Изобретение относится к гофрированной трубе в сборе для линий приема, жгутов кабелей и т.п., содержащей соответственно внутреннюю и наружную гибкие гофрированные трубы, изготовленные из пластика, с кольцевыми гофрами и в каждом случае с одним продольным пазом, причем в наружную гофрированную трубу может быть вставлена внутренняя гофрированная труба с взаимным радиальным зацеплением гофров двух гофрированных труб, продольную полосу, выполненную на внутренней гофрированной трубе, выступающую радиально в продольный паз наружной гофрированной трубы во вставленном состоянии и покрывающую указанный продольный паз, причем продольная полоса имеет гофры, идентичные по форме и шагу гофрам на наружной гофрированной трубе, а их наружный диаметр соответствует наружному диаметру гофров на наружной гофрированной трубе.
Гофрированная труба в сборе этого типа известна из документа EP 0 268 869 A. Указанная известная труба в сборе предпочтительно служит для приема жгутов кабелей в автомобилях и используется в большой степени именно в этой области применения. В данном случае особенно удовлетворительная гибкость гофрированной трубы в сборе этого типа обусловлена наличием гофров на наружной и внутренней трубах.
Однако на данный момент показано, что в случае специализированных грузовых автомобилей, например в случае транспортных средств для строительства и т.п., которые используются в высоко запыленной и грязной среде, при работе транспортного средства частицы пыли и грязи могут проникать с наружной стороны гофрированной трубы в сборе в его внутреннее пространство, точнее, через открытые поперечные сечения гофров, причем открытые радиальные поперечные сечения выполнены при вырезании продольного паза на двух боковых краях продольного паза наружной гофрированной трубы; при этом частицы пыли и грязи в радиальном промежуточном пространстве между гофрами внутренней и наружной гофрированных труб, находящимися в зацеплении между собой, могут проходить в кольцевом направлении до точки, в которой выполнен продольный паз во внутренней гофрированной трубе, и через этот продольный паз они могут попадать во внутреннее пространство внутренней гофрированной трубы, где размещены линии или жгут кабелей и т. п., что крайне нежелательно. Кроме того, указанный недостаток особенно часто возникает в случае искривленного состояния известной гофрированной трубы в сборе.
В свете вышеизложенного целью изобретения является усовершенствование известной гофрированной трубы в сборе упомянутого выше типа таким образом, чтобы указанные гофрированные трубы в сборе можно было использовать даже в очень пыльной или грязной среде. Кроме того, целью изобретения является обеспечение способа изготовления гофрированной трубы в сборе этого типа согласно настоящему изобретению.
В соответствии с изобретением эта цель достигается в случае гофрированной трубы в сборе вышеупомянутого типа благодаря тому, что радиальные концевые поперечные сечения всех гофров закрыты на обоих боковых краях как продольного паза наружной гофрированной трубы, так и продольной полосы на внутренней гофрированной трубе и на продольных сторонах остального поперечного сечения внутренней гофрированной трубы, проходящих с обеих сторон указанной продольной полосы, причем продольная полоса внутренней гофрированной трубы соединена с остальным поперечным сечением внутренней гофрированной трубы с обеих продольных сторон в каждом случае посредством углубления, имеющего V-образную форму в радиальном поперечном сечении и проходящего в радиальном направлении на расстояние внутреннего диаметр гофров внутренней гофрированной трубы, и что в собранном состоянии двух гофрированных труб каждый боковой край продольного паза наружной гофрированной трубы выступает в V-образное углубление на наружной продольной стороне продольной полосы внутренней гофрированной трубы.
В случае гофрированной трубы в сборе согласно настоящему изобретению обеспечивается, что открытые концевые поперечные сечения вовсе отсутствуют в недоступных продольных пазах, находящихся на окружности наружной гофрированной трубы между боковыми краями ее продольного паза и боковыми краями продольной полосы внутренней гофрированной трубы, которая выступает в указанный продольный паз, на тех концах всех гофров, которые находятся здесь в каждом случае, причем открытые концевые поперечные сечения по-прежнему допускали бы проникновение пыли или грязи во внутреннее пространство отдельных гофров; напротив, все концевые поперечные сечения закрыты.
Следовательно, благодаря предлагаемым мерам проникновение пыли или грязи вовнутрь гофрированной трубы в сборе в значительной степени предотвращается как на пути через гофры продольной полосы внутренней гофрированной трубы, так и через гофры наружной гофрированной трубы и гофры остальной части внутренней гофрированной трубы, находящейся в зацеплении с первой.
Поскольку в случае гофрированной трубы в сборе согласно настоящему изобретению продольная полоса внутренней гофрированной трубы, смещенная радиально наружу и в собранном состоянии выступающая в продольный паз наружной гофрированной трубы, соединяется на своих двух продольных сторонах с остальной частью внутренней гофрированной трубы в каждом случае посредством V-образной канавки, в каждую из которых выступает один из боковых краев продольного паза наружной гофрированной трубы, по всей длине трубы в сборе в зоне между продольной полосой и боковыми краями остального поперечного сечения внутренней гофрированной трубы создается радиально закрытая переходная зона, соединяющая закрытые концевые поперечные сечения гофров в каждом случае с одной продольной стороны остальной части внутренней гофрированной трубы и закрытые концевые поперечные сечения гофров здесь между собой, причем концевые поперечные сечения присутствуют на соответствующем боковом крае продольной полосы в непрерывном V-образном углублении или канавке. Продольный край продольного паза наружной гофрированной трубы, выступающий в каждом случае в V-образное углубление этого типа, может надежно приниматься здесь с его направленной радиально вовнутрь торцевой стороной, на которой находятся также все закрывающие покрытия концевых поперечных сечений гофров.
Гофрированная труба в сборе согласно настоящему изобретению особенно подходит для использования в транспортных средствах, эксплуатирующихся в условиях пыльной или грязной среды, и обеспечивает, что частицы пыли или грязи вряд ли теперь смогут проникнуть вовнутрь гофрированной трубы в сборе по длине указанной трубы в сборе.
Закрытие концевых поперечных сечений отдельных гофров вдоль продольных сторон продольного паза на наружной гофрированной трубе и продольной полосы на внутренней гофрированной трубе и на продольных сторонах, присутствующих с обеих сторон продольной полосы на остальном поперечном сечении внутренней гофрированной трубы, можно осуществлять в любом подходящем виде. Особенно предпочтительно, что указанные концевые поперечные сечения гофров закрыты, тем не менее, посредством покрытий, выполненных как одно целое с ними и уже выполненных при формовании соответствующей гофрированной трубы в гофрировочной машине.
В случае гофрированной трубы в сборе согласно настоящему изобретению гофры на двух гофрированных трубах преимущественно выполнены проходящими либо кольцевым образом, либо спиральным.
Кроме того, предпочтительно формование внутренней гофрированной трубы происходит таким образом, что в поперечном сечении боковая стенка каждого V-образного углубления, обращенная от продольной полосы, ориентирована радиально, что позволяет выполнять образование двух V-образных углублений при изготовлении внутренней гофрированной трубы в гофрировочной машине посредством просто одной из двух щек соответствующей формы, которую впоследствии можно вытянуть радиально.
Вместо этого, но также в поперечном сечении, боковая стенка каждого V-образного углубления, которая соединяется с продольной полосой, подобным образом может быть преимущественно ориентирована радиально, при этом возможно, что в каждом случае только одно V-образное углубление выполнено в этом случае при формовании в гофрировочной машине посредством каждой из двух половинок щек соответствующей формы.
Кроме того, преимущественно, если в случае гофрированной трубы в сборе согласно настоящему изобретения толщина стенки внутренней и наружной гофрированных труб является одинаковой или по существу одинаковой.
Кроме того, преимущественно, если в ненагруженном состоянии двух гофрированных труб продольный паз наружной гофрированной трубы имеет бόльшую ширину, чем продольный паз внутренней гофрированной трубы, что предотвращает возможность случайного прохождения наружной трубы в продольный паз внутренней трубы даже в случае очень короткой сборки двух гофрированных труб. В данном случае внутренняя гофрированная труба особенно предпочтительно прорезана лишь в прямой радиально ориентированной плоскости резания, в результате чего после продольной резки два боковых края выреза либо находятся непосредственно рядом друг с другом, либо отстоят друг от друга на очень небольшое расстояние, например 1 мм.
В одном особенно преимущественном варианте осуществления изобретения закрытые концевые поперечные сечения гофров наружной гофрированной трубы находятся в каждом случае на боковых краях ее продольного паза, и подобным образом предпочтительно закрытые концевые поперечные сечения гофров внутренней гофрированной трубы на каждой продольной стороне ее продольной полосы и закрытые концевые поперечные сечения гофров на каждой продольной полосе остального поперечного сечения внутренней гофрированной трубы предусмотрены в каждом случае в плоскости одной из двух боковых стенок соответствующего V-образного углубления.
Особенно предпочтительный способ изготовления трубы в сборе согласно настоящему изобретению, описанной выше, включает следующие этапы:
a) первую пластиковую трубу экструдируют из экструдера и наружную гофрированную трубу для гофрированной трубы в сборе формуют в расположенной дальше в технологической цепочке гофрировочной машине с выполнением кольцевых гофров на ее окружности, причем, тем не менее, в пределах кольцевого сегмента предопределенной ширины гофры не выполняют, и все радиальные концевые сечения гофров закрывают на продольных сторонах с обеих сторон кольцевого сегмента;
б) вторую пластиковую трубу экструдируют из экструдера и в расположенной дальше в технологической цепочке гофрировочной машине формуют внутреннюю гофрированную трубу для гофрированной трубы в сборе с формованием на окружности кольцевых гофров с шагом, идентичным шагу гофров на наружной гофрированной трубе, причем продольную полосу крепят так, что она смещена радиально наружу в пределах кольцевого сегмента с шириной, соответствующей ширине кольцевого сегмента на наружной гофрированной трубе, причем продольную полосу соединяют на каждом из ее двух боковых краев с остальной частью указанной внутренней гофрированной трубы посредством V-образного углубления, проходящего радиально на расстояние внутреннего диаметра гофров указанной внутренней гофрированной трубы, причем радиальные концевые поперечные сечения гофров закрывают на двух продольных сторонах продольной полосы, и концевые поперечные сечения гофров с обеих сторон продольной полосы закрывают на продольных сторонах остального поперечного сечения указанной внутренней гофрированной трубы;
c) на наружной гофрированной трубе вырезают кольцевой сегмент, на котором гофры не выполняют, и в результате получают продольный паз;
d) подобным образом внутреннюю гофрированную трубу разрезают в продольном направлении;
e) наконец, в наружную гофрированную трубу вставляют внутреннюю гофрированную трубу с упругим расширением ее продольного паза таким образом, что продольная полоса внутренней гофрированной трубы выступает радиально в продольный паз наружной гофрированной трубы, и каждый боковой край указанного продольного паза входит в зацепление с V-образным углублением на наружной продольной стороне внутренней гофрированной трубы.
Способ согласно настоящему изобретению обеспечивает относительно простое и несложное производство гофрированной трубы в сборе согласно изобретению, которую можно быстро собрать.
Экструзию двух пластиковых труб, которые образуют для получения наружной гофрированной трубы и для получения внутренней гофрированной трубы, можно также легко выполнять в экструдере с двумя отдельными насадками, причем в соответствующей форме находящейся далее по технологической цепочке гофрировочной машины предусмотрены две соответствующие конфигурации. Однако для экструзии двух пластиковых труб преимущественно используют два экструдера в каждом случае с одинаковой находящейся далее по технологической цепочке гофрировочной машиной, благодаря чему экструзию двух пластиковых труб осуществляют параллельно из каждого экструдера.
Как уже отмечалось, в случае способа согласно изобретению разрезание внутренней гофрированной трубы в ее продольном направлении происходит лишь в прямолинейной плоскости резания, в результате чего получается продольный паз с очень малой шириной, в котором даже продольные края указанного продольного паза находятся непосредственно рядом друг с другом или могут даже касаться друг друга.
Гофры на наружной гофрированной трубе и на внутренней гофрированной трубе, которые получают способом согласно изобретению, могут отличаться в части форм их гофров, но не должны слишком отличаться друг от друга в части их форм, чтобы внутренняя труба с ее гофрами гофры не выходила из зацепления с гофрами наружной трубы при изгибании гофрированной трубы в сборе. В каждом случае гофры на наружной и внутренней гофрированных трубах выполнены с одинаковым шагом.
При разрезании внутренней гофрированной трубы в ее продольном направлении положение паза предпочтительно предусматривают диаметрально противоположным продольной полосе.
Далее изобретение будет по существу объяснено более подробно на примере со ссылкой на графические материалы, на которых:
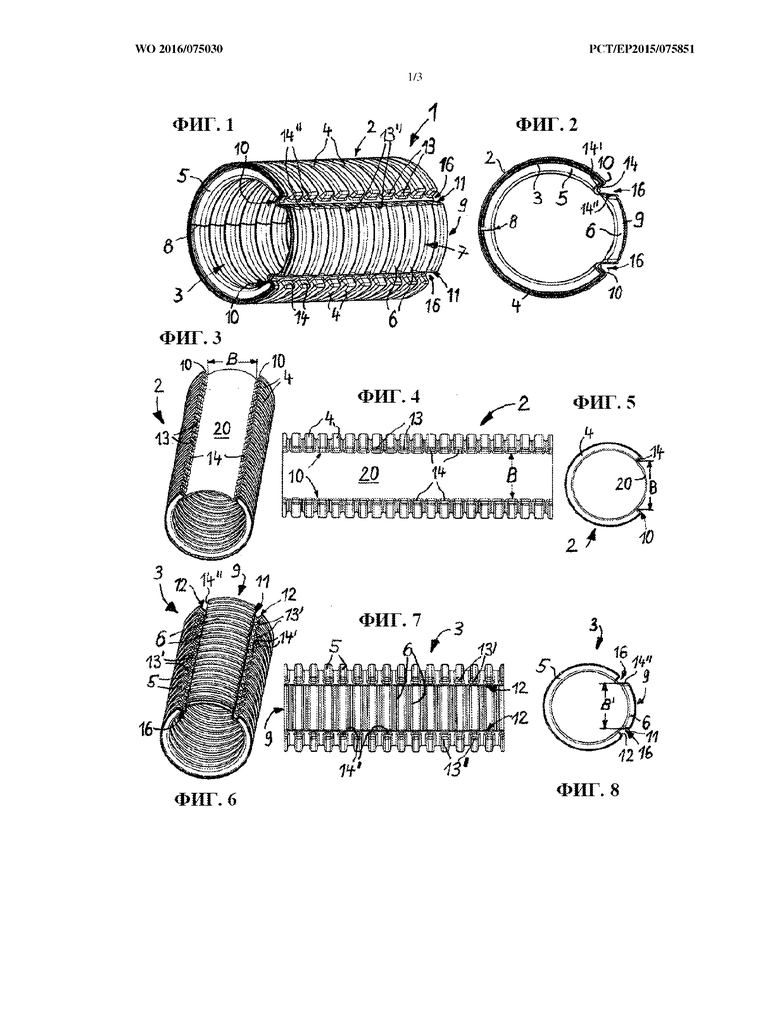
на фиг. 1 представлен вид в перспективном изображении гофрированной трубы в сборе согласно настоящему изобретению,
на фиг. 2представлен вид спереди гофрированной трубы в сборе, показанной на фиг. 1,
на фиг. 3 представлен вид в перспективном изображении наружной гофрированной трубы данной гофрированной трубы в сборе, показанной на фиг. 1, но до того, как вырезан продольный паз,
на фиг. 4 представлен вид (сверху) наружной гофрированной трубы, показанной на фиг. 3,
на фиг. 5 представлен вид спереди гофрированной трубы, показанной на фиг. 4,
на фиг. 6 представлен вид в перспективном изображении внутренней гофрированной трубы данной гофрированной трубы в сборе, показанной на фиг. 1,
на фиг. 7 представлен вид сверху внутренней гофрированной трубы, показанной на фиг. 6,
на фиг. 8 представлен вид спереди внутренней гофрированной трубы, показанной на фиг. 7,
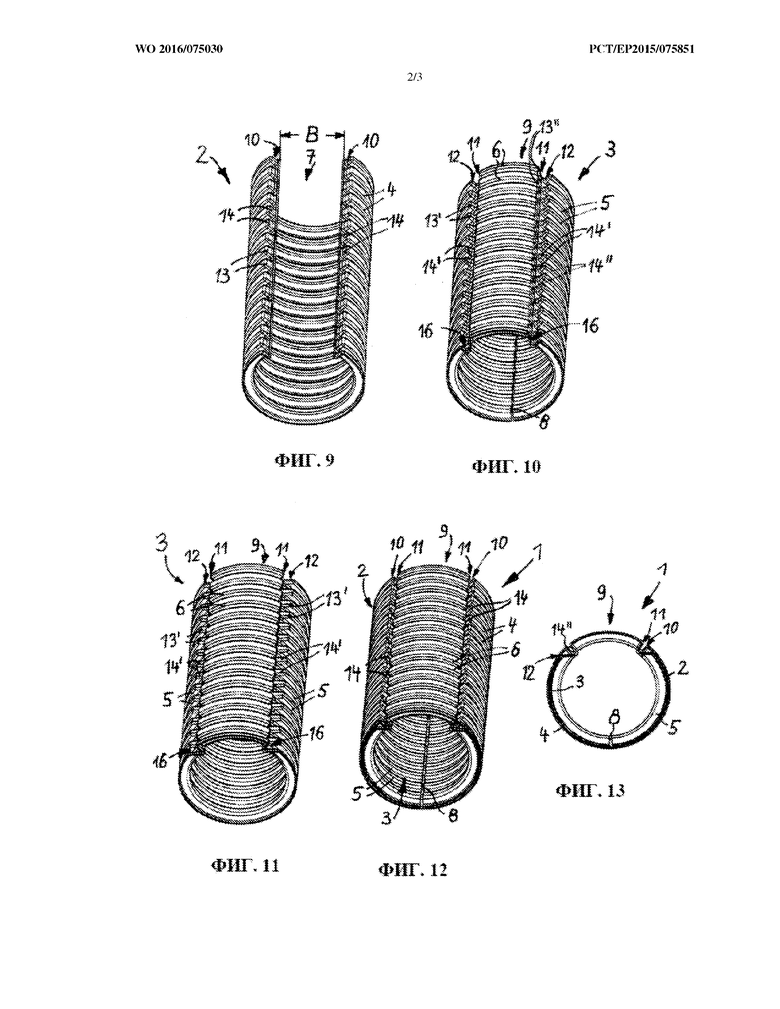
на фиг. 9 представлен вид в перспективном изображении наружной гофрированной трубы, показанной на фиг. 3, но после того, как вырезан продольный паз,
на фиг. 10 представлена внутренняя гофрированная труба, показанная на фиг. 6, но после того, как на ней вырезан продольный паз,
на фиг. 11 представлен вид в перспективном изображении варианта осуществления внутренней гофрированной трубы, который отличается от варианта осуществления, показанного на фиг. 6,
на фиг. 12 представлен вид в перспективном изображении гофрированной трубы в сборе согласно настоящему изобретению, показанной на фиг. 1, но с внутренней гофрированной трубой, показанной на фиг. 11,
на фиг. 13 представлен вид спереди гофрированной трубы в сборе, показанной на фиг. 12, и
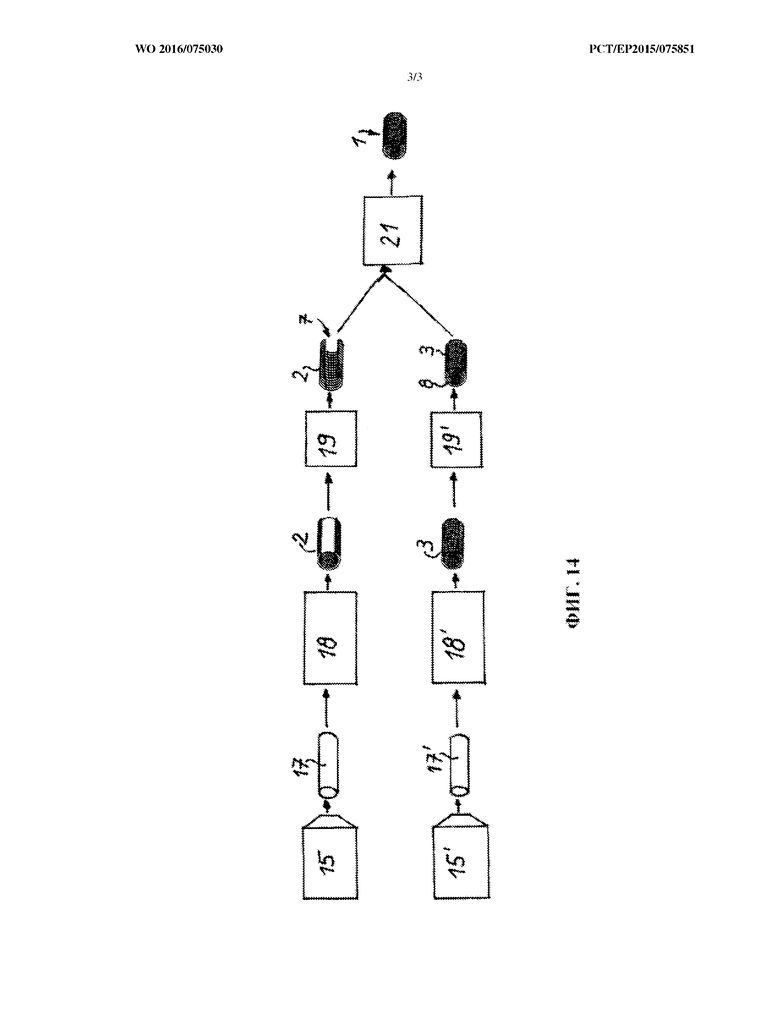
на фиг. 14 представлена схематическая иллюстрация этапов изготовления гофрированной трубы в сборе согласно настоящему изобретению.
В последующем описании графических материалов идентичные части на разных фигурах обозначены идентичными позициями.
На фиг. 1 представлен вид в перспективном изображении гофрированной трубы 1 в сборе согласно настоящему изобретению, вид спереди которой показан на фиг. 2.
Гофрированная труба 1 в сборе состоит из наружной гофрированной трубы 2, в которую вставлена внутренняя гофрированная труба 3, причем гофры 4 наружной гофрированной трубы 2 находятся в зацеплении с гофрами 5 внутренней гофрированной трубы 3, т. е. гофры 5 внутренней гофрированной трубы 3, имеющие идентичный шаг с гофрами 4 наружной гофрированной трубы 2, выступают радиально в указанные гофры 4.
Наружная гофрированная труба 2 показана в перспективном изображении на фиг. 3, на виде сверху на фиг. 4 и на виде спереди на фиг. 5, причем на фиг. 3–5 наружная гофрированная труба 2 показана в состоянии, в котором она еще не имеет продольного паза. Наружная гофрированная труба 2 в своем готовом состоянии, т. е. после выполнения продольного паза 7, представлена на перспективном изображении на фиг. 9.
Как можно видеть на фиг. 3–5, наружная гофрированная труба 2 имеет на своей наружной окружности гофры 4, которые, тем не менее, проходят не по всей ее наружной окружности. Как показано на фиг. 3–5, на кольцевом сегменте шириной B на наружной гофрированной трубе 2 гофры 4 отсутствуют, а вместо них только на уровне оснований гофров 4 здесь присутствует зона 20 гладкого материала, проходящая вокруг как часть цилиндра, причем зона 20 материала для образования продольного паза 7 на наружной гофрированной трубе 2 (см. фиг. 9) вырезана вдоль продольных краев 10 продольного паза 7, которые имеются с обеих сторон зоны 20 материала, в результате чего образуется форма наружной гофрированной трубы 2, как показано на фиг. 9.
Все гофры 4 на наружной гофрированной трубе 2 проходят с каждой стороны продольного паза 7 до их продольных краев 10, причем каждый гофр 4 имеет концевое поперечное сечение 13 на каждом продольном крае 10.
Внутренняя гофрированная труба 3, расположенная во внутренней части наружной гофрированной трубы 2, показана на виде в перспективном изображении на фиг. 6, на виде сверху изображения на фиг. 6, на фиг. 7 и на виде спереди относительно фиг. 7 на фиг. 8, причем на фиг. 6–8 внутренняя гофрированная труба 3 еще не имеет продольного паза.
Фиг. 10 представляет собой вид в перспективном изображении конструктивного исполнения внутренней гофрированной трубы 3, содержащей продольный паз 8, выполненный в ней.
Как показано на фиг. 6–8 и 10, внутренняя гофрированная труба 3 имеет на своей наружной окружности кольцевые гофры 5 с шагом, идентичным шагу гофров 4 на наружной гофрированной трубе 2, причем гофры 5, подобно гофрам 4 на наружной гофрированной трубе 2, полностью не проходят вокруг: на наружной окружности внутренней гофрированной трубы 3 в пределах кольцевого сегмента шириной B, соответствующей ширине продольного паза 7 наружной гофрированной трубы 2, гофры 5 отсутствуют. Вместо них, как можно четко видеть на графических материалах, в частности на фиг. 8, предусмотрена выступающая радиально наружу продольная полоса 9, которая подобным образом имеет на своей радиальной наружной стороне гофры 6, соответствующие в части их формы и шага гофрам 4 на наружной окружности наружной трубы 2 и имеющие такой же наружный диаметр, как последние.
Гофры 5 на наружной окружности внутренней гофрированной трубы 3, все из которых заканчиваются в каждом случае на одном продольном крае 12, также образуют там в каждом случае концевое поперечное сечение 13’, а гофры 6 на продольной полосе 9 находятся на концах на двух продольных краях 12, которые отграничивают их и образуют там в каждом случае концевое поперечное сечение 13’’.
Важно отметить, что все концевые поперечные сечения 13, 13’ и 13’’, в которых указанные гофры заканчиваются на продольных краях 10 продольного паза 7, или продольных краях 12 на внутренней гофрированной трубе 3, или продольных краях 11 с обеих сторон продольной полосы 9, предусмотрены не как открытые поперечные сечения, а как закрытые поперечные сечения. Этого можно достичь, например, благодаря тому, что каждое из указанных концевых поперечных сечений 13, 13’ и 13’’ закрыто в каждом случае покрытием 14, 14’ и 14’’ соответственно, полностью закрывающим его (в смысле торцевой стенки, прикрепленной в этом месте), причем указанное покрытие, как правило, уже прикреплено как одно целое на соответствующем гофре 4 при изготовлении соответствующей гофрированной трубы в гофрировочной машине.
Как показано на фиг. 6, 8 и 10, продольная полоса 9 соединена с обеих сторон на своих боковых краях 11 в каждом случае посредством углубления 16 с соответствующим продольным краем 12 гофров 5, причем, как четко показано на фиг. 8, указанное V-образное углубление 16 проходит от наружной окружности гофров 6 на продольной полосе 9 в радиальном направлении на расстояние внутреннего диаметра гофров 5 внутренней гофрированной трубы 3.
Как показано на фиг. 3 и 5, концевые поперечные сечения 13 на продольных краях 10 наружной гофрированной трубы 2 выступают в радиальном направлении до внутренней окружности гофров 4, причем возможно также небольшое угловое отклонение от радиальной ориентации (например, порядка величины 1-3°) (однако в последующем тексте для краткости изложения эта ориентация всегда именуется просто как «радиальная»).
Если на наружной гофрированной трубе 2 вырезан продольный паз 7 с получением в результате конструктивного исполнения, показанного на фиг. 9, это означает, что концы гофров 4 выполнены на продольных краях 10 в виде радиально проходящих покрытий 14 и выступают в этом месте радиально вовнутрь.
В собранном состоянии гофрированной трубы 1 в сборе, как показано на фиг. 1 и 2, указанные проходящие перпендикулярно вовнутрь покрытия 14 концевых поперечных сечений 13 выступают в V-образные углубления 16 на внутренней гофрированной трубе 3, как можно видеть на виде спереди на фиг. 2.
Внутренняя гофрированная труба 3 подобным образом имеет продольный паз 8 на своей окружности в точке, лежащей диаметрально противоположно продольной полосе 9 (как показано на фиг. 2 или еще на фиг. 10), однако продольный паз 8 в отличие от продольного паза 7 на наружной гофрированной трубе 2 имеет лишь очень малую ширину, а также раскрыт в этом месте только в продольном направлении вдоль плоскости паза. Конструктивное исполнение может быть таким, что в состоянии сборки гофрированной трубы 1, в котором элементы собраны внутри друг друга, боковые стороны продольного паза 8 внутренней гофрированной трубы 3 касаются или находятся рядом друг с другом, едва не касаясь друг друга. Могла быть предусмотрена и бόльшая толщина продольного паза 8.
Как показано на фиг. 1, 2 или еще на фиг. 10, в собранном состоянии гофрированной трубы 1 в сборе продольная полоса 9, предусмотренная на внутренней гофрированной трубе 3, выступает в продольный паз 7 наружной гофрированной трубы 2 таким образом, что гофры 6 на продольной полосе 9 в этой зоне служат продолжением гофров 4 на наружной гофрированной трубе 2. Однако в каждом случае имеется небольшой промежуточный зазор на окружности гофров 4 и 6 в точках, в которых выполнены углубления 16, т.е. в зоне между продольными краями 10 на наружной гофрированной трубе 2 и продольными краями 11 с обеих сторон продольной полосы 9.
Однако поскольку все концевые стороны 13, 13’ и 13’’ гофров 4, 5 и 6 на концевых краях 10, 11 и 12 имеют закрытое исполнение, то хотя пыль и грязь могут проникать из окружающей среды в V-образное углубление 16, они не могут проникнуть вовнутрь гофров 4, 5 и 6. Гофрированная труба 1 в сборе полностью уплотнена от проникновения пыли, грязи и т.п. снаружи вовнутрь, поскольку V-образные углубления 16, тем не менее, конструктивно выполнены в поперечном сечении с непрерывной стенкой и не имеют каких-либо частей, открытых вовнутрь гофров 4, 5 и 6. Кроме того, ситуация не меняется, если гофрированная труба 1 в сборе установлена в искривленном состоянии, поскольку все открытые концевые поперечные сечения гофров 4, 5 и 6 имеют закрытое исполнение.
На виде в перспективном изображении на фиг. 11 представлен один альтернативный вариант осуществления внутренней гофрированной трубы 3 по сравнению с вариантом осуществления на фиг. 6.
Различие между этими двумя вариантами осуществления заключается в том, что в случае варианта осуществления на фиг. 11, как можно лучше всего видеть на виде спереди на фиг. 13, концевые поперечные сечения гофров 6 имеют радиальную ориентацию с обеих сторон продольной полосы 9 вдоль продольного края 10, существующую здесь в каждом случае, в то время как сторона V-образного углубления 16, которая обращена от продольного края 9, проходит под углом относительно радиального направления. Напротив, ситуация отличается в случае конструктивного исполнения V-образного углубления 16 в примере на фиг. 6–8 и 10, в соответствующей части, в случае V-образного углубления 16 на этой фигуре, его боковая сторона, лежащая на стороне продольной полосы 9, проходит под углом относительно радиальной ориентации, а сторона V-образного углубления 16, которая обращена от продольной полосы 9, ориентирована радиально.
Фиг. 14 представляет собой схематическую иллюстрацию этапов изготовления гофрированной трубы 1 в сборе в соответствии с изобретением.
Пластиковую трубу 17 экструдируют из экструдера 15, после чего пластиковую трубу 17 подают в находящуюся рядом гофрировочную машину 18 для формования. В указанной гофрировочной машине 18 осуществляют формование пластиковой трубы 17 с образованием наружной гофрированной трубы 2 в форме, показанной на фиг. 3–5, т.е. без выполненного продольного паза 7.
Указанную гофрированную трубу 2 затем направляют через устройство 19 для продольной резки, в котором выполняют продольный паз 7, в результате чего деталь, выходящая из устройства 19 для продольной резки, соответствует готовой форме наружной гофрированной трубы 2, показанной на фиг. 9.
Параллельно указанному изготовлению наружной гофрированной трубы 2 другую пластиковую трубу 17’ экструдируют из второго экструдера 15’, после чего другой пластиковой трубе 17’ придают форму в следующей по технологической цепочке гофрировочной машине 18’, причем указанная форма соответствует форме внутренней гофрированной трубы 3, показанной на фиг. 6–8. Указанную внутреннюю гофрированную трубу 3 затем направляют через устройство 19’ для продольной резки, в которой выполняют тонкий продольный паз 8 на внутренней гофрированной трубе 3, лежащий диаметрально противоположно продольной полосе 9.
Затем в каждом случае одну изготовленную наружную гофрированную трубу 2 (с продольным пазом 7) направляют вместе с изготовленной внутренней гофрированной трубой 3 (с продольным пазом 8) в объединяющее устройство 21, и в последнем внутреннюю гофрированную трубу 3 вводят через продольный паз 7 наружной гофрированной трубы 2 в последнюю, в результате чего из объединяющего устройства 21 выходит готовая гофрированная труба 1 в сборе.
Что касается конфигурации наружной гофрированной трубы 2 и внутренней гофрированной трубы 3, следует отметить, что гофры 4, 5 и 6 на обеих трубах выполнены в каждом случае с идентичным шагом, в результате чего при сборке гофры 5 внутренней гофрированной трубы 3 могут зацепляться на радиальной внутренней стороне с гофрами 4 наружной гофрированной трубы 2. В данном случае форма гофров не должна быть полностью идентичной. Они могут иметь разную конфигурацию, но это различие не должно быть слишком большим, чтобы в случае изгибания трубы (при установке гофрированной трубы в сборе) гофры 5 внутренней трубы выходили из зацепления с гофрами 4 наружной трубы.
Что касается гофров 6 на продольной полосе 9 внутренней трубы 3, они должны иметь не только одинаковый шаг, но и одинаковую форму с гофрами 4 на наружной гофрированной трубе 2, в результате чего на наружной стороне гофрированной трубы 1 в сборе в направлении окружности находятся идентичные гофры 4 и 6.
Сами гофры могут быть выполнены кольцевыми или еще спиральными.
Гофрированную трубу 1 согласно настоящему изобретению обычно изготавливают способом изготовления, вкратце описанным со ссылками на фиг. 14, т. е. наружную гофрированную трубу 2 и внутреннюю гофрированную трубу 3 собирают и поставляют заказчику в собранном состоянии. Прокладку кабелей или жгутов кабелей и т. п. в гофрированной трубе 1 в сборе выполняют уже у заказчика, который в случае доставленной гофрированной трубы 1 в сборе снова разделяет наружную гофрированную трубу 2 и внутреннюю гофрированную трубу 3, затем вводит требуемый жгут кабелей и т.п. во внутреннюю гофрированную трубу, а затем снова вставляет внутреннюю гофрированную трубу 3 с проложенным жгутом кабелей и т.п. в наружную гофрированную трубу 2.
В иллюстрациях на фигурах описание линий или жгутов кабелей и т.п., вводимых в гофрированную трубу 1 в сборе, опущено, поскольку их введение в гофрированную трубу в сборе не является предметом настоящего изобретения.
Гофрированная труба 1 в сборе согласно настоящему изобретению надежно предотвращает проникание пыли, грязи и т.п., даже в случае очень пыльных или грязных условий эксплуатации, поскольку она образует систему, которая закрыта со всех сторон и обеспечивает уплотнительное действие, обеспечивающее герметичность внутреннего пространства гофрированной трубы в сборе относительно ее наружной стороны.
| название | год | авторы | номер документа |
|---|---|---|---|
| Двухступенчатое соединение для гофрированной трубы | 2016 |
|
RU2713307C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ВОДОНЕПРОНИЦАЕМЫХ ГОФРИРОВАННЫХ МЕТАЛЛИЧЕСКИХ ТРУБ ИЗ ПОЛОСЫ МЕТАЛЛИЧЕСКОГО ЛИСТА И ВОДОНЕПРОНИЦАЕМАЯ ГОФРИРОВАННАЯ МЕТАЛЛИЧЕСКАЯ ТРУБА, ИЗГОТОВЛЕННАЯ ТАКИМ СПОСОБОМ | 2014 |
|
RU2598411C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ ТРУБ | 2000 |
|
RU2198050C2 |
| Гофрированная труба | 1989 |
|
SU1740847A1 |
| Гофрированная труба для кабелепровода (варианты), муфта для соединения гофрированных труб и способ монтажа кабелепровода | 2019 |
|
RU2700570C1 |
| ГОФРИРОВАННАЯ ТЕПЛОВАЯ ТРУБА | 2020 |
|
RU2764141C1 |
| Гофрированная труба | 1989 |
|
SU1733815A1 |
| Гофрированная труба | 1976 |
|
SU573665A1 |
| Способ изготовления гофрированных труб | 1986 |
|
SU1331601A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ С ВИНТОВЫМИ ГОФРАМИ | 1999 |
|
RU2168384C1 |
Изобретение относится к области электротехники, в частности к гофрированной трубе для линий приема жгутов кабелей, и предназначено для обеспечения возможности использования гофрированной трубы в сборе в очень пыльной и грязной среде. Гофрированная труба (1) в сборе содержит внутреннюю (3) и наружную (2) гофрированные трубы, изготовленные из пластика, с кольцевыми гофрами (5, 4) и с соответствующим продольным пазом (8, 7), наружная гофрированная труба (2) может помещаться на внутренней гофрированной трубе (3) таким образом, что гофры (4, 5) двух гофрированных труб (2, 3) находятся в зацеплении, продольная полоса (9) на внутренней гофрированной трубе (3) с гофрами (6) такой же формы и такого же распределения, как гофры на наружной гофрированной трубе (2), выступает в продольный паз (7) наружной гофрированной трубы (2), причем наружный диаметр гофров на внутренней гофрированной трубе соответствует наружному диаметру гофров (4) на наружной гофрированной трубе (2), концевые поперечные сечения (13, 13") всех гофров (4, 5, 6) на обеих гофрированных трубах (2, 3) закрыты, две продольные стороны (11) продольной полосы (9) соединяются с остальной частью внутренней гофрированной трубы (3) посредством соответствующего V-образного углубления (16), когда две гофрированные трубы (2, 3) собраны вместе, каждый боковой край (10) продольного паза (7) наружной гофрированной трубы (2) выступает в V-образное углубление (16) внутренней гофрированной трубы (3). 2 н. и 11 з.п. ф-лы, 14 ил.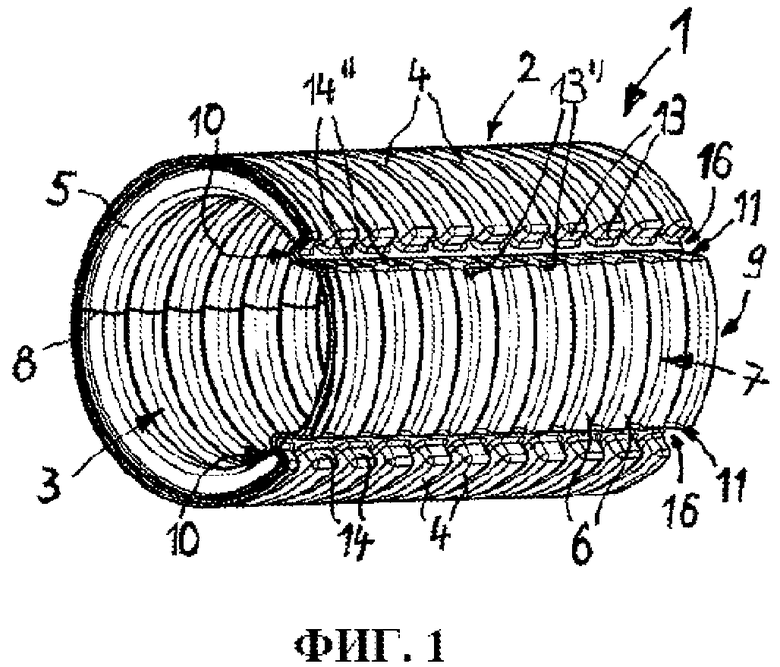
1. Гофрированная труба (1) в сборе для линий приема, жгутов кабелей и т.п., содержащая соответственно внутреннюю (3) и наружную (2) гибкие гофрированные трубы, изготовленные из пластика, с кольцевыми гофрами (5, 4) и в каждом случае с одним продольным пазом (8, 7), причем в наружную гофрированную трубу (2) может быть вставлена внутренняя гофрированная труба (3) с взаимным радиальным зацеплением гофров (4, 5) двух гофрированных труб (2, 3), причем во вставленном состоянии продольная полоса (9), предусмотренная на внутренней гофрированной трубе (3), выступает радиально в продольный паз (7) наружной гофрированной трубы (2) и покрывает указанный продольный паз (7), причем продольная полоса (9) имеет гофры (6), идентичные по форме и шагу гофрам на наружной гофрированной трубе (2), и их наружный диаметр соответствует наружному диаметру гофров (4) на наружной гофрированной трубе (2), отличающаяся тем, что радиальные концевые поперечные сечения (13, 13’, 13’’) всех гофров (4, 5, 6) закрыты на обоих боковых краях (10, 11) продольного паза (7) наружной гофрированной трубы (2) и продольной полосы (9) на внутренней гофрированной трубе (3) и на продольных сторонах (12) остального поперечного сечения внутренней гофрированной трубы (3), проходящего по обеим сторонам указанной продольной полосы (9), причем продольная полоса (9) внутренней гофрированной трубы (3) соединена на обеих продольных сторонах (11) с остальным поперечным сечением внутренней гофрированной трубы (3) в каждом случае посредством углубления (16), которое является V-образным в радиальном поперечном сечении и проходит радиально на расстояние внутреннего диаметра гофров (5) внутренней гофрированной трубы (3), и при этом во вставленном состоянии двух гофрированных труб (2, 3) каждый боковой край (10) продольного паза (7) наружной гофрированной трубы (2) выступает в V-образное углубление (16) на наружной продольной стороне (11) продольной полосы (9) внутренней гофрированной трубы (3).
2. Гофрированная труба в сборе по п. 1, отличающаяся тем, что концевые поперечные сечения (13, 13’, 13’’) гофров (4, 5, 6) закрыты посредством покрытий (14, 14’, 14’’), выполненных с ними как одно целое.
3. Гофрированная труба в сборе по п. 1 или 2, отличающаяся тем, что гофры (4, 5, 6) выполнены на двух гофрированных трубах (2, 3) кольцевыми или спиральными.
4. Гофрированная труба в сборе по п. 1 или 2, отличающаяся тем, что в поперечном сечении боковая стенка каждого V-образного углубления (16), которая обращена от продольной полосы (9), ориентирована радиально.
5. Гофрированная труба в сборе по п. 1 или 2, отличающаяся тем, что в поперечном сечении боковая стенка каждого V-образного углубления (16), которая соединена с продольной полосой (9), ориентирована радиально.
6. Гофрированная труба в сборе по п. 1 или 2, отличающаяся тем, что толщина стенок внутренней и наружной гофрированных труб (2, 3) имеет идентичную величину.
7. Гофрированная труба в сборе по п. 1 или 2, отличающаяся тем, что в ненагруженном состоянии двух гофрированных труб (2, 3) продольный паз (7) наружной гофрированной трубы (2) имеет бόльшую ширину, чем продольный паз (8) внутренней гофрированной трубы (3).
8. Гофрированная труба в сборе по п. 1 или 2, отличающаяся тем, что закрытые концевые поперечные сечения (13) гофров (4) наружной гофрированной трубы (2) находятся на боковых краях ее продольного паза (7).
9. Гофрированная труба в сборе по п. 1 или 2, отличающаяся тем, что закрытые концевые поперечные сечения (13’’) гофров (6) внутренней гофрированной трубы (3) на каждой продольной стороне (11) ее продольной полосы (9) и закрытые концевые поперечные сечения (13’) на каждой продольной стороне остального поперечного сечения внутренней гофрированной трубы (3) находятся в каждом случае в плоскости одной из двух боковых стенок соответствующего V-образного углубления (16).
10. Способ изготовления гофрированной трубы (1) в сборе по любому из пп. 1–7, в котором выполняют следующие этапы:
a) первую пластиковую трубу (17) экструдируют из экструдера (15) и наружную гофрированную трубу (2) для гофрированной трубы (1) в сборе формуют в расположенной дальше в технологической цепочке гофрировочной машине (18) с выполнением кольцевых гофров (4) на ее окружности, причем в пределах кольцевого сегмента предопределенной ширины (B) гофры не выполняют, и все радиальные концевые сечения (13) гофров (4) закрывают на продольных сторонах (10) с обеих сторон кольцевого сегмента;
b) вторую пластиковую трубу (17’) экструдируют из экструдера (15’) и внутреннюю гофрированную трубу (3) для гофрированной трубы (1) в сборе формуют в расположенной дальше в технологической цепочке гофрировочной машине (18’) с выполнением на ее окружности кольцевых гофров (5) с шагом, идентичным шагу гофров на наружной гофрированной трубе (2), причем на второй пластиковой трубе (17’) продольную полосу (9) предусматривают смещенной радиально наружу в пределах кольцевого сегмента шириной (B), соответствующей ширине кольцевого сегмента на наружной гофрированной трубе (2), причем продольную полосу (9) соединяют с остальным поперечным сечением указанной гофрированной трубы (3) на каждом из ее двух боковых краев (11) посредством V-образного углубления (16), проходящего радиально на расстояние внутреннего диаметра гофров (5) указанной внутренней гофрированной трубы (3), причем радиальные концевые поперечные сечения (13’’) гофров (6) закрывают на двух продольных сторонах (11) продольной полосы (9), и концевые поперечные сечения (13’) гофров (5) с обеих сторон продольной полосы (9) закрывают на продольных сторонах (12) остального поперечного сечения внутренней гофрированной трубы (3);
c) на наружной гофрированной трубе (2) вырезают кольцевой сегмент, на котором гофры не выполняют, и в результате получают продольный паз (7);
d) подобным образом внутреннюю гофрированную трубу (3) разрезают в продольном направлении;
e) наконец, в наружную гофрированную трубу (2) вставляют внутреннюю гофрированную трубу (3) с упругим расширением ее продольного паза (7) таким образом, что продольная полоса (9) внутренней гофрированной трубы (3) выступает радиально в продольный паз (7) наружной гофрированной трубы (2), и каждый боковой край (10) указанного продольного паза (7) входит в зацепление с V-образным углублением (16) на наружной продольной стороне (11) внутренней гофрированной трубы (3).
11. Способ по п. 10, отличающийся тем, что экструзию двух пластиковых труб (17, 17’) осуществляют параллельно друг другу в каждом случае из одного специально предназначенного экструдера (15, 15’).
12. Способ по п. 10 или 11, отличающийся тем, что разрезание внутренней гофрированной трубы (3) в ее продольном направлении осуществляют только в прямолинейной плоскости резания.
13. Способ по п. 10 или 11, отличающийся тем, что гофры (4, 5, 6) на наружной гофрированной трубе (2) и на внутренней гофрированной трубе (3) выполняют с одинаковым шагом.
| JP 2000115942 A, 21.04.2000 | |||
| DE 29906905 U1, 07.09.2000 | |||
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| US 2009014198 A1, 15.01.2009 | |||
| Электронное вычислительное устройство | 1959 |
|
SU127860A1 |

