ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Предмет настоящей заявки относится к вращающимся режущим инструментам в целом и к вращающимся фрезерным головкам, в частности, и, более конкретно, к вращающимся фрезерным головкам, которые могут выполнять фронтальное и обратное снятие фаски.
УРОВЕНЬ ТЕХНИКИ
[0002] Режущие инструменты могут быть обеспечены режущими кромками, выполненными с возможностью выполнения, в частности, операций резания при фронтальном и/или обратном снятии фаски. Следует отметить, что фронтальное снятие фаски, также известное просто как снятие фаски, относится к скашиванию верхнего края заготовки, в то время как обратное снятие фаски относится к скашиванию нижнего края заготовки.
[0003] Некоторые такие режущие инструменты являются фрезерующими режущими инструментами со снимающими фаску режущими вставками, съемно прикрепленными к ним. Примеры таких режущих инструментов раскрыты в US 5,913,643 и US 7,713,005 В2.
[0004] Другие такие режущие инструменты являются фрезерующими режущими инструментами, которые выполнены за одно целое. Примеры таких режущих инструментов раскрыты, например, в US 2014/0341661 А1 и US 7,441,991 В2.
[0005] Еще одни такие режущие инструменты являются вращающимися режущими инструментами, обычно борштангами, со снимающими фаску режущими вставками, съемно прикрепленными к ним. Примеры таких режущих инструментов раскрыты, например, в US 7,735,401 В2 и WO 98/01249.
[0006] Задача настоящего изобретения состоит в обеспечении новой и усовершенствованной вращающейся фрезерной головки для фронтального и обратного снятия фаски.
[0007] Еще одна задача настоящего изобретения состоит в обеспечении вращающейся фрезерной головки, имеющей по меньшей мере одну режущую вставку для снятия фаски, съемно прикрепленную к ней.
[0008] Еще одна дополнительная задача настоящего изобретения состоит в обеспечении вращающейся фрезерной головки, имеющей по меньшей мере одну режущую вставку для снятия фаски, которая выполнена с возможностью индексирования с увеличенным числом индексируемых положений.
[0009] Еще одна дополнительная задача настоящего изобретения состоит в обеспечении вращающейся фрезерной головки, которая может выполнять снятие фаски у наружной части и снятие фаски в отверстии.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0010] В соответствии с первым аспектом предмета настоящей заявки обеспечена вращающаяся фрезерная головка для фронтального и обратного снятия фаски, имеющая ось вращения, вокруг которой вращающаяся фрезерная головка вращается в направлении вращения, и которая проходит от переднего направления к заднему направлению, содержащая:
корпус головки, содержащий гнездо для вставки; и
звездообразную режущую вставку, съемно удерживаемую в гнезде для вставки, содержащую:
противоположные верхнюю и нижнюю поверхности вставки и периферийную поверхность вставки, проходящую между ними;
расположенную в центре ось вставки, проходящую через верхнюю и нижнюю поверхности вставки;
чередующиеся по окружности наружные и внутренние угловые части, причем внутренние угловые части расположены ближе к оси вставки, чем наружные угловые части; причем
каждая наружная угловая часть вместе со смежной первой внутренней угловой частью, расположенной впереди в направлении вращения указанной наружной угловой части, и смежной второй внутренней угловой частью, расположенной позади в направлении вращения указанной наружной угловой части, образуют режущий участок;
каждый режущий участок содержит режущую кромку, образуемую в пересечении верхней и периферийной поверхностей вставки; и
режущая кромка содержит режущую кромку для фронтального снятия фаски, проходящую от наружной угловой части к первой внутренней угловой части, и режущую кромку для обратного снятия фаски, проходящую от наружной угловой части к второй внутренней угловой части.
[0011] В соответствии с вторым аспектом предмета настоящей заявки также обеспечена двухсторонняя звездообразная режущая вставка, содержащая:
противоположные верхнюю и нижнюю поверхности вставки и периферийную поверхность вставки, проходящую между ними;
расположенную в центре ось вставки, проходящую через верхнюю и нижнюю поверхности вставки, причем режущая вставка выполнена с возможностью индексирования на каждой из верхней и нижней поверхностей вставки вокруг оси вставки;
чередующиеся по окружности наружные и внутренние угловые части, причем внутренние угловые части расположены ближе к оси вставки, чем наружные угловые части;
множество режущих участков, каждый из которых образован одной из указанных наружных угловых частей, смежной первой внутренней угловой частью, расположенной впереди в направлении вращения указанной одной из наружных угловых частей, и смежной второй внутренней угловой частью, расположенной позади в направлении вращения указанной одной из наружных угловых частей;
срединную плоскость, проходящую через периферийную поверхность вставки посередине между верхней и нижней поверхностями;
биссекторную плоскость, образуемую в каждом режущем участке, причем каждая биссекторная плоскость содержит ось вставки и делит пополам как соответствующую наружную угловую часть, так и соответствующую противоположную внутреннюю угловую часть;
срединную ось, образуемую в пересечении каждой биссекторной плоскости и срединной плоскости, причем каждая срединная ось пересекает ось вставки и проходит как через соответствующую наружную угловую часть, так и через соответствующую противоположную внутреннюю угловую часть; причем:
каждый режущий участок, содержащий режущую кромку, образован в пересечении верхней и периферийной поверхностей вставки;
каждая режущая кромка содержит режущую кромку для фронтального снятия фаски, проходящую от наружной угловой части к первой внутренней угловой части, и режущую кромку для обратного снятия фаски, проходящую от наружной угловой части к второй внутренней угловой части;
режущая вставка содержит множество N режущих участков и имеет N индексируемых положений как на верхней, так и на нижней поверхностях, при этом N составляет 3, 5, 7 или 9;
режущая вставка зеркально симметрична относительно срединной плоскости;
режущая вставка зеркально симметрична относительно каждой биссекторной плоскости;
режущая вставка имеет вращательную симметрию 180° вокруг каждой срединной оси; и
режущая вставка лишена режущих кромок, которые проходят между верхней и нижней поверхностями в направлении толщины режущей вставки, параллельном оси вставки.
[0012] Понятно, что вышесказанное является раскрытием сущности изобретения, и что признаки, описанные в настоящей заявке, могут быть применимы в любом сочетании к предмету настоящей заявки, например, любой из следующих признаков может быть применим к вращающейся фрезерной головке и/или режущей вставке:
[0013] Наружные и внутренние угловые части могут быть размещены на расстоянии двух различных радиусов, наружного радиуса и внутреннего радиуса, относительно оси вставки соответственно.
[0014] Режущая вставка может иметь вращательную симметрию вокруг оси вставки.
[0015] Режущая вставка может быть двухсторонней, и каждый режущий участок может содержать дополнительную режущую кромку, образуемую в пересечении нижней и периферийной поверхностей вставки.
[0016] По меньшей мере одна из режущих кромок для фронтального и обратного снятия фаски может быть прямой.
[0017] Гнездо для вставки может быть расположено в переднем конце корпуса головки.
[0018] Режущая кромка может содержать криволинейный нерабочий угловой край, проходящий между режущими кромками для фронтального и обратного снятия фаски.
[0019] Первая длина нерабочего углового края составляет меньше чем 25% второй длины режущей кромки или для фронтального или для обратного снятия фаски.
[0020] Корпус головки содержит периферийную поверхность хвостовика, проходящую по окружности вокруг оси вращения. Режущие кромки для фронтального и обратного снятия фаски одного из режущих участков могут быть расположены радиально снаружи относительно периферийной поверхности хвостовика, образуя действующий режущий участок.
[0021] Режущие кромки для фронтального и обратного снятия фаски остальных режущих участков могут быть расположены радиально внутри относительно периферийной поверхности хвостовика, образуя множество нерабочих режущих участков.
[0022] На виде сбоку вращающейся фрезерной головки двугранный угол образован задним направлением оси вращения и средней линии наружной угловой части действующего режущего участка. Двугранный угол может находиться в диапазоне 70°≤β≤110°.
[0023] Двугранный угол может составлять ровно 90°.
[0024] Режущая вставка содержит ровно N режущих участков. N может быть равно 3 или больше и равно 9 или меньше.
[0025] N может быть равно 5.
[0026] N может быть нечетным числом.
[0027] Вращающаяся фрезерная головка может содержать ровно одну режущую вставку.
[0028] Корпус головки содержит периферийную поверхность хвостовика, проходящую по окружности вокруг оси вращения. Периферийная поверхность хвостовика имеет диаметр хвостовика. На виде сбоку вращающейся фрезерной головки ось вставки отстоит от оси вращения на осевое расстояние, составляющее меньше чем 25% диаметра хвостовика.
[0029] Периферийная поверхность хвостовика имеет диаметр хвостовика. Наружные угловые части образуют воображаемый внешний круг, имеющий диаметр вставки. Диаметр вставки может быть больше чем диаметр хвостовика.
[0030] На виде сверху режущей вставки режущая кромка для фронтального снятия фаски на любом данном режущем участке и смежная режущая кромка для обратного снятия фаски, передняя в направлении вращения относительно режущей кромки для фронтального снятия фаски, могут сходиться друг с другом в радиально внутреннем направлении относительно оси вставки.
[0031] Вращающаяся фрезерная головка для фронтального и обратного снятия фаски, имеющая ось вращения, вокруг которой вращающаяся фрезерная головка вращается в направлении вращения, причем ось вращения проходит от переднего направления к заднему направлению, может содержать корпус головки, содержащий гнездо для вставки, и режущую вставку, съемно удерживаемую в гнезде для вставки.
[0032] Корпус головки может содержать периферийную поверхность хвостовика, проходящую по окружности вокруг оси вращения. Режущие кромки для фронтального и обратного снятия фаски одного из режущих участков могут быть расположены радиально снаружи относительно периферийной поверхности хвостовика, образуя действующий режущий участок. На виде сбоку вращающейся фрезерной головки двугранный угол образован задним направлением оси вращения и средней линией наружной угловой части действующего режущего участка. Двугранный угол может находиться в диапазоне 70°≤(β)≤110°.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0033] Для лучшего понимания настоящего изобретения и показа, как оно может быть реализовано практически, ниже представлены сопроводительные чертежи, на которых:
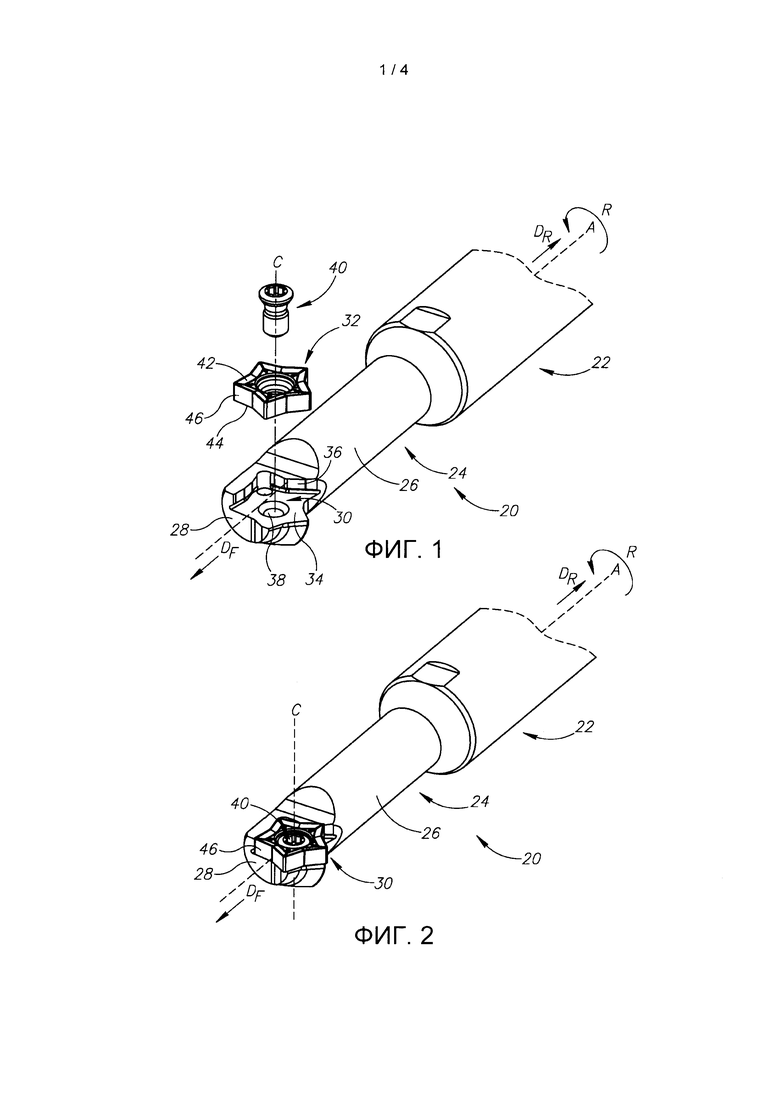
[0034] ФИГ. 1 показывает покомпонентный перспективный вид вращающейся фрезерной головки, имеющей одну режущую вставку;
[0035] ФИГ. 2 показывает перспективный вид вращающейся фрезерной головки, показанной на ФИГ. 1;
[0036] ФИГ. 3 показывает вид сбоку вращающейся фрезерной головки, показанной на ФИГ. 2;
[0037] ФИГ. 4 показывает вид с торца вращающейся фрезерной головки, показанной на ФИГ. 2;
[0038] ФИГ. 5 показывает вид сверху режущей вставки согласно настоящему изобретению;
[0039] ФИГ. 6 показывает перспективный вид режущей вставки, показанной на ФИГ. 5; и
[0040] ФИГ. 7 показывает перспективный вид еще одной вращающейся фрезерной головки согласно настоящему изобретению, имеющей две режущих вставки.
[0041] Понятно, что для простоты и ясности иллюстрации элементы, показанные на чертежах, не обязательно являются масштабированными. Например, размеры некоторых элементов могут быть увеличены относительно других элементов для ясности, или несколько физических компонентов может быть включены в один функциональный узел или элемент. В случае необходимости позиционные номера могут повторяться на чертежах для указания соответствующих или аналогичных элементов.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[0042] В приведенном ниже описании представлены различные аспекты предмета настоящего изобретения. В целях объяснения конкретные конфигурации и элементы сформулированы в достаточно подробно для полного понимания предмета настоящего изобретения. Однако для специалиста также очевидно, что настоящее изобретение может быть осуществлено без конкретных конфигураций и подробностей, представленных в настоящей заявке.
[0043] В первую очередь обращено внимание на ФИГ. 1 и 2, показывающие вращающуюся фрезерную головку 20 для фронтального и обратного снятия фаски, относящуюся к типу головок, используемых для операций фрезерования, в частности, для фронтального и обратного снятия фаски наружных частей и отверстий, согласно различным вариантам реализации предмета настоящей заявки. Следует понимать, что в настоящем описании снятие фаски наружной части означает скашивание углового края заготовки, в которой угловой край является некруглым, и снятие фаски в отверстии также известно как снятие фаски с круговой интерполяцией, означающее скашивание углового края в окне ранее выполненного отверстия. Следует отметить, что вращающаяся фрезерная головка 20 также подходит для других операций резания, таких как помимо прочего шлицевание сторон (т.е. резание канавки в обрабатываемой детали) и коническое зенкование. Вращающаяся фрезерная головка 20 имеет ось вращения А, вокруг которой вращается вращающаяся фрезерная головка 20 в направлении вращения R. Ось вращения А проходит от переднего направления DF к заднему направлению DR. Следует отметить, что использование терминов "передний" и "задний" в настоящем описании и пунктах приложенной формулы относится к относительному положению в левом и правом направлении основной продольной оси соответственно, как показано на ФИГ. 3. В этом неограничивающем примере, показанном в чертежах, вращающаяся фрезерная головка 20 является праворежущей (вращающейся по часовой стрелке) вращающейся фрезерной головкой.
[0044] Как показано также на ФИГ 3 и 4, вращающаяся фрезерная головка 20 содержит корпус 22 головки. Корпус 22 головки обычно выполнен из стали. Корпус 22 головки содержит хвостовик 24, который содержит периферийную поверхность 26 хвостовика, проходящую по окружности вокруг оси вращения А. Периферийная поверхность 26 хвостовика может иметь диаметр S хвостовика, измеряемый в направлении, перпендикулярном оси вращения А. Хвостовик 24 содержит переднюю поверхность 28 хвостовика в переднем конце хвостовика 24, которая ограничена периферийной поверхностью 26 хвостовика. Хвостовик 24 содержит гнездо 30 для вставки, выполненное с возможностью съемного удерживания в нем режущей вставки 32. Т.е. корпус 22 головки содержит гнездо 30 для вставки. В настоящем описании ниже ссылки сделаны на одно гнездо 30 для вставки, но подразумевается, что корпус 22 головки в соответствии с предметом настоящей заявки может содержать больше чем одно гнездо 30 для вставки. В гнезде 30 для вставки выполнена выемка в периферийной поверхности 2 6 хвостовика. Как показано на ФИГ. 1 и 4, гнездо 30 для вставки может содержать опорную поверхность 34 гнезда и периферийную поверхность 36 гнезда, ориентированную по существу перпендикулярно к ней и образующую ее частичную границу. В этом неограничивающем примере, показанном на чертежах, может быть выполнено снабженное резьбой отверстие 38, открытое к опорной поверхности 34 гнезда. Снабженное резьбой отверстие 38 в гнезде для выполнено с возможностью резьбового приема удерживающего винта 40 для съемного удерживания режущей вставки 32 в гнезде 30 для. Согласно некоторым вариантам реализации предмета настоящей заявки гнездо 30 для вставки может быть расположено в переднем конце корпуса 22 головки и открыто к передней поверхности 28 хвостовика.
[0045] Как показано на ФИГ. 5 и 6, вращающаяся фрезерная головка 20 содержит режущую вставку 32. В настоящем описании далее ссылки сделаны на одну режущую вставку 32, но подразумевается, что вращающаяся фрезерная головка 20 в соответствии с предметом настоящей заявки может содержать больше чем одну режущую вставку 32. Режущая вставка 32 может быть выполнена из цементированного карбида. Режущая вставка 32 содержит верхнюю и нижнюю поверхности 42, 44, противоположные друг другу, и периферийную поверхность 46, которая проходит между указанными верхней и нижней поверхностями 42, 44. Режущая вставка 32 имеет ось С вставки, которая проходит через верхнюю и нижнюю поверхности 42, 44 вставки в их центральных частях. Т.е. ось С вставки расположена в центре. Как показано на ФИГ. 4, режущая вставка 32 имеет срединную плоскость Μ вставки, перпендикулярную оси С вставки и проходящую через периферийную поверхность 46 вставки. Срединная плоскость Μ вставки расположена посередине между верхней и нижней поверхностями 42, 44 вставки.
[0046] Режущая вставка 32 является накладной (т.е. нетангенциальной) вставкой и съемно удерживается в гнезде 30 для вставки. Следует отметить, что в этом неограничивающем примере, показанном на чертежах, режущая вставка 32 имеет зажимное сквозное отверстие 48, расположенное в середине вставки (например, как показано на ФИГ. 4 и 5), которое открыто к верхней и нижней поверхностям 42, 44 вставки и выполнено с возможностью приема зажимного элемента (например, удерживающего винта 40), проходящего в него. Зажимное сквозное отверстие 48 может проходить вдоль оси С вставки. Подразумевается, что могут использоваться альтернативные способы крепления режущей вставки 32 к корпусу 22 головки, например, зажимные кулачки, и, таким образом, такие режущие вставки могут быть лишены зажимного сквозного отверстия 48, или могут содержать зажимное сквозное отверстие 48 иной формы. Когда режущая вставка 32 удерживается в гнезде 30, участок нижней поверхности 44 вставки упирается в соответствующую область опорной поверхности 34 гнезда, и участок (участки) периферийной поверхности 46 вставки упирается в соответствующую область (соответствующие области) периферийной поверхности 36 гнезда.
[0047] Как показано на виде сверху режущей вставки 32, получаемом по оси С вставки (т.е. на ФИГ. 5), режущая вставка 32 является звездообразной. Режущая вставка 32 содержит множество N наружных угловых частей 50, где N - положительное целое число. Режущая вставка 32 также содержит соответствующее количество (т.е. N) внутренних угловых частей 52, которые чередуются по окружности с наружными угловыми частями 50. Таким образом, каждая внутренняя угловая часть 52 вставлена между двумя смежными наружными угловыми частями 50. Внутренние угловые части 52 расположены ближе к оси С вставки, чем наружные угловые части 50. Наружные угловые части 50 являются внутренними углами, и внутренние угловые части 52 являются внешними углами. Ясно, что форма звезды режущей вставки 32 имеет N точек. Согласно некоторым вариантам реализации предмета настоящей заявки наружные угловые части 50 могут образовывать воображаемый внешний круг ОС, имеющий наружный радиус RO и наружный диаметр DO. Схожим образом, внутренние угловые части 52 могут образовывать воображаемый внутренний круг IC, имеющий внутренний радиус RI. Таким образом, наружные угловые части 50 и внутренние угловые части 52 могут быть расположены на расстоянии двух различных радиусов, т.е. наружного радиуса RO и внутреннего радиуса RI, от оси С вставки соответственно, причем наружный радиус RO больше, чем внутренний радиус RI. Каждая внутренняя угловая часть 52 может быть расположена в периферийном направлении посередине между двумя смежными наружными угловыми частями 50.
[0048] Режущая вставка 32 может иметь вращательную симметрию вокруг оси С вставки. N может быть равно 3 или больше и равно 9 или меньше. За пределами максимального значения в этом диапазоне преимущество повышенной индексируемости в некоторой степени ослабляется снижением достижимой длины снятия фаски. Предпочтительно N может быть равным 5 для достижения высокой степени индексируемости с одновременной поддержкой удовлетворительной длины снятия фаски. Согласно некоторым вариантам реализации предмета настоящей заявки N может быть нечетным числом. Предпочтительно, если режущая вставка 32 имеет нечетное число режущих участков 50, область режущей вставки 32, диаметрально противоположная действующему режущему участку 68, свободна от нерабочего режущего участка 70. Таким образом, гнездо 30 для вставки не подвергается нежелательному ослаблению, поскольку выполнено с возможностью размещения нерабочего режущего участка 70 вблизи периферийной поверхности 26 хвостовика.
[0049] Как показано на ФИГ. 6, каждая пара смежных внутренних угловых частей 52 и наружная угловая часть 50, расположенная по окружности между ними, образуют режущий участок 54. Смежная внутренняя угловая часть 52, передняя в направлении вращения относительно любой данной наружной угловой части 50, образует первую внутреннюю угловую часть 52а. Смежная внутренняя угловая часть 52, задняя в направлении вращения относительно данной наружной угловой части 50, образует вторую внутреннюю угловую часть 52b. Таким образом, другими словами, каждый режущий участок 54 образован одной из наружных угловых частей 50 вместе с первой и второй внутренними угловыми частями 52а, 52b. Следует отметить, что использование термина "передняя в направлении вращения" и "задняя в направлении вращения" в настоящем описании и пунктах приложенной формулы относится к направлению по часовой стрелке вокруг оси С вставки, как показано на виде сверху режущей вставки 32. Ясно, что количество режущих участков 54 соответствует количеству наружных угловых частей 50 (т.е. N).
[0050] Как показано на виде сверху режущей вставки 32 (т.е. на ФИГ. 5), периферийная поверхность 36 вставки на каждом режущем участке 54 содержит переднюю в направлении вращения периферийную поверхность 56а и заднюю в направлении вращения периферийную поверхность 56b. Передняя и задняя в направлении вращения периферийные поверхности 56а, 56b разделены наружной угловой частью 50.
[0051] Каждый режущий участок 54 содержит режущую кромку 58, образованную в пересечении верхней и периферийной поверхностей 42, 46 вставки. Режущая кромка 58 содержит режущую кромку 58а для фронтального снятия фаски, которая проходит от наружной угловой части 50 к первой внутренней угловой части 52а. Режущая кромка 58 содержит режущую кромку 58b для обратного снятия фаски, которая проходит от наружной угловой части 50 к второй внутренней угловой части 52b. Таким образом, режущие кромки 58а, 58b для фронтального и обратного снятия фаски образованы на противоположных сторонах одной из наружных угловых частей 50. Участок верхней поверхности 42 вставки, смежный с передней и задней режущими кромками и проходящий от них, действует в качестве наклонных поверхностей 62. Участок периферийной поверхности 46 вставки, смежный с передней и задней режущими кромками и проходящий от них, действует в качестве отводных поверхностей 64. Согласно некоторым вариантам реализации предмета настоящей заявки каждая режущая кромка 58 может содержать нерабочий угловой край 66, проходящий между режущими кромками 58а, 58b для фронтального и обратного снятия фаски, которые не предназначены для операций резания. Т.е. режущие кромки 58а, 58b для фронтального и обратного снятия фаски могут быть разделены нерабочим угловым краем 66. Нерабочий угловой край 66 может быть расположен на наружном участке 50. Нерабочий угловой край 66 не предназначен или не требуется для выполнения любого резания. Как показано на ФИГ. 5, нерабочий угловой край 66 имеет первую длину L1. Режущие кромки 58а, 58b для фронтального и обратного снятия фаски могут иметь вторую длину L2. Первая длина L1 может составлять меньше чем 25% второй длины L2. Нерабочий угловой край 66 может быть выполнен криволинейным и также может иметь радиус кривизны. По меньшей мере одна из режущих кромок 58а, 58b для фронтального и обратного снятия фаски может быть прямой. Предпочтительно обе кромки могут быть прямыми. В такой конфигурации режущие участки 54 могут иметь треугольную форму на виде сверху режущей вставки 32. На виде сверху режущей вставки 32 режущая кромка 58а для фронтального снятия фаски на любом данном режущем участке 54 и смежная режущая кромка 58b для обратного снятия фаски, передняя в направлении вращения относительно режущей кромки 58а (т.е. расположенная на другом режущем участке 54), могут сближаться друг с другом в радиально внутреннем направлении относительно оси С вставки. Таким образом, указанные режущие кромки 58а, 58b для фронтального и обратного снятия фаски могут образовывать внешний угол, который меньше чем 180°.
[0052] Согласно некоторым вариантам реализации предмета настоящей заявки режущая вставка 32 может быть двухсторонней. Т.е. каждый режущий участок 54 может содержать дополнительную режущую кромку 58, образованную в пересечении нижней и периферийной поверхностей 44, 46 вставки. Таким образом, режущая вставка 32 может быть перевернута таким образом, чтобы верхняя поверхность 42 вставки стала нижней поверхностью 44 вставки и наоборот, в результате чего удваивается количество режущих кромок на режущей вставке 32. Если режущая вставка 32 является двухсторонней, она может быть зеркально симметричной относительно срединной плоскости Μ вставки.
[0053] Согласно некоторым вариантам реализации, как показано на виде сверху вставки, каждый из режущих участков 54 имеет биссекторную плоскость PS, которая содержит ось С вставки и делит пополам соответствующую наружную угловую часть 50 и соответствующую противоположную внутреннюю угловую часть 52. Таким образом, как показано на виде сверху, вставка может быть зеркально симметричной относительно каждой из биссекторных плоскостей PS. Каждая биссекторная плоскость PS пересекает срединную плоскость Μ по срединной оси AS, которая пересекает ось С вставки, и проходит как через соответствующую наружную угловую часть 50, так и через соответствующую противоположную внутреннюю угловую часть 52. Таким образом, двухсторонняя вставка может иметь вращательную симметрию 180° вокруг каждой срединной оси AS. И в двухстороннем варианте реализации, где N=5, как показано на ФИГ. 5 и 6, вставка, имеющая пять режущих участков 54, может иметь: пятистороннюю индексируемость на каждой из верхней и нижней поверхностей 42, 44; зеркальную симметрию относительно срединной плоскости М; зеркальную симметрию относительно каждой из N=5 биссекторных плоскостей PS; и вращательную симметрию 180° вокруг каждой из N=5 срединных осей. Кроме того, как показано на ФИГ. 6, такая вставка также может быть лишена режущих кромок, которые проходят между верхней и нижней поверхностями 42, 44 в направлении толщины вставки, параллельном оси С вставки.
[0054] Как показано на ФИГ. 3, в соответствии с некоторыми вариантами реализации предмета настоящей заявки любая данная режущая вставка 32 ориентирована таким образом, что режущие кромки 58а, 58b для фронтального и обратного снятия фаски одного из режущих участков 54 могут быть расположены радиально снаружи относительно периферийной поверхности 26 хвостовика, образуя действующий режущий участок 68. На основании такой конфигурации периферийная поверхность 26 хвостовика не сталкивается с заготовкой, когда вращающаяся фрезерная головка 20 выполняет операции резания при снятии фаски. Для указанной данной режущей вставки 32 режущие кромки 58а, 58b для фронтального и обратного снятия фаски остальных режущих участков 54 могут быть расположены радиально внутри относительно периферийной поверхности хвостовика 26, образуя множество нерабочих режущих участков 70. На основании такой конфигурации нерабочие режущие участки 70 не сталкиваются с заготовкой, когда вращающаяся фрезерная головка 20 выполняет операции резания металла. Следует отметить, что действующий режущий участок 68 расположен радиально снаружи дальше всех режущих участков 54.
[0055] Режущая вставка 32 может быть пошагово перемещена вращением режущей вставки 32 вокруг оси С вставки таким образом, что один из недействующих режущих участков 70 становится действующим режущим участком 68. Следует отметить, что в известных фрезерных головках, которые содержат треугольные и квадратные режущие вставки для фронтального и обратного снятия фаски, при таком пошаговом перемещении режущая кромка для обратного снятия фаски не становится режущей кромкой для фронтального снятия фаски или наоборот.
[0056] Как показано на ФИГ. 3 на виде сбоку вращающейся фрезерной головки 20, режущая кромка 58а для фронтального снятия фаски действующего режущего участка 68 имеет наклон к оси вращения в переднем направлении DF, таким образом позволяя режущей кромке 58а для фронтального снятия фаски выполнять фронтальное снятие фаски. Точно так же, режущая кромка 58b для обратного снятия фаски действующего режущего участка 68 имеет наклон к оси вращения в заднем направлении DF, таким образом позволяя режущей кромке 58b для обратного снятия фаски выполнять обратное снятие фаски. При такой конфигурации любой данный режущий участок 54 может быть использован для выполнения операций резания при фронтальном и обратном снятии фаски, и благодаря этому вращающаяся фрезерная головка может выполнять боковое шлицевание.
[0057] Кроме того, режущие кромки 58а, 58b для фронтального и обратного снятия фаски действующего режущего участка 68 образуют главный угол в плане α, имеющий среднюю линию В, которая образует двугранный угол β с задним направлением DR оси вращения А. Т.е. двугранный угол β образован задним направлением DR оси вращения А и наружной угловой частью 50 действующего режущего участка 68. Понятно, что средняя линия В главного угла в плане α совпадает с одной из вышеуказанных биссекторных плоскостей PS. Также следует отметить, что использование термина "вид сбоку вращающейся фрезерной головки" в настоящем описании и пунктах приложенной формулы относится к виду сбоку вращающейся фрезерной головки 20, если смотреть в направлении, параллельном оси С одной из режущих вставок 32, например, как показано на ФИГ. 3. Согласно некоторым вариантам реализации предмета настоящей заявки двугранный угол β может находиться в диапазоне: 70°≤β≤110°. Предпочтительно двугранный угол β может составлять ровно 90°.
[0058] Согласно некоторым вариантам реализации предмета настоящей заявки вращающаяся фрезерная головка 20 может содержать только одну режущую вставку 32. На виде сбоку вращающейся фрезерной головки 20 ось С вставки отстоит от оси вращения А на осевое расстояние D. Осевое расстояние D может составлять меньше чем 25% диаметра S хвостовика (причем ось С вставки находится на той же самой стороне оси вращения, что и действующий режущий участок 68). Это обеспечивает возможность удерживания больших режущих вставок 32 в гнездах 30 для вставок. Например, наружный диаметр DO режущей вставки 32 может быть больше, чем диаметр S хвостовика корпуса 22 головки.
[0059] Альтернативно, согласно еще одним некоторым вариантам реализации предмета настоящей заявки вращающаяся фрезерная головка 20 может содержать только две или три режущих вставки 32.
[0060] Следует отметить, что посредством фрезерной головки 20, которая является вращающимся режущим инструментом (т.е. вращающимся вокруг оси при выполнении операции резания, в то время как заготовка остается неподвижной, в отличие, например, от поворотных режущих инструментов, где заготовка вращается вокруг оси) вращающаяся фрезерная головка 20 может выполнять снятие фаски как у наружной части, так и отверстия.
[0061] Дополнительно следует отметить, что если осевое расстояние D составляет меньше чем 25% диаметра S хвостовика (для вращающихся фрезерных головок 20 с одной режущей вставкой 32), максимальный размер DMAX инструмента вращающейся фрезерной головки 20, измеренный во плоскости, перпендикулярной оси вращения А, является уменьшенным, таким образом обеспечивая возможность для вращающейся фрезерной головки 20 выполнять фронтальное и обратное снятие фаски в отверстиях, имеющих меньший диаметр, по сравнению с другими известными фасочными инструментами для обработки отверстий.
[0062] Несмотря на то, что предмет настоящей заявки описан на конкретном до известной степени примере, следует понимать, что могут быть сделаны различные изменения и модификации без отступления от принципа или объема охраны настоящего изобретения, определенного в пунктах приложенной формулы.



Изобретение относится к обработке материалов резанием и может быть использовано для снятия фасок с наружной и внутренней сторон отверстий. Фрезерная головка содержит корпус головки, содержащий гнездо для вставки, и звездообразную индексируемую режущую вставку, съемно удерживаемую в гнезде. Режущая вставка имеет звездообразные верхнюю и нижнюю поверхности, соединенные периферийной поверхностью, пересекающей каждую из верхней и нижней поверхностей. Режущая вставка содержит множество чередующихся по окружности внутренних и наружных угловых частей. Режущий участок образован каждой наружной угловой частью вместе со смежной первой внутренней угловой частью, расположенной впереди в направлении вращения указанной наружной угловой части, и смежной второй внутренней угловой частью, расположенной позади в направлении вращения указанной наружной угловой части. Каждый режущий участок содержит режущую кромку для фронтального снятия фаски, проходящую от наружной угловой части к первой внутренней угловой части, и режущую кромку для обратного снятия фаски, проходящую от наружной угловой части к второй внутренней угловой части. Обеспечивается эффективное снятие фасок. 19 з.п. ф-лы, 7 ил.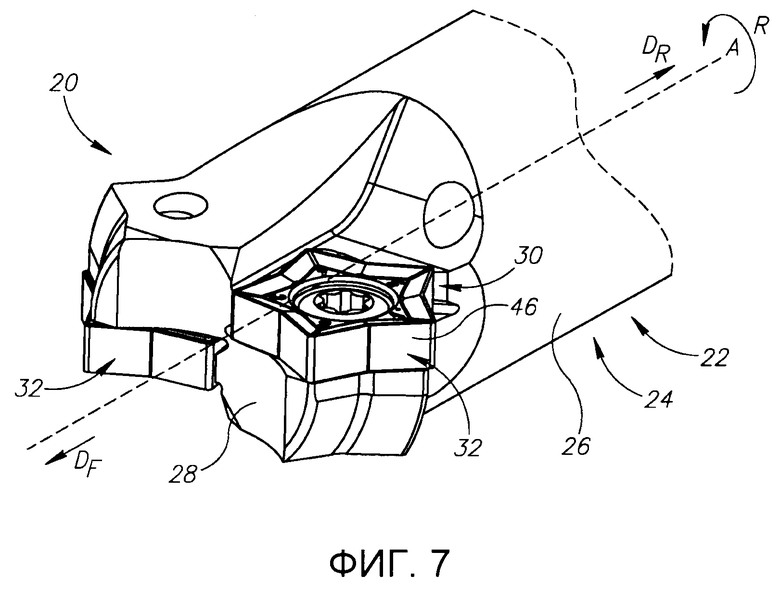
1. Вращающаяся фрезерная головка (20) для снятия фаски, имеющая ось вращения (А), вокруг которой обеспечено вращение вращающейся фрезерной головки (20) в направлении вращения (R) и которая проходит от переднего направления (DF) к заднему направлению (DR), содержащая:
корпус (22) головки, содержащий гнездо (30) для вставки; и
звездообразную режущую вставку (32), съемно удерживаемую в гнезде (30) для вставки, содержащую:
противоположные верхнюю и нижнюю поверхности (42, 44) вставки и периферийную поверхность (46) вставки, проходящую между ними;
расположенную в центре ось (С) вставки, проходящую через верхнюю и нижнюю поверхности (42, 44) вставки;
чередующиеся по окружности наружные и внутренние угловые части (50, 52), причем внутренние угловые части (52) расположены ближе к оси (С) вставки, чем наружные угловые части (50); причем
каждая наружная угловая часть (50) вместе со смежной первой внутренней угловой частью (52а), расположенной впереди в направлении вращения указанной наружной угловой части (50), и смежной второй внутренней угловой частью (52b), расположенной позади в направлении вращения указанной наружной угловой части (50), образуют режущий участок (54);
каждый режущий участок (54) содержит режущую кромку (58), образуемую в пересечении верхней и периферийной поверхностей (42, 46) вставки;
режущая кромка (58) содержит режущую кромку (58а) для фронтального снятия фаски, проходящую от наружной угловой части (50) к первой внутренней угловой части (52а), и режущую кромку (58b) для обратного снятия фаски, проходящую от наружной угловой части (50) к второй внутренней угловой части (52b); и
каждая внутренняя угловая часть (52) расположена в периферийном направлении посередине между двумя смежными наружными угловыми частями (50).
2. Вращающаяся фрезерная головка (20) по п. 1, в которой:
наружные и внутренние угловые части (50, 52) расположены на расстоянии двух различных радиусов, наружного радиуса (RO) и внутреннего радиуса (RI), относительно оси (С) вставки соответственно.
3. Вращающаяся фрезерная головка (20) по п. 2, в которой режущая вставка (32) имеет вращательную симметрию вокруг оси (С) вставки.
4. Вращающаяся фрезерная головка (20) по п. 1, в которой режущая вставка (32) является двухсторонней, и каждый режущий участок (54) содержит дополнительную режущую кромку (58), образованную пересечением нижней и периферийной поверхностей (44, 46) вставки.
5. Вращающаяся фрезерная головка (20) по п. 1, в которой по меньшей мере одна из режущих кромок (58а, 58b) для фронтального и обратного снятия фаски является прямой.
6. Вращающаяся фрезерная головка (20) по п. 1, в которой гнездо (30) для вставки расположено в переднем конце корпуса (22) головки.
7. Вращающаяся фрезерная головка (20) по п. 1, в которой режущая кромка (58) содержит криволинейный нерабочий угловой край (66), проходящий между режущими кромками (58а, 58b) для фронтального и обратного снятия фаски.
8. Вращающаяся фрезерная головка (20) по п. 7, в которой первая длина (L1) нерабочего углового края (66) составляет меньше чем 25% второй длины (L2) режущей кромки (58а, 58b) или для фронтального, или для обратного снятия фаски.
9. Вращающаяся фрезерная головка (20) по п. 1, в которой:
корпус (22) головки содержит периферийную поверхность (26) хвостовика, проходящую по окружности вокруг оси вращения (А);
режущие кромки (58а, 58b) для фронтального и обратного снятия фаски одного из режущих участков (54) расположены радиально снаружи относительно периферийной поверхности (26) хвостовика с образованием действующего режущего участка (68).
10. Вращающаяся фрезерная головка (20) по п. 9, в которой режущие кромки (58а, 58b) для фронтального и обратного снятия фаски остальных режущих участков (54) расположены радиально внутри относительно периферийной поверхности (26) хвостовика с образованием множества недействующих режущих участков (70).
11. Вращающаяся фрезерная головка (20) по п. 9, в которой:
на виде сбоку вращающейся фрезерной головки (20) двугранный угол (β) образован задним направлением (DR) оси (А) вращения и средней линией (В) наружной угловой части (50) действующего режущего участка (68); и
двугранный угол (β) находится в диапазоне: 70°≤β≤110°.
12. Вращающаяся фрезерная головка (20) по п. 11, в которой двугранный угол (β) составляет ровно 90°.
13. Вращающаяся фрезерная головка (20) по п. 1, в которой:
режущая вставка (32) содержит ровно N режущих участков (50); и
N равно 3 или больше и равно 9 или меньше.
14. Вращающаяся фрезерная головка (20) по п. 13, в которой N равно 5.
15. Вращающаяся фрезерная головка (20) по п. 13, в которой N является нечетным числом.
16. Вращающаяся фрезерная головка (20) по п. 15, которая содержит одну режущую вставку (32).
17. Вращающаяся фрезерная головка (20) по п. 16, в которой:
корпус (22) головки содержит периферийную поверхность (26) хвостовика, проходящую по окружности вокруг оси вращения (А);
периферийная поверхность (26) хвостовика имеет диаметр (S) хвостовика, при этом
на виде сбоку вращающейся фрезерной головки (20) ось (С) вставки отстоит от оси (А) вращения на осевое расстояние (D); и
осевое расстояние (D) составляет меньше чем 25% диаметра (S) хвостовика.
18. Вращающаяся фрезерная головка (20) по п. 1, которая содержит одну режущую вставку (32).
19. Вращающаяся фрезерная головка (20) по п. 18, в которой:
корпус (22) головки содержит периферийную поверхность (26) хвостовика, проходящую по окружности вокруг оси вращения (А);
периферийная поверхность (26) хвостовика имеет диаметр (S) хвостовика, при этом
на виде сбоку вращающейся фрезерной головки (20) ось (С) вставки отстоит от оси (А) вращения на осевое расстояние (D); и
осевое расстояние (D) составляет меньше чем 25% диаметра (S) хвостовика.
20. Вращающаяся фрезерная головка (20) по п. 19, в которой:
периферийная поверхность (26) хвостовика имеет диаметр (S) хвостовика;
наружные угловые части (50) образуют воображаемый внешний круг (ОС), имеющий диаметр (ID) вставки; и
диаметр (ID) вставки больше, чем диаметр (S) хвостовика.
| US 2013243537 A1, 19.09.2013 | |||
| ОТВЕРЖДАЕМАЯ КРЕМНИЙОРГАНИЧЕСКАЯ АНТИАДГЕЗИОННАЯ КОМПОЗИЦИЯ | 1992 |
|
RU2081142C1 |
| Многогранная режущая пластина | 1988 |
|
SU1618510A1 |
| БЫСТРОРЕЖУЩАЯ ФРЕЗЕРНАЯ ГОЛОВКА И ЕЕ ВСТАВНАЯ РЕЖУЩАЯ ПЛАСТИНА | 2004 |
|
RU2384393C2 |
| ФРЕЗЕРНЫЙ ИНСТРУМЕНТ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ЗАГОТОВОК СО СНЯТИЕМ СТРУЖКИ | 2009 |
|
RU2489233C2 |

