Изобретение относится к области неразрушающего контроля.
Известен способ неразрушающего контроля на основе явления акустической эмиссии, посредством которой в объектах распространяются акустические волны, и с помощью датчика акустической эмиссии, с поверхности контролируемого объекта снимают сигналы от развивающихся трещин (см. Жекамухов М.К., Шокаров X.Б. О механизме возникновения акустической эмиссии при кристаллизации и плавлении вещества. Часть 1 (http://asp.tstu.ru/rus/52_ifg/731064.html).
Недостатком этого способа является то, что датчик, посредством которого снимают сигналы акустической эмиссии должен всегда находиться в контакте с объектом.
Известный способ акустической эмиссии не может распространяться на горячие объекты, так как датчик не может находиться функционально в контакте с горячим объектом и получаемая через него информация частичная и не дает полного представления о качестве контролируемого объекта в целом (по всему объему).
Предложенный способ обнаружения дефектов отличается тем, что визуализируют все продольные и поперечные колебания поверхности, нагретого до определенной температуры объекта, с помощью лазерного луча, диагностируют зарождение и развитие дефектов во всем объеме контролируемого объекта, посредством цифровой обработки полученных сигналов, после чего сравнивают состояние объекта с эталоном.
Предлагаемый способ позволяет обнаружить сигналы от всех дефектов, находящихся в объекте. С помощью лазерного луча считывают с верхней поверхности механические колебания, являющиеся результатом акустической эмиссии, создавая акустико-шумовой портрет объекта. С помощью классификатора распознают тип дефектов, которые являются недопустимыми и проводят сравнительный анализ объекта.
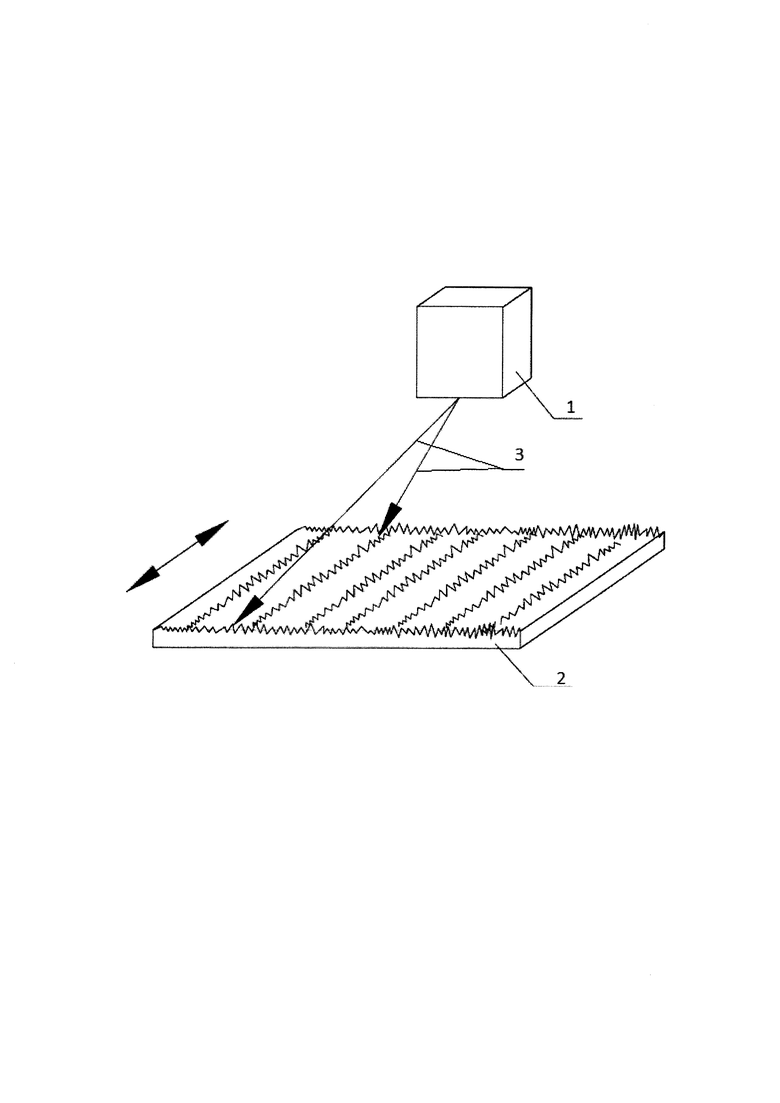
Для пояснения предлагаемого способа обнаружения дефектов в объектах приведен чертеж на примере неразрушающего контроля сляба при температуре Кюри.
Как видно из чертежа, для решения задачи используют лазерный виброметр 1. Располагают виброметр над верхней поверхностью сляба 2, или другого горячего объекта, направляют лазерный луч 3 на поверхность объекта и, в режиме сканирования, например, в 1000 точках, и снимают последовательно амплитудно-частотные характеристики колебания поверхности.
Полученные данные, с помощью цифровой обработки, сравнивают с эталоном (характеристики которого, по экспериментальным данным, заведомо не дают дефектов в листах) и классифицируют как годные или не годные для горячего всада.
Таким образом, с помощью лазерного виброметра, используя напряженно-деформированное состояние объекта, получают информационную технологию реконструкции акустического образа (вибропортрет) для системы интеллектуального мониторинга, достоверной интегральной оценки и объективного прогнозирования возникновения дефектов в контролируемом объекте.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ ДЕФЕКТНОСТИ СЛЯБА ДЛЯ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОЙ ПОЛОСЫ | 2012 |
|
RU2525584C1 |
| УСТРОЙСТВО ДЛЯ ДИАГНОСТИКИ ПРЕДЕЛЬНОГО СОСТОЯНИЯ И РАННЕГО ПРЕДУПРЕЖДЕНИЯ ОБ ОПАСНОСТИ РАЗРУШЕНИЯ МАТЕРИАЛОВ И ИЗДЕЛИЙ | 2009 |
|
RU2403564C2 |
| СПОСОБ КОНТРОЛЯ СЛЯБА ДЛЯ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОЙ ПОЛОСЫ | 2009 |
|
RU2404872C1 |
| Способ акустико-эмиссионного контроля конструкций | 2017 |
|
RU2676219C1 |
| Способ акустико-эмиссионного контроля конструкций | 2019 |
|
RU2727316C1 |
| Способ выявления скрытых дефектов в композиционных материалах методом стоячих волн | 2023 |
|
RU2816673C1 |
| СПОСОБ АКУСТИЧЕСКОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ПРОТЯЖЕННЫХ КОНСТРУКЦИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2023 |
|
RU2825120C1 |
| Способ обнаружения усталостных поверхностных трещин в электропроводящем изделии | 2016 |
|
RU2638395C1 |
| Способ дифференциальной оценки стадий поврежденности изделия, выполненного из композитного материала | 2023 |
|
RU2816129C1 |
| СПОСОБ МОНИТОРИНГА СТЕПЕНИ ДЕГРАДАЦИИ СТРУКТУРЫ МАТЕРИАЛА И ОПРЕДЕЛЕНИЯ ОСТАТОЧНОЙ ПРОЧНОСТИ ИЗДЕЛИЯ | 2017 |
|
RU2649081C1 |
Область применения: - неразрушающий контроль состояния сляба. Технический результат – повышение точности контроля. Способ включает измерение сигналов акустической эмиссии от внутренних и поверхностных дефектов сляба. Диагностируют зарождение и развитие дефектов во всем объеме сляба посредством цифровой обработки полученных сигналов. Осуществляют сравнение состояния сляба с эталонным и классифицируют слябы на «годные» и «негодные». При этом диагностирование зарождения и развитие дефектов во всем объеме сляба осуществляют путем последовательного определения амплитудно-частотных характеристик колебаний поверхности сляба посредством лазерного виброметра, располагаемого над верхней поверхностью сляба, нагретого до температуры Кюри». 1 ил.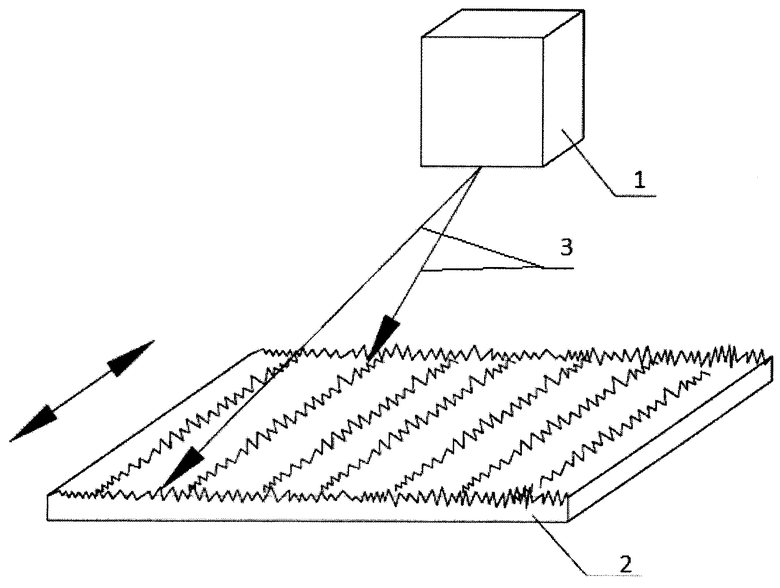
Способ неразрушающего контроля дефектов сляба, включающий измерение сигналов акустической эмиссии от внутренних и поверхностных дефектов сляба, диагностирование зарождения и развития дефектов во всем объеме сляба посредством цифровой обработки полученных сигналов, сравнение состояния сляба с эталонным и классификация слябов на «годные» и «негодные», отличающийся тем, что диагностирование зарождения и развитие дефектов во всем объеме сляба осуществляют путем последовательного определения амплитудно-частотных характеристик колебаний поверхности сляба посредством лазерного виброметра, располагаемого над верхней поверхностью сляба, нагретого до температуры Кюри.
| СПОСОБ КОНТРОЛЯ СЛЯБА ДЛЯ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОЙ ПОЛОСЫ | 2009 |
|
RU2404872C1 |
| US 5736642 A, 07.04.1998 | |||
| US 4817431 A, 04.04.1989 | |||
| СПОСОБ ОПРЕДЕЛЕНИЯ ХАРАКТЕРИСТИК НАПРЯЖЕННО-ДЕФОРМИРОВАННОГО СОСТОЯНИЯ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ | 1999 |
|
RU2146818C1 |
| СПОСОБ ИЗМЕРЕНИЯ ПАРАМЕТРОВ ЗАТУХАНИЯ УПРУГИХ ВОЛН | 1996 |
|
RU2112235C1 |

