Изобретение относится к устройству регулирования положения полосы и способу для этого.
В современных цинковальных установках оцинковываемый материал предпочтительно бесконечной полосы пропускается через цинковальную ванну, так что на материале полосы образуется цинковая пленка или цинковое покрытие. При этом излишки цинкового материала затем снова удаляются с помощью пневматического скребка, так что может обеспечиваться экономия материала и желательная равномерная толщина слоя цинкового материала.
При этом бесконечная металлическая полоса с помощью роликов подается к ванне цинковальной установки и с помощью роликов транспортировочной траектории пропускается также через цинковальную установку. Цинковальная установка и ролики в зависимости от оцинковываемого материала устанавливаются вручную с помощью имеющихся перестановочных устройств в соответствующее положение, полагаемое оптимальным, причем для этих установок решающую роль в этом случае играют качество полосы, толщина, ширина, натяжение полосы и задача покрытия.
При этом регулировка осуществляется обслуживающим персоналом установки на основе опытных величин, полученных соответствующими специалистами, и таблиц, полученных на основании опыта.
Однако при этом получаемое качество покрытия постоянно оказывается неудовлетворительным, поскольку полоса в установке выпучивается или искривляется и поэтому движется через установку неровно.
Из JP 09143652 известно устройство для магнитного демпфирования колебаний полосы. Однако при этом коррекция статического выпучивания или неправильного положения полосы при работе установки не является надежной.
Задачей настоящего изобретения является создание устройства и способа регулирования положения полосы, при которых недостатки уровня техники сокращаются или даже устраняются.
Поставленная задача в устройстве для регулирования положения полосы, которое содержит по меньшей мере один датчик для обнаружения выпучивания полосы в направлении поперек продольного направления полосы и/или для обнаружения отклонения полосы от задаваемого положения полосы и по меньшей мере один корректировочный ролик с перестановочным устройством для автоматизированной установки по меньшей мере одного корректировочного ролика для достижения минимизации выпучивания и/или отклонения, согласно изобретению решается тем, что по меньшей мере одно перестановочное устройство по меньшей мере одного ролика является электромеханическим, гидравлическим и/или пневматическим перестановочным устройством, причем электронное устройство управления, кроме того, принимает сигналы стабилизатора полосы и/или устройства для измерения толщины холодного слоя, и/или устройства для сканирования кромок полосы и на их основе управляет установкой по меньшей мере одного корректировочного ролика.
Согласно изобретению предпочтительно, чтобы, по меньшей мере, один датчик являлся оптическим датчиком, как, например, лазерный датчик обнаружения отклонения, механическим датчиком, датчиком, работающим на электрической, магнитной и/или электромагнитной основе.
Согласно изобретению предпочтительно, чтобы электронное устройство управления, кроме того, принимало сигналы стабилизатора полосы и/или устройства для измерения толщины холодного слоя, и/или устройства сканирования кромок полосы и на их основе управляло установкой корректировочных роликов.
Целесообразно также, чтобы электронное устройство управления, кроме того, управляло положением и установкой сопла для нанесения покрытий или сопла для очистки.
Согласно изобретению задача относительно способа решается с помощью способа регулирования положения полосы с устройством согласно изобретению, содержащим по меньшей мере один датчик для обнаружения выпучивания полосы в направлении поперек продольного направления и/или для обнаружения отклонения полосы от задаваемой позиции полосы, называемой также положением полосы, с автоматизированной установкой с помощью по меньшей мере одного корректировочного ролика с перестановочным устройством для достижения минимизации выпучивания и/или отклонения.
Предпочтительно, чтобы электронное устройство управления принимало сигналы или данные от датчиков и управляло установкой, по меньшей мере, одного корректировочного ролика.
Предпочтительно также, чтобы электронное устройство управления, кроме того, принимало сигналы стабилизатора полосы и/или устройства для измерения толщины холодного слоя, и/или устройства для сканирования кромок полосы и на их основе управляло установкой, по меньшей мере, одного корректировочного ролика.
Кроме того, предпочтительно, чтобы электронное устройство управления, помимо этого, управляло положением сопла для нанесения покрытий или сопла для очистки.
Предпочтительные усовершенствованные варианты выполнения описаны в зависимых пунктах формулы изобретения.
Ниже изобретение более подробно поясняется на основе примера выполнения со ссылкой на чертежи, на которых:
фиг.1а изображает схему, поясняющую устройство согласно изобретению,
фиг.1b - схему, поясняющую устройство согласно изобретению,
фиг.2 - схему, поясняющую устройство согласно изобретению,
фиг.2а - диаграмму,
фиг.3 - схему, поясняющую устройство согласно изобретению, и
фиг.3а - схему, поясняющую устройство согласно изобретению.
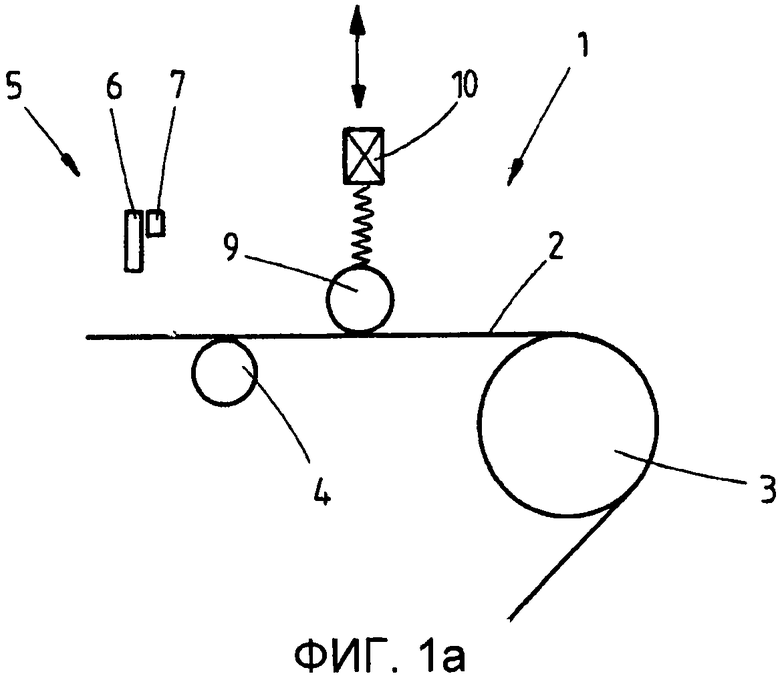
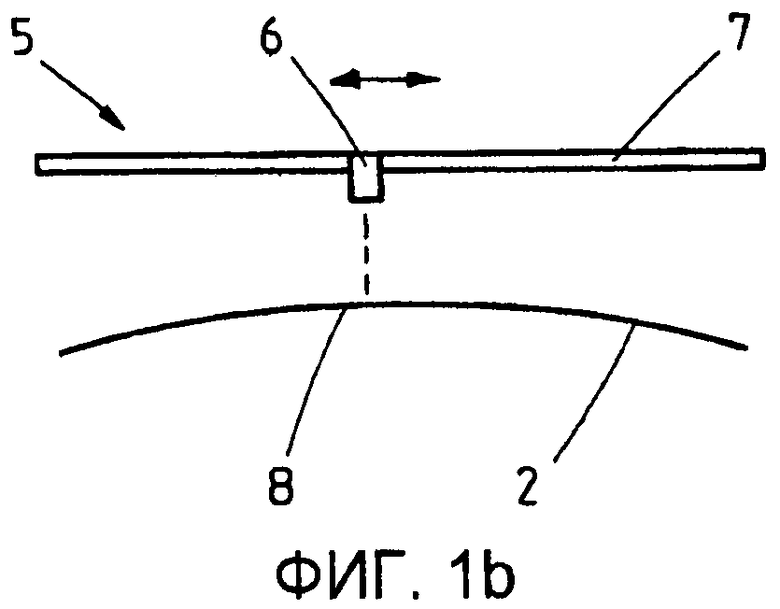
На фиг.1а и 1b изображены схемы устройства 1 согласно изобретению для регулирования положения полосы. При этом изображена полоса 2, как, например, металлическая или стальная полоса, транспортируемая, предпочтительно, с помощью роликов 3, 4 и при необходимости направляемая роликами 3, 4.
При этом устройство 1 для регулирования положения полосы может являться частью устройства для оцинкования полосы или нанесения покрытий на полосу. Такое устройство может иметь ванну, через которую может пропускаться, предпочтительно, бесконечная полоса 2. При этом ванна может быть также ванной жидкого металла для нанесения металлического покрытия на полосу 2. Кроме того, могут быть предусмотрены скребки или сопла для очистки, удаляющие с полосы 2 нанесенный излишний материал покрытия.
Цинковальное устройство и ролики 3, 4 для транспортировки полосы 2 через ванну могут быть выполнены регулируемыми с помощью перестановочных устройств.
Кроме того, применяется детектор 5 с датчиком 6 и с регулировочным устройством 7 датчика 6, обнаруживающий выпучивание 8 полосы 2 в направлении поперек направления транспортировки, т.е. продольного направления, полосы. Выпучивание 8 представляет собой поперечную дугу полосы 2, как это показано на фиг.1b.
Для регулировки выпучивания, соответственно, для его уменьшения предусмотрен, по меньшей мере, один корректировочный ролик 9, который может целенаправленно устанавливаться с помощью сервопривода или управляемым образом перемещаться относительно полосы. При этом, по меньшей мере, один корректировочный ролик 9 подводится или прижимается к полосе таким образом, чтобы выпучивание полосы было минимальным, что может быть обнаружено с помощью датчика во время подведения и установки ролика 9. С помощью электронного устройства управления установка, по меньшей мере, одного корректировочного ролика 9 может контролироваться и, соответственно, регулироваться во время работы устройства 1, так что выпучивание во время работы минимизируется.
Кроме того, так называемое положение полосы может быть определено согласно другому примеру выполнения на фиг.2. При этом в качестве положения полосы используется абсолютное отклонение полосы 21 от заранее определенной точки измерения. Определено может быть также отклонение полосы от заранее установленного положения, например от идеального прохождения полосы. Для этого на фиг.2 показана схема устройства 20 для регулирования положения полосы. При этом изображена металлическая или стальная полоса, транспортируемая предпочтительно с помощью роликов 22, 23 и направляемая ими при необходимости.
В свою очередь, устройство 20 для регулирования положения полосы может быть частью устройства для оцинкования полосы или нанесения покрытий на полосу. Такое устройство содержит соответствующую ванну, через которую пропускается, предпочтительно, бесконечная полоса 21. При этом ванна может быть также ванной жидкого металла, чтобы нанести на полосу 21 металлическое покрытие. Кроме того, предусмотрены не показанные скребки или сопла для очистки, удаляющие излишки нанесенного на ленту 21 материала покрытия.
Кроме того, цинковальное устройство и/или ролики 22, 23 для транспортировки полосы 21 к ванне или через ванну выполнены регулируемыми с помощью перестановочных устройств.
Согласно фиг.2 предусмотрен детектор 25 с датчиком 26 и регулировочным устройством 27 датчика 26, определяющий положение 28 полосы 21 в направлении А, перпендикулярном направлению транспортировки, т.е. продольному направлению. Положение 28 полосы изображается, предпочтительно, как отклонение положения 30 полосы 21 от заданной, т.е. идеальной, линии 29, как это показано на фиг.2.
Для регулировки положения полосы или уменьшения, например, ее поперечной дуги предусмотрен, по меньшей мере, один корректировочный ролик 24, который может целенаправленно перемещаться или управляться относительно полосы 21 с помощью сервопривода 31. При этом, по меньшей мере, один корректировочный ролик 24 подводится или прижимается к полосе 21 до тех пор, пока положение 28 ленты 21 не минимизируется, что с помощью датчика 26 может быть определено уже при подходе и установке ролика 24. Благодаря электронному устройству управления во время работы устройства 20 может контролироваться и, соответственно, управляемым образом регулироваться установка, по меньшей мере, одного корректировочного ролика 24, так что положение полосы во время работы минимизируется и, предпочтительно, остается таким же минимальным.
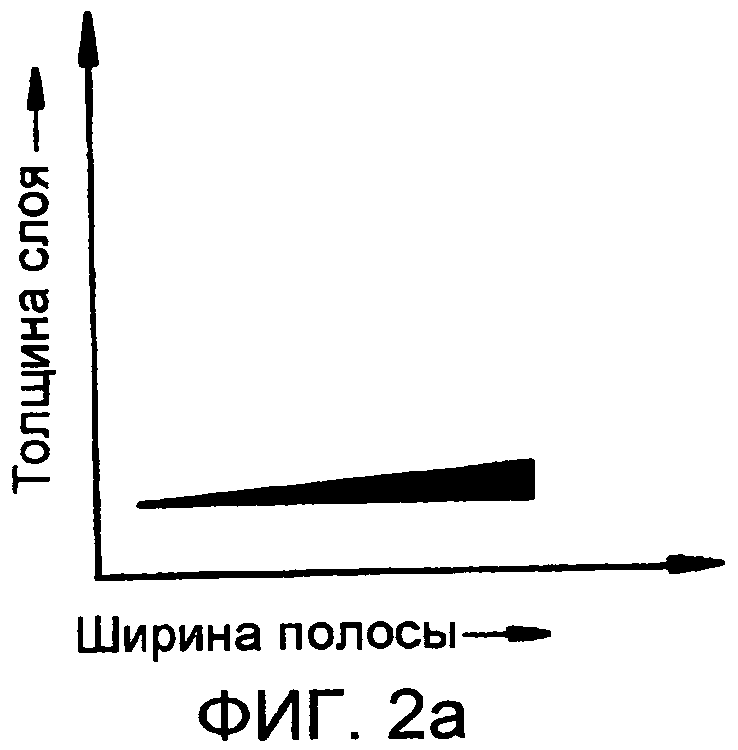
При этом положение полосы, как правило, зависит от толщины и/или от прочности полосы 21, а также от натяжения полосы, что показано на фиг.2а. Там на диаграмме показано, как толщина слоя зависит от ширины полосы.
При этом корректировочные ролики на фиг.1а и 2 предпочтительно приводятся в движение электромеханически, так что в качестве привода перестановочного устройства корректировочного ролика используется не показанный электродвигатель.
Такие корректировочные ролики, предпочтительно, используются в комбинации с электромагнитными стабилизаторами полосы, осуществляющими корректировку положения или волнистости полосы с помощью электромагнитных систем.
Особенно предпочтительным является электронное устройство управления корректировочными роликами для компенсации выпучивания и/или, соответственно, отклонения положения полосы, причем, предпочтительно, данные и/или сигналы фиксируются, по меньшей мере, одним датчиком, а на основе осуществляемого способа управления определяется и устанавливается положение, т.е. заданное положение, по меньшей мере одного корректировочного ролика.
В случае если положение, соответственно отклонение полосы относительно цинковального устройства или устройства для нанесения покрытий является постоянным, устройство может быть откалибровано относительно рабочей точки, а для дальнейшей работы постоянно устанавливаться таким образом, чтобы качество полосы повышалось.
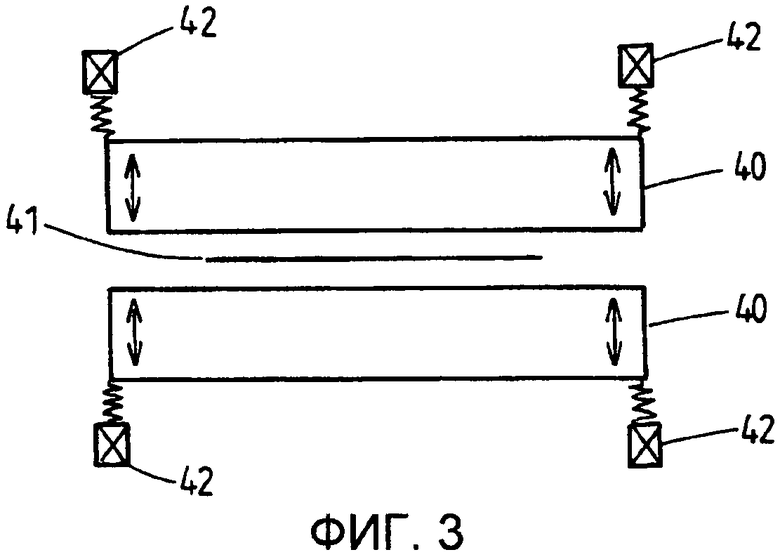
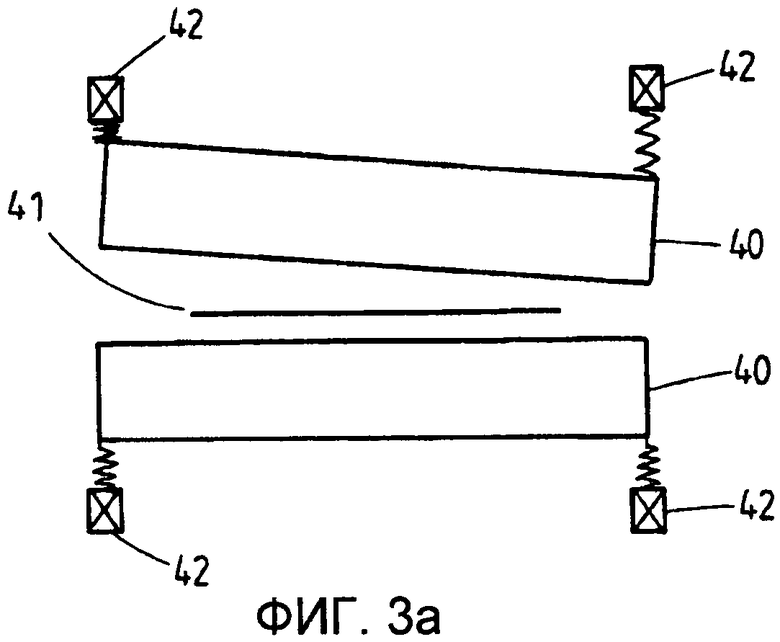
Кроме того, вышеупомянутое регулировочное устройство для проводки полосы и/или для корректировочных роликов, например в цинковальном устройстве, может использоваться для того, чтобы в оптимизированной рабочей точке удаление сопел 40 для оцинковки от полосы 41 было автоматически установлено на небольшую задаваемую величину, см. в этой связи фиг.3. Для этого сопла для оцинковки или для очистки предпочтительно снабжать перестановочными устройствами 42, с помощью которых сопла 40 устанавливаются относительно полосы 41. Благодаря этому может быть достигнуто предпочтительное качество полосы в отношении покрытия, а расход материала, идущего на покрытие, может быть сокращен. Кроме того, для регулирования или управления соплами для оцинковки или для очистки может быть использован сигнал датчика на основе измерения толщины холодного слоя при горячем цинковании, так что возможно повышение качества полосы.
Так, например, на фиг.3а видно, что при различной толщине слоя с одной стороны полосы относительно другой стороны в результате управления может произойти асимметричная регулировка сопел 40, так что благодаря соответствующей регулировке сопел 40 эта величина неровности слоя может быть уменьшена и снова приведена в соответствие.
Вышеописанные датчики могут быть оптическими датчиками, обнаруживающими выпучивание или прогиб, или отклонение полосы. Таким образом, может быть проведено лазерное измерение отклонения. Кроме того, для сканирования кромок полосы и для установки масок кромок могут быть применены индуктивные методы или датчики, контролирующие волнистость краев полосы.
Кроме того, датчик волнистости краев для регулирования или управления положением может быть использован с регулируемым демпфированием. Сигнал этого датчика может быть также использован для управления стабилизирующими роликами.
Перечень позиций
1 - устройство для регулирования полосы
2 - полоса
3 - ролик
4 - ролик
5 - детектор
6 - датчик
7 - регулировочное устройство
8 - выпучивание
9 - корректировочный ролик
10 - перестановочное устройство
20 - устройство
21 - полоса
22 - ролик
23 - ролик
24 - корректировочный ролик
25 - детектор
26 - датчик
27 - регулировочное устройство
28 - положение полосы
29 - идеальная линия
30 - положение
40 - сопло
41 - полоса
42 - перестановочное устройство
Изобретение относится к способу и устройству для регулирования положения полосы. Устройство содержит, по меньшей мере, один датчик для обнаружения выпучивания полосы в направлении поперек продольного направления полосы и/или для обнаружения отклонения полосы от задаваемой позиции полосы и, по меньшей мере, один корректировочный ролик с перестановочным устройством для автоматизированной установки, по меньшей мере, одного корректировочного ролика, при этом по меньшей мере одно перестановочное устройство одного ролика является электромеханическим, гидравлическим и/или пневматическим перестановочным устройством, электронное устройство управления, кроме того, принимает сигналы стабилизатора полосы и/или устройства для измерения толщины холодного слоя, и/или устройства для сканирования кромок полосы и на их основе управляет установкой, по меньшей мере, одного корректировочного ролика. Описан также способ регулирования положения полосы. Обеспечивается минимизация выпучивания и/или положения полосы. 2 н. и 7 з.п. ф-лы, 6 ил.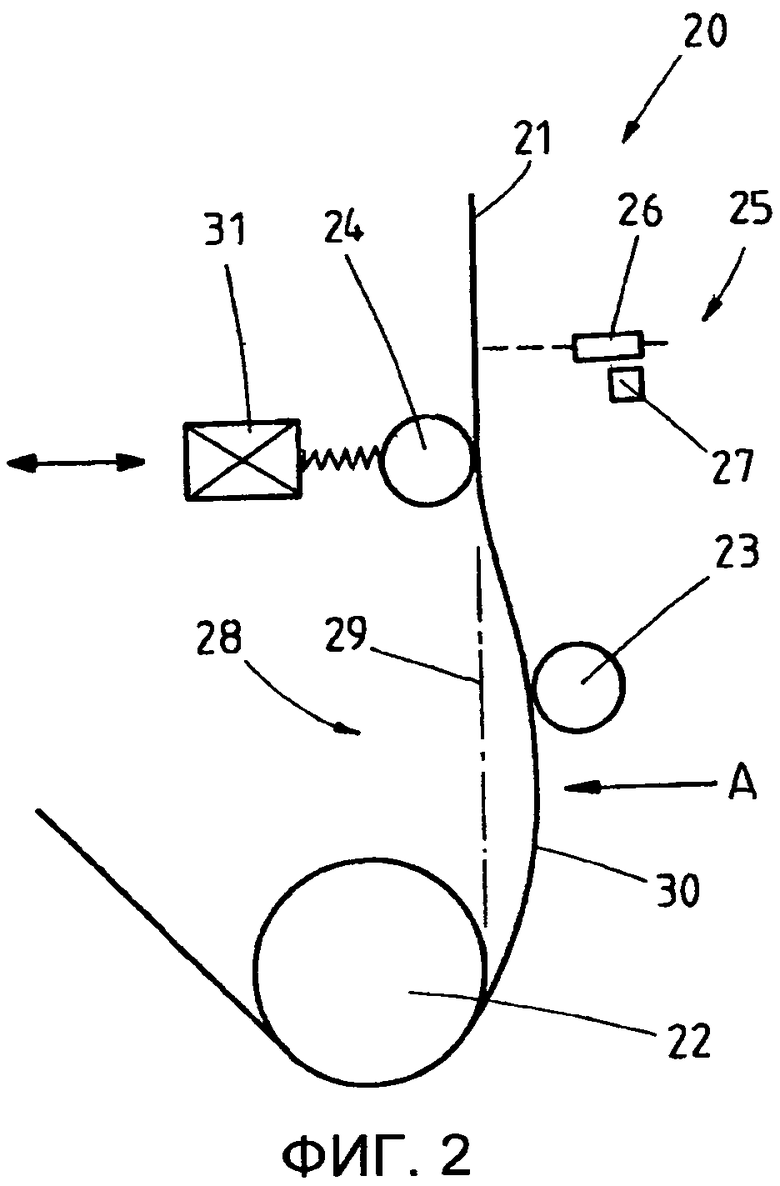
1. Устройство (1) для регулирования положения полосы (2), содержащее, по меньшей мере, один датчик (6) для обнаружения выпучивания полосы (2) в направлении поперек продольного направления полосы и/или для обнаружения отклонения полосы от задаваемого положения полосы, по меньшей мере, один корректировочный ролик с перестановочным устройством для автоматизированной установки, по меньшей мере, одного корректировочного ролика для достижения минимизации выпучивания и/или отклонения и электронное устройство управления, отличающееся тем, что, по меньшей мере, одно перестановочное устройство, по меньшей мере, одного ролика является электромеханическим, гидравлическим и/или пневматическим перестановочным устройством, и электронное устройство управления выполнено принимающим сигналы стабилизатора полосы, и/или устройства для измерения толщины холодного слоя, и/или устройства для сканирования кромок полосы и на их основе управляет установкой, по меньшей мере, одного корректировочного ролика.
2. Устройство по п.1, отличающееся тем, что, по меньшей мере, один датчик является оптическим датчиком, как, например, лазерным датчиком обнаружения отклонения, механическим, электрическим, магнитным датчиком и/или датчиком, работающим на электромагнитной основе.
3. Устройство по п.1, отличающееся тем, что электронное устройство управления принимает сигналы и/или данные, по меньшей мере, одного датчика или датчиков и управляет установкой корректировочных роликов.
4. Устройство по любому из пп.1 и 3, отличающееся тем, что электронное устройство управления, кроме того, может управлять положением сопла для нанесения покрытий и/или сопла для очистки.
5. Способ регулирования положения полосы (2) с помощью устройства (1, 20) по одному из пп.1-4, содержащего, по меньшей мере, один датчик (6, 26) для обнаружения выпучивания полосы (2, 21) в направлении поперек продольного направления и/или для обнаружения отклонения полосы (2, 21) от задаваемого положения полосы и электронное устройство управления, в котором используют автоматизированную установку с помощью, по меньшей мере, одного корректировочного ролика (9, 24) с перестановочным устройством (10, 31) для достижения минимизации выпучивания и/или отклонения.
6. Способ по п.5, отличающийся тем, что электронное устройство управления принимает сигналы и/или данные, по меньшей мере, одного датчика и управляет установкой, по меньшей мере, одного корректировочного ролика.
7. Способ по любому из пп.5 и 6, отличающийся тем, что электронное устройство управления, кроме того, принимает сигналы стабилизатора полосы, и/или устройства для измерения толщины холодного слоя, и/или устройства для сканирования кромок полосы и на их основе управляет установкой, по меньшей мере, одного корректировочного ролика.
8. Способ по любому из пп.5 и 6, отличающийся тем, что электронное устройство управления, кроме того, может управлять положением сопла для нанесения покрытий и/или сопла для очистки.
9. Способ по п.7, отличающийся тем, что электронное устройство управления, кроме того, может управлять положением сопла для нанесения покрытий и/или сопла для очистки.
| 0 |
|
SU188813A1 | |
| JP 9143652 A, 03.06.1997 | |||
| JP 9025552 A, 28.01.1997 | |||
| JP 62030865 A, 09.02.1987 | |||
| ПРИСПОСОБЛЕНИЕ ДЛЯ УПЛОТНЕНИЯ ЛЕНТЫ | 1930 |
|
SU27594A1 |
| Устройство для транспортирования бревен и т.п. | 1931 |
|
SU26319A1 |
| УСТАНОВКА НЕПРЕРЫВНОГО НАНЕСЕНИЯ ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКУЮ ПОЛОСУ | 2003 |
|
RU2249059C1 |

