Изобретение относится к устройству и способам формирования емкости и к заготовкам для емкостей, из которых формируют емкости.
Известно, что при конструировании емкости на основе картона из заготовки емкости, выполненной из многослойного картона, чтобы выполнить удовлетворительное уплотнение торцевых крышек емкости, предусматривающих перелом или формирование линий наименьшего сопротивления, определяющих различные секции, задающие форму торцевой крышки, необходимо, чтобы многослойный материал с обеих сторон линии наименьшего сопротивления частично сгибался, таким образом, чтобы при выполнении этапа окончательного уплотнения материал сгибался по линиям наименьшего сопротивления более легко, чем, когда не был произведен их предварительный перелом или формирование. Таким образом может быть выполнено удовлетворительное уплотнение торцевой крышки.
Согласно первому аспекту настоящего изобретения, обеспечено устройство, содержащее формирующее опорное устройство для введения в область торцевой крышки частично сформированной емкости, при этом опорное устройство содержит область передней кромки, область задней кромки, соответствующие области боковых кромок, проходящие между областями передней и задней кромки, и первый и второй формирующие участки, каждый из которых имеет образующую угол зону в соответствующей области задней кромки и соответствующей области боковой кромки, расположенных, по сути, перпендикулярно друг к другу, при этом каждая область боковой кромки проходит от образующей угол зоны к области передней кромки, включая участок, расположенный под наклоном вовнутрь.
Согласно второму аспекту настоящего изобретения предоставлен способ формирования торцевой крышки частично сформированной емкости, включающий получение частично сформированной емкости, введение в отверстие торцевой крышки формирующего опорного устройства, содержащего область передней кромки, область задней кромки, соответствующие области боковых кромок, проходящие между областью передней и областью задней кромки, и первый и второй формирующие участки, каждый из которых имеет образующую угол зону, находящуюся в соответствующей области задней кромки и области боковой кромки, расположенных, по сути, перпендикулярно друг другу, каждая область боковой кромки проходит от образующей угол зоны к области передней кромки, включая участок, расположенный под наклоном вовнутрь, таким образом, что соответствующие образующие угол зоны располагаются в смежных торцевых областях, образующих внутренний угол, торцевой крышки, и прессование снаружи частично сформированной емкости в области содержащих угол торцевых областей торцевой крышки.
Благодаря этим двум аспектам изобретения, формирующее опорное устройство может быть предоставлено таким образом, чтобы при формировании торцевой крышки частично сформированной емкости, содержащие угол смежные области торцевой крышки поддерживались изнутри не только для выполнения сгибания относительно границы, проходящей между содержащими угол смежными областями торцевой крышки емкости, а также для выполнения сгибания относительно линейной или нелинейной границы, соответствующей положению соответствующих расположенных под наклоном вовнутрь областей кромки формирующего опорного устройства. Таким образом, формирующее опорное устройство может быть использовано для формирования торцевых крышек широкого разнообразия картонных конструкций без необходимости в изменении или модификации упаковочного автомата при переходе от одной картонной конструкции к другой на том же автомате.
Согласно третьему аспекту настоящего изобретения предоставлено устройство для формирования сгиба на многослойной упаковке относительно зоны границы, не содержащей предварительно сформированной линии наименьшего сопротивления, содержащее участок первой стенки для упора относительно внешней поверхности первой панели корпуса частично сформированной емкости с одной стороны от границы и участок второй стенки, проходящий под наклоном вовнутрь относительно частично сформированной емкости для упора относительно внешней поверхности второй панели корпуса частично сформированной емкости с другой стороны от указанной границы.
Согласно четвертому аспекту настоящего изобретения предоставлен способ формирования сгиба на многослойной упаковке относительно зоны границы без предварительно сформированной линии наименьшего сопротивления, включающий получение частично сформированной емкости, перемещение формирующего устройства относительно частично сформированной емкости, так, чтобы участок первой стенки формирующего устройства упирался во внешнюю поверхность первой панели корпуса частично сформированной емкости с одной стороны границы, и участок второй стенки, проходящий с наклоном вовнутрь под углом к участку первой стенки, упирался во внешнюю поверхность второй панели корпуса частично сформированной емкости с другой стороны границы, при этом расположение является таковым, что участок второй стенки контактирует с частично сформированной емкостью раньше участка первой стенки и служит для приведения второй панели корпуса в положение, по сути, под таким же углом относительно первой панели корпуса, как между ним и участком первой стенки.
Благодаря этим аспектам, граница, не имеющая предварительно сформированной линейной области наименьшего сопротивления, может быть многократно и надежно сформирована посредством формирующего устройства.
Согласно пятому аспекту настоящего изобретения, предоставлено устройство, включающее прессовое устройство, содержащее крайнюю прессующую поверхность и соединенное с рукой, выполненной с возможностью поворота относительно оси, при этом поворот руки приводит к повороту крайней прессующей поверхности, относительно указанной оси, при этом крайняя прессующая поверхность расположена под углом наклона относительно указанной оси.
Согласно шестому аспекту настоящего изобретения, предоставлен способ, включающий поворачивание внутрь относительно частично сформированной емкости прессового устройства для прессования секции торцевой крышки частично сформированной емкости, образованной линиями наименьшего сопротивления, при этом прессовое устройство соединено с рукой с возможностью поворота относительно оси, при этом поворот руки приводит к повороту крайней прессующей поверхности прессового устройства в направлении внутрь, при этом крайняя прессующая поверхность расположена под углом наклона относительно оси, так, что нижняя часть прессового устройства сначала контактирует с секцией в ее нижней области, и когда прессовое устройство продолжает совершать движение по своей траектории поворота, область контакта между прессующей поверхностью и секцией увеличивается.
Благодаря таким аспектам, можно получить складывание вовнутрь торцевой стенки частично сформированной емкости, имеющей границу со смежной секцией корпуса. Эта граница может быть непрямолинейной границей, при этом прессовое устройство применимо для выполнения точного сгиба относительно такой границы.
Согласно седьмому аспекту настоящего изобретения предусмотрена заготовка для емкости для формирования емкости, содержащая ряд секций корпуса, включающих первую, вторую, третью и четвертую секции корпуса, расположенные бок о бок, при этом границы между секциями корпуса определены соответствующими, по сути, прямыми линиями границы наименьшего сопротивления, проходящими сверху вниз по секциям, при этом каждая из второй и четвертой секций корпуса содержит множество, по сути, прямых коллинеарных линий наименьшего сопротивления, расположенных между соответствующими прямыми линиями границы и проходящих, по сути, перпендикулярно ряду, при этом множество, по сути, прямых коллинеарных линий наименьшего сопротивления являются линиями оттиска, выполненными таким образом, что они видны только с одной стороны заготовки для емкости.
Согласно восьмому аспекту настоящего изобретения предусмотрена заготовка для емкости для формирования емкости, содержащая ряд секций корпуса, включающих первую, вторую, третью и четвертую секции корпуса, расположенные бок о бок, при этом границы между секциями корпуса определены соответствующими, по сути, прямыми линиями границы наименьшего сопротивления, проходящими сверху вниз по секциям, при этом каждая из второй и четвертой секций корпуса содержит множество, по сути, прямых коллинеарных линий наименьшего сопротивления, расположенных между соответствующими прямыми линиями границы и проходящих, по сути, перпендикулярно ряду, при этом множество, по сути, прямых коллинеарных линий наименьшего сопротивления являются линиями, выполненными таким образом, что они видны по меньшей мере с одной стороны заготовки для емкости.
Согласно девятому аспекту настоящего изобретения предусмотрена заготовка для емкости для формирования емкости, содержащая ряд секций корпуса, включающих первую, вторую, третью и четвертую секции корпуса, расположенные бок о бок, при этом границы между секциями корпуса определены соответствующими, по сути, прямыми линиями границы наименьшего сопротивления, проходящими сверху вниз по секциям, при этом каждая из второй и четвертой секций корпуса содержит множество, по сути, прямых коллинеарных линий наименьшего сопротивления, расположенных между соответствующими прямыми линиями границы и проходящих, по сути, перпендикулярно ряду, при этом множество, по сути, прямых коллинеарных линий наименьшего сопротивления составляют не более шести линий наименьшего сопротивления с промежутками между ними.
Согласно десятому аспекту настоящего изобретения предусмотрена емкость, содержащая замкнутый контур из секций корпуса, при этом границы между секциями определены соответствующими, по сути, прямыми линиями границы наименьшего сопротивления, проходящими сверху вниз по секциям, при этом каждая из второй и четвертой секций корпуса содержит множество, по сути, прямых коллинеарных линий наименьшего сопротивления, расположенных между соответствующими прямыми линиями границы и проходящих, по сути, перпендикулярно ряду, при этом множество, по сути, прямых коллинеарных линий наименьшего сопротивления являются линиями оттиска, выполненными таким образом, что они видны только с одной стороны емкости.
Согласно одиннадцатому аспекту настоящего изобретения предусмотрена емкость, содержащая замкнутый контур из секций корпуса, при этом границы между секциями определены соответствующими, по сути, прямыми линиями границы наименьшего сопротивления, проходящими сверху вниз по секциям, при этом каждая из второй и четвертой секций корпуса содержит множество, по сути, прямых коллинеарных линий наименьшего сопротивления, расположенных между соответствующими прямыми линиями границы и проходящих, по сути, перпендикулярно ряду, при этом множество, по сути, прямых коллинеарных линий наименьшего сопротивления являются линиями контакта, выполненными таким образом, что они видны по меньшей мере с одной стороны емкости.
Согласно двенадцатому аспекту настоящего изобретения предусмотрена емкость, содержащая замкнутый контур из секций корпуса, при этом границы между секциями определены соответствующими, по сути, прямыми линиями границы наименьшего сопротивления, проходящими сверху вниз по секциям, при этом каждая из второй и четвертой секций корпуса содержит множество, по сути, прямых коллинеарных линий наименьшего сопротивления, расположенных между соответствующими прямыми линиями границы и проходящих, по сути, перпендикулярно ряду, при этом множество, по сути, прямых коллинеарных линий наименьшего сопротивления составляют не более шести линий наименьшего сопротивления с промежутками между ними.
Благодаря этим аспектам можно обеспечить емкость с линиями наименьшего сопротивления для сплющивания емкости после ее опустошения для выбрасывания, сохраняя при этом приемлемую степень целостности картона, пока картон содержит жидкий продукт.
Преимущественно заготовка для емкости дополнительно содержит ряд секций торцевой крышки, соответствующих секциям корпуса, границы которых также образованы, по сути, прямыми линиями границы наименьшего сопротивления, при этом вторая и четвертая секции торцевой крышки содержат по меньшей мере одну, по сути, прямую линию наименьшего сопротивления, коллинеарную со множеством, по сути, прямых коллинеарных линий наименьшего сопротивления на второй и четвертой секциях корпуса. Коллинеарные линии наименьшего сопротивления предпочтительно находятся на середине между соответствующими линиями границы наименьшего сопротивления. Дополнительно, в области нижнего торца второй и четвертой секций корпуса расходящиеся линии наименьшего сопротивления состоят из множества, по сути, прямых коллинеарных линий наименьшего сопротивления, проходящих под наклоном к ряду секций.
Для ясного и полного раскрытия изобретения, далее в иллюстративных целях будет выполнена ссылка на графические материалы.
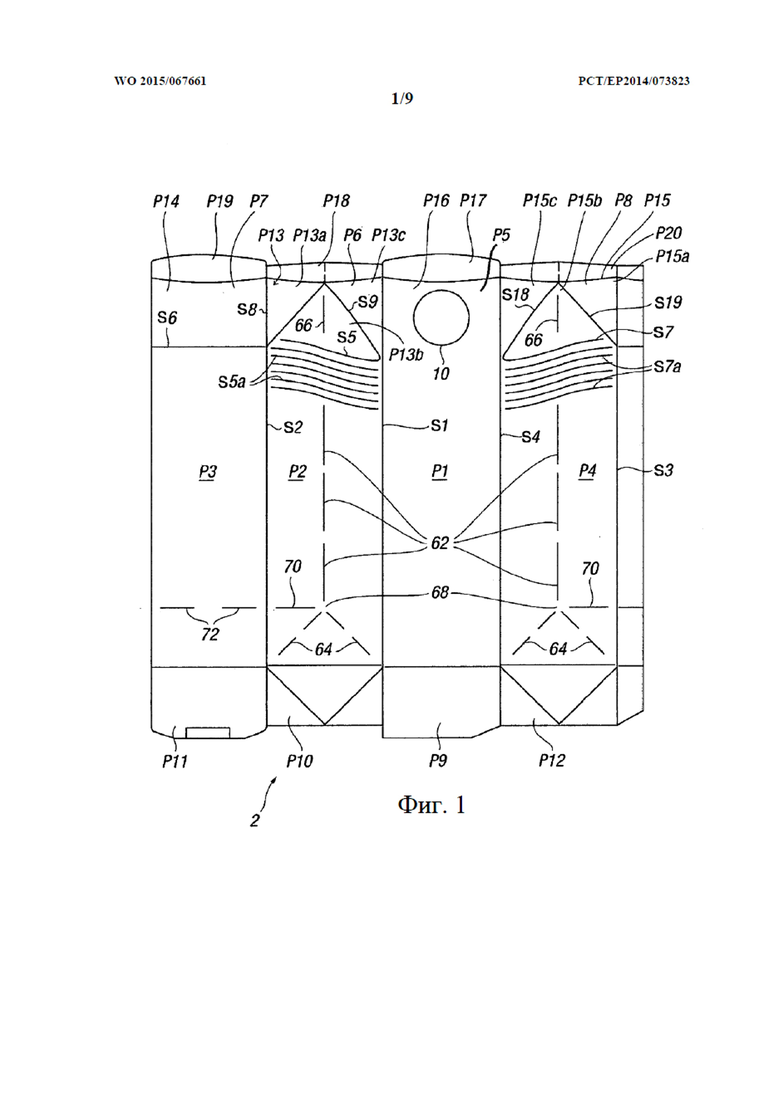
На Фиг. 1 показан вид сверху заготовки для емкости.
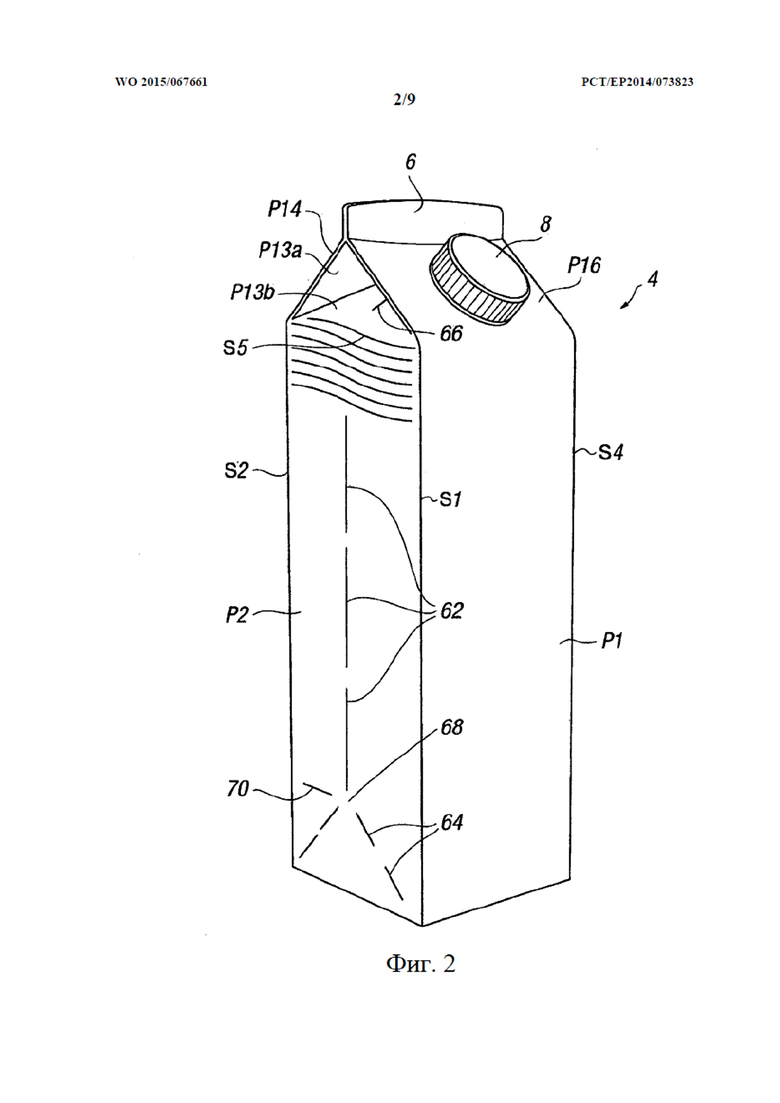
На Фиг. 2 показан вид в перспективе уплотненной и наполненной емкости, выполненной из заготовки для емкости по Фиг. 1.
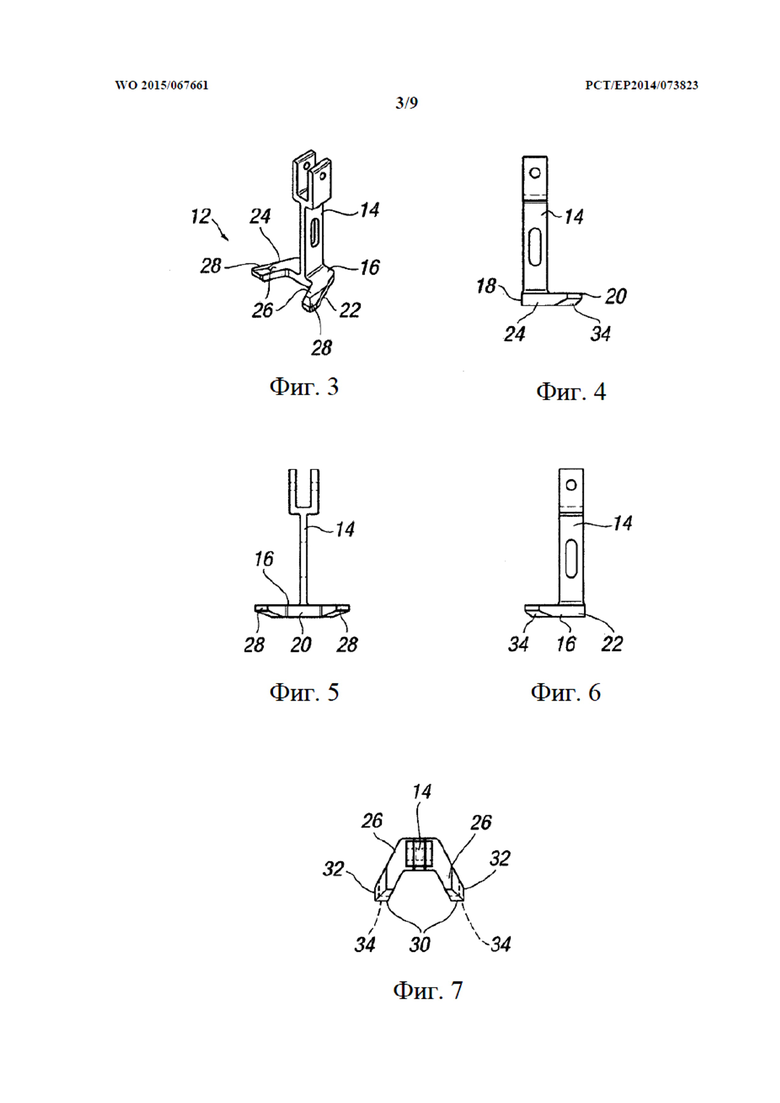
На Фиг. 3 - 7 показаны различные виды одного варианта осуществления опорного устройства, применяемого для формирования емкости, показанной на Фиг. 2.
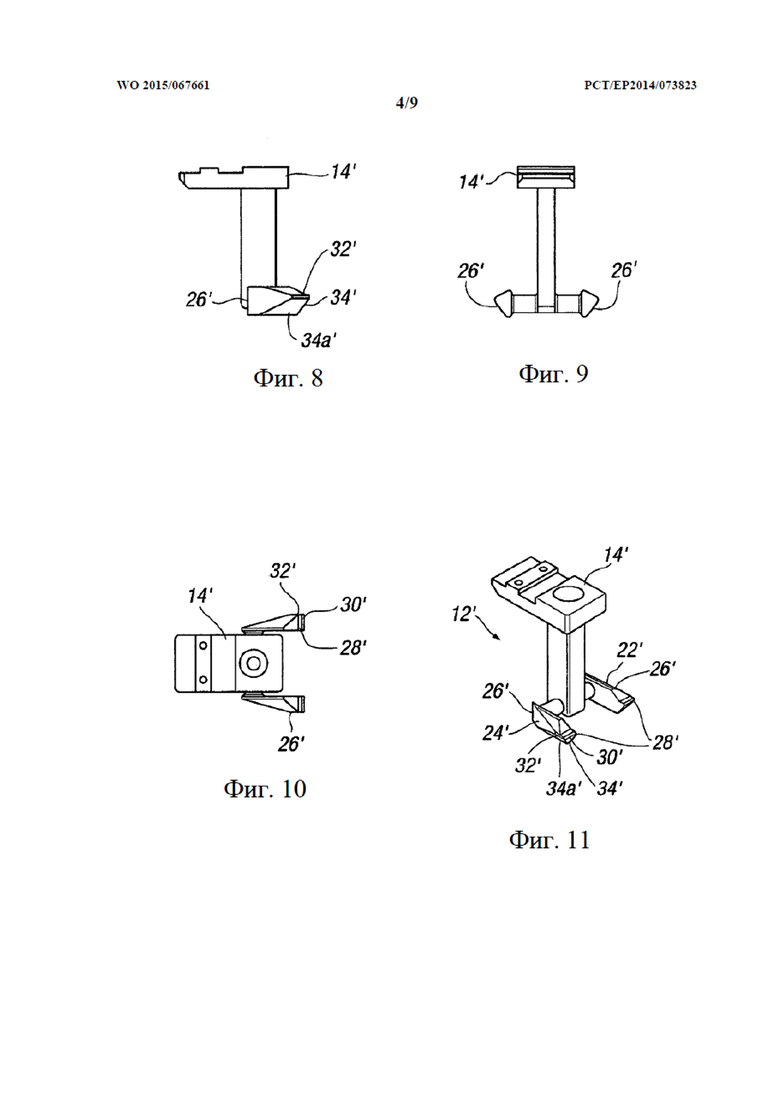
На Фиг. 8 - 11 показаны различные виды другого варианта осуществления опорного устройства.
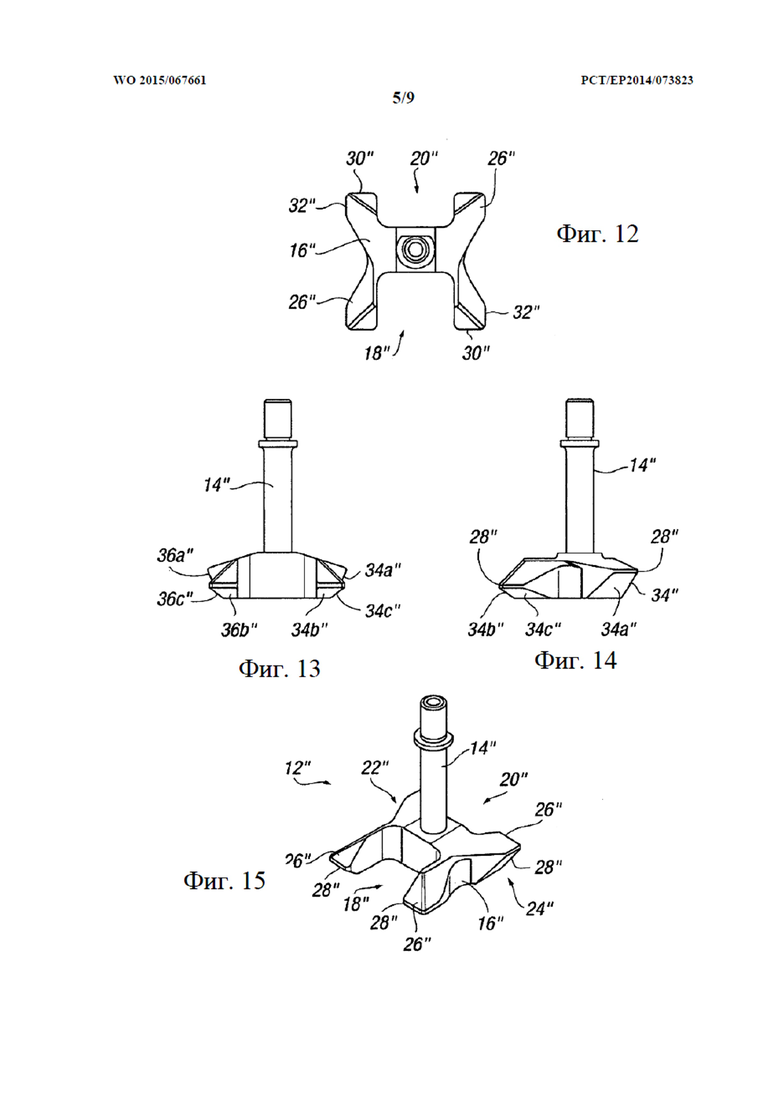
На Фиг. 12 - 15 показаны различные виды еще одного варианта осуществления опорного устройства.
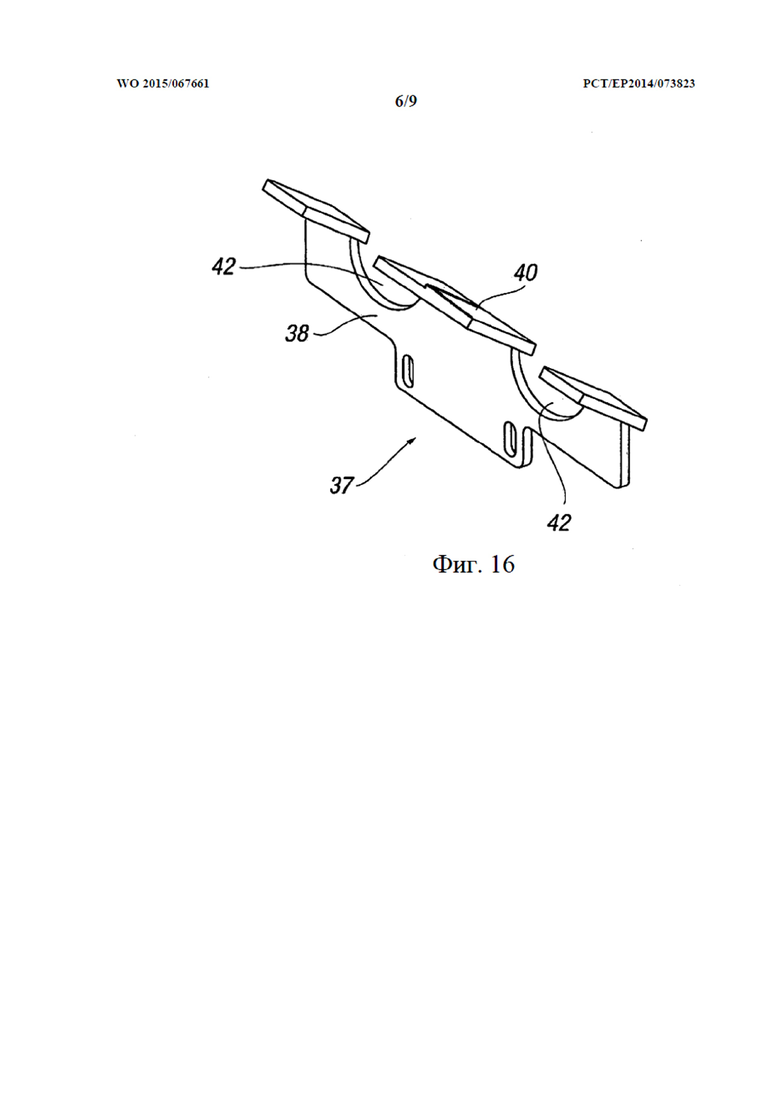
На Фиг. 16 показан вид в перспективе формирующего устройства, применяемого при формировании емкости, показанной на Фиг. 2.
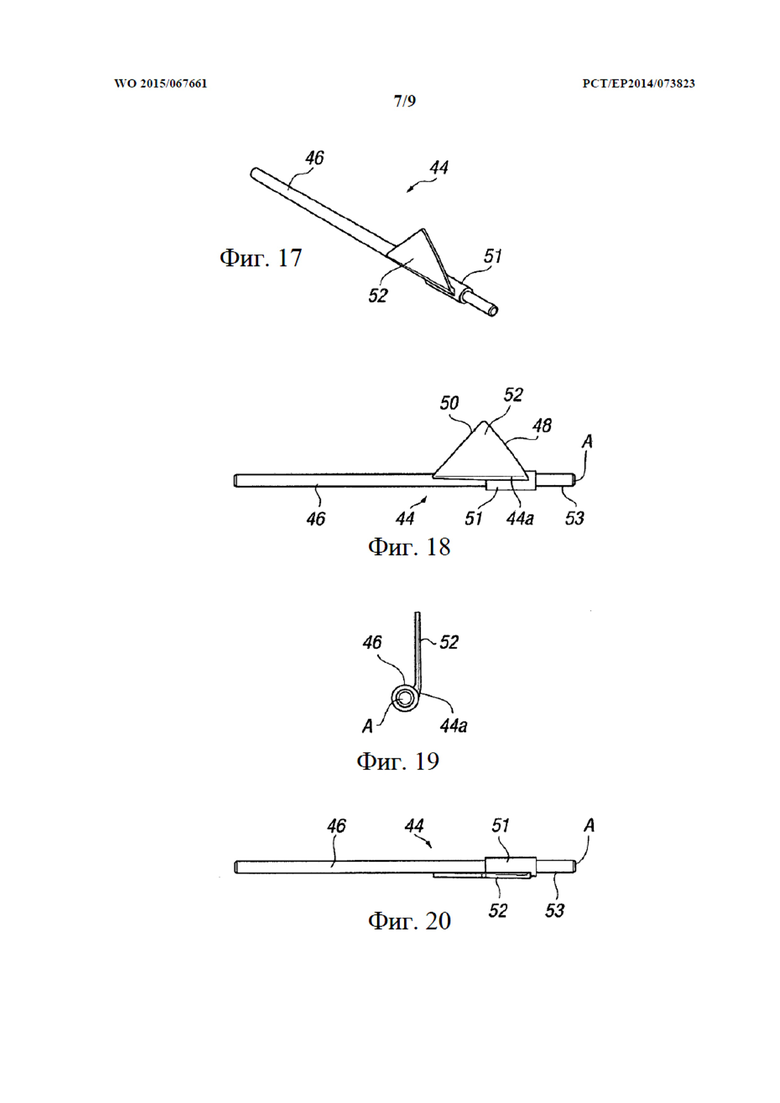
На Фиг. 17 - 20 показаны различные виды прессового устройства, применяемого для формирования емкости, показанной на Фиг. 2.
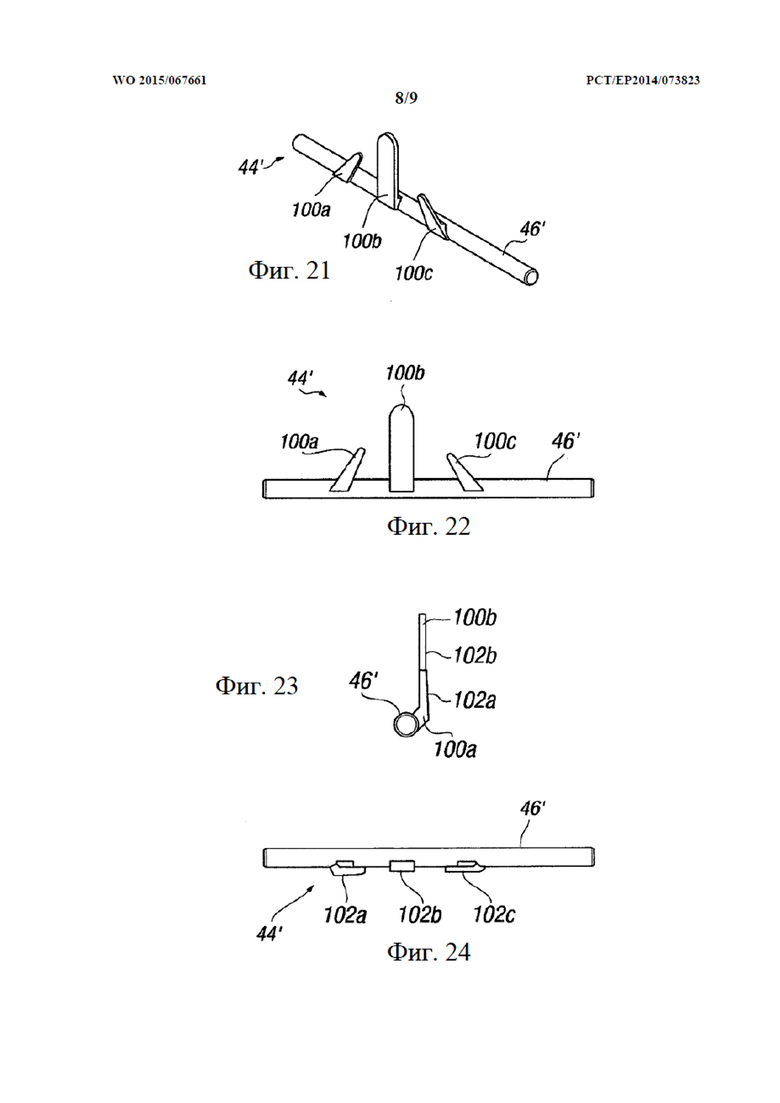
На Фиг. 21 - 24 показаны различные виды второго варианта осуществления прессового устройства.
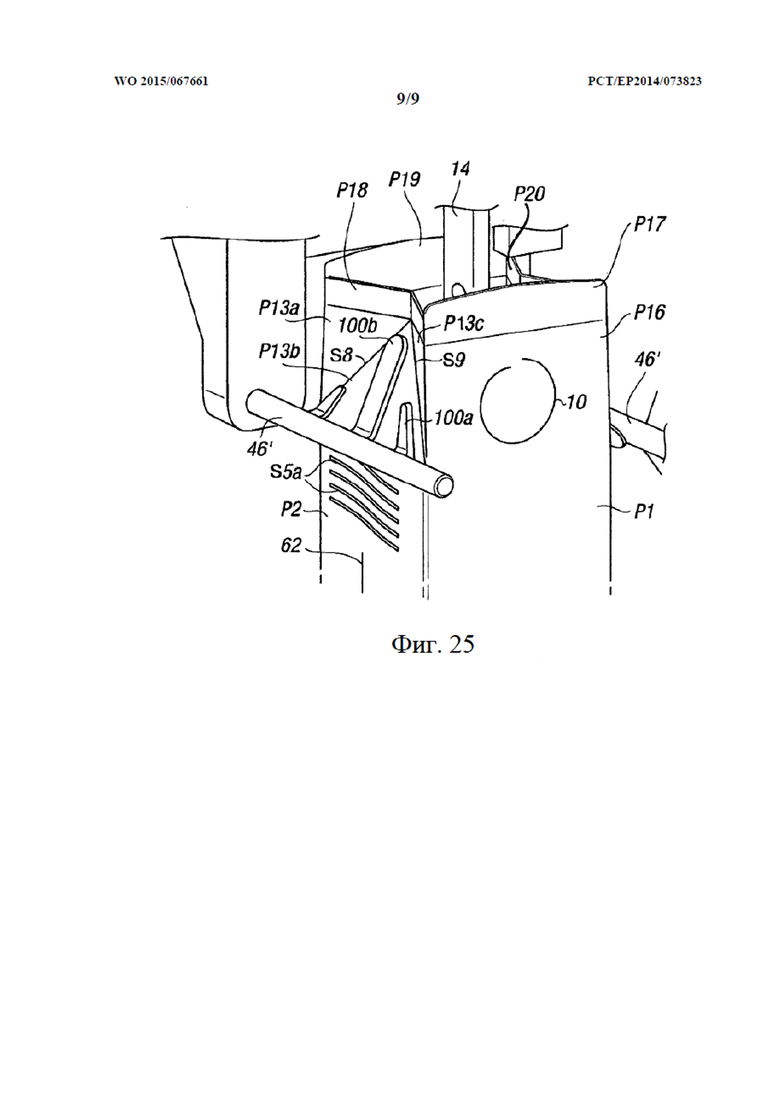
На Фиг. 25 показан вид сверху в перспективе прессового устройства по Фиг. 21- 24 при эксплуатации.
Согласно Фиг. 1, заготовка 2 емкости состоит из многослойного материала, состоящего по меньшей мере из одного слоя картонного субстрата и крайнего внутреннего и крайнего внешнего слоев из водоотталкивающего термопластика (с возможным внедрением противокислородного слоя, например, алюминиевой фольги между субстратом и крайним внутренним слоем термопластика), и сформированная из нее емкость 4 (показанная на Фиг. 2) применяется для упаковки жидкостей, например, молока или фруктового сока. Заготовка 2 состоит из четырех секций P1-P4 корпуса со стандартной пятой панелью для уплотнения, разграниченных между собой предварительно сформированными линиями наименьшего сопротивления в виде линий S1-S4 сгиба.
Секции P1 - P4 корпуса разграничены на своих нижних краях дополнительными линиями наименьшего сопротивления в виде линий сгиба, и таким образом отделены от ряда панелей P9 - P12 нижней торцевой крышки.
Секции P2 - P4 корпуса также разграничены на своих верхних краях дополнительными линиями наименьшего сопротивления в виде линий S5 - S7 сгиба, и таким образом отделены от ряда верхних секций P13 - P15 для закупорки. Секция P1 корпуса не имеет предварительно сформированной линии наименьшего сопротивления на границе со своей смежной секцией P16 для закупорки. Панели P16 и P14 являются прямоугольными и формируют соответствующие прямоугольные панели крышки емкости 4 с фронтонным верхом, тогда как секции P13 и P15 являются прямоугольными и каждая из них разделена соответствующими наклонными линиями сгиба S8, S9, S18 и S19 на три, по сути, треугольные подсекции P13a - P13c и P15a - P15c. Ряд верхних панелей P13 - P16 для закупорки граничит своими верхними краями с рядом верхних уплотнительных панелей P17 - P20, формируя ребро 6 уплотнения картона 4. Дополнительно, либо на внешней, либо на внутренней стороне многослойного материала секции P16 закреплен элемент 8 горлышка, проходящий поверх или сквозь замкнутый контур наименьшего сопротивления 10.
Наклонные линии S9 и S18 сгиба содержат небольшую кривизну вдоль своей длины, которая выгнута к верхней секции P16 для закупорки, тогда как наклонные линии S8 и S19 сгиба являются прямыми. Дополнительно, линии S5 и S7 сгиба имеют волнообразную форму, по сути, в направлении вниз от уровня линии S6 сгиба до нижнего уровня, где они соединяются с соответствующими линиями S9 и S18 сгиба. Таким образом, образованная емкость 4 является асимметричной емкостью с фронтонным верхом, в которой высота задней секции P3 корпуса больше высоты передней секции P1 корпуса. Под линиями S5 и S7 сгиба находится множество соответствующих волнообразных линий S5a и S7a сгиба, проходящих параллельно друг другу. Линии S5a и S7a сгиба ограничены нижними областями секций P2 и P4 корпуса.
Процесс превращения заготовки 2 для емкости в емкость 4 начинается с уплотнения стандартной пятой панели с внутренней поверхностью секций P3, P11, P14 и P19 и складывания вдоль линии S1 сгиба для формирования плоского рукава для производства емкости, открытого с обоих концов. Плоские рукава для получения емкости затем загружают в упаковочный автомат, обычно именуемый автоматом по формированию, наполнению и уплотнению. Автомат содержит множество барабанов, закрепленных на втулке, выполненной с возможностью поэтапного вращения вокруг своей оси. Барабаны распределены вокруг указанной оси под одинаковым углом, и по очереди принимают рукава для производства емкости; в свою очередь, указанные рукава имеют завернутые внутрь панели нижней торцевой крышки; затем ко внешним поверхностям торцевых крышек применяют пресс с горячей насадкой для уплотнения панелей нижних торцевых крышек между собой посредством высокой температуры и давления; уплотненные нижние торцевые крышки охлаждают на барабанах и затем рукава для производства емкости, теперь уже закрытые с одного конца, снимают с барабанов в ячейки линейного конвейера.
Для закрытия и уплотнения верхних секций для закупорки с образованием верхней торцевой крышки, линии сгиба должны быть переломаны или сформированы для облегчения и завершения процесса уплотнения. Линию S6 сгиба переламывают для возможности формирования задней верхней секции для закупорки. Линию S6 сгиба переламывают посредством формирующей опоры 12, показанной на Фиг. 3 - 7, Фиг. 8 - 11 и Фиг. 12 - 15. Согласно Фиг. 3 - 7, опора 12 содержит скобу 14 для соединения с одним концом упаковочного автомата стандартным способом, посредством штифта крепления. На противоположном конце скобы закреплен корпус 16 опоры, содержащий область 18 передней кромки, область 20 задней кромки и соответствующие области 22 и 24 боковых кромок, проходящие между областями передней и задней кромки. В области 20 задней кромки пара из первого и второго формирующих участков 26 проходит назад и наружу из корпуса 16 опоры и завершается многогранными торцевыми областями 28, при этом между парой формирующих участков 26 имеется промежуток, что придает корпусу 16 опоры, по сути, C-образную форму на виде сверху (см. Фиг. 7). Формирующая опора 12 опускается в область открытого конца верхней крышки частично сформированной емкости до положения, в котором многогранные торцевые области 28 будут внутри задних верхних углов емкости 4 в виде соединений между линией S6 сгиба и волнообразными линиями S5 и S7 сгиба. Из Фиг. 7 видно, что каждый из формирующих участков 26 содержит образующую угол зону с кромками 30 и 32, выполненными, по сути, перпендикулярно друг другу, в соответствии с областями, образующими внутренний угол, внутри частично сформированной емкости, где расположены относительно друг друга секции P2, P3 и P4 корпуса. В частности, согласно Фиг. 3 и 7, области 22 и 24 соответствующих боковых кромок имеют выступы, проходящие под наклоном внутрь от соответствующих образующих угол зон в направлении области 18 передней кромки, таким образом, чтобы предотвратить нежелательное сгибание относительно волнообразных линий S5 и S7 сгиба в результате присутствия опоры, приводящего к, по сути, горизонтальному смятию многослойного материала с отклонением от действительных волнообразных линий сгиба.
Кромки 30 и 32 на своих соответствующих нижних сторонах имеют поверхности 34, 34a, 36 и 36a подреза, расположенные под углом, по сути, 45°к горизонтали и обеспечивающие минимальные площади контакта в зонах внутренних верхних задних углов частично сформированной емкости, особенно в области кромки 32, выступающей на небольшое расстояние вдоль внутренней поверхности на соединении между секциями P2, P13 и P4, P15, для предотвращения нежелательного разрыва линий S5, S5a и S7, S7a сгиба. На практике соответствующие кромки 32 будут проходить в промежутке между соответствующими волнообразными линиями S5, S7 сгиба и волнообразными линиями S5a и S7a сгиба, непосредственно под ними, таким образом, чтобы обеспечить сгибание внутрь верхних секций P13 и P15 для закупорки.
Согласно альтернативному варианту осуществления формирующей опоры по Фиг. 8 - 11, опора 12’ содержит скобу 14’ для соединения с одним концом упаковочного автомата. На противоположном конце скобы 14’ пара из первого и второго формирующих участков 26’ проходит назад и наружу от соединителей, соединяющих их со скобой 14’. Формирующие участки 26’ завершаются многогранными торцевыми областями 28’. Формирующая опора 12’ опускается в область открытого конца верхней крышки частично сформированной емкости до положения, в котором многогранные торцевые области 28’ будут внутри задних верхних углов емкости 4 в виде соединений между линией S6 сгиба и волнообразными линиями S5 и S7 сгиба. Из Фиг. 8 - 11 видно, что каждый из формирующих участков 26’ содержит образующую угол зону с кромками 30’ и 32’, выполненными, по сути, перпендикулярно друг другу, в соответствии с областями, образующими внутренний угол, внутри частично сформированной емкости, где расположены относительно друг друга секции P2, P3 и P4 корпуса. Области 22’ и 24’ соответствующих боковых кромок имеют выступы, проходящие под наклоном внутрь от соответствующих образующих угол зон в направлении области передней кромки, таким образом, чтобы предотвратить нежелательное сгибание относительно волнообразных линий S5 и S7 сгиба в результате присутствия опоры 12’, приводящего к, по сути, горизонтальному смятию многослойного материала с отклонением от действительных волнообразных линий сгиба.
Как показано в варианте осуществления опоры 12 по Фиг. 3 - 7, кромки 30’ и 32’ на своих соответствующих нижних сторонах имеют поверхности 34’, 34a’, 36’ и 36a’ подреза, расположенные под углом для обеспечения минимальных площадей контакта в зонах внутренних верхних задних углов частично сформированной емкости, особенно в области кромки 32’, выступающей на небольшое расстояние вдоль внутренней поверхности на соединении между секциями P2, P13 и P4, P15, для предотвращения нежелательного разрыва линий S5, S5a и S7, S7a сгиба. На практике соответствующие кромки 32’ будут проходить в промежутке между соответствующими волнообразными линиями S5, S7 сгиба и волнообразными линиями S5a и S7a сгиба, непосредственно под ними, таким образом, чтобы обеспечить сгибание внутрь верхних секций P13 и P15 для закупорки.
Таким образом, опора 12 не только подходит для формирования верхней торцевой крышки заготовки для емкости и емкости по Фиг. 1 и 2, а также для большого разнообразия емкостей, таких как известные конструкции с фронтонным верхом.
Согласно Фиг. 12 - 15 еще один вариант осуществления опоры 12” содержит скобу 14” для соединения с одним концом упаковочного автомата стандартным способом. На противоположном конце скобы закреплен корпус 16” опоры, содержащий область 18” передней кромки, область 20” задней кромки и соответствующие области 22” и 24” боковых кромок, проходящие между областями передней и задней кромки. В обеих областях 18” и 20” передней и задней кромки две пары из первого, второго, третьего и четвертого формирующих участков 26” проходят наружу из корпуса 16” опоры и завершаются многогранными торцевыми областями 28”, при этом между передней и задней парами формирующих участков 26” имеется промежуток, что придает корпусу 16” опоры, по сути, Х-образную форму на виде сверху. Формирующая опора 12” опускается в область открытого конца верхней крышки частично сформированной емкости до положения, в котором многогранные торцевые области 28” будут внутри задних верхних углов емкости 4, при этом задние верхние углы сформированы в виде области соединения между линией S6 сгиба и волнообразными линиями S5 и S7 сгиба, а передние верхние углы сформированы в виде области соединения между линиями S5 и S9, и S7 и S18 сгиба, и при этом секция P1 корпуса не имеет предварительно сформированной линии наименьшего сопротивления на границе со смежной верхней секцией P16 для закупорки. Из Фиг. 12 видно, что каждый из формирующих участков 26” содержит образующую угол зону с кромками 30” и 32”, выполненными, по сути, перпендикулярно друг другу, в соответствии с областями, образующими внутренний угол, внутри частично сформированной емкости, где расположены относительно друг друга секции Р1, P2, P3 и P4 корпуса. В этом варианте осуществления не только задние формирующие участки 26” имеют соответствующие области 22” и 24” боковой кромки с выступами, проходящими под наклоном внутрь от соответствующих задних образующих угол зон к области 18” передней кромки, а также и передние формирующие участки 26” имеют соответствующие области 22” и 24” боковой кромки с выступами, проходящими под наклоном внутрь от соответствующих передних образующих угол зон к области 20” задней кромки. Это также предотвращает нежелательное сгибание относительно волнообразных линий S5 и S7 сгиба в результате присутствия опоры, приводящего к, по сути, горизонтальному смятию многослойного материала с отклонением от действительных волнообразных линий сгиба.
Как показано в вариантах осуществления по Фиг. 3 - 7 и Фиг. 8 - 11, кромки 30’’ и 32’’ на своих соответствующих нижних сторонах имеют поверхности 34”, 34a”, 34b”, 34c”, 36”, 36a”, 36b” и 36c” подреза, расположенные под углом для обеспечения минимальных площадей контакта в зонах внутренних верхних передних и задних углов частично сформированной емкости, особенно в области кромок 32”, выступающих на небольшое расстояние вдоль внутренней поверхности на соединении между секциями P2, P13 и P4, P15, для предотвращения нежелательного разрыва линий S5, S5a и S7, S7a сгиба. На практике соответствующие кромки 32” будут проходить в промежутках между соответствующими волнообразными линиями S5 и S7 сгиба и волнообразными линиями S5a и S7a сгиба, непосредственно под ними, таким образом, чтобы обеспечить сгибание внутрь верхних секций P13 и P15 для закупорки. Угол поверхностей 34”, 34a”, 34b”, 34c”, 36”, 36a”, 36b” и 36c” подреза может отличаться между формирующими участками передней кромки и формирующими участками задней кромки. В варианте осуществления по фиг. 12 - 15, поверхности 34”, 34a”, 36” и 36a” подреза расположены под углом, по сути, 60° к горизонтали, а поверхности 34b”, 34c”, 36b” и 36c” имеют угол, по сути, 35° к горизонтали.
По Фиг. 2 и 16, емкость 4, как уже упоминалось, не имеет предварительно сформированной линии наименьшего сопротивления на соединении между передней секцией P1 корпуса и верхней передней секцией P16 для закупорки, что в результате приводит к более плавному переходу между этими двумя секциями, чем в случае, если бы присутствовали линии наименьшего сопротивления. В процессе формирования емкости для формирования сгиба верхней секции P16 для закупорки относительно секции P1 корпуса, может быть использовано формирующее устройство 37, как показанное на Фиг. 16. Формирующее устройство 37 содержит участок 38 первой стенки, содержащий часть, позволяющую выполнять соединение с другой частью автомата по формированию, наполнению и уплотнению, и участок 40 второй стенки, проходящий под наклоном от участка 38 первой стенки. Внутренняя поверхность участка 38 первой стенки, показанная на Фиг. 16, выполнена несущей или осуществляющей упор относительно верхней части секции P1 корпуса. Фактически, участок 40 второй стенки приводит верхнюю секцию P16 для закупорки к сгибанию на соединении между секциями P1 и P16, и по мере того, как формирующее устройство продолжает двигаться к передней секции P1, большая часть секции P16 приводится в состояние несущей или осуществляющей упор относительно нижней стороны участка 40 второй стенки. Угол между участком 38 первой стенки и участком 40 второй стенки таков, что формирование сгиба секции P16 относительно секции P1 достаточна для выполнения верхнего уплотнения в конце производственного процесса. Угол между участком 38 первой стенки и участком 40 второй стенки предпочтительно составляет от, по сути, 30 до, по сути, 65°. В варианте осуществления, показанном на Фиг. 13, этот угол составляет приблизительно 51°.
Поскольку предпочтительно, чтобы автомат по формированию, наполнению и уплотнению был автоматом двойного деления, то действия на разных узлах автомата происходят одновременно с двумя соседними частично сформированными емкостями, и частично сформированные емкости будут снабжаться элементами горлышка на одной конвейерной линии, при этом участок 40 второй стенки имеет два промежутка между разными секциями, а участок 38 первой стенки имеет два соответствующих участка 42 выреза. Промежутки и участки выреза образуют места для вмещения элементов 8 горлышка двух частично сформированных емкостей, над которыми совершает действия формующее устройство 37, при этом предусмотрена секция участка 40 второй стенки, расположенная с каждой стороны соответствующих элементов 8 горлышка, для обеспечения достаточного сгибания по всей ширине емкости на границе между секциями P1 и P16.
Согласно Фиг. 17 - 20 прессовое устройство 44 установлено на руке 46, выполненной с возможностью поворота вокруг ее продольной оси A. Прессовое устройство 44 имеет, по сути, треугольную форму с основанием и наклоненными под углом боковыми кромками 48 и 50, проходящими вверх к вершине. Прессовое устройство 44 установлено таким образом, чтобы на виде сбоку участок 44a прессового устройства 44 располагался под углом вверх и от руки 46, и тогда крайняя прессующая поверхность 52 проходит, по сути, вертикально к вершине. Участок 44a имеет высоту, которая становится максимальной к внешнему свободному концу 53 руки 46 и постепенно уменьшается по ширине основания прессового устройства. Крайняя прессующая поверхность 52 является плоской и гладкой, в том смысле, что это, по сути, плоская равномерная поверхность, непрерывная по своей площади. Форма прессового устройства 44 приблизительно соответствует форме подсекций P13b и P15b, относительно которых осуществляет прессование прессовое устройство 44, при этом кромка 48 изогнута в соответствии с линиями S9 и S18 сгиба, а боковая кромка 50 соответствует линиям S8 и S19 сгиба. Крайняя прессующая поверхность 52 расположена под наклоном относительно оси A, таким образом, что изогнутая кромка 48 прессового устройства расположена на большем расстоянии перпендикулярно от оси A, чем кромка 50. В отношении емкости, показанной на Фиг. 2, крайняя прессующая поверхность 52 контактирует с многослойным материалом в области подсекций P13b и P15b, где поверхность материала изгибается книзу вдоль линий S5 и S7 сгиба к соединению с секциями P1 и P16, и где он принимает форму участка 44a, на котором часть с максимальной высотой соответствует области, в которой линии S1 и S4 сгиба являются смежными с линиями S5 и S7 сгиба, соответственно.
Для перелома или формирования сгиба многослойного материала относительно линии S5 и S7 сгиба, форма крайней прессующей поверхности 52, которая является поверхностью контакта с подсекциями P13b и P15b, такова, что когда рука 46 поворачивается и прессовое устройство перемещается к частично сформированной емкости, первой точкой контакта с поверхностью многослойного материала является та часть крайней прессующей поверхности 52, которая наиболее удалена в перпендикулярном направлении от оси A. Таким образом, для контакта с многослойным материалом в области, где присутствуют волнообразные линии S5, S5a, S7 и S7a сгиба, создается эффект качения. Контакт между прессовым устройством 44 и частями подсекций P13b и P15b в направлении задней части емкости, где линии S5 и S7 сгиба находятся на более высоком уровне, затем переходит туда, где крайняя прессующая поверхность 52 находится на наименьшем расстоянии в перпендикулярном направлении от оси A на кромке 50. Это движение качения обеспечивает этой области многослойного материала достаточное давление, чтобы вызвать перелом или формирование двух или трех верхних из волнообразных линий S5, S5a, S7 и S7a сгиба без нежелательного смятия многослойного материала в этих местах.
В автомате по формированию, наполнению и уплотнению двойного деления присутствуют четыре прессовых устройства 44 (два для каждой частично сформированной емкости) в установке предварительного перелома верхней крышки. Кроме того, механизм, посредством которого прессовые устройства 44 соединены с автоматом по формированию, наполнению и уплотнению, может отличаться в зависимости от типа автомата, в котором установлены прессовые устройства. Это также может касаться изменения формы или вида участка 44a.
Прессовое устройство 44 может иметь равномерную толщину, как показано на Фиг. 17 - 20, или альтернативно, по сути, треугольная пластина с одной стороны может иметь большую толщину, которая постепенно уменьшается поперек ширины, образуя, таким образом, клиновидную форму.
Преимущественно, прессовое устройство выполнено с возможностью регулирования вдоль длины руки 46 для установки в правильное положение вдоль длины руки 46. Например, прессовое устройство 44 может быть установлено на цилиндрическую гильзу 51, которая плотно охватывает руку 46, и удобным образом закреплено в правильном положении.
Согласно Фиг. 21 - 24 второй вариант осуществления прессового устройства 44’ содержит множество пальцев 100a, 100b и 100c, установленных на руку 46’. В показанном примере три пальца расположены таким образом, чтобы выступающее очертание всех трех пальцев образовывало, по сути, треугольный профиль с центральным пальцем 100b, проходящим, по сути, перпендикулярно от руки, и двумя боковыми пальцами 100a и 100c с соответствующих противоположных сторон от центрального пальца 100b и под углом, направленным внутрь к центральному пальцу, для образования, по сути, треугольного профиля. Центральный палец 100b и палец 100c содержат крайние прессующие поверхности 102b и 102c, расположенные, по сути, параллельно оси A’, а палец 100a содержит крайнюю прессующую поверхность 102a, расположенную под наклоном относительно оси A’. Палец 100a имеет внешнюю кромку 48’, содержащую легкую кривизну в соответствии с линиями S9 и S18 сгиба, так же, как показано в прессовом устройстве 44 на Фиг. 17 - 20. Крайняя прессующая поверхность 102a на изогнутой кромке 48’ пальца 100a расположена на большем расстоянии перпендикулярно от оси A’, чем противоположная кромка пальца 100a или крайние прессующие поверхности 102b и 102c. Благодаря наклонному расположению крайней прессующей поверхности 102a, расположение является таковым, что крайняя прессующая поверхность 102a сначала контактирует с многослойным материалом в области подсекций P13b и P15b, где поверхность материала изгибается вниз вдоль линий S5 и S7 сгиба к соединению с подсекциями P1 и P16. Несмотря на то, что показано три пальца, для формирования, по сути, треугольного профиля может быть использовано минимум два пальца.
Пальцы 100a и 100c установлены таким образом, чтобы на виде сбоку нижняя их часть располагалась под углом вверх и от руки 46’. Эти нижние части пальцев 100a и 100c соответствуют торцевым областям линий S5 и S7 сгиба и расположены под углом, так, чтобы не мешать надлежащему формированию линий S5 и S7 сгиба.
Таким же образом, как и для прессового устройства 44 по Фиг. 17 - 20, в области, где присутствуют волнообразные линии S5, S5a, S7 и S7a сгиба, создается поэтапная система контакта с многослойным материалом. Контакт между пальцами 100b и 100c и частями подсекций P13b и P15b в направлении задней части емкости, где линии S5 и S7 сгиба находятся на более высоком уровне, переходит туда, где крайние прессующие поверхности 102b и 102c находится на наименьшем расстоянии в перпендикулярном направлении от оси A’. Это поэтапное движение обеспечивает этой области многослойного материала достаточное давление, чтобы вызвать перелом или формирование двух или трех верхних из волнообразных линий S5, S5a, S7 и S7a сгиба без нежелательного смятия многослойного материала в этих местах.
Палец 100a может иметь равномерную толщину или, альтернативно, палец 100а с одной стороны имеет большую толщину, которая постепенно уменьшается поперек его ширины, образуя, таким образом, клиновидную форму, как показано на Фиг. 21 - 24.
Преимущественно, по меньшей мере один из пальцев выполнен с возможностью регулирования вдоль длины руки 46’ для установки в правильное положение вдоль длины руки 46’.
Согласно Фиг. 25 пара прессовых устройств 44’ по Фиг. 21 - 24 показаны соединенными с частью автомата по формированию, наполнению и уплотнению, который приводит руки 46’ во вращение вокруг осей A’, при этом частично сформированная емкость 4 находится между ними. Можно видеть, что скоба 14 опоры 12 проходит от открытой верхней части частично сформированной емкости. Пальцы 100a, 100b и 100c показаны в ходе своего вращательного движения с прессованием многослойного материала верхней подсекции P13b для закупорки и формирования линий S5, S8 и S9 сгиба, когда опора 12 находится в рабочем положении.
Снова согласно Фиг. 1 и 2, секции P2 и P4 корпуса содержат на середине между соответствующими линиями S1, S2 и S3, S4 границы наименьшего сопротивления множество, по сути, прямых коллинеарных линий 62 сгиба, проходящих вдоль большей части длины секций P2 и P4. На нижнем торце множества коллинеарных линий 62 сгиба две расходящиеся линии из множества остальных, по сути, прямых коллинеарных линий сгиба 64 проходят под наклоном к областям нижних углов секций P2 и P4 корпуса, при этом угол остальных, по сути, прямых коллинеарных линий 64 сгиба к нижним кромкам соответствующих секций P2 и P4 корпуса составляет от, по сути, 40 до, по сути, 50°, как показано, приблизительно 45°. Согласно настоящему изобретению по меньшей мере один из упомянутых выше углов выбран по меньшей мере одним из следующих: 40, 41, 42, 43, 44, 45, 46, 47, 48, 49, 50. Дополнительно, верхние подсекции P13b и P15b для закупорки также могут содержать по центру и коллинеарно со множеством, по сути, прямых коллинеарных линий 62 сгиба, по сути, прямую линию 66 сгиба. Также, несмотря на то, что между линиями 62 и 64 сгиба нет соединения как такового, имеет место выступающее соединение 68, из которого проходят, по сути, параллельно нижней кромке секций P2 и P4 корпуса соответствующие, по сути, прямые линии 70 сгиба, проходящие от выступающего соединения 68 в направлении от передней секции P1 корпуса. Также, множество, по сути, прямых линий 72 сгиба, коллинеарных с, по сути, прямыми линиями сгиба 70 секций P2 и P4, проходят через заднюю секцию P3 корпуса.
По сути, прямые линии 62, 64, 66, 70 и 72 сгиба служат для выполнения функции сгибания емкости после ее освобождения от содержимого для выбрасывания и/или переработки. Сгибание емкости вдоль линий 62, 64, 66, 70 и 72 сгиба позволяет сгибать опустошенную емкость, по сути, в плоское состояние, таким образом, чтобы занимаемый ею пространственный объем, был уменьшен в целях складирования отходов. По сути, прямые линии 62, 64, 66, 70 и 72 сгиба выглядят как прерывистые линии, таким образом, чтобы при выполнении функции утилизации, целостность картона сохранялась в приемлемой степени, когда он все еще содержит немного продукта, благодаря наличию промежутков между линиями сгиба.
Имеется не более шести, по сути, прямых линий 62, содержащихся в секциях P2 и P4 корпуса, каждая из которых отделена промежутком, три из которых показаны на Фиг. 1 и 2. Такое расположение имеет преимущество над множеством секций, разделенных пунктирной линией, как известно, которое заключается в том, что целостность емкости лучше сохраняется при ограниченном числе линий наименьшего сопротивления, отделенных относительно большими промежутками, по сравнению со множеством коротких линий с относительно короткими промежутками между ними.
По сути, прямые линии 62, 64, 66, 70 и 72 сгиба могут быть линиями оттиска наименьшего сопротивления, выполненными таким образом, чтобы быть видимыми с одной стороны заготовки емкости, предпочтительно, на внешней поверхности заготовки, что улучшает целостность емкости, когда она все еще содержит немного продукта, благодаря тому факту, что для сгибания относительно этих линий наименьшего сопротивления, требуется более высокая степень сгибающего усилия по сравнению с линией сгиба, которая видна с обеих сторон заготовки емкости. Таким образом, это полезно, когда сгибы имеют вторичное назначение и, в данном примере, должны выполняться после опустошения изделия при выбрасывании емкости.
В данном описании ссылка на линии наименьшего сопротивления и линии сгиба относится к предварительно сформированным линиям в многослойном материале упаковки, которые могут быть видны, как на внутренней, так и на внешней поверхности заготовки для емкости или к линиям оттиска. Различные упомянутые линии наименьшего сопротивления и линии сгиба могут представлять собой сочетание предварительно сформированных линий обоих типов, например, в дополнение к линиям 62, 64, 66, 70 и 72 наименьшего сопротивления, которые являются линиями оттиска наименьшего сопротивления, как было указано выше, линии S5, S5a, S7, и S7a сгиба могут быть также линиями оттиска, тогда как другие являются линиями сгиба, которые могут быть видны, как на внутренней, так и на внешней поверхности заготовки для емкости.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОПОРНОЕ УСТРОЙСТВО | 2017 |
|
RU2736399C2 |
| УПАКОВКИ С ОТДЕЛЯЕМЫМИ ЗАПОРНЫМИ ЭЛЕМЕНТАМИ И СПОСОБЫ ПРОИЗВОДСТВА | 2014 |
|
RU2653788C2 |
| МАШИНА ДЛЯ ОБРАБОТКИ БЕЛЬЯ | 2013 |
|
RU2536030C2 |
| СИСТЕМА ВЫДАЧИ ИЗДЕЛИЙ ИЗ УПАКОВКИ И УПАКОВКА ДЛЯ НЕЕ | 2010 |
|
RU2553010C2 |
| ПАЧКА ДЛЯ КУРИТЕЛЬНЫХ ИЗДЕЛИЙ | 2012 |
|
RU2591091C2 |
| УПАКОВКА ДЛЯ СИГАРЕТ | 2012 |
|
RU2607969C2 |
| ПАЧКА ДЛЯ КУРИТЕЛЬНЫХ ИЗДЕЛИЙ | 2011 |
|
RU2561842C2 |
| ПАЧКА ДЛЯ КУРИТЕЛЬНЫХ ИЗДЕЛИЙ | 2012 |
|
RU2573813C2 |
| УПАКОВКА | 2009 |
|
RU2488530C2 |
| УПАКОВОЧНАЯ МАШИНА И СПОСОБ УПАКОВКИ ДЛЯ ИЗГОТОВЛЕНИЯ ВНУТРЕННЕГО КОНТЕЙНЕРА ВЫДВИЖНОЙ УПАКОВКИ ДЛЯ ТАБАЧНЫХ ИЗДЕЛИЙ | 2013 |
|
RU2647315C2 |
Устройство содержит формирующее опорное устройство для введения в область торцевой крышки частично сформированной емкости, причем опорное устройство содержит области передней и задней кромок и области боковых кромок, проходящих между областями передней и задней кромок, и первый и второй формирующие участки, каждый из которых имеет образующую угол зону, находящуюся в соответствующих областях задней и боковой кромок, расположенных по сути перпендикулярно друг другу. При этом каждая область боковой кромки проходит от образующей угол зоны к области передней кромки, включая участок, расположенный под наклоном вовнутрь. Устройство также дополнительно содержит прессовое устройство, содержащее крайнюю прессующую поверхность и соединенное с рукой, выполненной с возможностью поворота относительно оси. Поворот руки приводит к повороту крайней прессующей поверхности относительно оси, которая расположена под углом к ней. Изобретением является также и способ формирования торцевой крышке емкости, для осуществления которого используют вышеописанное устройство. Группа изобретений обеспечивает повышение качества и расширение ассортимента. 2 н. и 13 з.п. ф-лы, 25 ил.
1. Устройство, содержащее формирующее опорное устройство для введения в область торцевой крышки частично сформированной емкости, при этом опорное устройство содержит область передней кромки, область задней кромки, соответствующие области боковых кромок, проходящие между областями передней и задней кромок, и первый и второй формирующие участки, каждый из которых имеет образующую угол зону, находящуюся в соответствующей области задней кромки и соответствующей области боковой кромки, расположенных, по сути, перпендикулярно друг другу, при этом каждая область боковой кромки проходит от образующей угол зоны к области передней кромки, также включая участок, расположенный под наклоном вовнутрь, при этом устройство дополнительно содержит прессовое устройство, содержащее крайнюю прессующую поверхность и соединенное с рукой, выполненной с возможностью поворота относительно оси, при этом поворот руки приводит к повороту крайней прессующей поверхности относительно указанной оси, при этом крайняя прессующая поверхность расположена под углом наклона относительно указанной оси.
2. Устройство по п. 1, отличающееся тем, что указанные первый и второй формирующие участки проходят назад и наружу и завершаются многогранными торцевыми областями.
3. Устройство по п. 1 или 2, отличающееся тем, что указанные первый и второй формирующие участки соединены со скобой посредством соединителей.
4. Устройство по п. 1 или 2, отличающееся тем, что дополнительно содержит третий и четвертый формирующие участки, каждый из которых содержит образующую угол зону, находящуюся в соответствующей области передней кромки и области боковой кромки, расположенных, по сути, перпендикулярно друг другу, при этом каждая область боковой кромки проходит от образующей угол зоны к области задней кромки, включая участок, расположенный под наклоном вовнутрь.
5. Устройство по п. 4, отличающееся тем, что указанные третий и четвертый формирующие участки проходят назад и наружу и завершаются многогранными торцевыми областями.
6. Устройство по п. 1 или 2, отличающееся тем, что первый и второй формирующие участки являются частью корпуса опоры, при этом в корпусе опоры имеется промежуток между первым и вторым формирующими участками.
7. Устройство по п. 5, отличающееся тем, что третий и четвертый формирующие участки являются частью корпуса опоры, при этом в корпусе опоры имеется промежуток между третьим и четвертым формирующими участками.
8. Устройство по п. 1 или 2, отличающееся тем, что каждая из образующих угол зон, имеющая кромки, расположенные, по сути, перпендикулярно друг другу, соответствует области, образующей внутренний угол внутри частично сформированной емкости.
9. Устройство по п. 1 или 2, отличающееся тем, что каждая из образующих угол зон на своей соответствующей нижней стороне имеет поверхность подреза.
10. Устройство по п. 8, отличающееся тем, что поверхности подреза расположены под углом, по сути, 45°к горизонтали.
11. Устройство по п. 1 или 2, отличающееся тем, что дополнительно содержит формирующее устройство для формирования сгиба в материале частично сформированной емкости относительно зоны границы, не содержащей предварительно сформированную линию наименьшего сопротивления, при этом формирующее устройство содержит участок первой стенки для упора относительно внешней поверхности первой панели корпуса частично сформированной емкости с одной стороны от границы и участок второй стенки, проходящий под наклоном вовнутрь относительно частично сформированной емкости для упора относительно внешней поверхности второй панели корпуса частично сформированной емкости с другой стороны от указанной границы.
12. Способ формирования торцевой крышки частично сформированной емкости, включающий получение частично сформированной емкости, введение в отверстие торцевой крышки формирующего опорного устройства, содержащего область передней кромки, область задней кромки, соответствующие области боковых кромок, проходящие между областью передней и областью задней кромок, и первую и вторую формирующие области, каждая из которых имеет образующую угол зону, находящуюся в соответствующей области задней кромки и области боковой кромки, расположенных, по сути, перпендикулярно друг другу, при этом каждая область боковой кромки проходит от образующей угол зоны к области передней кромки, включая участок, расположенный под наклоном вовнутрь, таким образом, что соответствующие образующие угол зоны расположены в смежных областях, образующих внутренний угол торцевой крышки, и прессование снаружи частично сформированной емкости в области содержащих угол торцевых областей торцевой крышки, при этом способ дополнительно включает поворачивание внутрь относительно частично сформированной емкости прессового устройства для прессования секции торцевой крышки частично сформированной емкости, образованной линиями наименьшего сопротивления, при этом прессовое устройство соединено с рукой с возможностью поворота относительно оси, при этом поворот руки приводит к повороту крайней прессующей поверхности прессового устройства в направлении внутрь, при этом крайняя прессующая поверхность расположена под углом наклона относительно оси так, что нижняя часть прессового устройства сначала контактирует с секцией в ее нижней области и, когда прессовое устройство продолжает совершать движение по своей траектории поворота, область контакта между прессующей поверхностью и секцией увеличивается.
13. Способ по п. 12, отличающийся тем, что частично сформированная емкость содержит зоны границ, определяемые предварительно сформированными линиями наименьшего сопротивления в области торцевой крышки, и при этом области боковых кромок содержат расположенные под наклоном вовнутрь участки таким образом, что после указанного прессования не происходит нежелательных сгибов относительно зон границ в результате присутствия опорного устройства.
14. Способ по п. 13, отличающийся тем, что границы имеют волнообразную форму.
15. Способ по любому из пп. 12-14, отличающийся тем, что дополнительно включает формирование сгиба в материале частично сформированной емкости относительно зоны границы без предварительно сформированной линии наименьшего сопротивления, включающее получение частично сформированной емкости, перемещение формирующего устройства относительно частично сформированной емкости так, чтобы участок первой стенки формирующего устройства упирался во внешнюю поверхность первой панели корпуса частично сформированной емкости с одной стороны границы и участок второй стенки, проходящий с наклоном вовнутрь под углом к участку первой стенки, упирался во внешнюю поверхность второй панели корпуса частично сформированной емкости с другой стороны границы, при этом расположение является таковым, что участок второй стенки контактирует с частично сформированной емкостью раньше участка первой стенки и служит для приведения второй панели корпуса в положение, по сути, под таким же углом относительно первой панели корпуса, как между ним и участком первой стенки.
| Электрический соединитель | 1975 |
|
SU597355A3 |
| СПОСОБ ИЗВЛЕЧЕНИЯ УРАНА ИЗ РУД | 2000 |
|
RU2205885C2 |
| Устройство для складывания пакетов с торцовой стороны | 1975 |
|
SU574140A3 |
| ЗАПЕЧАТЫВАЮЩЕЕ УСТРОЙСТВО | 2003 |
|
RU2324630C2 |
| RU 2005101320 A, 10.10.2005. | |||

