Область техники, к которой относится изобретение
Настоящее изобретение относится с холоднокатаному стальному листу, имеющему превосходную сгибаемость и подходящему в качестве материала для транспортного оборудования, например для частей автомобилей, в качестве материала для деталей конструкции зданий, фурнитуры для мебели, приборных щитов т.п. Настоящее изобретение также относится к способу производства такого холоднокатаного стального листа.
Следует заметить, что холоднокатаный стальной лист настоящего изобретения включает стальной лист с покрытием, такой как оцинкованный стальной лист.
Уровень техники
Благодаря хорошей формуемости, стальные листы применяются в качестве материала для корпусов в различных конструкциях. Как правило, стальной лист, который является двухмерным объектом, преобразуется прессом в трехмерную структуру, а затем такие структуры свариваются в более сложные конструкции.
В качестве таких, описанных выше стальных листов традиционно использовались листы низкоуглеродистой стали, содержащей приблизительно 0,03% мас. углерода. Формуемость низкоуглеродистого стального листа обычно улучшалась осаждением жидкой фазы углерода в виде крупнозернистого цементита. Однако вследствие необходимости в изготовлении более сложных форм возникла потребность в низкоуглеродистом стальном листе, имеющем более высокую формуемость, чем у листов из обычной низкоуглеродистой стали. Когда низкоуглеродистые стальные листы подвергают прессованию, цементит обычно выступает в качестве точек развития трещин. В связи с этим предпринимались попытки снижения количества цементита или препятствования образованию цементита в низкоуглеродистом стальном листе.
JP-B 2712986 раскрывает способ улучшения формуемости и нанесения химического покрытия, взаимодействующего с подложкой низкоуглеродистого стального листа, посредством снижения содержания углерода в стальном листе до 0,003% мас. или менее, добавлением Ti и Nb, точным заданием содержания серы, а также заданием температуры конца прокатки в способе горячей прокатки в соответствии с содержанием Mn, S, Nb и С.
Однако этот способ страдает тем недостатком, что поверхность стального листа склонна образовывать трещины при гибке, хотя характеристики удлинения и коэффициент Ланкфорда такого стального листа являются относительно хорошими.
JP-B 3807177 раскрывает стальной лист, устойчивость которого к развитию вторичной хрупкости была значительно улучшена посредством снижения содержания углерода до 0,0025% мас. или менее и уменьшения диаметра ферритного зерна до 15 мкм или менее.
Однако этот способ имеет тот же самый недостаток неудовлетворительной сгибаемости, как и JP-B 2712986, поскольку при гнутье на изгибаемой поверхности листа развиваются трещины.
JP-B 3428318 раскрывает способ получения стального листа, имеющего превосходную способность к глубокой вытяжке, посредством снижения содержания углерода до 0,0030% мас. или менее, добавления оптимальных количеств Ti, находящихся в соответствии с содержанием С, N и S, горячей прокатки после непрерывной разливки без охлаждения до комнатной температуры и повышения температуры начерно прокатанной заготовки нагреванием ее перед чистовой прокаткой.
Однако достигнутая с применением этой технологии сгибаемость стального листа оказывается неудовлетворительной, хотя его коэффициент Ланкфорда и устойчивость против вторичной хрупкости так или иначе улучшаются.
В JP-B 3241429 раскрывается стальной лист, коррозионная устойчивость и формуемость которого были улучшены посредством снижения содержания углерода до 0,0015% мас. или менее и добавления алюминия в соответствии с содержанием азота.
Однако, хотя удлинение при простом испытании на растяжение и коэффициент Ланкфорда в той или иной степени благодаря этой технологии улучшаются, рабочие характеристики гибки, входящей в любой осуществляемый на практике процесс прессования, оказываются недостаточными.
Краткое изложение сущности изобретения
Как описано выше, с помощью традиционно применяемых технологий трудно получить холоднокатаный стальной лист, обладающий удовлетворительными рабочими характеристиками гибки, входящей в любой выполняемый на практике процесс прессования.
Настоящее изобретения направлено на решение описанных выше проблем, и его цель состоит в создании холоднокатаного стального листа, имеющего превосходную сгибаемость для достижения хорошей формуемости при практическом осуществлении прессования, а также в создании способа успешного производства такого холоднокатаного стального листа.
Обычным, широко применяемым в качестве показателя формуемости холоднокатаного стального листа является показатель удлинения при испытаниях на растяжение. Однако такое измеренное в испытаниях на растяжение удлинение является хорошо подходящим только для прессования, при котором распространение деформации по толщине листа является незначительным. В этом отношении при осуществляемом на практике прессовании даже стальные листы, имеющие хороший показатель удлинения, иногда ломаются из-за изгиба, при котором наблюдается градиент распространения деформации в направления толщины листа.
Одним словом, истинная сгибаемость стального листа не может быть адекватно оценена по удлинению в испытаниях на растяжение.
Авторы изобретения исследовали деформационное поведение холоднокатаного стального листа при осуществляемом на практике прессовании и обнаружили, что изгиб при прессовании сопровождается растяжением поверхности внешней стороны изгиба и сжатием поверхности внутренней стороны изгиба; развитие трещин на поверхности внешней стороны изгиба приводит к изломам; а вызываемые изгибом трещины имеют тенденцию образовываться вокруг имеющихся в стальном листе включений.
Основываясь на вышеупомянутых открытиях, авторы выполнили дальнейшее углубленное изучение с учетом различных факторов, требующихся для достижения хорошей сгибаемости стального листа. В результате авторы данного изобретения обнаружили, что соответствие требованиям перечисленных ниже условий (1)-(5) эффективно улучшает сгибаемость стального листа:
(1) контроль структуры стального листа с тем, чтобы не допускать изменений толщины листа во время деформации;
(2) подавление образования грубозернистого TiN;
(3) подавление укрупнения частиц сульфида титана (TiS) и карбосульфида титана (Ti4C2S2);
(4) установление диаметра ферритного зерна не более 30 микрон (мкм);
(5) подавление образования грубозернистого карбонитрида ниобия (Nb(C, N)).
Настоящее изобретение было осуществлено на основе этих открытий, и его главными признаками являются следующие:
1. Холоднокатаный стальной лист, имеющий превосходную сгибаемость, содержащий в % мас.: С - 0,005% или менее; Si - 0,1% или менее; Mn - 0,5% или менее; Р - 0,03% или менее; S - 0,02% или менее; N - 0,005% или менее; Al-0,1% или менее; Ti - от 0,020% до 0,1% (включая 0,020% и 0,1%); и Fe и случайные примеси - остальное, в котором размер частиц TiN не превышает 0,5 микрон, размер частиц сульфида титана и/или карбосульфида титана не превышает 0,5 микрон, диаметр зерен феррита не превышает 30 микрон, отношение интенсивностей рентгеновских дифракционных линий (111)//ND в произвольно ориентированном образце составляет по меньшей мере 3 и отношение интенсивностей рентгеновских дифракционных линий (100)//ND в произвольно ориентированном образце не превышает 1.
2. Холоднокатаный стальной лист, имеющий превосходную сгибаемость, содержащий в % мас.: С - 0,005% или менее; Si - 0,1% или менее; Mn - 0,5% или менее; Р - 0,03% или менее; S - 0,02% или менее; N - 0,005% или менее; Al - 0,1% или менее; Nb - от 0,001% до 0,08% (включая 0,001% и 0,08%); и Fe и случайные примеси - остальное, в котором размер частиц MnS не превышает 0,5 микрон, размер частиц карбонитрида ниобия не превышает 0,5 микрон, диаметр зерен феррита не превышает 30 микрон, отношение интенсивностей рентгеновских дифракционных линий (111)//ND в произвольно ориентированном образце составляет по меньшей мере 3 и отношение интенсивностей рентгеновских дифракционных линий (100)//ND в произвольно ориентированном образце не превышает 1.
3. Холоднокатаный стальной лист, имеющий превосходную сгибаемость, содержащий в % мас.: С - 0,005% или менее; Si - 0,1% или менее; Mn - 0,5% или менее; Р - 0,03% или менее; S - 0,02% или менее; N - 0,005% или менее; Al - 0,1% или менее; Ti - от 0,020% до 0,1% (включая 0,020% и 0,1%); Nb - от 0,001% до 0,08% (включая 0,001% и 0,08%); и Fe и случайные примеси - остальное, в котором размер частиц TiN не превышает 0,5 микрон, размер частиц сульфида титана и/или карбосульфида титана не превышает 0,5 микрон, размер зерен карбонитрида ниобия не превышает 0,5 микрон, диаметр зерен феррита не превышает 30 микрон, отношение интенсивностей рентгеновских дифракционных линий (111)//ND в произвольно ориентированном образце составляет по меньшей мере 3 и отношение интенсивностей рентгеновских дифракционных линий (100)//ND в произвольно ориентированном образце не превышает 1.
4. Холоднокатаный стальной лист, имеющий превосходную сгибаемость, в соответствии с любым из приведенных выше пунктов от (1) до (3), содержащий, кроме того, В в количестве 0,0030% мас. или менее.
5. Холоднокатаный стальной лист, имеющий превосходную сгибаемость, в соответствии с любым из приведенных выше пунктов от (1) до (4), содержащий, кроме того, по меньшей мере один из элементов, выбранных из группы, состоящей из Сu, Sn, Ni, Са, Mg, Co, As, Cr, Sb, W, Mo, Pb, Та, РЗМ, V, Cs, Zr и Hf в количестве 1% мас. или менее.
6. Холоднокатаный стальной лист, имеющий превосходную сгибаемость, в соответствии с любым из приведенных выше пунктов от (1) до (5), содержащий, кроме того, слой покрытия на своей поверхности.
7. Способ производства холоднокатаного стального листа, имеющего превосходную сгибаемость, в котором готовят стальной материал, имеющий состав, указанный в любом из приведенных выше пунктов (1)-(5), подвергают его горячей прокатке, включая чистовую прокатку, намотке, травлению, холодной прокатке и отжигу таким образом, чтобы получить холоднокатаный стальной лист; затем стальной лист нагревают до температуры, соответствующей однофазной температурной области аустенита; и подвергают полученный таким образом горячекатаный стальной лист воздействию температуры конца прокатки, превышающей 890°С, и намотке при температуре в диапазоне от 550°С до 720°С, удалению окалины с поверхности стального листа, холодной прокатке при степени обжатия по меньшей мере 50% и отжигу при температуре равной или превышающей 700°С.
8. Способ производства холоднокатаного стального листа, имеющего превосходную сгибаемость, по пункту (7), в котором стальной лист после отжига подвергают процессу нанесения электролитического покрытия.
Согласно настоящему изобретению возможно получение холоднокатаного стального листа, имеющего превосходную сгибаемость и, вследствие этого, качество формуемости прессованием, превышающие присущие обычному холоднокатаному стальному листу, что может дать значительный положительный эффект с точки зрения промышленного производства.
Осуществление изобретения
Далее представлено подробное описание воплощения настоящего изобретения.
Прежде всего, будут описаны причины, по которым композиция компонентов холоднокатаного стального листа должна быть ограничена вышеупомянутыми диапазонами. В настоящем изобретении «%» означает «% мас.», если не указывается иного.
С: 0,005% или менее
Углерод образует в стальном листе карбосульфид, который образует при сгибании стального листа пустоты и тем самым в конечном счете ухудшает сгибаемость стального листа. Поэтому предпочтительным является снижение содержания углерода до максимально возможной степени. Верхний предел содержания углерода устанавливается равным 0,005%, поскольку содержание С, превышающее 0,005%, значительно увеличивает количество карбосульфида на границах ферритных зерен, который выступает как источник образования пустот при сгибании стали, ухудшая таким образом формуемость стали. Содержание углерода предпочтительно составляет 0,003% или менее и более предпочтительно 0,0020% или менее.
Si: 0,1% или менее
Кремний действует не только как упрочняющий раствор элемент, но также способствует распределению элементов во время процесса производства, таким образом оказывая вредное воздействие на возможность достижения хорошей сгибаемости стального листа. В случае, когда содержание кремния превышает, в частности, 0,1%, не только проявляется тенденция к неоднородности микроструктуры и концентрации элементов в стальном листе, но также поверхность стального листа оказывается склонной к образованию трещин из-за слишком высокой концентрации феррита. Соответственно, содержание кремния в стальном листе должно быть 0,1% или менее и предпочтительно составляет 0,05% или менее.
Mn: 0,5% или менее
Марганец является элементом, вызывающим эффект, подобный действию кремния. Поэтому содержание марганца в настоящем изобретении должно быть снижено. С учетом необходимости достижения хорошей сгибаемости содержание Mn должно составлять 0,5% или менее и предпочтительно составляет 0,35% или менее.
Р: 0,03% или менее
Фосфор является упрочняющим раствор элементом, который препятствует удлинению с ухудшением сгибаемости стального листа. Соответственно, необходимо снижение содержания фосфора в настоящем изобретении. В случаях, когда содержание Р превышает, в частности, 0,03%, при сгибании стального листа происходит развитие трещин на поверхности внешней стороны изгиба стального листа. Содержание Р в стали устанавливается равным 0,03% или менее и предпочтительно составляет 0,02% или менее.
S: 0,02% или менее
Сера образует TiS и Ti4C2S2. Поэтому слишком большое содержания серы приводит к чрезмерному образованию грубозернистых TiS, Ti4C2S2 и ее сложного карбосульфида, делая таким образом возможным образование трещин при сгибании стального листа. В случаях, когда содержание серы превышает, в частности, 0,02%, будут, по-видимому, образовываться грубозернистые TiS, Ti4C2S2 и ее сложный карбосульфид, которые оказывают неблагоприятное воздействие на сгибаемость. Соответственно, содержание серы в стали должно быть 0,02% или менее и предпочтительно 0,015% или менее.
N: 0,005% или менее
Азот, который образует грубозернистый TiN, по-видимому, вызывает образование трещин при сгибании стального листа. Поэтому содержание азота должно быть снижено в максимально возможной степени. В случаях, когда содержание N превышает, в частности, 0,005%, частицы TiN значительно укрупняются. Соответственно, содержание N устанавливается равным 0,005% или менее.
Al: 0,1% или менее
Алюминий является элементом, действующим как раскислитель. Содержание алюминия в стальном листе для обеспечения раскисляющего эффекта устанавливается равным по меньшей мере 0,001%. Однако содержание Al, превышающее 0,1%, увеличивает количество включений Al2O3 и ухудшает сгибаемость стального листа. Соответственно, содержание Al устанавливается равным 0,1% или менее.
Титан и ниобий являются важными элементами в настоящем изобретении. Включение по меньшей мере одного из Ti и Nb оказывает полезный эффект на рабочие характеристики стального листа.
Ti: от 0,0020% до 0.1% (включая 0,0020% и 0,1%)
Титан связывает N, S и С в стальном листе, образуя фазы выделения и тем самым улучшая сгибаемость стального листа. Однако в случаях, когда эти выделившиеся фазы слишком сильно укрупняются, они начитают ухудшать сгибаемость стального листа. Конкретнее, когда содержание Ti в стальном листе составляет менее 0,020%, эффект связывания N, S и С недостаточен, и сгибаемость стального листа не улучшается. Когда содержание Ti в стальном листе превышает 0,1%, осаждаются сложные карбосульфиды грубозернистых TiS и Ti4C2S2 с ухудшением сгибаемости стального листа, как описано выше. Соответственно, содержание Ti в стальном листе устанавливается в диапазоне от 0,020% до 0,1% (включая 0,0020% и 0,1%).
Nb: от 0,001% до 0,08% (включая 0,001% и 0,08%)
Ниобий, как титан, связывает С и N в стальном листе, образуя выделяющиеся фазы NbC, Nb (С, N) и т.п., и поэтому его добавление является предпочтительным. В случаях, когда Ti не добавляется и содержание Nb в стальном листе составляет менее 0,001%, оказывается невозможной полная фиксация углерода в виде карбидов, вследствие чего ухудшается сгибаемость. В случаях, когда содержание Nb превышает 0,08%, фазы выделения укрупняются с ухудшением сгибаемости. Соответственно, содержание Nb в стальном листе устанавливается в диапазоне от 0,001% до 0,08% (включая 0,001% и 0,08%).
В дополнение к основным, описанным выше, компонентам стальной лист настоящего изобретения может, при необходимости, содержать подходящие количества следующих элементов.
В: 0,0030% или менее
Бор может добавляться для упрочнения границ зерен, образующихся в результате образования карбида и нитрида Ti и Nb. Однако в случаях, когда содержание бора в стальном листе превышает 0,0030%, сгибаемость стального листа ухудшается из-за упрочения твердого раствора. Соответственно, верхний предел содержания бора в случае добавления бора устанавливается равным 0,0030%.
По меньшей мере один из элементов, выбранных из группы, состоящей из Сu, Sn, Ni, Ca, Mg, Co, As, Cr, Sb, W, Mo, Pb, Та, РЗМ, V, Cs, Zr и Hf: 1% или менее.
Каждый элемент из Cu, Sn, Ni, Ca, Mg, Co, As, Cr, Sb, W, Mo, Pb, Та, РЗМ, V, Cs, Zr и Hf является полезным в отношении улучшения коррозионной устойчивости. Однако в случаях, когда общее содержание этих элементов превышает 1%, сгибаемость ухудшается. Соответственно, общее содержание этих элементов устанавливается в 1% или менее, предпочтительно в 0,5% или менее, при этом индивидуально добавляется один из этих элементов или же элементы добавляются в комбинации.
Другие компоненты в стальном листе настоящего изобретения, помимо описанных выше, представлены Fe и непредвиденными примесями.
Диапазоны концентраций компонентов композиции стального листа настоящего изобретения подробно пояснялись в предшествующей части данного описания. Однако простого задания композиции в пределах вышеупомянутых диапазонов не достаточно для достижения требуемого эффекта настоящего изобретения, и критически важным является контроль размеров выделяющихся нитридных и сульфидных фаз, диаметра зерен феррита и обеспечение такой структуры стали, чтобы эти размеры, диаметр зерна и структура удовлетворяли заданным условиям.
TiN: не более 0,5 микрон
Выросшие в стальном листе слишком крупными частицы TiN ухудшают сгибаемость. Соответственно, верхний предел размеров TiN устанавливается не более 0,5 микрон.
Сульфид Ti и/или карбосульфид Ti: не более 0,5 микрон
Помимо TiN, Ti образует сульфид и карбосульфид. Эти нитрид, сульфид и карбосульфид титана, образовавшиеся индивидуально или в комбинации, способны ухудшать сгибаемость, когда они чрезмерно укрупняются. Соответственно, размер(ы) частиц сульфида Ti и/или карбосульфида Ti устанавливается в настоящем изобретении не превышающим 0,5 микрон.
Карбонитрид ниобия: не более 0,5 микрон
Когда Ti не добавляется, Nb образует в стальном листе карбонитрид (Nb(C, N)) и этот карбонитрид Nb в случаях, когда вырастает в виде слишком крупных зерен, ухудшает сгибаемость стального листа. Соответственно, верхний предел размера частиц карбонитрида Nb устанавливается равным 0,5 микрон.
MnS: не более 0,5 микрон
Когда Ti не добавляется, С осаждается в стальном листе в виде MnS. В случаях, когда размер частиц MnS превышает 0,5 микрон, граница раздела между MnS и ферритом подвержена образованию трещин, таким образом в конечном счете ухудшая сгибаемость стального листа. Соответственно, в случаях, когда осаждается MnS, размер частиц MnS устанавливается не более 0,5 микрон.
Диаметр ферритного зерна: не более 30 микрон
Когда стальной лист сгибается, на поверхности внешней стороны изгиба стального листа могут образовываться трещины. Конкретнее, эти трещины начинаются от границы ферритного зерна. Слишком сильно разросшиеся ферритные зерна приводят к концентрированию деформаций на определенной границе зерна с образованием трещины. Для распределения напряжений необходимо наличие подходящего количества границ зерна. Соответственно, диаметр ферритного зерна устанавливается в настоящем изобретении не более 30 микрон.
Соответствующие размеры различных выделившихся фаз и диаметр зерен феррита могут быть измерены описанными ниже способами.
Отношение интенсивностей рентгеновских дифракционных линий (111)//ND в произвольно ориентированном образце: по меньшей мере 3
Когда лист сгибается, создается градиент напряжений в направлении толщины листа. В результате стальной лист деформируется с поверхности. В случае, когда этот стальной лист оказывается согнут, напряжения на поверхности становятся слишком сложными, и оказывается достаточно небольшой деформации для того, чтобы вызвать генерацию трещин. Ввиду этого необходимо контролируемое регулирование текстуры стального листа для уменьшения деформации в направлении толщины листа. В результате углубленного исследования авторы настоящего изобретения обнаружили, что изменения величин напряжения по толщине листа могут быть уменьшены посредством разработки текстуры (111)//ND, которая подавляет деформацию в направлении толщины, когда стальной лист сгибается. Соответственно, отношение интенсивностей рентгеновских дифракционных линий (111)//ND в произвольно ориентированном образце задается в настоящем изобретении равным по меньшей мере 3, предпочтительно по меньшей мере 3,2 и более предпочтительно по меньшей мере 3,5.
Отношение интенсивностей рентгеновских дифракционных линий (100)//ND в произвольно ориентированном образце: не более 1
Напротив, (100)//ND является текстурой, которая увеличивает напряжения в направлении толщины листа. Развитие этой текстуры в настоящем изобретении желательным не является. Соответственно, отношение интенсивностей рентгеновских дифракционных линий (100)//ND в произвольно ориентированном образце задается в настоящем изобретении не более 1, предпочтительно не более 0,7.
Как описано выше, способ горячей прокатки и способ холодной прокатки критически важны для целей контролируемого установления отношения интенсивностей рентгеновских дифракционных линий (111)//ND в произвольно ориентированном образце равным по меньшей мере 3 и отношения интенсивностей рентгеновских дифракционных линий (100)//ND в произвольно ориентированном образце не превышающим 1. В частности, требуемая текстура стального листа может быть получена установлением температуры намотки полосы в рулон в определенном диапазоне от 550°С до 720°С и увеличением степени обжатия при холодной прокатке по меньшей мере до 50% в соответствующих процессах намотки после горячей прокатки и холодной прокатки.
Отношение интенсивностей рентгеновских дифракционных линий в произвольно ориентированном образце может быть рассчитано из величин рентгенодифракционных интенсивностей, полученных рентгеновской дифракцией. В частности, отношение интенсивностей рентгеновских дифракционных линий в произвольно ориентированном образце получают измерением дифракционных интенсивностей соответствующих шести кристаллографических плоскостей произвольно ориентированного образца, чтобы получить данные по высоте пиков «эталонного образца», используемых в качестве стандарта; измерением рентгенодифракционных интенсивностей для каждой из шести кристаллографических плоскостей исследуемого образца для получения данных по высоте пиков исследуемого образца; делением шести величин высоты пиков исследуемого образца на величины высот пиков эталона с соответствующими индексами кристаллографических плоскостей; сложением этих шести вычисленных таким образом показателей для получения общей величины и делением каждой из величин высоты пиков исследуемого образца на эту общую величину, таким образом получая отношение интенсивностей рентгеновских дифракционных линий в произвольно ориентированном образце соответствующих кристаллографических плоскостей исследуемого образца.
Холоднокатаный стальной лист настоящего изобретения может иметь на своей поверхности покрытие или слой металлического покрытия. Слой покрытия, образующийся на поверхности холоднокатаного стального листа, улучшает коррозионную устойчивость. Примеры покрытий (пленок) включают цинковое покрытие, отожженное покрытие горячего цинкования, покрытие, нанесенное методом электролитического цинкования в расплаве, электролитическое покрытие из никель-цинкового сплава и т.п.
Далее описывается способ производства холоднокатаного стального листа настоящего изобретения.
В настоящем изобретении холоднокатаный стальной лист производится изготовлением стального материала в виде сляба, предпочтительно получаемого способом непрерывной разливки и подверганием стального материала горячей прокатке, травлению, холодной прокатке и отжигу в указанном порядке.
В настоящем изобретении способ изготовления слитка или сляба стального материала специальным образом не ограничивается и подходящим образом может применяться любой известный способ приготовления металлических слитков, такой как индукционная электропечь, конвертер, электропечь и т.п. Способ литья также специальным образом не ограничивается. Подходящим образом может применяться непрерывная разливка. В части горячей прокатки сляба следует отметить, что сляб может быть горячекатаным либо после повторного нагрева сляба в нагревательной печи, либо после нагревания в течение короткого периода времени нагретой до 1250°С или выше печью с целью температурной компенсации.
Полученный таким образом стальной материал подвергается горячей прокатке. Горячая прокатка может включать черновую прокатку и чистовую прокатку или же состоять только из чистовой прокатки с пропуском этапа черновой прокатки.
Температура нагревания сляба: температурная область, соответствующая единственной фазе аустенита
Сляб должен быть нагрет до температуры, соответствующей однофазной области аустенита (точка Ас3 или выше), поскольку нагревание сляба при температуре, соответствующей двухфазной области феррит-аустенит, и не достижение температуры, соответствующей однофазной области аустенита, приводят к получению структуры с неоднородным размером зерна и к неблагоприятному сдвигу текстуры стали в область феррита.
Температура чистовой прокатки: 890°С или выше
Температура чистовой прокатки менее 890°С вызывает образование ферритных зерен, распространяющихся в направлении прокатки, и таким образом ухудшает сгибаемость стального листа. Соответственно, температура чистовой прокатки в настоящем изобретении устанавливается равной 890°С или выше. Верхний предел температуры чистовой прокатки может быть установлен около 1000°С.
Температура намотки полосы в рулон: от 550°С до 720°С
Температура намотки ниже 550°С нарушает равномерность осаждения выделяющихся фаз в горячекатаном стальном листе, в результате чего осаждение происходит позднее, но до рекристаллизации, когда стальной лист отжигается после холодной прокатки. Такое совпадающее с рекристаллизацией осаждение препятствует равномерности роста при рекристаллизации, приводя к ферритным зернам, растянутым в направлении прокатки. Соответственно, нижний предел температуры наматывания полосы в рулон устанавливается в настоящем изобретении равным 550°С. С другой стороны, превышение температуры намотки более 720°С приводит к образованию крупнозернистых выделяющихся фаз с ухудшением сгибаемости. Соответственно, верхний предел температуры наматывания полосы в рулон устанавливается равным 720°С.
Степень обжатия при холодной прокатке: по меньшей мере 50%
Степень обжатия при холодной прокатке менее 50% приводит к состоянию смеси с ферритными зернами, тем самым способствуя образованию грубозернистой структуры. В результате сгибаемость стального листа ухудшается. Соответственно, степень обжатия при холодной прокатке устанавливается в настоящем изобретении равной по меньшей мере 50%. Верхний предел степени обжатия может составлять около 90%.
Температура при отжиге: 700°С или выше
Температура нагрева при отжиге менее 700°С позволяет ферритным зернам, растянутым в направлении прокатки, оставаться в стальном листе, таким образом ухудшая сгибаемость стального листа. Соответственно, температура нагрева при отжиге устанавливается равной 700°С или выше. Верхний предел температуры отжига может составлять около 900°С.
В настоящем изобретении на поверхность холоднокатаного стального листа, полученного, как описано выше, может быть нанесено покрытие. Примеры способов нанесения покрытия включают образование на поверхности стального листа цинкового покрытия посредством горячего цинкования погружением и посредством горячего цинкования погружением с последующим отжигом. Процесс цинкования и процесс отжига могут выполняться в рамках единой производственной линии.
Кроме того, покрытие может быть образовано на стальном листе способом электролитического осаждения, например нанесением электролитического покрытия из никель-цинкового сплава.
Примеры
Пример 1
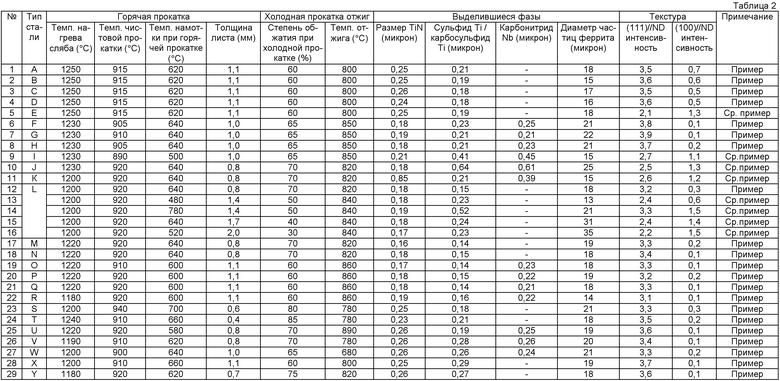
Образцы расплавов стали, имеющие состав, указанный в таблице 1, были подвергнуты непрерывной разливке для получения слябов (стальные материалы), каждый из которых имел толщину 270 мм. Каждый из полученных таким образом слябов был нагрет до температуры нагревания сляба, соответствующей однофазной области аустенита, равной или превышающей показанную в таблице 2 точку Ас3, подвергнут чистовой прокатке при показанной в таблице 2 температуре чистовой прокатки, а затем подвергнут намотке при температуре наматывания полосы в рулон, показанной в таблице 2, в результате чего был получен горячекатаный стальной лист, имеющий толщину листа 2,8 мм. Горячекатаный стальной лист был подвергнут последовательно травлению, удалению окалины с поверхностей стального листа, холодной прокатке при степени обжатия, показанной в таблице 2, и отжигу. В результате этого был получен холоднокатаный стальной лист. Некоторые из полученных таким образом образцов холоднокатаных стальных листов были, кроме того, переработаны в отожженные оцинкованные стальные листы погружением каждого из стальных листов в ванну для цинкования (0,1% Al-Zn) при 490°С так, чтобы в результате цинкования на каждой из обеих поверхностей стального листа образовался слой покрытия плотностью 50 г/м2, и последующим подверганием стального листа процессу сплавления (легирования) при 530°С.
Из каждого из полученных таким образом холоднокатаных стальных листов был отобран образец для испытаний. Образец для испытаний был подвергнут испытанию на растяжение и определению размеров выделившихся фаз, включая Ti, Nb (размеры выделившихся фаз, включая Mn, в случаях, когда образцы не содержали Ti), с помощью просвечивающего электронного микроскопа. Помимо этого, были определены отношения интенсивностей рентгеновских дифракционных линий в произвольно ориентированных образцах (111)//ND и (100)//ND. Еще далее посредством испытаний на изгиб была исследована сгибаемость.
Методы испытаний и измерений были следующими.
(i) Исследование микроструктуры
Тонкая фольга, приготовленная из каждого из полученных таким образом холоднокатаных стальных листов, наблюдалась под увеличением 120 000-260 000 с помощью просвечивающего электронного микроскопа (ТЕМ), и определялись диаметры частиц выделившихся фаз, включая Ti, Nb.
Диаметр частиц определялся рассмотрением десяти областей под ×260000, определением на основе результатов наблюдений диаметров частиц соответствующих выпавших фаз через обработку изображения аппроксимирующих окружностей и вычислением среднего арифметического определенных таким образом диаметров частиц для получения среднего диаметра частицы.
Кроме того, с помощью энергодисперсионного рентгеновского спектрометра выполнялся спектрометрический анализ характеристических рентгеновских лучей, испускаемых в результате воздействия электронного луча на целевую выпавшую фазу, в целях определения элементов, составляющих выделившуюся фазу. Например, предполагается, что целевая выпавшая фаза представляет собой TiC, когда обнаруживаются Ti и С, когда обнаруживаются Ti и N, она является TiN, а когда обнаруживаются Ti, С и S, эта фаза представлена Ti4C2S2.
(ii) Наблюдения ферритных зерен
Было сделано поперечное в направлении толщины листа сечение параллельно направлению прокатки, отполировано до зеркального блеска и протравлено натальным раствором так, чтобы выявить ферритные зерна. Выявленная таким образом микроструктура была сфотографирована под ×100, в направлении толщины листа и в направлении прокатки, соответственно, были проведены десять линий с длиной, зависящей от каждого применения, через интервалы по меньшей мере в 100 микрон между линиями, и подсчитано количество точек пересечения границ зерна и линий. Количество точек пересечения разделено на общую длину линий. Полученный таким образом показатель представляет длину линии, приходящейся на одно ферритное зерно. Длина линии в одном ферритном зерне умножалась на 1,13 для определения «диаметра ферритного зерна по ASTM».
(iii) Испытания на растяжение
Из каждого из холоднокатаных стальных листов, полученных, как описано выше, был отобран образец для проведения испытания прочности при растяжении согласно JIS (японский промышленный стандарт) №5 (JIS Z 2201), который предназначался для растягивания в направлении, параллельном направлению прокатки. Образец для испытания прочности при растяжении подвергался испытанию на растяжение согласно предписаниям JIS Z 2241 с целью измерения прочности при растяжении и удлинения исследуемого образца.
(iv) Отношение интенсивностей рентгеновских дифракционных линий в произвольно ориентированном образце
Поверхность каждого из образцов стальных листов была подвергнута шлифовке (0,2 мм) и химическому полированию (0,1 мм), после чего с отполированной поверхности была снята рентгеновская дифрактограмма. Была определена площадь интегрированного пика (высота) для каждой из шести плоскостей (222), (211), (200), (110), (220) и (310) Fe исследуемого образца при рентгеновской дифракции. Кроме того, была также измерена площадь интегрированного пика (высота) шести плоскостей, соответствующих вышеупомянутым шести плоскостям стандартного произвольно ориентированного образца для испытаний (например, порошка Fe). Было рассчитано отношение интегрированной площади пика каждого образца стального листа к интегрированной площади пика стандартного образца для каждой из шести плоскостей с целью получения соответствующих площадей «стандартизированных» пиков соответствующих шести плоскостей каждого исследуемого образца стального листа. Эти площади стандартизированных пиков суммировались для получения общей площади пиков каждого исследуемого образца. После чего площадь стандартизированного пика каждой плоскости одного образца делилась на его общую площадь пиков для определения отношения интенсивностей рентгеновских дифракционных линий в произвольно ориентированном образце каждой плоскости одного исследуемого образца стального листа. Соответственно, в произвольно ориентированном образце отношение интенсивностей рентгеновских дифракционных линий одной плоскости исследуемого образца стального листа с произвольно распределенной ориентацией будет составлять 1/6, в то время как в произвольно ориентированном образце отношение интенсивностей рентгеновских дифракционных линий одной плоскости образца стального листа с аккумулированной ориентацией будет составлять 1/6 или более. Напротив, в произвольно ориентированном образце отношение интенсивностей рентгеновских дифракционных линий плоскости исследуемого образца стального листа без аккумулирования ориентации не будет превышать 1/6.
(v) Испытание на изгиб
Испытание на изгиб проводилось следующим образом: готовились гибочные приспособления для испытания на изгиб, имеющие вертикальный угол 90° с различными радиусами кривизны, из каждого образца холоднокатаных стальных листов были получены образцы для испытаний, имеющие форму полосы (100 мм в продольном направлении, 35 мм в направлении по ширине), и выполнялось сгибание образца для испытания в его центре в продольном направлении так, чтобы кромка линии сгиба продолжалась перпендикулярно направлению прокатки листа. В ходе испытания на изгиб радиус кривизны вертикального угла гибочного приспособления изменялся с целью определения наименьшего радиуса закругления конца гибочного приспособления, при котором поверхность исследуемого образца еще не подвергается растрескиванию.
Определенный таким образом наименьший радиус кривизны является критическим радиусом изгиба.
Величина критического радиуса изгиба, не превышающая 2 мм, является показателем хорошей сгибаемости. Величина критического радиуса изгиба, не превышающая 1 мм, представляет очень хорошую сгибаемость. Полученные таким образом результаты представлены в таблице 3.
Из таблицы 3 видно, что каждый из представленных в данных примерах стальных листов демонстрирует критический радиус изгиба не более 2 мм и, таким образом, обладает хорошей сгибаемостью.
Изобретение относится к области металлургии. Для обеспечения хорошей формуемости листа при прессовании в производственных условиях получают холоднокатаный стальной лист, содержащий, мас.%: С 0,005 или менее, Si 0,1 или менее, Мn 0,5 или менее, Р 0,03 или менее, S 0,02 или менее, N 0,005 или менее, Аl 0,1 или менее, Ti от 0,020 до 0,1 (включая 0,020 и 0,l), Fe и случайные примеси - остальное, в котором размер частиц TiN не превышает 0,5 микрон, размер частиц сульфида Ti и/или карбосульфида Ti не превышает 0,5 микрон, диаметр частиц феррита не превышает 30 микрон, отношение интенсивностей рентгеновских дифракционных линий (111)//ND в произвольно ориентированном образце составляет по меньшей мере 3 и отношение интенсивностей рентгеновских дифракционных линий (100)//ND в произвольно ориентированном образце не превышает 1. Для получения листа сляб, полученный из стали вышеуказанного состава, нагревают до температуры аустенизации, подвергают горячей прокатке с температурой завершения чистовой прокатки, равной или превышающей 890˚C, намотке при температуре от 550°C до 720°C, удалению окалины, травлению, холодной прокатке при степени обжатия по меньшей мере 50% и отжигу при температуре, равной или превышающей 700˚C. 4 н. и 19 з.п. ф-лы, 3 табл., 1 пр.
1. Холоднокатаный стальной лист, содержащий, мас.%:
в котором размер частиц TiN не превышает 0,5 микрон, размер частиц сульфида Ti и/или карбосульфида Ti не превышает 0,5 микрон, диаметр частиц феррита не превышает 30 микрон, отношение интенсивностей рентгеновских дифракционных линий (111)//ND в произвольно ориентированном образце составляет по меньшей мере 3 и отношение интенсивностей рентгеновских дифракционных линий (100)//ND в произвольно ориентированном образце не превышает 1.
2. Холоднокатаный стальной лист по п.1, дополнительно содержащий 0,0030 мас.% или менее В.
3. Холоднокатаный стальной лист по п.1, содержащий, по меньшей мере один из элементов, выбранных из группы, состоящей из Cu, Sn, Ni, Ca, Mg, Co, As, Cr, Sb, W, Mo, Pb, Та, РЗМ, V, Cs, Zr и Hf в количестве 1 мас.% или менее.
4. Холоднокатаный стальной лист по п.2, содержащий, по меньшей мере один из элементов, выбранных из группы, состоящей из Cu, Sn, Ni, Ca, Mg, Co, As, Cr, Sb, W, Mo, Pb, Та, РЗМ, V, Cs, Zr и Hf в количестве 1 мас.% или менее.
5. Холоднокатаный стальной лист по п.1 или 4, дополнительно содержащий слой покрытия на своей поверхности.
6. Холоднокатаный стальной лист по п.2, дополнительно содержащий слой покрытия на своей поверхности.
7. Холоднокатаный стальной лист по п.3, дополнительно содержащий слой покрытия на своей поверхности.
8. Холоднокатаный стальной лист, содержащий, мас.%:
в котором размер частиц MnS не превышает 0,5 микрон, размер частиц карбонитрида Nb не превышает 0,5 микрон, диаметр частиц феррита не превышает 30 микрон, отношение интенсивностей рентгеновских дифракционных линий (111)//ND в произвольно ориентированном образце составляет по меньшей мере 3 и отношение интенсивностей рентгеновских дифракционных линий (100)//ND в произвольно ориентированном образце не превышает 1.
9. Холоднокатаный стальной лист по п.8, дополнительно содержащий 0,0030 мас.% или менее В.
10. Холоднокатаный стальной лист по п.8, содержащий, по меньшей мере один из элементов, выбранных из группы, состоящей из Cu, Sn, Ni, Ca, Mg, Co, As, Cr, Sb, W, Mo, Pb, Та, РЗМ, V, Cs, Zr и Hf в количестве 1 мас.% или менее.
11. Холоднокатаный стальной лист по п.9, содержащий, по меньшей мере один из элементов, выбранных из группы, состоящей из Cu, Sn, Ni, Ca, Mg, Co, As, Cr, Sb, W, Mo, Pb, Та, РЗМ, V, Cs, Zr и Hf в количестве 1 мас.% или менее.
12. Холоднокатаный стальной лист по п.8 или 11, дополнительно содержащий слой покрытия на своей поверхности.
13. Холоднокатаный стальной лист по п.9, дополнительно содержащий слой покрытия на своей поверхности.
14. Холоднокатаный стальной лист по п.10, дополнительно содержащий слой покрытия на своей поверхности.
15. Холоднокатаный стальной лист, содержащий, мас.%:
в котором размер частиц TiN не превышает 0,5 микрон, размер частиц сульфида Ti и/или карбосульфида Ti не превышает 0,5 микрон, размер частиц карбонитрида Nb не превышает 0,5 микрон, диаметр частиц феррита не превышает 30 микрон, отношение интенсивностей рентгеновских дифракционных линий (111)//ND в произвольно ориентированном образце составляет по меньшей мере 3 и отношение интенсивностей рентгеновских дифракционных линий (100)//ND в произвольно ориентированном образце не превышает 1.
16. Холоднокатаный стальной лист по п.15, дополнительно содержащий 0,0030 мас.% или менее В.
17. Холоднокатаный стальной лист по п.15, содержащий, по меньшей мере один из элементов, выбранных из группы, состоящей из Cu, Sn, Ni, Ca, Mg, Co, As, Cr, Sb, W, Mo, Pb, Та, РЗМ, V, Cs, Zr и Hf в количестве 1 мас.% или менее.
18. Холоднокатаный стальной лист по п.16, содержащий, по меньшей мере один из элементов, выбранных из группы, состоящей из Cu, Sn, Ni, Ca, Mg, Co, As, Cr, Sb, W, Mo, Pb, Та, РЗМ, V, Cs, Zr и Hf в количестве 1 мас.% или менее.
19. Холоднокатаный стальной лист по п.15 или 18, дополнительно содержащий слой покрытия на своей поверхности.
20. Холоднокатаный стальной лист по п.16, дополнительно содержащий слой покрытия на своей поверхности.
21. Холоднокатаный стальной лист по п.17, дополнительно содержащий слой покрытия на своей поверхности.
22. Способ производства холоднокатаного стального листа, в котором готовят стальной материал, имеющий состав, указанный в любом из пп.1-4 или 8-11 или 15-18, подвергают стальной материал последовательно горячей прокатке, включая чистовую прокатку, намотке, травлению, холодной прокатке и отжигу с получением холоднокатаного стального листа, причем
горячую прокатку завершают при температуре чистовой прокатки, равной или превышающей 890°С, после нагревания стального материала до температуры, соответствующей однофазной области аустенита и
подвергают полученный таким образом горячекатаный стальной лист намотке при температуре в диапазоне от 550°С до 720°С, удалению окалины с поверхности стального листа, холодной прокатке при степени обжатия по меньшей мере 50% и отжигу при температуре, равной или превышающей 700°С.
23. Способ по п.22, дополнительно содержащий нанесение покрытия на стальной лист после его отжига.
| ХОЛОДНОКАТАНЫЙ СТАЛЬНОЙ ЛИСТ ДЛЯ ТЕНЕВОЙ МАСКИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2109839C1 |
| ТОНКИЙ СТАЛЬНОЙ ЛИСТ С ПРЕКРАСНЫМИ СОСТОЯНИЕМ ПОВЕРХНОСТИ, ФОРМУЕМОСТЬЮ И ОБРАБАТЫВАЕМОСТЬЮ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2004 |
|
RU2320732C1 |
| ЛИСТ ВЫСОКОПРОЧНОЙ СТАЛИ, ОБЛАДАЮЩИЙ ПОВЫШЕННОЙ ПЛАСТИЧНОСТЬЮ, И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2009 |
|
RU2418090C2 |
| Способ определения термоогнезащитных характеристик средств индивидуальной защиты | 2021 |
|
RU2790009C2 |
| JP 2000017385 A, 18.01.2000 | |||

