Область техники
[001] Объект настоящей патентной заявки относится к токарным инструментам для механической обработки и режущим вставкам. Конкретно, он относится к режущим вставкам для токарной обработки со стружколомами или стружкозавивателями.
Уровень техники
[002] Режущие вставки для токарной обработки, относящиеся к данной области, раскрыты, например, в патенте США № 9630257.
Раскрытие сущности изобретения
[003] В соответствии с первым аспектом объекта настоящей патентной заявки обеспечена режущая вставка для токарной обработки, имеющая центральную ось, причем режущая вставка для токарной обработки содержит:
две противоположные многоугольные главные поверхности и периферийную поверхность, проходящую между ними, причем периферийная поверхность проходит по окружности вокруг центральной оси и имеет целое число N боковых поверхностей, причем 2<N<9; режущая вставка для токарной обработки обладает зеркальной симметрией относительно срединной плоскости, ориентированной перпендикулярно по отношению к центральной оси и проходящей посредине между двумя главными поверхностями через периферийную поверхность, и 360/N-градусной осевой симметрией относительно центральной оси; и
две главные кромки, каждая из которых образована на соответствующих пересечениях между периферийной поверхностью и двумя главными поверхностями, причем каждая главная кромка содержит:
N главных режущих кромок и N угловых режущих кромок, причем
каждая угловая режущая кромка проходит между двумя соседними режущими кромками и соединяет их,
каждая главная режущая кромка содержит два вышележащих участка кромки и нижележащий участок кромки, проходящий между ними, причем вышележащие участки кромки расположены от срединной плоскости дальше нижележащего участка кромки в направлении вдоль центральной оси; при этом:
каждая главная поверхность содержит:
N главных передних поверхностей, каждая из которых проходит от соответствующей главной режущей кромки в направлении центральной оси;
N угловых передних поверхностей, каждая из которых проходит от соответствующей угловой режущей кромки в направлении центральной оси и располагается между двумя соседними главными передними поверхностями;
N по меньшей мере частично выпуклых частично изолированных выступов, каждый из которых выступает из главной поверхности и проходит в направлении от центральной оси к связанной с ним угловой режущей кромке; и
по меньшей мере N выпуклых изолированных выступов, каждый из которых выступает из главной поверхности и по меньшей мере частично на связанную с ним главную переднюю поверхность, причем все без исключения изолированные выступы, связанные с конкретной главной передней поверхностью, расположены между двумя соседними частично изолированными выступами (42), и каждая пара соседних частично изолированных выступов имеет по меньшей мере один изолированный выступ, расположенный между ними.
[004] Любой из следующих признаков отдельности или в сочетании может быть применим к любому из вышеупомянутых аспектов объекта настоящей патентной заявки:
[005] Каждая угловая режущая кромка может иметь две зачистные кромки, причем две зачистные кромки определяют угол при вершине, который может находиться в диапазоне от 135 до 160 градусов и предпочтительно от 135 до 145 градусов.
[006] Каждый частично изолированный выступ предпочтительно расположен на связанной с ним угловой передней поверхности.
[007] Каждая главная поверхность имеет главную опорную поверхность, которая параллельна срединной плоскости, а каждый частично изолированный выступ может иметь по меньшей мере одну плоскую часть, которая является компланарной соответствующей главной опорной поверхности.
[008] Каждый изолированный выступ может быть расположен на расстоянии от главной опорной поверхности.
[009] Для любой конкретной главной режущей кромки каждый из двух вышележащих участков кромки и нижележащие участки кромки могут быть соединен посредством соответствующего переходного участка кромки.
[0010] Ни один изолированный выступ не проходит от срединной плоскости дальше нижележащего участка кромки в направлении, перпендикулярном срединной плоскости.
[0011] Каждый частично изолированный выступ проходит от срединной плоскости дальше соседнего вышележащего участка кромки в направлении, перпендикулярном срединной плоскости.
[0012] На виде сверху режущей вставки для токарной обработки, перпендикулярном срединной плоскости каждый изолированный выступ может иметь овальную форму.
[0013] На виде сверху режущей вставки для токарной обработки, перпендикулярном срединной плоскости, наибольшей размер каждый изолированный выступ имеет в продольном направлении, которое проходит параллельно соседнему нижележащему участку кромки.
[0014] Каждая главная поверхность имеет плоскую главную опорную поверхность, которая параллельна срединной плоскости и расположена дальше от нее, чем изолированные выступы.
[0015] Каждая передняя поверхность содержит главную переднюю поверхность, которая проходит от соответствующей главной режущей кромки, и угловую переднюю поверхность, которая проходит от соответствующей угловой режущей кромки.
[0016] N может равняться 5.
[0017] Каждая главная поверхность содержит по меньшей мере 2*N изолированных выступов, распределенных равным образом между всеми парами соседних частично изолированных выступов.
[0018] Каждая главная поверхность может иметь точно 3*N изолированных выступов, распределенных равным образом между всеми парами соседних частично изолированных выступов.
[0019] Режущая вставка не имеет ни одного изолированного выступа между центральной осью и любой из угловых режущих кромок.
[0020] Инструмент для токарной обработки имеет корпус инструмента для токарной обработки или корпус инструмента для токарной обработки с высокой скоростью подачи с гнездом и режущую вставку для токарной обработки, закрепленную в гнезде.
[0021] Гнездо имеет базовую опорную поверхность гнезда и опорные стенки, которые проходят в поперечном направлении наружу от базовой опорной поверхности; и причем базовая опорная поверхность гнезда опирается на одну из двух главных опорных поверхностей режущей вставки для токарной обработки, а периферийная поверхность взаимодействует с опорными стенками.
[0022] Гнездо имеет крепежный элемент, который прижимает режущую вставку к базовой опорной поверхности гнезда и к опорным стенкам.
[0023] Гнездо корпуса инструмента для токарной обработки с высокой скоростью подачи сориентировано по-другому, чем гнездо корпуса инструмента для токарной обработки, причем каждое из них выполнено с возможностью применения, соответственно, для различных технологий механической обработки.
Краткое описание чертежей
[0024] Для лучшего понимание объекта настоящей патентной заявки и для того, чтобы продемонстрировать то, каким образом настоящее изобретение может быть осуществлено на практике, ниже будет сделана ссылка на приложенные чертежи, на которых:
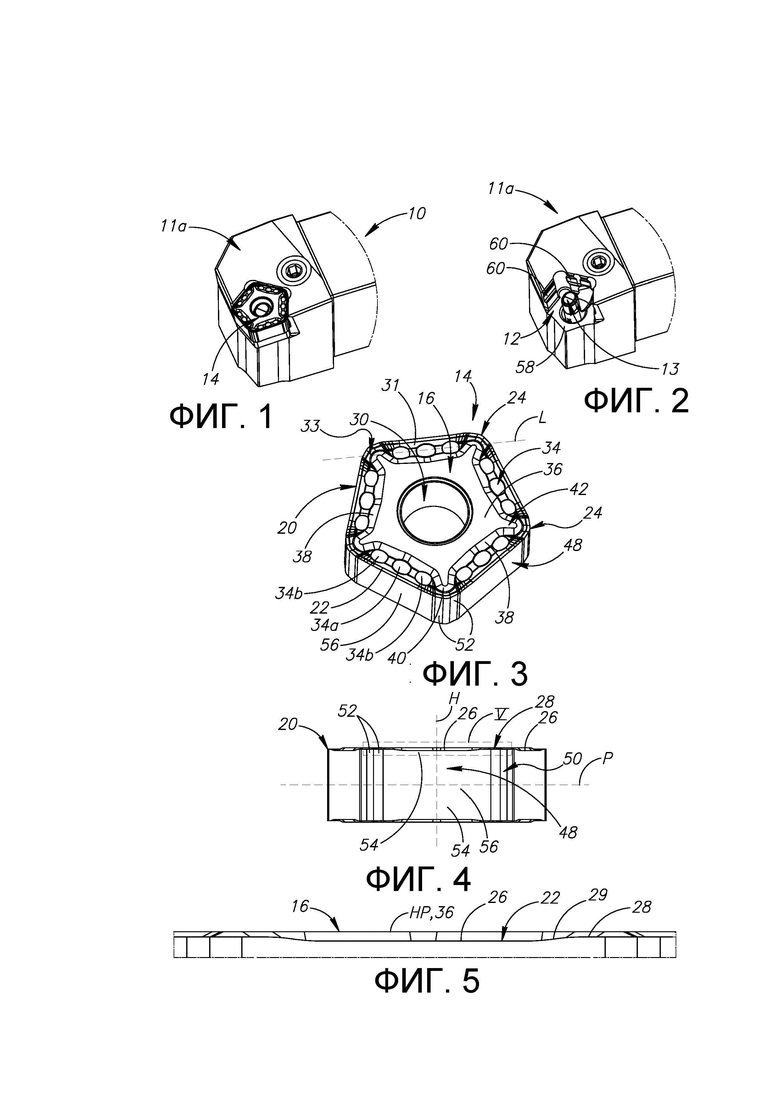
Фиг. 1 представляет собой изометрический вид инструмента для токарной обработки с корпусом инструмента для токарной обработки с высокой скоростью подачи и режущей вставкой для токарной обработки, закрепленной в его гнезде;
Фиг. 2 представляет собой изометрический вид корпуса инструмента для токарной обработки с высокой скоростью подачи по Фиг. 1;
Фиг. 3 представляет собой изометрический вид режущей вставки для токарной обработки по Фиг. 1;
Фиг. 4 представляет собой вид сбоку режущей вставки для токарной обработки по Фиг. 1;
Фиг. 5 представляет собой детальный вид в соответствии с линией V, показанной на Фиг. 4;
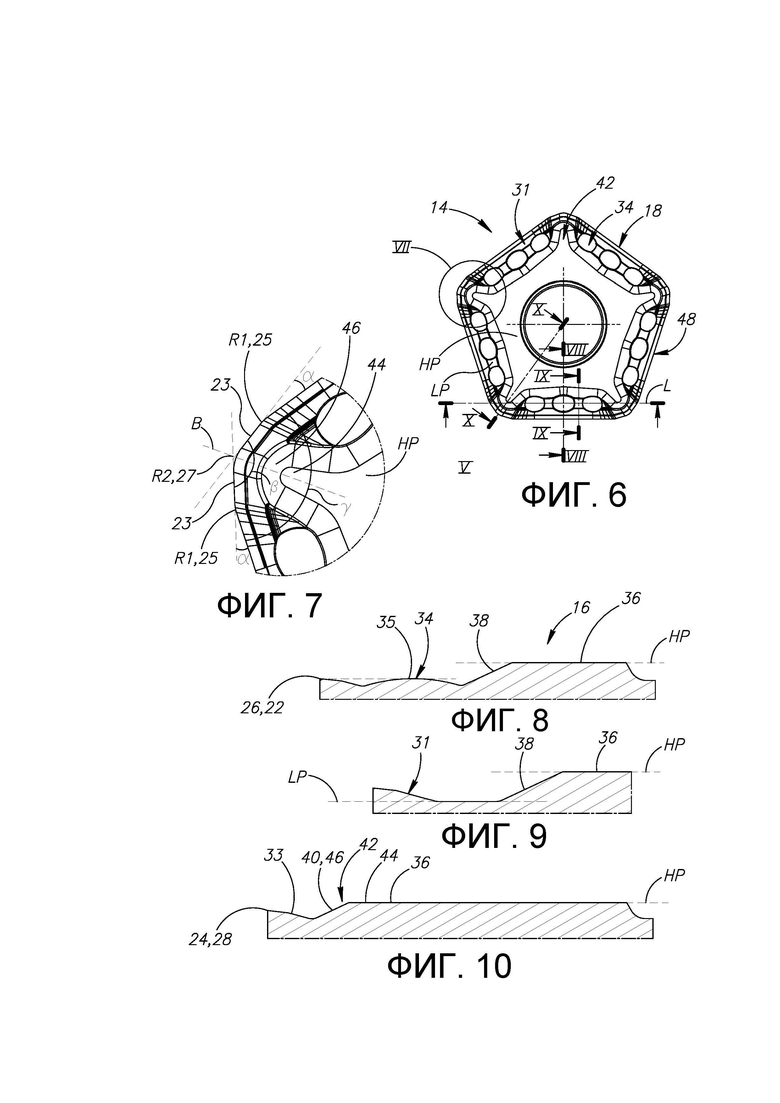
Фиг. 6 представляет собой вид сверху одной из главных поверхностей режущей вставки для токарной обработки по Фиг. 1;
Фиг. 7 представляет собой детальный вид в соответствии с линией VII, показанной на Фиг. 6, показывающий частично изолированный выступ;
Фиг. 8 представляет собой поперечное сечение, выполненное по линии VIII-VIII, показанной на Фиг. 6, показывающее изолированный выступ, проходящий от главной передней поверхности;
Фиг. 9 представляет собой поперечное сечение, выполненное по линии IX-IX, показанной на Фиг. 6, проходящей между двумя изолированными выступами;
Фиг. 10 представляет собой поперечное сечение, выполненное по линии X-X, показанной на Фиг. 6, показывающее частично изолированный выступ, проходящий от угловой передней поверхности и соединяющийся с главной опорной поверхностью;
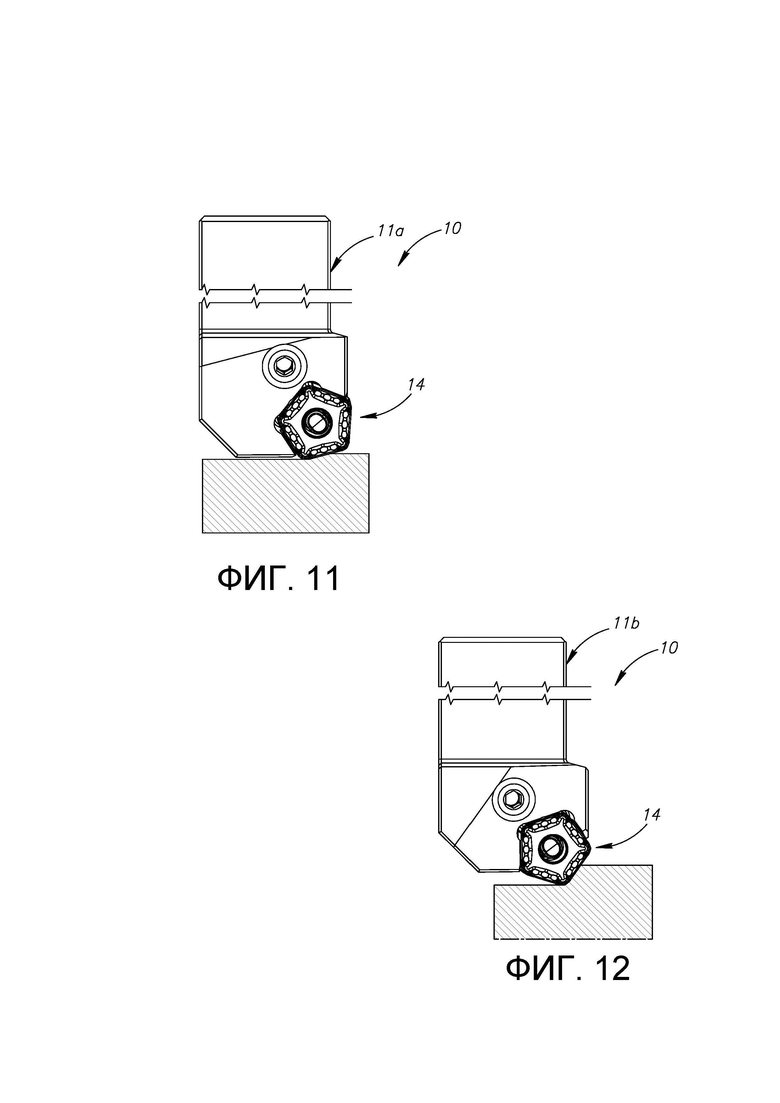
Фиг. 11 представляет собой вид сверху инструмента для токарной обработки с высокой скоростью подачи по Фиг. 1, с режущей вставкой для токарной обработки по Фиг. 4, и поперечного сечения заготовки, в отношении которой осуществляются операции механической обработки с высокой скоростью подачи; и
Фиг. 12 представляет собой вид сверху варианта исполнения корпуса стандартного инструмента для токарной обработки, не предназначенного для высокой скорости подачи, с режущей вставкой по Фиг. 4, и поперечного сечения заготовки, в отношении которой осуществляются стандартная операция токарной обработки.
[0025] В тех случаях, когда это целесообразно, номера ссылочных позиций могут повторяться на различных чертежах для обозначения совпадающих или аналогичных элементов.
Осуществление изобретения
[0026] В нижеследующем описании будут описаны различные аспекты объекта настоящей патентной заявки. В целях пояснения конкретные конфигурации и детали изложены достаточно подробно, чтобы обеспечить полное понимание объекта настоящей патентной заявки. Однако для специалистов в данной области техники также будет очевидно, что объект настоящей патентной заявки может быть осуществлен без конкретных конфигураций и деталей, представленных в настоящем описании изобретения.
[0027] При рассмотрении Фиг. 1, в соответствии с некоторыми вариантами исполнения изобретения, у инструмента 10 для токарной обработки имеется корпус 11a инструмента для токарной обработки с высокой скоростью подачи или корпус 11b инструмента для токарной обработки с гнездом 12 и режущей вставкой 14 для токарной обработки, закрепленной в нем. Режущая вставка 10 для токарной обработки имеет центральную ось H.
[0028] Режущая вставка 14 для токарной обработки содержит две противоположные главные поверхности 16 и периферийную поверхность 18, которая проходит между ними. Периферийная поверхность 18 проходит по окружности вокруг центральной оси H. Каждая главная поверхность 16 имеет в целом форму многоугольника на виде сверху. В частности, каждая главная поверхность 16 имеет в целом форму правильного многоугольника. Каждая главная поверхность 16 может иметь форму пятиугольника на виде сверху. Режущая вставка 14 для токарной обработки обладает зеркальной симметрией относительно срединной плоскости P, которая расположена перпендикулярно по отношению к центральной оси H и которая проходит посредине между двумя главными поверхностями 16 через периферийную поверхность 18. Каждая главная поверхность 16 определяет параллельные плоскости LP, HP, соответствующие наиболее низкой и наиболее высокой частям, соответственно, расположенные ближе всего и дальше всего от срединной плоскости P в направлении вдоль центральной оси H. При измерении в направлении вдоль центральной оси H расстояние между плоскостью HP, соответствующей наиболее высокой части, и срединной плоскостью P больше, чем расстояние между плоскостью LP, соответствующей наиболее низкой части, и срединной плоскостью P. Плоскости LP, HP, соответствующие наиболее низкой и наиболее высокой частям, параллельны срединной плоскости P. Каждая главная поверхность 16 образуется только между плоскостями LP, HP, соответствующими наиболее низкой и наиболее высокой частям.
[0029] Пересечение между каждой главной поверхностью 16 и периферийной поверхностью 18 образует главную кромку 20. Таким образом, у режущей вставки 14 для токарной обработки имеется две главные кромки 20. Каждая главная кромка 20 имеет 2<N<9 прямых главных режущих кромок 22 и N угловых режущих кромок 24, где N является положительным целым числом. Главные режущие кромки 22 лежат на воображаемом многоугольнике и, таким образом, образуют его. Каждая угловая режущая кромка 24 соединяет две соседние главные режущих кромки 22 и проходит между ними. В настоящем варианте исполнения изобретения каждая главная кромка 20 содержит пять главных режущих кромок 22 и пять угловых режущих кромок 24.
[0030] Каждая главная режущая кромка 22 содержит нижележащий участок 26 кромки и два вышележащих участка 28 кромки. Каждый нижележащий участок 26 кромки расположен между двумя соседними вышележащими участками 28 кромки, принадлежащими одной и той же главной режущей кромке 22, и соединен с ними. Каждый нижележащий участок 26 кромки может быть соединен с соседним вышележащим участком кромки 28 через переходный участок 29 кромки. Каждый вышележащий участок 28 кромки прилегает к единственной угловой режущей кромке 24, при этом соседние вышележащие участки 28 кромки, принадлежащие соседним главным режущим кромкам 22, имеют единую угловую режущую кромку 24. В ходе многочисленных испытаний при различных условиях механической обработки было обнаружено, что нижележащий участок 26 кромки имеет преимущества в плане снижения требований предъявляемых к мощности станка и продления срока службы режущей вставки и инструмента. Преимущество, обеспечиваемое нижележащим участком 26 кромки, было лучше всего реализовано в сочетании с другими признаками, как будет дополнительно пояснено ниже.
[0031] Каждая угловая режущая кромка 24 содержит две зачистные кромки 23. Каждая зачистная кромка 23 может быть прямой на виде, параллельном центральной оси H. Каждая зачистная кромка 23 соединена с главной режущей кромкой 22 через первую угловую режущую кромку 25, имеющую первый радиус R1. Каждая зачистная кромка 23 также соединена с соседней зачистной кромкой 23 через вторую угловую режущую кромку 27, имеющую второй радиус R2. На этом же виде каждая зачистная кромка 23 имеет касательную линию, которая образует угол α между зачистной кромкой и прилегающей прямой главной режущей кромкой 22. В настоящем примере угол α, образуемый зачистной кромкой, равен 16 градусам. Внутренний угол γ многоугольника определяется между каждыми двумя прилегающими главными режущими кромками 22. Для правильного многоугольника γ = (N-2)*180/N. Для пятиугольной формы, представленной в настоящем примере, N=5, и угол γ многоугольника, следовательно, равен 108 градусам.
[0032] Каждый нижележащий участок 26 кромки может быть прямым на виде, параллельном срединной плоскости P. Кроме того, каждый нижележащий участок 26 кромки может быть прямым на виде, перпендикулярном срединной плоскости P. В соответствии с настоящими вариантами исполнения изобретения, каждый нижележащий участок 26 кромки не может располагаться в пределах угловой режущей кромки 24 или перекрываться с ней. Другими словами, каждый нижележащий участок 26 кромки может быть расположен только в пределах границ соответствующей главной режущей кромки 22.
[0033] Каждый вышележащий участок 28 кромки может быть прямым на виде, параллельном срединной плоскости P. Вышележащие участки 28 кромки расположены дальше от срединной плоскости P, чем нижележащий участок 26 кромки в направлении, перпендикулярном срединной плоскости P (то есть вдоль центральной оси H). Вышележащие участки 28 кромки могут быть расположены на одной и той же высоте, или на одном и том же расстоянии от срединной плоскости P. В настоящем варианте исполнения изобретения на виде, параллельном срединной плоскости P, все вышележащие участки 28 кромки расположены в одной плоскости, которая параллельна срединной плоскости P. В настоящем описании следует отметить, что термины «одна и та же высота» и/или «располагаться в одной плоскости», следует понимать как приблизительные понятия - в пределах допусков при производстве/проектировании.
[0034] Режущая вставка 14 для токарной обработки может иметь сквозное установочное отверстие 30, которое проходит между обеими главными поверхностями 16 и выходит на них. Установочное отверстие 30 имеет по меньшей мере круглое поперечное сечение и проходит вдоль центральной оси H, которая перпендикулярна срединной плоскости P. На виде сверху любой из главных поверхностей 16, перпендикулярном срединной плоскости P, центральная ось H определяет центр режущей вставки 14. На этом же виде режущая вставка 14 обладает 360/N-градусной осевой симметрией относительно центральной оси H.
[0035] Каждая главная поверхность 16 содержит N главных передних поверхностей 31 и N угловых передних поверхностей 31. Каждая главная передняя поверхность 31 проходит от соответствующей главной режущей кромки 22 в направлении установочного отверстия 30. Каждая угловая передняя поверхность 33 проходит от соответствующей угловой режущей кромки 24 в направлении установочного отверстия 30. Каждая угловая передняя поверхность 33 расположена между двумя главными передними поверхностями 31.
[0036] Каждая главная поверхность 16, кроме того, содержит по меньшей мере N отдельно стоящих изолированных выступов 34, каждый из которых выступает наружу со всех сторон из окружающей главной поверхности 16. Термин «отдельно стоящий» использован в том смысле, что ни один из изолированных выступов 34 не соприкасается (то есть не пересекается) с другими изолированными выступами 34. В соответствии с некоторыми вариантами исполнения изобретения объекта настоящей патентной заявки, каждая главная поверхность 16 может содержать по меньшей мере 2*N изолированных выступов 34. В частности, каждая главная поверхность 16 может содержать точно 3*N отдельных изолированных выступов 34. Каждый изолированный выступ 34 расположен по меньшей мере частично на связанной с ним главной передней поверхности 31. Кроме того, не все изолированные выступы 34 обязательно имеют абсолютно одинаковые размеры. Каждая главная режущая кромка 22 связана по меньшей мере с одним изолированным выступом 34 или расположена рядом с ним. В соответствии с некоторыми вариантами исполнения объекта настоящей патентной заявки, изолированные выступы 34 могут быть расположены на расстоянии от главной режущей кромки 22. При проведении испытаний было обнаружено, что изолированные выступы 34 имеют преимущества в отношении разрушения стружки. Конкретно, сочетание изолированных выступов 34 с нижележащими участками 26 кромки улучшала общие результаты механической обработки и приводила к лучшему отведению стружки и ее разрушению. Кроме того указанное сочетание признаков также улучшило универсальность ориентации режущей вставки, как будет объяснено ниже.
[0037] В настоящем варианте исполнения изобретения каждая главная режущая кромка 22 связана с тремя изолированными выступами 34. В настоящем варианте исполнения изобретения средний изолированный выступ 34a больше, чем другие, соседние, боковые изолированные выступы 34b, которые расположены ближе к вышележащим участкам 28 кромки. Режущая вставка 14 не имеет ни одного изолированного выступа 34 между центральной осью H и любой из угловых режущих кромок 24. Таким образом, радиальная линия, проходящая между центральной осью H и конкретной угловой режущей кромкой 24, не пересекает какой-либо изолированный выступ 34. Другими словами, на виде сверху каждой из главных поверхностей 16 ось B, являющаяся биссектрисой, которая делит пополам соответствующую угловую режущую кромку 24, не проходит через какой-либо изолированный выступ 34. Угол при вершине β образуется между двумя прямыми линиями, касательными к соответствующим соседним зачистным кромкам 23. Угол при вершине β удовлетворяет следующей формуле: β = 2*α + γ. Угол при вершине β может находиться в диапазоне от 135 до 160 градусов. В соответствии с настоящим вариантом исполнения изобретения, угол при вершине равен 140 градусам. Биссектриса B не пересекает какой-либо из изолированных выступов 34, связанных с главной режущей кромкой 22. Каждый изолированный выступ 34 может частично выступать из плоскости LP, соответствующей самой низкой части. При рассмотрении Фиг. 6, на виде сверху каждой из главной поверхностей 16, каждый изолированный выступ 34 имеет овальную форму, которая опытным путем была признана как предпочтительная для придания срезаемой с заготовки стружке необходимой формы и ее разрушения, по меньшей мере по сравнению с выступами, имеющими круглую форму. На этом же виде каждый изолированный выступ 34 может иметь наибольший размер в продольном направлении L, которое может быть параллельным направлению главной режущей кромки 22. В соответствии с настоящим вариантом исполнения изобретения, на поперечном сечении, перпендикулярном продольному направлению L (Фиг. 8), каждый изолированный выступ 34 не содержит плоской верхней поверхности и в связи с этим считается «выпуклым» изолированным выступом. Изолированный выступ 34 имеет подобную острову форму, в том смысле, что он выступает со всех сторон над окружающей главной поверхностью 16. Как показано на чертежах, выпуклый изолированный выступ 34, хотя и не имеет плоской верхней поверхности, может содержать вершину 35, которая окружена поверхностями, расположенными под наклоном к срединной плоскости P, причем на указанной вершине 35 расположен наиболее высокий участок или участок, расположенной дальше от срединной плоскости P, чем какая-либо другая часть изолированного выступа 34.
[0038] При рассмотрении Фиг. 8, в направлении центральной оси H, каждый изолированный выступ 34 не выступает дальше от срединной плоскости P, чем главная кромка 20. Иначе говоря, на виде, параллельном срединной плоскости P режущей вставки (Фиг. 4, 5), изолированный выступ 34 не виден. А именно, вершина 35 достигает, но не переходит уровня соответствующей главной режущей кромки 22.
[0039] Каждая главная поверхность 16 имеет главную опорную поверхность 36. Главная опорная поверхность 36 может быть плоской и параллельной срединной плоскости P. В направлении вдоль центральной оси H главная опорная поверхность 36 расположена дальше от срединной плоскости P, чем любой изолированный выступ 34. В том же самом направлении главная опорная поверхность 36 расположена дальше от срединной плоскости P, чем ближайшая главная кромка 20. В соответствии с настоящими вариантами исполнения изобретения, главная опорная поверхность 36 совпадает с плоскостью HP, соответствующей наиболее высокой части. Установочное отверстие 30 может выходить на главную опорную поверхность 36.
[0040] Каждая главная поверхность 16 содержит N главных отводящих поверхностей 38 и N угловых отводящих поверхностей 40. Каждая угловая отводящая поверхность 40 проходит между двумя соседними главными отводящими поверхностями 38. Каждая из главной и угловой отводящей поверхности 40 расположена под наклоном или проходит вниз от главной опорной поверхности 36, или плоскости HP, соответствующей наиболее высокой части, в направлении плоскости LP, соответствующей наиболее низкой части. Каждая главная отводящая поверхность 38 по меньшей мере частично соединяется с изолированным выступом 34. Кроме того, поскольку изолированные выступы 34 отстоят друг от друга вдоль направления, параллельного главной режущей кромке 22, каждая главная отводящая поверхность 38 по меньшей мере частично проходит между двумя соседними изолированными выступами 34 и соединяется с плоскостью LP, соответствующей самой низкой части (Фиг. 3, 6).
[0041] Каждая главная поверхность 16 имеет N частично изолированных выступов 42, выступающих из нее. Каждый частично изолированный выступ 42 связан с соответствующей угловой режущей кромкой 24. Каждый частично изолированный выступ 42 может быть расположен непосредственно на связанной с ним угловой передней поверхности 33. Каждый частично изолированный выступ 42 проходит в направлении от центральной оси H по направлению к cвязанной с ним угловой режущей кромке 24. Каждый частично изолированный выступ 42 расположен между двумя соседними изолированными выступами 34. Каждый частично изолированный выступ 42 может иметь форму, подобную полуострову, в том смысле, что частично изолированный выступ 42 не выступает со всех сторон из окружающей главной поверхности 16, в отличие от изолированного выступа 34 описанного выше. Частично изолированные выступы 42 могут содержать как плоские, так и неплоские верхние поверхности. В качестве примера вышеизложенного, каждый частично изолированный выступ 42 может проходить от главной опорной поверхности 36 и по меньшей мере частично объединяться с ней. Как видно на поперечном сечении, показанном на Фиг. 10, первая часть 44 частично изолированного выступа 42, как можно видеть, компланарна главной опорной поверхности 36, в то время как вторая часть 46 частично изолированного выступа 42 наклонена вниз относительно первой части 46. Таким образом, каждый частично изолированный выступ 42 может иметь плоскую часть 44 и выпуклую часть 46, делая частично изолированный выступ «частично выпуклым». Однако в других вариантах исполнения изобретения, частично изолированные выступы могут иметь только неплоские верхние поверхности. т.е. иметь только выпуклые части, в этом случае они считаются «полностью выпуклыми». Все без исключения изолированные выступы 34, расположенные вдоль конкретной главной режущей кромки 22 и связанные с конкретной главной передней поверхностью 31, расположены между двумя соседними частично изолированными выступами 42 (таким образом, следует понимать, что, несмотря на то, что средний изолированный выступ 34a, строго говоря, расположен между двумя боковыми изолированными выступами 34b, он, тем не менее, считается расположенным между двумя соседними частично изолированными выступами 42). Изолированные выступы 34 размещены таким образом, что каждая пара соседних частично изолированных выступов 42 имеет по меньшей мере один изолированный выступ 34 расположенный между ними. Изолированные выступы 34 могут быть распределены равномерно между всеми парами соседних частично изолированных выступов 42. В соответствии с некоторыми вариантами исполнения объекта настоящей патентной заявки, частично изолированные выступы 42 могут быть расположены на расстоянии от угловой режущей кромки 24. В отличие от изолированных выступов 34, которые связаны со сторонами главной поверхности 16 и, могут рассматриваться как «боковые изолированные выступы», частично изолированные выступы 42 связаны с углами главной поверхности 16, и могут рассматриваться как «угловые изолированные выступы».
[0042] У периферийной поверхности 18 имеется N боковых поверхностей 48 и N угловых поверхностей 50. Каждая угловая поверхность 50 проходит между каждыми двумя соседними боковыми поверхностями 48. У каждой угловой поверхности 50 имеется четыре задние зачистные поверхности 52, каждая из которых проходит от соответствующей зачистной кромки 23 в направлении срединной плоскости P. Каждая боковая поверхность 48 встречается с каждой из двух главных поверхностей 16 на двух главных режущих кромках 22, противоположных друг другу вдоль центральной оси H. У каждой боковой поверхности 48 имеется две главные задние поверхности 54, каждая из которых проходит от соответствующей главной режущей кромки 22. У каждый у боковой поверхности 48, кроме того, имеется боковая опорная поверхность 56, расположенная между двумя главными задними поверхностями 54.
[0043] Режущая вставка 14 для токарной обработки является режущей вставкой с нулевым главным задним углом, известной в данной области техники. А именно, главные задние поверхности 54 являются прямыми и перпендикулярными срединной плоскости P.
[0044] Корпус 11a, 11b инструмента для токарной обработки может иметь удлиненную форму. В области конца для осуществления механической обработки у корпуса 11a, 11b инструмента для токарной обработки имеется гнездо 12. Гнездо 12 содержит базовую опорную поверхность 58 гнезда и опорные стенки 60. Гнездо 12, кроме того, содержит средство крепления. В соответствии с настоящими вариантами исполнения изобретения, у гнезда 12 имеется средство крепления в виде крепежного элемента 13, который винтом ввинчивается в канал для крепления, который выходит на базовую опорную поверхность 58 гнезда. Опорные стенки 60 проходят в поперечном направлении по отношению к базовой опорной поверхности 58. Гнездо 12 может иметь две опорные стенки 60, которые проходят поперечно по отношению другу к другу. В закреплённом положении главная опорная поверхность 36 опирается на базовую опорную поверхность 58 гнезда, а боковая опорная поверхность 56 опирается на опорные стенки 60.
[0045] При рассмотрении Фиг. 11 и Фиг. 12, гнездо 12 корпуса 11a инструмента для токарной обработки с высокой скоростью подачи ориентировано в корпусе 11a инструмента для высокоскоростной подачи в соответствии с применением при высокоскоростной подаче, как известно в данной области техники. На Фиг. 12 показан корпус 11b инструмента для токарной обработки без применения высокоскоростной подачи с той же самой режущей вставкой 14, установленной в гнезде 12. В корпусе 11b инструмента для токарной обработки без применения высокоскоростной подачи ориентация гнезда отличается от ориентации гнезда 12 в инструменте для высокоскоростной подачи и подходит для стандартных токарных операций без применения высокоскоростной подачи. Это обеспечивает преимущество с точки зрения затрат, связанных с режущими вставками, поскольку клиенту необходимо купить только один тип режущих вставок, который пригоден для обоих применений. Конструкция с применением двойной зачистной кромки обеспечивает высокое качество обрабатываемой поверхности как для ориентации, соответствующей высокоскоростной подаче, так и для ориентации, соответствующей стандартной подаче.
Группа изобретений относится к обработке материалов резанием и может быть использована для обработки поверхностей токарным инструментом. Режущая вставка для токарной обработки имеет две противоположные главные поверхности и периферийную поверхность, проходящую между ними, и N боковых поверхностей, причем 2<N<9. Вставка обладает зеркальной симметрией относительно срединной плоскости и 360/N-градусной осевой симметрий относительно центральной оси, перпендикулярной срединной плоскости, а также содержит две главные кромки, каждая из которых имеет N главных режущих кромок и N угловых режущих кромок. У каждой из главных режущих кромок выполнено два вышележащих участка режущей кромки и нижележащий участок режущей кромки. У каждой из главных поверхностей имеется N главных передних поверхностей и N угловых передних поверхностей и по меньшей мере N выпуклых изолированных выступов и N по меньшей мере частично выпуклых частично изолированных выступов. Повышается качество обрабатываемой поверхности. 2 н. и 16 з.п. ф-лы, 12 ил.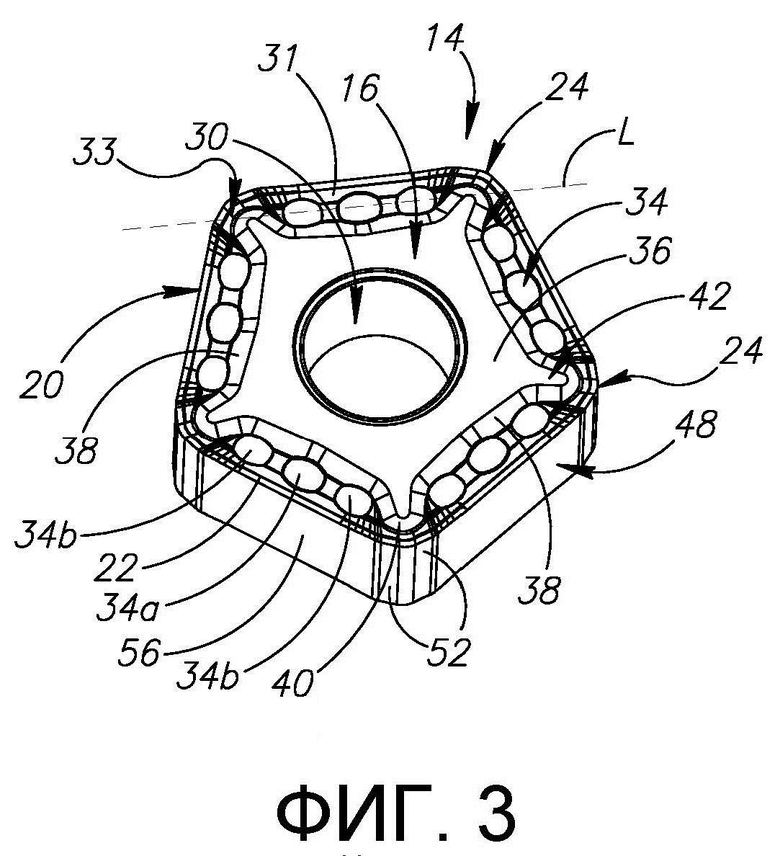
1. Режущая вставка (14) для токарной обработки, имеющая центральную ось (Н), причем режущая вставка (14) для токарной обработки содержит:
две противоположные многоугольные главные поверхности (16) и периферийную поверхность (18), проходящую между ними, причем периферийная поверхность (18) проходит по окружности вокруг центральной оси (Н) и имеет целое число N боковых поверхностей, причем 2<N<9; при этом режущая вставка (14) для токарной обработки обладает зеркальной симметрией относительно срединной плоскости (Р), ориентированной перпендикулярно по отношению к центральной оси (Н) и проходящей посредине между двумя главными поверхностями (16) через периферийную поверхность (18), и 360/N-градусной осевой симметрией относительно центральной оси (Н); и
две главные кромки (20), каждая из которых образована на соответствующих пересечениях между периферийной поверхностью (18) и двумя главными поверхностями (16), причем каждая главная кромка (20) содержит:
- N главных режущих кромок (22) и N угловых режущих кромок (24), причем каждая угловая режущая кромка (24) проходит между двумя соседними режущими кромками (22) и соединяет их, каждая главная режущая кромка (22) содержит два вышележащих участка (28) кромки и нижележащий участок (26) кромки, проходящий между ними, причем вышележащие участки (28) кромки расположены от срединной плоскости (Р) дальше нижележащего участка (26) кромки в направлении вдоль центральной оси (Н); при этом:
каждая главная поверхность (16) содержит:
- N главных передних поверхностей (31), причем каждая передняя поверхность (31) проходит от соответствующей главной режущей кромки (22) в направлении центральной оси (Н);
- N угловых передних поверхностей (33), причем каждая угловая передняя поверхность (33) проходит от соответствующей угловой режущей кромки (24) в направлении центральной оси (Н) и располагается между двумя соседними главными передними поверхностями (31);
- N по меньшей мере частично выпуклых частично изолированных выступов (42), каждый из которых выступает из главной поверхности (16) и проходит в направлении от центральной оси (Н) к связанной с ним угловой режущей кромке (24); и
- по меньшей мере N выпуклых изолированных выступов (34), каждый из которых выступает из главной поверхности (16) и по меньшей мере частично на связанную с ним главную переднюю поверхность (31), причем все без исключения изолированные выступы (34), связанные с конкретной главной передней поверхностью (31), расположены между двумя соседними частично изолированными выступами (42), и каждая пара соседних частично изолированных выступов (42) имеет по меньшей мере один изолированный выступ (34), расположенный между ними; и
каждая угловая режущая кромка (24) содержит две зачистные кромки (23), причем две зачистные кромки (23) определяют угол (β) при вершине, который находится в диапазоне от 135 до 160 градусов.
2. Режущая вставка (14) для токарной обработки по п. 1, в которой угол (β) при вершине находится в диапазоне от 135 до 145 градусов.
3. Режущая вставка (14) для токарной обработки по п. 1, в которой каждый частично изолированный выступ (42) расположен на связанной с ним угловой передней поверхности (33).
4. Режущая вставка (14) для токарной обработки по п. 1, в которой каждая главная поверхность (16) содержит главную опорную поверхность (36), которая является параллельной срединной плоскости (Р), а каждый частично изолированный выступ (42) содержит по меньшей мере одну плоскую часть, которая является компланарной соответствующей главной опорной поверхности (36).
5. Режущая вставка (14) для токарной обработки по п. 1, в которой каждый изолированный выступ (34) расположен на расстоянии от главной опорной поверхности (36).
6. Режущая вставка (14) для токарной обработки по п. 1, в которой для любой конкретной главной режущей кромки (22) каждый из двух вышележащих участков (28) кромки и нижележащие участки (26) кромки соединен посредством соответствующего переходного участка (29) кромки.
7. Режущая вставка (14) для токарной обработки по п. 1, в которой ни один изолированный выступ (34) не проходит от срединной плоскости (Р) дальше нижележащего участка (26) кромки в направлении, перпендикулярном срединной плоскости (Р).
8. Режущая вставка (14) для токарной обработки по п. 1, в которой каждый частично изолированный выступ (42) проходит от срединной плоскости (Р) дальше, чем соседний вышележащий участок (28) кромки в направлении, перпендикулярном срединной плоскости (Р).
9. Режущая вставка (14) для токарной обработки по п. 1, в которой на виде сверху режущей вставки (14) для токарной обработки, перпендикулярном срединной плоскости (Р), каждый изолированный выступ (34) имеет овальную форму.
10. Режущая вставка (14) для токарной обработки по п. 1, в которой на виде сверху режущей вставки (14) для токарной обработки, перпендикулярном срединной плоскости (Р), каждый изолированный выступ (34) имеет наибольший размер в продольном направлении (L), которое проходит параллельно соседнему нижележащему участку (26) кромки.
11. Режущая вставка (14) для токарной обработки по п. 1, в которой каждая главная поверхность (16) содержит плоскую главную опорную поверхность (36), которая параллельна срединной плоскости (Р) и расположена дальше от нее, чем изолированные выступы (34).
12. Режущая вставка (14) для токарной обработки по п. 1, в которой N равняется 5.
13. Режущая вставка (14) для токарной обработки по п. 1, в которой каждая главная поверхность (16) содержит по меньшей мере 2*N изолированных выступов (34), распределенных равномерно между всеми парами соседних частично изолированных выступов (42).
14. Режущая вставка (14) для токарной обработки по п. 1, в которой каждая главная поверхность (16) содержит только 3*N изолированных выступов (34), распределенных равномерно между всеми парами соседних частично изолированных выступов (42).
15. Режущая вставка (14) для токарной обработки по п. 1, не имеющая ни одного изолированного выступа (34) между центральной осью (Н) и любой из угловых режущих кромок (24).
16. Инструмент (10) для токарной обработки, содержащий корпус (11b) инструмента для токарной обработки с гнездом (12) и режущую вставку (14) для токарной обработки по п. 1, закрепленную в гнезде (24).
17. Инструмент (10) для токарной обработки по п. 16, в котором:
гнездо (12) содержит базовую опорную поверхность (58) гнезда и опорные стенки (60), которые проходят в поперечном направлении наружу от базовой опорной поверхности (58);
базовая опорная поверхность (58) гнезда опирается на одну из двух главных опорных поверхностей (36) режущей вставки (14) для токарной обработки; и
периферийная поверхность (18) взаимодействует с опорными стенками (60).
18. Инструмент (10) для токарной обработки по п. 16, в котором гнездо (12) содержит крепежный элемент, который прижимает режущую вставку (14) к базовой опорной поверхности (58) гнезда и к опорным стенкам (60).
| US 9707625 B2, 18.07.2017 | |||
| US 6196771 B1, 06.03.2001 | |||
| EP 1591180 B1, 06.07.2011 | |||
| ПЛАСТИНА ДЛЯ ТОКАРНОЙ ОБРАБОТКИ МЕТАЛЛА РЕЗАНИЕМ И ТОКАРНЫЙ ИНСТРУМЕНТ | 2014 |
|
RU2664348C2 |
| CN 204108342 U, 21.01.2015. | |||
