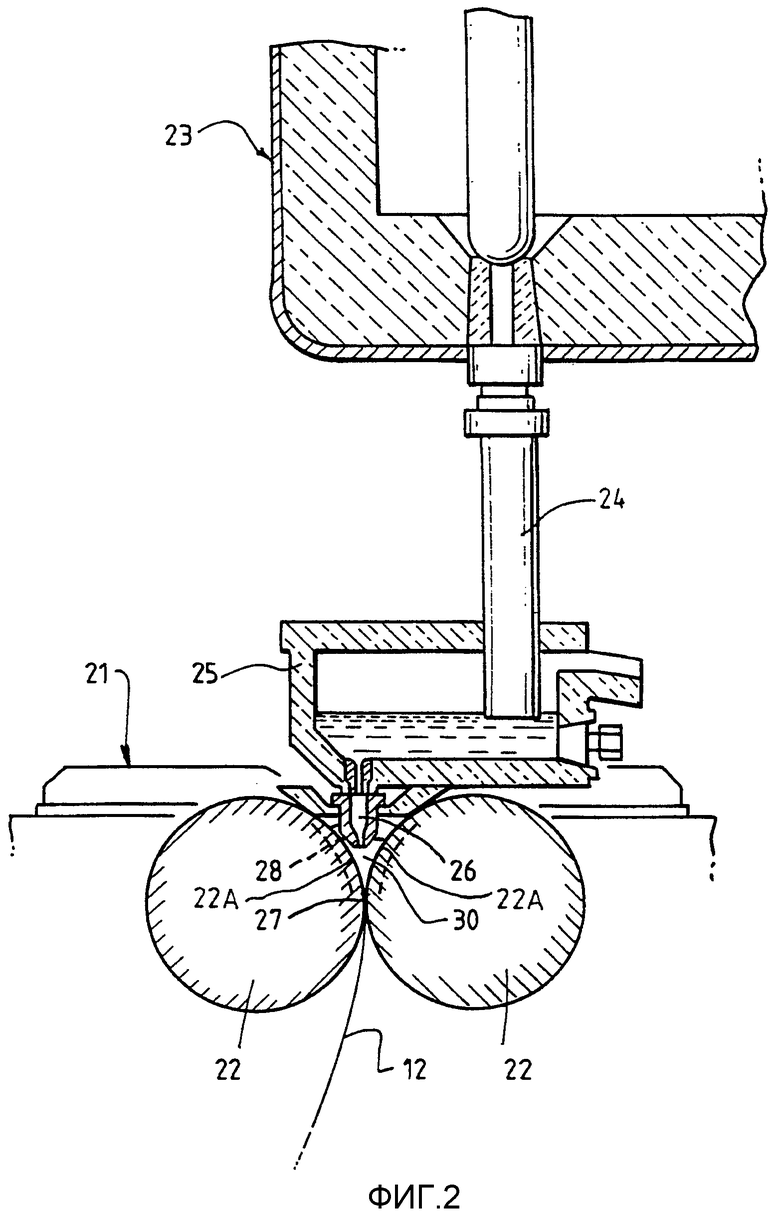
фиг.2 - детально изображена двухвалковая литейная машина,
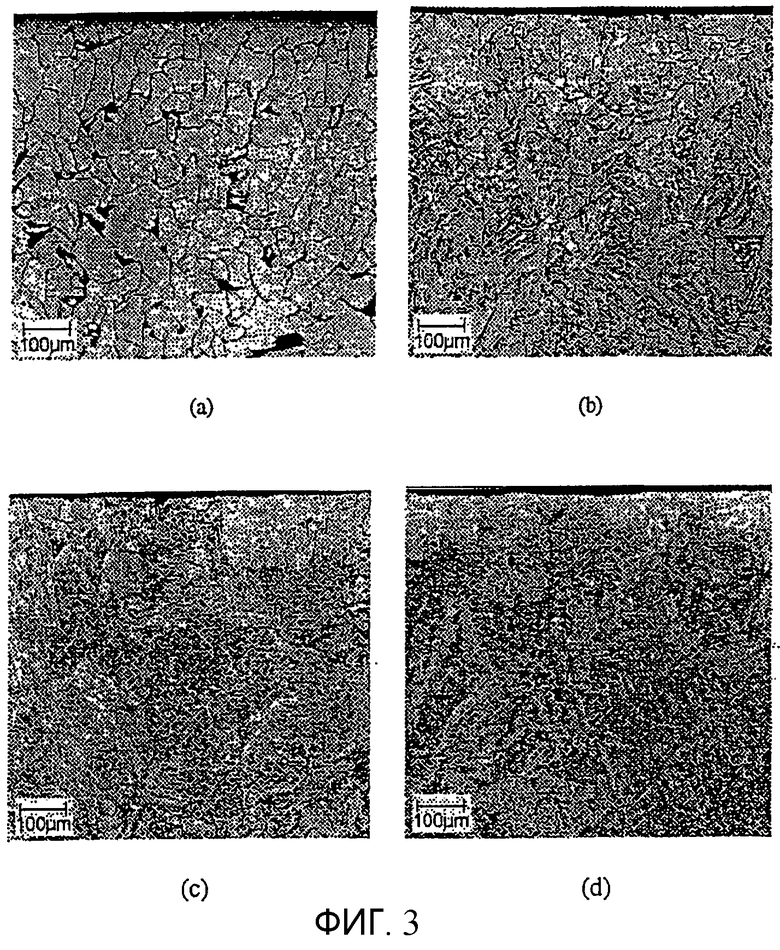
фиг.3(а) - 3(d) - микрофотоснимки литой полосы, иллюстрирующие влияние скоростей охлаждения на окончательную микроструктуру в диапазоне температур аустенитно-ферритного превращения.
Подробное описание изобретения
Следующее описание вариантов осуществления изобретения представлено в контексте непрерывной разливки стальной полосы с использованием двухвалковой литейной машины. Однако настоящее изобретение не ограничено использованием двухвалковых литейных машин и распространяется также на другие типы машин непрерывного литья.
На фиг.1 показаны последовательные части технологической линии, на которой можно получать стальную полосу согласно изобретению. На фиг.1 и 2 представлена двухвалковая литейная машина, обозначенная в общем позицией 11, для получения литой стальной полосы 12, проходящей по транспортировочному пути 10 через направляющий рольганг 13 в клеть 14 с тянущими валками 14А. Сразу после выхода из клети 14 с тянущими валками полоса поступает в стан 16 горячей прокатки, содержащий два обжимных валка 16А и два опорных валка 16В, которые осуществляют горячую прокатку полосы для уменьшения ее толщины. Прокатанная полоса поступает на выпускной рольганг 17, на котором ее можно принудительно охладить конвекцией посредством контакта с водой, подаваемой через водяные сопла 18 (или другие подходящие средства), и излучением. После этого прокатанную полосу пропускают через клеть 20 с тянущими валками 20А, а затем в моталку 19. Окончательное охлаждение полосы (если оно необходимо) происходит на моталке.
Как видно на фиг.2, двухвалковая литейная машина 11 содержит основную раму 21, на которой установлены два параллельных литейных валка 22, имеющих литейные поверхности 22А. Расплавленный металл подается во время операции разливки из ковша (не показан) в промежуточное литейное устройство 23, через огнеупорную выпускную насадку 24 в распределитель 25, а из него через патрубок 26 подачи металла в зазор 27 между литейными валками 22. Горячий металл, подаваемый таким образом в зазор 27, образует над зазором ванну 30, ограниченную по концам валков парой боковых подпоров или пластин 28, которые прижаты к концам валков парой упоров (не показаны), содержащих узлы гидравлических цилиндров, соединенные с боковыми держателями пластин. Верхняя поверхность ванны 30 (обычно именуемая уровнем "мениска") может подниматься над нижним концом подающего патрубка, так что нижний конец подающего патрубка погружается в ванну.
Литейные валки 22 охлаждаются водой, так что на их движущихся поверхностях застывают корки, которые сближаются в зазоре 27 между валками и образуют затвердевшую полосу 12, подаваемую вниз из зазора между валками.
Двухвалковая литейная машина может быть такого типа, как машина, представленная и более подробно описанная в патентах США 5184668 и 5277243, или патенте США 5488988, и ссылки на эти патенты могут приводиться в отношении соответствующих конструктивных деталей, которые не составляют часть настоящего изобретения.
Описанная выше двухвалковая литейная машина осуществляет непрерывную разливку полосы 12 толщиной не менее 2 мм с микроструктурой из столбчатых аустенитных зерен шириной 100-300 мкм.
Согласно показанному на чертеже варианту выполнения способа скорость охлаждения литой полосы для аустенитно-ферритного превращения полосы в интервале температур между 850°С и 400°С выбирается таким образом, чтобы контролировать аустенитно-ферритное превращение микроструктуры, необходимое для обеспечения заданного предела текучести литой полосы.
Согласно показанному на чертеже варианту скорость охлаждения составляет по меньшей мере 0,01°С/сек и может быть выше 100°С/сек, и выбирается таким образом, чтобы обеспечить аустенитно-ферритное превращение стальной полосы до тех пор, пока не будет завершено превращение аустенита.
В случае низкоуглеродистых сталей такой диапазон микроструктур может обеспечить пределы текучести в интервале от 200 МПа до более чем 700 МПа.
При таких скоростях охлаждения низкоуглеродистой стали можно получить литую полосу с микроструктурами, включающими
(i) преимущественно полигональный феррит;
(ii) смесь полигонального феррита и продуктов низкотемпературного превращения, таких как феррит, ориентированный по Виндманштетту, игольчатый феррит и бейнит, и
(iii) преимущественно продукты низкотемпературного превращения.
В случае низкоуглеродистых сталей такой диапазон микроструктур может обеспечить пределы текучести в интервале от 200 МПа до более чем 700 МПа.
Настоящее раскрытие основано частично на экспериментальных работах, которые выполнялись на низкоуглеродистой стали, раскисленной кремнием/марганцем.
В представленной ниже таблице показано влияние скорости охлаждения для аустенитно-ферритного превращения полосы в интервале температур между 850°С и 400°С на микроструктуру и достигаемый предел текучести низкоуглеродистой стали, раскисленной кремнием/марганцем. Полосы разливали в двухвалковой литейной машине описанного выше типа.
На фиг.3(а)-3(d) представлены микрофотоснимки окончательной микроструктуры литой полосы.
Из таблицы и микрофотоснимков видно, что выбор и регулирование скорости охлаждения оказывают существенное влияние на микроструктуру и предел текучести литой полосы, имеющей один и тот же химический состав. Как отмечалось выше, в обычных процессах разливки и горячей прокатки слябов требуется некоторый диапазон разных химических составов, чтобы обеспечить данный диапазон пределов текучести. Диапазон химических составов в прошлом обеспечивали путем добавления различного количества сплавов, что существенно удорожает процесс производства стали.
Регулирование скорости охлаждения для аустенитно-ферритного превращения полосы в интервале температур между 850°С и 400°С достигается путем регулирования охлаждения на выпускном рольганге 17 и/или на моталке 19 установки для литья полосы.
Для получения мягких материалов (с пределом текучести <350 МПа) требуются относительно малые скорости охлаждения в диапазоне температур аустенитно-ферритного превращения. Для достижения этих низких скоростей охлаждения необходимо заканчивать превращение аустенита на моталке 19.
Для получения более твердых материалов (с пределом текучести >400 МПа) требуются более высокие скорости охлаждения для аустенитно-ферритного превращения полосы в интервале температур между 850°С и 400°С. Чтобы достичь более высоких скоростей охлаждения превращение аустенита заканчивают на выходном рольганге.
На фиг.3(а)-(d) представлены микрофотоснимки окончательных микроструктур литой полосы.
Несмотря на то, что изобретение было проиллюстрировано на представленных чертежах и подробно описано со ссылками на несколько вариантов его осуществления, следует понимать, что данное описание является иллюстративным и не имеет ограничительного характера, и что изобретение не ограничено раскрытыми вариантами. Напротив, настоящее изобретение охватывает все варианты, модификации и эквивалентные конструкции, которые подпадают под объем притязаний изобретения. Другие признаки изобретения будут понятны специалистам после изучения подробного описания, в котором приводится предпочтительный путь реализации изобретения. В настоящее изобретение можно внести множество модификаций, не выходя за рамки объема притязаний.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ПОЛОСЫ | 2001 |
|
RU2307002C2 |
| ИЗГОТОВЛЕНИЕ ТОНКОЙ СТАЛЬНОЙ ПОЛОСЫ | 2001 |
|
RU2275273C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ДЛЯ ПОЛУЧЕНИЯ ПОЛОСЫ ИЗ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ И ПОЛОСА, ИМЕЮЩАЯ ВЫСОКИЕ СВОЙСТВА В ЛИТОМ СОСТОЯНИИ | 1998 |
|
RU2212976C2 |
| ВЫСОКОПРОЧНЫЙ ТОНКИЙ ЛИТОЙ ПОЛОСОВОЙ ПРОДУКТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2530596C2 |
| ГОРЯЧЕКАТАНАЯ ТОНКАЯ ЛИТАЯ ПОЛОСА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2528920C2 |
| ИЗДЕЛИЕ ИЗ СТАЛИ С ВЫСОКОЙ ТЕМПЕРАТУРОЙ УКРУПНЕНИЯ АУСТЕНИТНЫХ ЗЕРЕН И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2006 |
|
RU2421298C2 |
| ПРОДУКТ В ВИДЕ ТОНКОЙ ЛИТОЙ ГОРЯЧЕКАТАНОЙ ПОЛОСЫ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2010 |
|
RU2532794C2 |
| ТОНКАЯ ЛИТАЯ ПОЛОСА С ДОБАВКОЙ МИКРОЛЕГИРУЮЩИХ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2471589C2 |
| ВЫСОКОПРОЧНАЯ СТАЛЬ ДЛЯ МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ, ИМЕЮЩАЯ НИЗКИЙ КОЭФФИЦИЕНТ ТЕКУЧЕСТИ И ПОВЫШЕННУЮ НИЗКОТЕМПЕРАТУРНУЮ ВЯЗКОСТЬ | 1996 |
|
RU2136776C1 |
| БЕСШОВНАЯ ВЫСОКОПРОЧНАЯ ТРУБА ИЗ СТАЛИ МАРТЕНСИТНОГО КЛАССА ДЛЯ ОБСАДНЫХ КОЛОНН И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2022 |
|
RU2798642C1 |
Изобретение относится к изготовлению стальной полосы и к литой стальной полосе. Техническим результатом изобретения является получение полосы с заданной микроструктурой и обеспечением заданного предела текучести полосы. Способ включает непрерывную разливку расплавленной низкоуглеродистой стали в полосу толщиной не более 5 мм, имеющую крупные аустенитные зерна шириной 100-300 микрон, и обеспечение требуемого предела текучести в стальной полосе посредством охлаждения для превращения аустенитных зерен в феррит в интервале температур между 850°С и 400°С с выбранной скоростью охлаждения по меньшей мере 0,01°С/сек для получения микроструктуры, позволяющей изготовить полосу с пределом текучести, по меньшей мере, 200 МПа. Полученная низкоуглеродистая сталь имеет заданную микроструктуру. 2 н. и 26 з.п. ф-лы, 1 табл., 3 ил.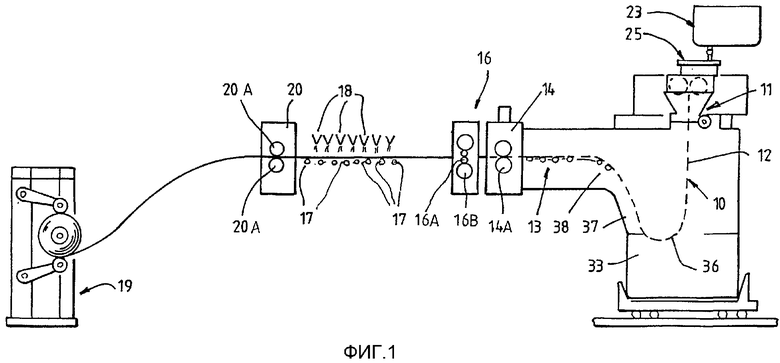
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ СТАЛЬНОЙ ПОЛОСЫ ТОЛЩИНОЙ МЕНЕЕ 10 ММ | 1991 |
|
RU2013184C1 |
| Устройство для сравнения кодов | 1978 |
|
SU706845A1 |
| Способ получения ароматических эфиров хлоркарбоновой кислот | 1977 |
|
SU707908A1 |
| Дорожная спиртовая кухня | 1918 |
|
SU98A1 |

