Предпосылки создания изобретения
1. Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к устройству контроля сварного участка и способу его контроля, в частности, к устройству контроля, которое контролирует сварочное состояние сварного участка, образованного в то время времени, когда сваривают множество обрабатываемых деталей лазерным лучом, например, и способу его контроля.
2. Описание предшествующего уровня техники
[0002] Когда два стальных листа, будучи уложенными один на другой, сваривают посредством лазерного луча, выполняют оценку качества сварного участка, образованного сваркой лазерным лучом. В качестве примера такой оценки качества на сварном участке, образованном сваркой лазерным лучом в публикации японской патентной заявки No. 2008-87056 (JP 2008-87056 А) описана технология выполнения оценки качества сварки лазерным лучом с использованием отраженного света лазерного луча.
[0003] В системе определения качества сварки лазерным лучом описанной в JP 2008-87056 А, луч АИГ-лазера (лазер на алюминоиттриевом гранате) излучается, например, лазерным факелом. Отраженный свет лазера принимается первым светоприемным выходным средством, расположенным с верхней стороны в направлении по диагонали вперед относительно направления ведения сварки. Сварочный луч света, включающий в себя свет паров (шлейф) и отраженный свет лазера, принимается вторым светоприемным выходным средством в направлении, коаксиальном направлению излучения лазерного луча. Отраженный свет лазера и сварочный луч света, которые принимают одновременно в двух заданных направлениях, преобразуются в электрические сигналы в соответствии с их интенсивностью. Эта система определяет качество
сварки на основе интенсивности сигнала электрических сигналов или изменения в их интенсивности.
[0004] В соответствии с системой определения качества сварки лазерным лучом, описанной в JP 2008-87056 А, отраженный свет лазера и сварочный луч света принимают одновременно в двух заданных направлениях, отличных друг от друга. Путем сравнения интенсивности сигнала каждого из принятых лучей с порогом, установленным соответствующим образом, можно определить возникновение любого из разнообразных типов плохой сварки: незаполнение, когда сварной валик опускается и не заполняет зазор между стальными листами; отсутствие соединения, когда верхний и нижний стальные листы не соединены из-за избыточно большого зазора между стальными листами; заниженный валик, когда валик занижен из-за избыточно большого зазора между стальными листами; расплавление, когда валик непредумышленно исчезает из-за колебаний теплового баланса; возникновение отверстий.
[0005] Тем не менее, в системе определения качества сварки лазерным лучом, описанной, например, в JP 2008-87056 А, в случае, когда лазерный факел и обрабатываемая деталь (стальной лист), находятся на расстоянии друг от друга, электрический сигнал, полученный от принятого отраженного света лазера или света сварки, может быть очень слабым. Таким образом, точность определения плохой сварки может ухудшиться. В частности, при заниженном валике, когда валик занижен при сварке лазером, изменения электрических сигналов, вызванные плохой сваркой, уменьшаются. Таким образом, иногда плохую сварку в обрабатываемых деталях нельзя обнаружить с точностью. Кроме того, известно, что свечение паров, вызванное плавлением и испарением обрабатываемых деталей, и свет теплового излучения, излученный из ванны расплава обрабатываемых деталей, зависят от температуры обрабатываемых деталей, и что порог для определения электрического сигнала, полученного от принятого отраженного лазерного луча или света сварки и качество лазерной сварки меняется в соответствии с температурой обрабатываемой детали. Если изменение температуры обрабатываемой детали при сварке лазером велико,
точность определения дефектов сварки обрабатываемых деталей может дополнительно снизиться.
Сущность изобретения
[0006] Настоящее изобретение обеспечивает создание устройства контроля сварного участка, которое способно с точностью проконтролировать сварочное состояние сварного участка обрабатываемых деталей при удаленной сварке, когда сварка выполняется так, что обрабатываемые детали расположены на расстоянии от лазерного факела, а также способ его контроля.
[0007] Первый объект изобретения относится к устройству для сварки деталей с контролем состояния сварного участка, которое сконфигурировано для контроля сварочного состояния сварного участка, образованного, когда сваривают вместе множество обрабатываемых деталей. Устройство контроля сварного участка содержит: излучающий участок, сконфигурированный для излучения сварочного лазерного луча вдоль траектории сварки, расположенной в обрабатываемых деталях, или излучения контрольного лазерного луча вдоль траектории сканирования, расположенной в ванне расплава обрабатываемых деталей, расплавленных сварочным лазерным лучом с тем, чтобы сварить вместе обрабатываемые детали; светопринимающий участок, сконфигурированный для приема обратного света, включающего в себя, по меньшей мере, один из: отраженного света сварочного лазерного луча или контрольного лазерного луча, излученных излучающим участком, при этом отраженный свет отражен от ванны расплава обрабатываемый деталей, свечения паров, которое создано испарением обрабатываемых деталей, и света теплового излучения, излученного из ванны расплава обрабатываемых деталей; и контрольный участок, сконфигурированный для контроля сварочного состояния сварного участка в обрабатываемых деталях на основе амплитуды при фундаментальной частоте, которая определяется путем выполнения преобразования Фурье для интенсивности обратного света, принятого светопринимающим участком, и другой амплитуды при частоте, которая вдвое выше, чем фундаментальная частота.
[0008] Согласно вышеописанному объекту, сварочное состояние сварного участка в обрабатываемых деталях контролируют на основе амплитуды при фундаментальной частоте, определенной путем выполнения преобразования Фурье для интенсивности обратного света, принятого светопринимающим участком при излучении сварочного лазерного луча по траектории сварки или излучении контрольного лазерного луча по траектории сканирования, и другой амплитуды при частоте, которая вдвое выше, чем фундаментальная частота. В результате, при осуществлении удаленной сварки, когда сварка обрабатываемых деталей вместе выполняется с помощью излучающего участка, и обрабатываемые детали находятся на расстоянии друг от друга, даже если электрический сигнал, полученный от принятого светопринимающим участком обратного света, является слабым, или даже если интенсивность принятого светопринимающим участком обратного света меняется в соответствии с изменением температуры обрабатываемых деталей, можно с точностью проконтролировать сварочное состояние сварного участка, образованного в обрабатываемых деталях.
[0009] Согласно вышеописанному объекту, контрольный участок может контролировать размер дефекта сварки в сварочном участке обрабатываемой детали на основе отношения между амплитудой при фундаментальной частоте и амплитудой при другой частоте, которая вдвое выше, чем фундаментальная частота.
[0010] Согласно вышеописанному объекту, контрольный участок контролирует размер дефекта сварки в сварном участке обрабатываемых деталей на основе отношения между амплитудой при фундаментальной частоте и другой амплитудой при другой частоте, которая вдвое выше, чем фундаментальная частота, что обеспечивает возможность контроля сварочного состояния сварного участка в обрабатываемых деталях с большей точностью.
[0011] Согласно вышеописанному объекту, излучающий участок может излучать сварочный лазерный луч по идентичной траектории сварки несколько раз или может излучать контрольный лазерный луч по идентичной траектории сканирования несколько раз.
[0012] Согласно вышеописанному объекту, сварочное состояние сварного участка в обрабатываемых деталях контролируют на основе амплитуды при фундаментальной частоте, определенной путем выполнения преобразования Фурье для интенсивности обратного света, принятого светопринимающим участком при излучении сварочного лазерного луча по идентичной траектории сварки несколько раз, или при излучении контрольного лазерного луча по идентичной траектории сканирования несколько раз, и амплитуды при другой частоте, которая вдвое выше, чем фундаментальная частота. В результате, даже если электрический сигнал, полученный от обратного света при излучении сварочного лазерного луча по заданной траектории сварки только один раз, или при излучении контрольного лазерного луча по заданной траектории сканирования только один раз, является слабым, или электрический сигнал, полученный от обратного света, содержит шум, можно ограничить снижение точности контроля из-за шума, содержащегося в обратном свете. В результате можно повысить точность контроля сварочного состояния сварного участка.
[0013] Второй объект настоящего изобретения относится к способу для сварки деталей с контролем состояния сварного участка, применимому для контроля сварочного состояния сварного участка, образованного, когда сваривают вместе множество обрабатываемых деталей. Способ контроля сварного участка включает в себя: осуществление излучения сварочного лазерного луча вдоль траектории сварки, расположенной в обрабатываемых деталях или излучение контрольного лазерного луча вдоль траектории сканирования, расположенной в ванне расплава обрабатываемых деталей, расплавленных сварочным лазерным лучом с тем, чтобы сварить вместе обрабатываемые детали; осуществление приема обратного света, включающего в себя, по меньшей мере, один из: отраженного света сварочного лазерного луча или контрольного лазерного луча, при этом отраженный свет отражен от ванны расплава обрабатываемый деталей, свечения паров, которое создано испарением обрабатываемых деталей, и света теплового излучения, излученного из ванны расплава обрабатываемых деталей; осуществление определения фундаментальной частоты путем выполнения преобразования Фурье для
интенсивности обратного света; и осуществление контроля сварочного состояния сварного участка в обрабатываемых деталях на основе амплитуды при фундаментальной частоте и другой амплитуды при другой частоте, которая вдвое выше, чем фундаментальная частота.
[0014] Согласно вышеописанному объекту, фундаментальную частоту определяют путем выполнения преобразования Фурье по интенсивности принятого обратного света и затем, сварочное состояние сварного участка в обрабатываемых деталях контролируют на основе амплитуды при фундаментальной частоте и амплитуды при другой частоте, которая вдвое выше, чем фундаментальная частота. В результате, при осуществлении удаленной сварки, когда сварка обрабатываемых деталей вместе выполняется с помощью излучающего участка, и обрабатываемые детали находятся на расстоянии друг от друга, даже если электрический сигнал, полученный от принятого обратного света, является слабым, или даже если интенсивность принятого обратного света меняется в соответствии с изменением температуры обрабатываемых деталей, можно с точностью проконтролировать сварочное состояние сварного участка, образованного в обрабатываемых деталях.
[0015] Как понятно из вышеприведенного описания, согласно первому и второму объектам настоящего изобретения при сварке множества обрабатываемых деталей фундаментальную частоту определяют путем выполнения преобразования Фурье для интенсивности обратного света при излучении сварочного лазерного луча по траектории сварки или при излучении контрольного лазерного луча по траектории сканирования, и затем сварочное состояние сварного участка в обрабатываемых деталях контролируют на основе амплитуды при фундаментальной частоте и амплитуды при другой частоте, которая вдвое выше, чем фундаментальная частота. В результате, даже если электрический сигнал, полученный от обратного света, является слабым, или даже если интенсивность обратного света меняется в соответствии с изменением температуры обрабатываемых деталей, можно с точностью проконтролировать сварочное состояние сварного участка, образованного в обрабатываемых деталях.
Краткое описание чертежей
[0016] Признаки, преимущества, а также техническое и промышленное значение примерных вариантов осуществления изобретения будут описаны ниже со ссылкой на сопровождающие чертежи, в которых одинаковыми ссылочными позициями обозначены одинаковые элементы, и при этом:
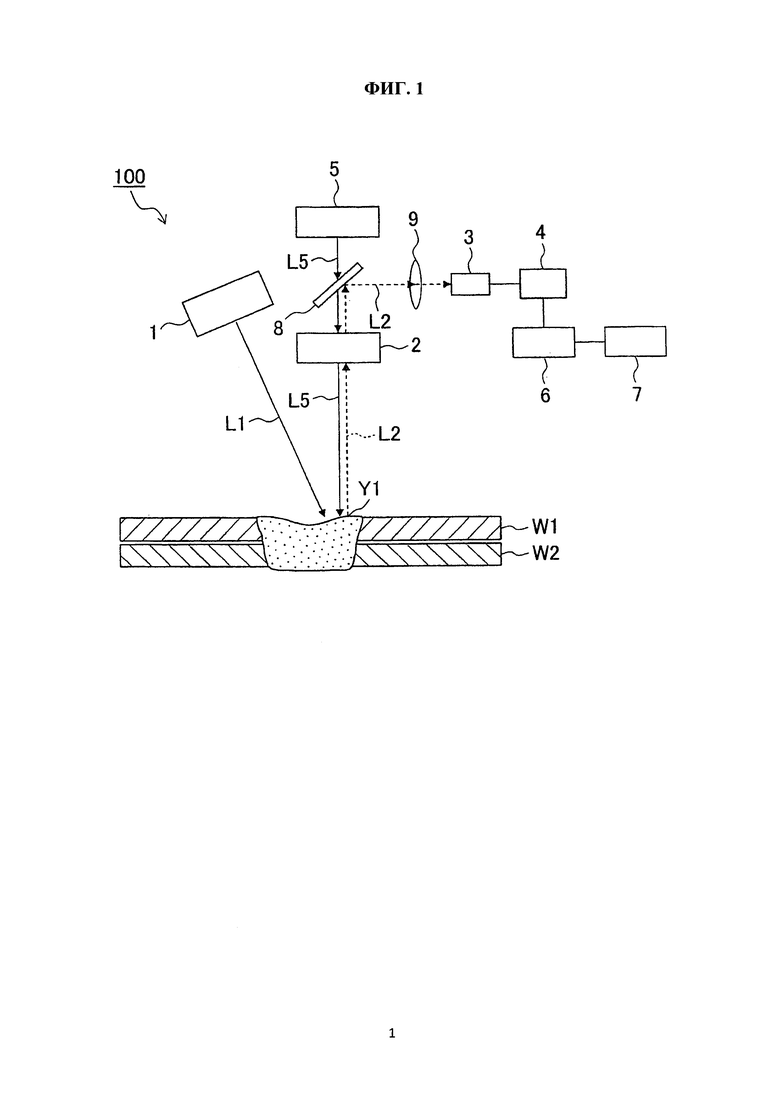
Фиг. 1 представляет собой диаграмму общей конфигурации, показывающую всю конструкцию первого варианта осуществления устройства контроля сварного участка по настоящему изобретению;
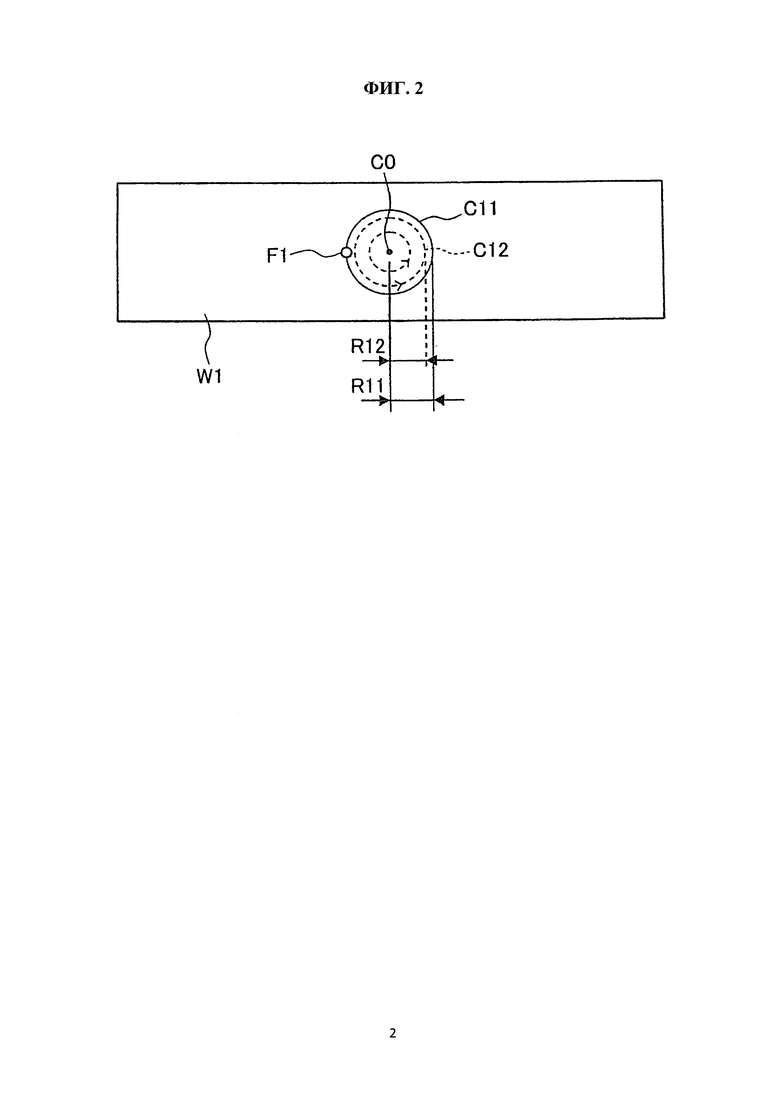
Фиг. 2 представляет собой вид сверху, описывающий состояние излучения сварочного лазерного луча посредством сварочного излучающего участка устройства контроля, показанного на фиг. 1;
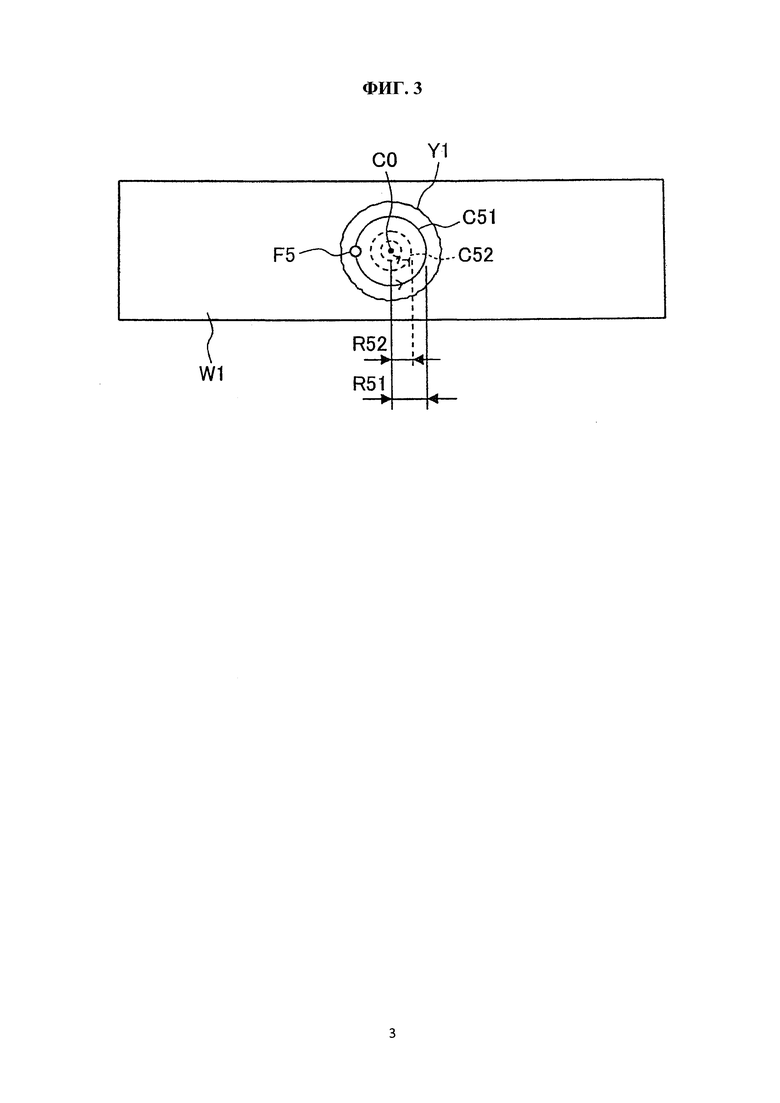
Фиг. 3 представляет собой вид сверху, описывающий состояние излучения контрольного лазерного луча посредством контрольного излучающего участка устройства контроля, показанного на фиг. 1;
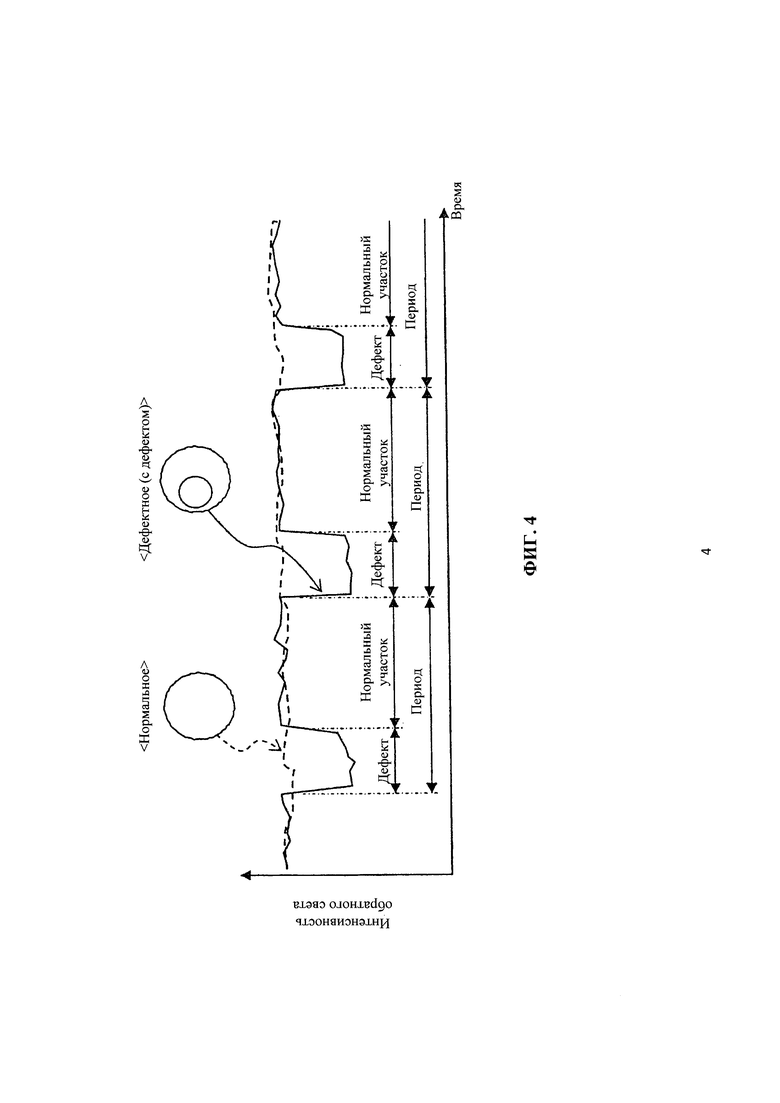
Фиг. 4 представляет собой диаграмму, показывающую пример интенсивности обратного света во временной последовательности;
Фиг. 5А представляет собой вид сверху, описывающий взаимосвязь между ванной расплава и траекторией сканирования контрольного лазерного луча, когда сварочное состояние сварного участка нормальное;
Фиг. 5В представляет собой вид, взятый по линии VB-VB на фиг. 5А;
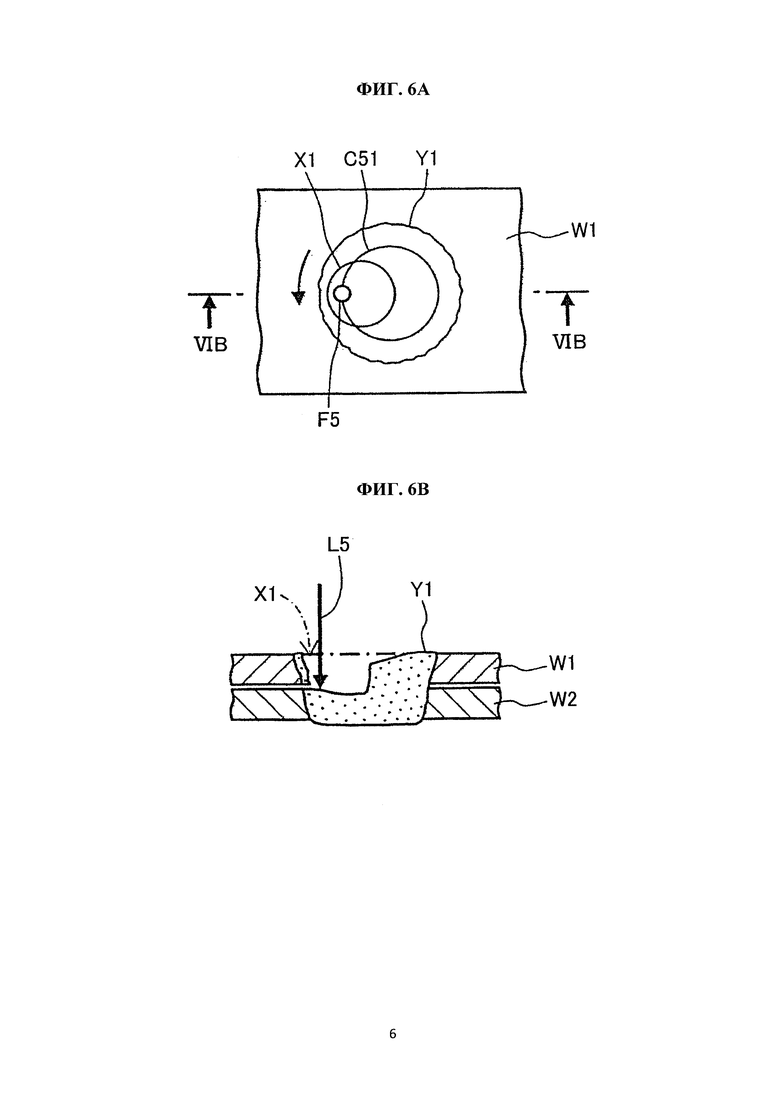
Фиг. 6А представляет собой вид сверху, описывающий взаимосвязь между ванной расплава и траекторией сканирования контрольного лазерного луча, когда сварочное состояние сварного участка имеет дефекты;
Фиг. 6В представляет собой вид, взятый по линии VIB-VIB на фиг. 6А;
Фиг. 7 представляет собой диаграмму, показывающую фактически измеренную интенсивность обратного света во временной последовательности;
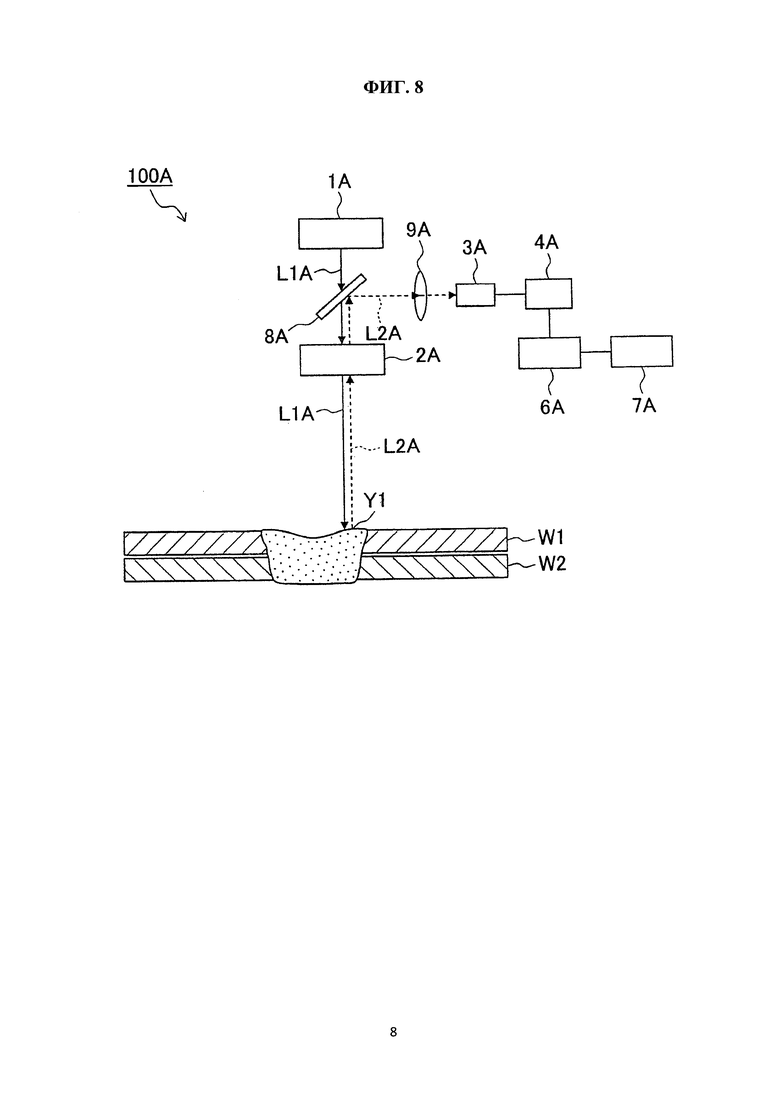
Фиг. 8 представляет собой диаграмму общей конфигурации, показывающую всю конструкцию второго варианта осуществления устройства контроля сварного участка по настоящему изобретению;
Фиг. 9А представляет собой увеличенный вид сверху, показывающий
сварной участок согласно примеру 1 на основе аналитической модели;
Фиг. В представляет собой диаграмму, во временной последовательности показывающую интенсивность обратного света согласно примеру 1, оцениваемую из аналитической модели;
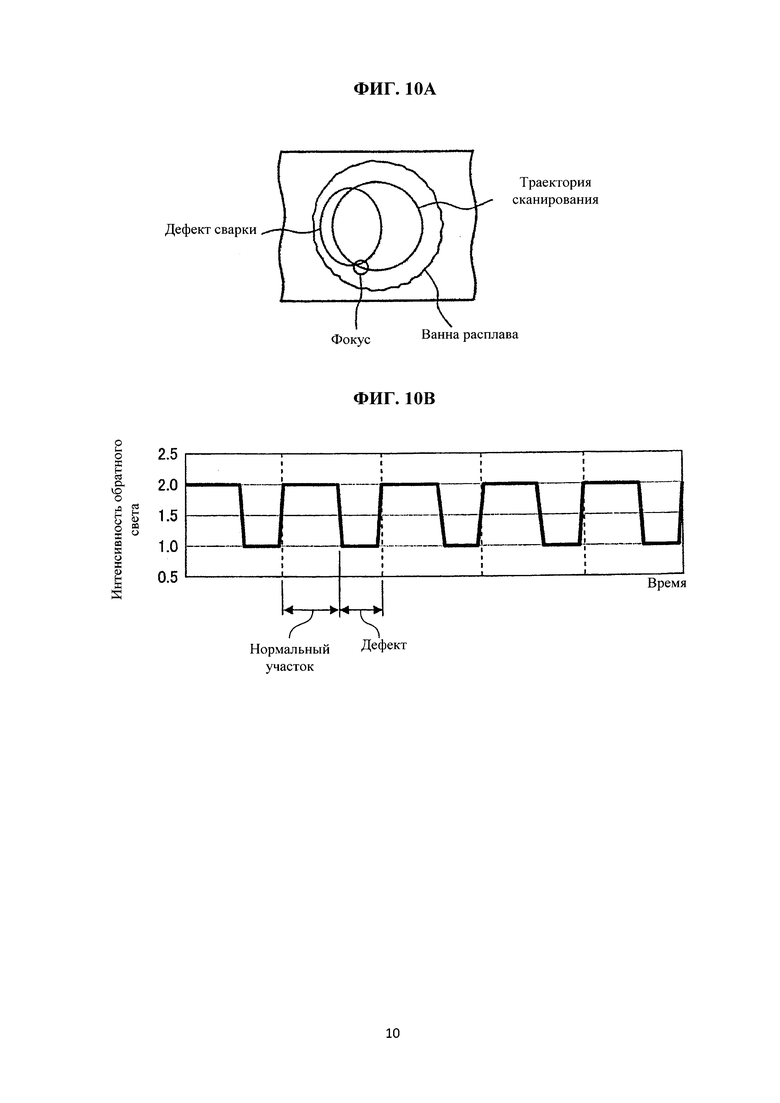
Фиг. 10А представляет собой увеличенный вид сверху, показывающий сварной участок согласно примеру 2 на основе аналитической модели;
Фиг. 10В представляет собой диаграмму, показывающую во временной последовательности интенсивность обратного света согласно примеру 2, оцениваемую по аналитической модели;
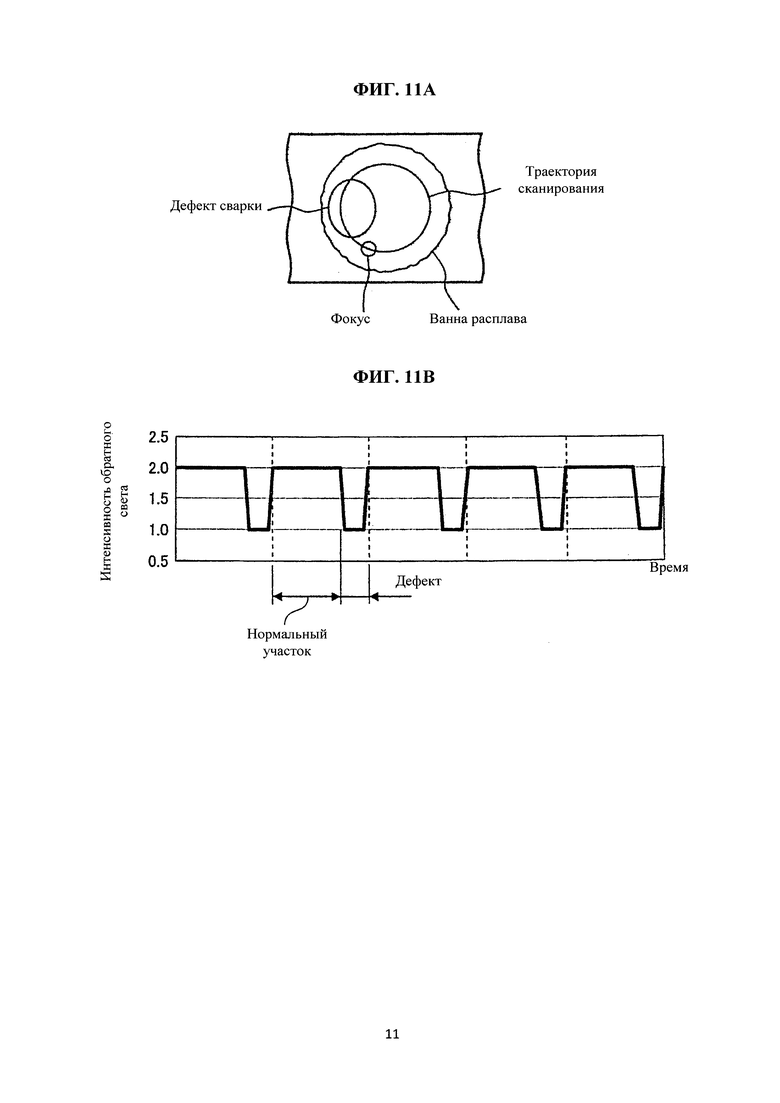
Фиг. 11А представляет собой увеличенный вид сверху, показывающий сварной участок согласно примеру 3 на основе аналитической модели;
Фиг. 11В представляет собой диаграмму, показывающую во временной последовательности интенсивность обратного света согласно примеру 3, оцениваемую по аналитической модели;
Фиг. 12А представляет собой увеличенный вид сверху, показывающий сварной участок согласно примеру 4 на основе аналитической модели;
Фиг. 12В представляет собой диаграмму, показывающую во временной последовательности интенсивность обратного света согласно примеру 4, оцениваемую по аналитической модели;
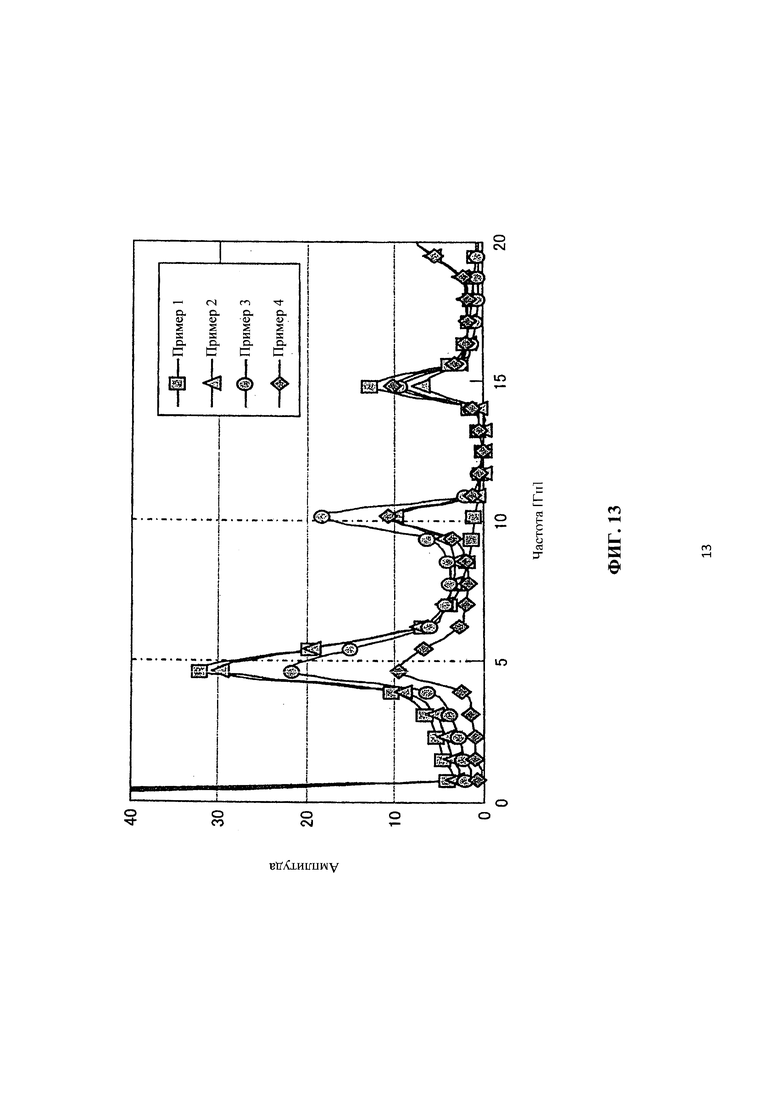
Фиг. 13 представляет собой диаграмму, показывающую взаимосвязь между частотой обратного света и амплитудой согласно примерам 1-4 оцениваемую по аналитической модели; и
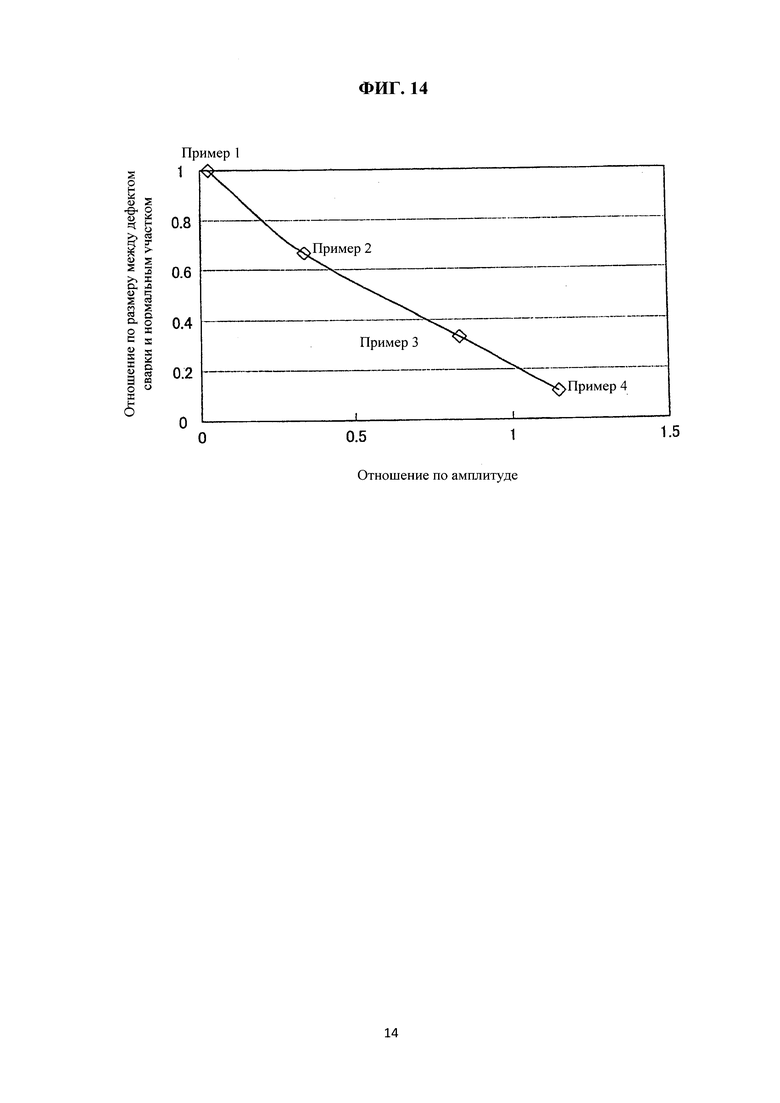
Фиг. 14 представляет собой диаграмму, показывающую взаимосвязь между отношением амплитуды при частоте вдвое выше фундаментальной частоты по отношению к амплитуде при фундаментальной частоте согласно примерам 1-4, основанным на аналитической модели, и отношением размера дефекта сварки по отношению к размеру нормального участка сварного участка.
Подробное описание вариантов осуществления
[0017] В результате интенсивных исследований, авторы настоящего изобретения обнаружили, что амплитуда обратного света при фундаментальной
частоте, определенной путем выполнения преобразования Фурье для интенсивности обратного света, принятого, когда сварочный лазерный луч или контрольный лазерный луч излучается на обрабатываемую деталь, и другая его амплитуда при частоте, которая вдвое выше, чем фундаментальная частота, тесно связаны со сварочным состоянием сварного участка, образованного на обрабатываемой детали, более конкретно, с размером дефекта сварки в сварном участке.
[0018] Более конкретно, из результата, полученного путем выполнения преобразования Фурье для интенсивности различных видов обратного света, когда дефект сварки существует в сварном участке обрабатываемой детали, было обнаружено, что отношение между амплитудой обратного света при фундаментальной частоте и его амплитудой при другой частоте, которая вдвое выше, чем фундаментальная частота, коррелируется с размером дефекта сварки в сварном участке обрабатываемой детали.
[0019] Далее варианты осуществления устройства для сварки деталей с контролем состояния сварного участка (далее также - устройство контроля сварного участка) и способа для сварки деталей с контролем состояния сварного участка (далее также - способ контроля сварного участка) будут описаны со ссылкой на сопровождающие чертежи.
Первый вариант осуществления устройства контроля сварного участка
[0020] Сначала первый вариант осуществления устройства контроля
сварного участка по настоящему изобретению будет описан со ссылкой на фиг. 1-3.
[0021] Фиг. 1 представляет собой диаграмму общей конфигурации, показывающую всю конструкцию первого варианта осуществления устройства контроля сварного участка по настоящему изобретению. Фиг. 2 представляет собой вид сверху, описывающий состояние излучения сварочного лазерного луча посредством сварочного излучающего участка устройства контроля, показанного на фиг. 1, и фиг. 3 представляет собой вид сверху, описывающий
состояние излучения контрольного лазерного луча посредством контрольного излучающего участка устройства контроля, показанного на фиг. 1.
[0022] Устройство контроля 100, проиллюстрированное на фиг. 1, главным образом включает сварочный излучающий узел 1 (далее также - сварочный излучающий участок), контрольный излучающий узел 5 (далее также - контрольный излучающий участок), светопринимающий узел 2 (далее также - светопринимающий участок), преобразующий узел 3 (далее также - преобразующий участок), усилитель 4, контрольный узел 6 (далее также - контрольный участок), и электронно-лучевую трубку (ЭЛТ) 7.
[0023] Сварочный излучающий участок 1 облучает две обрабатываемые детали W1, W2 с помощью сварочного лазерного луча (например, АИГ-лазер, имеющий заданную длину волны) L1 чтобы сварить вместе две обрабатываемые детали W1, W2 (например, стальные листы), уложенные друг на друга или расположенные на некотором расстоянии друг от друга. Более конкретно, как показано на фиг. 2, сварочный излучающий участок 1 несколько раз поворачивает фокусную точку F1 сварочного лазерного луча L1, по существу, по круговой траектории сварки С11, имеющей радиус R11, расположенной на обрабатываемой детали W1, и несколько раз излучает по траектории сварки С11 сварочный лазерный луч L1. Далее, фокусная точка F1 сварочного лазерного луча L1 смещается внутрь траектории сварки С11. В дальнейшем, фокусная точка F1 сварочного лазерного луча L1 несколько раз поворачивается, по существу, по круговой траектории сварки С12, которая имеет меньший радиус R12, чем радиус R11, и коаксиальна с траекторией сварки С11, и сварочный лазерный луч L1 несколько раз излучается по траектории сварки С12. Путем повторения этапа излучения сварочного лазерного луча L1 данным образом, на обрабатываемых деталях W1, W2 образуется, по существу, круговой сварной участок с тем, чтобы сварить вместе обрабатываемые детали W1, W2 (именуется лазерной винтовой сваркой). При этом центр С0 траектории сварки С11 и траектории сварки С12 служит в качестве центра сварки сварных участков, которые должны быть образованы на обрабатываемых деталях W1, W2.
[0024] С помощью излучения сварочного лазерного луча L1 из
сварочного излучающего участка 1, ванна расплава Y1, где расплавляются обрабатываемые детали W1, W2, образуется с правой и левой сторон сварочного лазерного луча L1 и позади сварочного лазерного луча L1 в направлении перемещения сварочного лазерного луча L1. В первом варианте осуществления, сварочный лазерный луч L1 излучается, по существу, по круговым траекториям сварки C1, С2, как описано выше. В результате, в обрабатываемых деталях W1, W2 образуется, по существу, круглая ванна расплава Y1.
[0025] Как показано на фиг. 1, контрольный излучающий участок 5 излучает контрольный лазерный луч L5 на ванну расплава Y1, находящуюся в расплавленном состоянии, с помощью оптической системы 8 и светопринимающего участка 2. Более конкретно, как показано на фиг. 3, контрольный излучающий участок 5 несколько раз поворачивает фокусную точку F5 контрольного лазерного луча L5, по существу, по круговой траектории сканирования С51, имеющей радиус R51 и расположенной внутри наружного края ванны расплава Y1, по существу, на постоянной скорости и несколько раз излучает контрольный лазерный луч L5 по траектории сканирования С51. Далее, фокусная точка F5 контрольного лазерного луча L5 смещается внутрь траектории сканирования С51. В дальнейшем, фокусная точка F5 контрольного лазерного луча L5 несколько раз проходит, по существу, по круговой траектории сканирования С52, которая имеет радиус R52, меньший, чем радиус R51, и коаксиальна с траекторией сканирования С51, и контрольный лазерный луч L5 несколько раз излучается по траектории сканирования С52. Повторяя этап излучения контрольного лазерного луча L5, контрольный излучающий участок 5 излучает контрольный лазерный луч L5, по существу, по круговой в целом ванне расплава Y1, образованной в обрабатываемых деталях W1, W2. При этом центр траекторий сканирования С51, С52 установлен на центр С0 вышеупомянутых траекторий сварки С11, С12.
[0026] Как показано на фиг. 1, с помощью контрольного излучающего участка 5 при излучении контрольного лазерного луча L5 на ванну расплава Y1, светопринимающий участок 2 принимает обратный свет L2, включающий в себя отраженный свет контрольного лазерного луча L5, который отражается от ванны
расплава Y1 обрабатываемых деталей W1, W2, свечение паров (свет плазмы), вызванный плавлением и испарением обрабатываемых деталей W1, W2, и свет теплового излучения (инфракрасный свет), излученный из ванны расплава Y1 обрабатываемых деталей W1, W2.
[0027] Преобразующий участок 3 преобразует обратный свет L2, принятый светопринимающим участком 2 и собранный через оптическую систему 8 и конденсорную линзу 9, в электрический сигнал и выдает электрический сигнал на усилитель 4. Усилитель 4 усиливает интенсивность сигнала электрического сигнала, выданного из преобразующего участка 3, и направляет его на контрольный участок 6.
[0028] Контрольный участок 6 выполняет обработку электрического сигнала, переданного из усилителя 4 для контроля сварочного состояния сварного участка, образованного на обрабатываемых деталях W1, W2. Более конкретно, контрольный участок 6 выполняет преобразование Фурье для интенсивности обратного света L2, принятого светопринимающим участком 2, когда контрольный излучающий участок 5 несколько раз излучает контрольный лазерный луч L5 на ванну расплава Y1 по соответствующим траекториям сканирования С51, С52. Далее он определяет фундаментальную частоту, на которой пик амплитуды впервые определяется из взаимосвязи между частотой и амплитудой после преобразования Фурье. Размер дефекта сварки в сварочном участке, образованном в обрабатываемых деталях W1, W2, контролируют на основе отношения между амплитудой фундаментальной частоты и амплитудой частоты, которая вдвое выше, чем фундаментальная частота. Контрольный участок 6 посылает сигнал результата обработки электрического сигнала, направленного из усилителя 4, на ЭЛТ 7. ЭЛТ 7 отображает результат обработки сигнала, передаваемого из контрольного участка 6.
Первый вариант осуществления способа контроля сварного участка
[0029] Далее, первый вариант осуществления способа контроля сварного участка по настоящему изобретению с использованием устройства контроля 100 сварного участка, показанного на фиг. 1, будет описан со ссылкой на фиг. 4-7.
[0030] Фиг. 4 представляет собой диаграмму, показывающую во временной последовательности пример интенсивности обратного света, который должен быть направлен на контрольный участок 6 устройства контроля 100, показанного на фиг. 1. Фиг. 5А представляет собой вид сверху, описывающий взаимосвязь между ванной расплава в случае, когда сварочное состояние сварного участка нормальное, и траекторией сканирования контрольного лазерного луча. Фиг. 5В представляет собой вид, взятый по линии VB-VB с фиг. 5А. Фиг. 6А представляет собой вид сверху, описывающий взаимосвязь между ванной расплава и траекторией сканирования контрольного лазерного луча, когда сварочное состояние сварного участка дефектное. Фиг. 6В представляет собой вид, взятый по линии VIB-VIB с фиг. 6А. Фиг. 7 представляет собой диаграмму, показывающую фактически измеряемую интенсивность обратного света, в частности, интенсивность свечения паров (свет плазмы), генерируемого расплавлением/испарением обрабатываемых деталей W1, W2, во временной последовательности.
[0031] Как показано на фиг. 5А и 5В, в случае, когда сварочное состояние сварного участка нормальное (в случае, когда обрабатываемые детали W1, W2 сварены нормально), фокусная точка F5 контрольного лазерного луча L5 несколько раз проходит, по существу, вдоль круговой траектории сканирования С51, расположенной в ванне расплава Y1, например, чтобы несколько раз излучить контрольный лазерный луч L5 по траектории сканирования С51, при этом считается, что изменение интенсивности отраженного света контрольного лазерного луча L5, свечения паров, и света теплового излучения, являются относительно небольшими. За счет этого, как показано пунктирной линией на фиг. 4, изменение интенсивности обратного света L2, направленного на контрольный участок 6 через преобразующий участок 3 и усилитель 4 после приема светопринимающим участком 2, является относительно небольшим.
[0032] С другой стороны, в случае, когда сварочное состояние сварного участка является дефектным (например, в случае одностороннего занижения сварного шва, вызванного тем, что сварной валик утоплен на одной из
обрабатываемых деталей), как показано на фиг. 6А и фиг. 6В, фокусная точка F5 контрольного лазерного луча L5 проходит, по существу, вдоль по круговой траектории сканирования С51, расположенной в ванне расплава Y1, например, несколько раз для излучения контрольного лазерного луча L5 по траектории сканирования С51 несколько раз, и если дефект сварки X1 (часть, в которой отсутствует расплавленный металл) существует на траектории сканирования С51 контрольного лазерного луча L5, интенсивность отраженного света контрольного лазерного луча L5 от обрабатываемых деталей W1, W2 уменьшается в точке, где существует дефект сварки X1 на траектории сканирования С51. В результате, как показано сплошной линией на фиг. 4, интенсивность обратного света L2, посылаемого на контрольный участок 6 через преобразующий участок 3 и усилитель 4 после приема светопринимающим участком 2, периодически уменьшается в точке, где дефект сварки X1 существует в пределах периода сканирования контрольного лазерного луча L5 (например, периода, когда контрольный лазерный луч L5 делает один оборот по траектории сканирования С51).
[0033] То есть, отношение между длиной, проходящей по дефекту сварки X1 траектории сканирования, и длиной, проходящей по нормальному участку, отличному от дефекта сварки X1, совпадает с отношением между временем, когда контрольный лазерный луч L5 проходит, по существу, на постоянной скорости по дефекту сварки X1 на траектории сканирования, и временем, когда он проходит нормальный участок, отличный от дефекта сварки X1. Таким образом, согласно способу контроля первого варианта осуществления, периодичность изменения интенсивности обратного света L2 анализируется контрольным участком 6. Более конкретно, когда контрольный лазерный луч L5 излучается по соответствующим траекториям сканирования С51, С52 несколько раз, проводится преобразование Фурье для интенсивности обратного света L2, принимаемого светопринимающим участком 2. Затем определяют фундаментальную частоту по пику амплитуды, который впервые определяется из взаимосвязи между частотой и амплитудой после преобразования Фурье. Вычисляется отношение между амплитудой фундаментальной частоты и
амплитудой частоты, которая вдвое выше, чем фундаментальная частота. В результате, даже если электрический сигнал, полученный от обратного света L2, слаб, или интенсивность обратного света L2 меняется в соответствии с изменением температуры обрабатываемой детали, можно проконтролировать размер дефекта сварки X1, который может существовать внутри наружного края ванны расплава Y1. В частности, согласно первому варианту осуществления, контрольный лазерный луч L5 излучается, по существу, вдоль круговой траектории сканирования по отношению к ванне расплава Y1. Таким образом, размер дефекта сварки X1, который может существовать внутри наружного края ванны расплава Y1 эксцентрично от центра сварки С0 или размер дефекта сварки X1 некруглой формы, например, эллиптической формы и, по существу, многоугольной формы, можно проконтролировать.
[0034] Далее, согласно первому варианту осуществления, контрольный лазерный луч L5 излучается по траекториям сканирования С51, С52, расположенным в ванне расплава Y1, образованной излучением с помощью сварочного лазерного луча L1. На основе периодичности изменения интенсивности обратного света L2, принимаемого светопринимающим участком 2, когда контрольный лазерный луч L5 излучается вдоль траекторий сканирования С51, С52, контролируют сварочное состояние сварного участка. В результате, даже если состояние излучения сварочного лазерного луча L1 меняется, или фокусная точка сварочного лазерного луча отклоняется от положения генерирования дефекта сварки X1, состояние сканирования (траектория сканирования или скорость сканирования) контрольного лазерного луча L5 может быть соответствующим образом отрегулирована. Таким образом, сварочное состояние сварного участка, образованного на обрабатываемой детали, может быть с точностью проконтролировано.
[0035] Согласно примеру, показанному сплошной линией на фиг. 4, в интенсивности обратного света L2, принятого светопринимающим участком 2, размер дефекта сварки X1 можно оценить путем оценки длины, проходящей по дефекту сварки X1 траектории сканирования, а также длины, проходящей по нормальному участку, отличному от дефекта сварки X1, от момента времени,
когда контрольный лазерный луч L5 проходит дефект сварки X1 на траектории сканирования, до момента времени, когда он проходит исправный участок, отличный от дефекта X1 сварки. Тем не менее, интенсивность обратного света L2, который фактически принят светопринимающим участком 2, содержит сигналы интенсивности с различными частотами, как показано на фиг. 7. Таким образом, необходимо проконтролировать размер дефекта сварки X1 из взаимосвязи между частотой и амплитудой, полученной путем выполнения преобразования Фурье для интенсивности обратного света L2, принятого светопринимающим участком 2.
Второй вариант осуществления устройства контроля сварного участка
[0036] Далее будет описан второй вариант осуществления устройства контроля сварного участка по настоящему изобретению со ссылкой на фиг. 8.
[0037] ФИГ. 8 представляет собой диаграмму общей конфигурации, показывающую всю конструкцию второго варианта осуществления устройства контроля сварного участка по настоящему изобретению. Устройство контроля 100А второго варианта осуществления, показанное на фиг. 8, отличается от устройства контроля 100 первого варианта осуществления, показанного на фиг. 1, тем, что контроль сварочного состояния сварного участка осуществляют с использованием отраженного света сварочного лазерного луча, излученного из сварочного излучающего участка. Остальная конструкция является почти такой же, что и у устройства контроля 100 первого варианта осуществления. Поэтому подробное описание такой же конструкции, что и в первом варианте осуществления, опущено, при этом идентичными ссылочными позициями обозначены идентичные компоненты.
[0038] Контрольное устройство 100А, показанное на фигуре, включает в себя главным образом сварочный излучающий участок 1А, светопринимающий участок 2А, преобразующий участок 3А, усилитель 4А, контрольный участок 6А, и ЭЛТ 7А.
[0039] Сварочный излучающий участок 1А облучает две обрабатываемые детали W1, W2 с помощью сварочного лазерного луча L1 через
оптическую систему 8А и светопринимающий участок 2А, чтобы приварить две обрабатываемые детали W1, W2, положенные одна на другую, или слегка разнесенные дистанционно одна от другой. Путем излучения сварочного лазерного луча L1A посредством сварочного излучающего участка 1А, в результате расплавления обрабатываемых деталей W1, W2 образуется ванна расплава Y1, справа и слева от сварочного лазерного луча L1A и позади него по отношению к направлению продвижения сварочного лазерного луча L1A.
[0040] Светопринимающий участок 2А принимает обратный свет L2A, включающий в себя отраженный свет от ванны расплава Y1 обрабатываемых деталей W1, W2 сварочного лазерного луча L1A, излученного из сварочного излучающего участка 1А, свечение паров (свет плазмы) вызванный плавлением и испарением обрабатываемых деталей W1, W2, свет теплового излучения (инфракрасный свет), излученный из ванны расплава Y1 обрабатываемых деталей W1, W2.
[0041] Преобразующий участок 3А преобразует в электрический сигнал обратный свет L2A, принятый светопринимающим участком 2А, собранный через оптическую систему 8А и конденсорную линзу 9А, и выдает электрический сигнал на усилитель 4А. Усилитель 4А усиливает интенсивность электрического сигнала, выданного из преобразующего участка 3А, и направляет его на контрольный участок 6А.
[0042] Контрольный участок 6А обрабатывает электрический сигнал, переданный из усилителя 4А для контроля сварочного состояния сварного участка, образованного на обрабатываемых деталях W1, W2. Более конкретно, контрольный участок 6А выполняет преобразование Фурье для интенсивности обратного света L2A, принятого светопринимающим участком 2А, когда сварочный излучающий участок 1А излучает сварочный лазерный луч L1A по траектории сканирования. Далее он определяет фундаментальную частоту по пику амплитуды, которой впервые определяется на взаимосвязи между частотой и амплитудой после преобразования Фурье. Размер дефекта сварки в сварном участке, образованном в обрабатываемых деталях W1, W2, контролируют на основе отношения между амплитудой фундаментальной частоты и амплитудой
частоты, которая вдвое выше, чем фундаментальная частота. Контрольный участок 6А посылает сигнал результата обработки электрического сигнала, посланного из усилителя 4А, на ЭЛТ 7А. ЭЛТ 7А отображает результат обработки сигнала, передаваемого из контрольного участка 6А.
[0043] Изменение интенсивности обратного света L2A, принимаемого светопринимающим участком 2А, когда сварочный лазерный луч L1A излучается по траектории сварки, относительно невелико в случае, когда сварочное состояние сварного участка нормальное, как в первом варианте осуществления. С другой стороны, в случае, когда сварочное состояние сварного участка имеет дефекты, если дефект сварки (участок, на котором нет какого-либо расплавленного металла) образовался на траектории сварки сварочного лазерного луча L1A, интенсивность обратного света L2A, принимаемого светопринимающим участком 2А, когда сварочный лазерный луч L1A излучается по траектории сварки, периодически уменьшается в положении, где образовался дефект сварки.
[0044] Согласно второму варианту осуществления, периодичность изменения интенсивности обратного света L2A анализируется контрольным участком 6А. Более конкретно, когда сварочный лазерный луч L1A излучается по траектории сварки, преобразование Фурье выполняется по интенсивности обратного света L2A, принимаемого светопринимающим участком 2А. Затем определяют фундаментальную частоту по пику амплитуды, который впервые определяется из взаимосвязи между частотой и амплитудой после преобразования Фурье. Вычисляют отношение между амплитудой фундаментальной частоты и амплитудой частоты, которая вдвое выше, чем фундаментальная частота. В результате, даже если электрический сигнал, полученный от обратного света L2A, является слабым, или интенсивность обратного света L2A меняется в соответствии с изменением температуры обрабатываемой детали, может быть определен размер дефекта сварки, который может существовать внутри наружного края ванны расплава Y1.
[0045] Тем временем, в вышеописанном первом варианте осуществления, описан вариант осуществления, в котором центр траектории сканирования
контрольного лазерного луча установлен по центру траектории сварки сварочного лазерного луча. Тем не менее, центр траектории сканирования контрольного лазерного луча может быть установлен в подходящее положение внутри ванны расплава, образованной путем излучения сварочного лазерного луча.
[0046] В вышеописанном варианте осуществления описан вариант осуществления, в котором траектория сварки сварочного лазерного луча и траектория сканирования контрольного лазерного луча являются, по существу, круговыми. Тем не менее, траектория сварки сварочного лазерного луча и траектория сканирования контрольного лазерного луча могут иметь форму замкнутой петли, такую как форму эллипса или многоугольную форму, либо форму кривой или прямой линии с заданной длиной. Если можно определить положение, в котором есть основания допустить вероятность возникновения дефекта сварки в сварном участке, то предпочтительно, чтобы траектория сварки сварочного лазерного луча или траектория сканирования контрольного лазерного луча были установлены таким образом, чтобы проходить через это положение. При этом, если траектория сварки сварочного лазерного луча имеет форму замкнутой петли, например, форму эллипса или многоугольную форму, то центр сварки может быть установлен на центр тяжести траектории сварки.
[0047] В вышеописанном варианте осуществления описан вариант осуществления, в котором сварочный лазерный луч или контрольный лазерный луч излучается на обрабатываемую деталь, зафиксированную в заданном положении. Тем не менее, можно сваривать вместе обрабатываемые детали с помощью лазерного луча при соответствующем перемещении обрабатываемых деталей, тогда как фокусные точки сварочного лазерного луча и контрольного лазерного луча будут зафиксированы. В качестве альтернативного варианта, можно также сваривать вместе обрабатываемые детали при перемещении как обрабатываемых деталей, так фокусной точки сварочного лазерного луча или контрольного лазерного луча относительно друг друга.
Анализ и результаты оценки взаимосвязи между интенсивностью
обратного света и размером дефекта сварки на сварном участке при использовании аналитической модели
[0048] Авторы настоящего изобретения составили четыре типа аналитических моделей, каждый из которых имеет дефект сварки различного размера (примеры 1-4), и на основании каждого аналитической модели оценили взаимосвязь между интенсивностью обратного света и размером дефекта сварки на каждом сварном участке.
Форма аналитической модели и интенсивность обратного света
[0049] Сначала будет описана форма аналитической модели со ссылкой на фиг. 9А, 10А, 11А и 12А. Предполагается, что отношение длины, проходящей по дефекту сварки, по отношению к длине, проходящей по нормальному участку, по существу, круговой траектории сканирования контрольного лазерного луча, составляет 1,00 в примере 1, показанном на фиг. 9А, 0,67 в примере 2, показанном на фиг. 10А, 0,33 в примере 3, показанном на фиг. 11А, и 0,11 в примере 4, показанном на фиг. 12А. То есть, считается, что отношение длины, проходящей по дефекту сварки, по отношению к общей траектории сканирования контрольного лазерного луча, составляет 1/2 (50%) в примере 1, показанном на фиг. 9А, 2/5 (40%) в примере 2, показанном на фиг. 10А, 1/4 (25%) в примере 3, показанном на фиг. 11А, и 1/10 (10%) в примере 4, показанном на фиг. 12А.
[0050] Таким образом, как показано на фиг. 9В, 10В, 11В и 12В, было определено, что отношение времени, когда контрольный лазерный луч, излученный, по существу, на постоянной скорости, проходит по дефекту сварки, по отношению к времени, когда он проходит нормальный участок траектории сканирования, составляет 1,00 в примере 1, показанном на фиг. 9В, 0,67 в примере 2, показанном на фиг. 10В, 0,33 в примере 3, показанном на фиг. 11В, и 0,11 в примере 4, показанном на фиг. 12В.
Результат оценки взаимосвязи между интенсивностью обратного света и размером дефекта сварки в сварном участке согласно аналитической модели
[0051] Фиг. 13 представляет собой диаграмму, показывающую взаимосвязь между частотой и амплитудой обратного света в примерах 1-4,
оцениваемую по аналитическим моделям.
[0052] Когда быстрое преобразование Фурье было проведено для интенсивности обратного света в примерах 1-4, показанных на фиг. 9В, 10В, 11В, 12В, пик амплитуды в каждой аналитической модели примеров 1-4 был подтвержден на частотах приблизительно 5 Гц, приблизительно 10 Гц и приблизительно 15 Гц, как показано на фиг. 13. В аналитической модели примера 1, на частоте приблизительно 10 Гц не было подтверждено наличие большого пика амплитуды.
[0053] Фиг. 14 представляет собой диаграмму, показывающую взаимосвязь между отношением между амплитудой при фундаментальных частотах примеров 1-4 согласно аналитическим моделям и амплитудой при другой частоте, которая вдвое выше фундаментальной частоты, и отношением между размером нормального участка сварного участка (длины, проходящей по нормальному участку на траектории сканирования) и размером дефекта сварки (длины, проходящей по дефекту сварки на траектории сканирования).
[0054] Отношение между амплитудой при приблизительно 5 Гц (фундаментальная частота), при которой впервые был определен пик амплитуды, и амплитудой при приблизительно 10 Гц (частота, которая вдвое выше, чем фундаментальная частота) (см. фиг. 13) из взаимосвязи между частотой и амплитудой после быстрого преобразования Фурье в аналитических моделях примеров 1-4 было сопоставлено с отношением между длиной траектории сканирования контрольного лазерного луча, проходящей по нормальному участку, и длиной, проходящей по дефекту сварки. В результате, как показано на фиг. 14, было подтверждено, что они имеют тесную корреляцию. Более конкретно, было подтверждено, что при возрастании отношения между амплитудой при фундаментальной частоте и амплитудой при частоте, которая вдвое выше, чем фундаментальная частота, отношение между длиной траектории сканирования контрольного лазерного луча, проходящей по нормальному участку, и длиной, проходящей по дефекту сварки, уменьшается.
[0055] В соответствии с аналитическим результатом, фундаментальную частоту определяют путем выполнения преобразования Фурье для
интенсивности обратного света, принимаемого, когда сварочный лазерный луч излучается по траектории сварки, либо контрольный лазерный луч излучается по траектории сканирования. Затем вычисляется отношение амплитуды при частоте, которая вдвое выше, чем фундаментальная частота, к амплитуде при фундаментальной частоте. В результате было обнаружено, что может быть с точностью определен размер дефекта сварки, который может образоваться в сварном участке, например, перфорированная сварка, в которой обе обрабатываемые детали расплавлены, и занижены, а также заниженный уровень сварки с одной стороны, когда расплавлен и занижен сварной шов с одной стороны.
[0056] Несмотря на то, что варианты осуществления настоящего изобретения были описаны подробно со ссылкой на вышеуказанные чертежи, конкретная конструкция в соответствии с изобретением не ограничивается этими вариантами осуществления, и любые модификации и подобные конструкции по настоящему изобретению должны быть включены в настоящее изобретение, при условии, что они находятся в пределах сущности настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО КОНТРОЛЯ СВАРНОГО УЧАСТКА И СПОСОБ ЕГО КОНТРОЛЯ С ВЫДЕЛЯЮЩИМ УЧАСТКОМ ДЛЯ ВЫДЕЛЕНИЯ СВЕЧЕНИЯ ИСПАРЕНИЯ И ТЕПЛОВОГО ИЗЛУЧЕНИЯ | 2014 |
|
RU2635586C2 |
| УСТРОЙСТВО КОНТРОЛЯ СВАРНОГО УЧАСТКА И СПОСОБ ЕГО КОНТРОЛЯ | 2014 |
|
RU2635588C2 |
| УСТРОЙСТВО ДЛЯ СВАРКИ С КОНТРОЛЕМ КАЧЕСТВА СТРУКТУРЫ СВАРНОГО ШВА И СПОСОБ СВАРКИ С КОНТРОЛЕМ КАЧЕСТВА СТРУКТУРЫ СВАРНОГО ШВА | 2014 |
|
RU2638140C2 |
| БЛОК ДАТЧИКА ДЛЯ КОНТРОЛЯ ПОВЕРХНОСТИ ОБЪЕКТА И СПОСОБ ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО КОНТРОЛЯ | 1998 |
|
RU2186372C2 |
| Способ гибридной лазерно-дуговой сварки кольцевых поворотных стыков трубопроводов | 2022 |
|
RU2792346C1 |
| СПОСОБ И УСТРОЙСТВО ДИАГНОСТИКИ И УПРАВЛЕНИЯ КАЧЕСТВОМ ЛАЗЕРНОЙ СВАРКИ | 2004 |
|
RU2258589C1 |
| СИСТЕМЫ И СПОСОБЫ КОНТРОЛЯ И/ИЛИ УПРАВЛЕНИЯ ОБРАБОТКОЙ С ВОБУЛЯЦИЕЙ С ИСПОЛЬЗОВАНИЕМ ВСТРОЕННОЙ КОГЕРЕНТНОЙ ВИЗУАЛИЗАЦИИ (ICI) | 2019 |
|
RU2795069C2 |
| СПОСОБ И УСТРОЙСТВО КОНТРОЛЯ ПРИ ПОМОЩИ ТЕНЕВОЙ ДЕФЕКТОСКОПИИ | 2005 |
|
RU2358259C2 |
| ЛАЗЕРНЫЙ СВАРОЧНЫЙ АППАРАТ | 2016 |
|
RU2664583C2 |
| Способ сварки материалов в ультразвуковых полях и устройство, его реализующее | 2022 |
|
RU2789411C1 |




Изобретение относится к устройству для сварки деталей с контролем качества сварного участка, (варианты) и способу сварки деталей с контролем качества сварного участка (варианты). Сварочный лазерный луч излучают по траекториям сварки, расположенным в обрабатываемых деталях, либо контрольный лазерный луч излучают по траекториям сканирования, расположенным в ванне расплава обрабатываемых деталей, которые были расплавлены сварочным лазерным лучом. Принимают обратный свет, включающий в себя отраженный свет от ванны расплава обрабатываемых деталей, свечение паров, созданное расплавлением / испарением обрабатываемых деталей, и свет теплового излучения, излученный из ванны расплава обрабатываемых деталей. Фундаментальную частоту определяют путем выполнения преобразования Фурье для интенсивности принятого обратного света, а сварочное состояние сварного участка в обрабатываемых деталях контролируют на основе амплитуды при фундаментальной частоте и амплитуды при частоте, которая вдвое выше, чем фундаментальная частота. 4 н. и 4 з.п. ф-лы, 14 ил.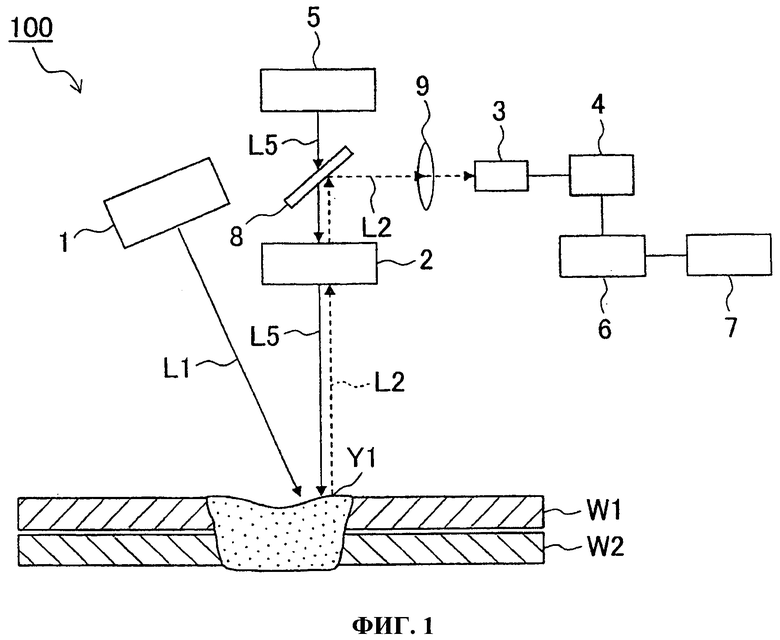
1. Устройство для сварки деталей с контролем качества сварного участка, сконфигурированное для контроля качества сварного участка, образованного, когда сваривают вместе обрабатываемые детали, содержащее
сварочный излучающий узел, сконфигурированный для излучения сварочного лазерного луча вдоль траектории сварки, расположенной в обрабатываемых деталях, и контрольный излучающий узел, сконфигурированный для излучения контрольного лазерного луча вдоль траектории сканирования, расположенной в ванне расплава обрабатываемых деталей, расплавленных сварочным лазерным лучом с тем, чтобы сварить вместе обрабатываемые детали,
светопринимающий узел, сконфигурированный для приема обратного света от сварного участка, причем обратный свет включает в себя отраженный свет контрольного лазерного луча, излученного контрольным излучающим узлом, при этом отраженный свет отражен от ванны расплава обрабатываемых деталей, свечение паров, которое создано испарением обрабатываемых деталей, и свет теплового излучения, излученного из ванны расплава обрабатываемых деталей, и
контрольный узел, сконфигурированный для контроля размера дефекта сварки сварного участка в обрабатываемых деталях на основе отношения между амплитудой при фундаментальной частоте и амплитудой при частоте, которая вдвое выше, чем фундаментальная частота, которая определяется путем выполнения преобразования Фурье для интенсивности обратного света, принятого светопринимающим узлом, при том, что указанное отношение взаимосвязано с отношением между длиной траектории сканирования контрольного лазерного луча, проходящей по нормальному участку, и длиной траектории сканирования контрольного лазерного луча, проходящей по дефекту сварки, так, что когда отношение, указанное первым, возрастает, то отношение, указанное вторым, уменьшается.
2. Устройство по п. 1, в котором траектория сварки сварочного лазерного луча и траектория сканирования контрольного лазерного луча имеют форму замкнутой петли.
3. Способ сварки деталей с контролем качества сварного участка, применимый для контроля качества сварного участка, образованного, когда сваривают вместе обрабатываемые детали, включающий
осуществление излучения сварочного лазерного луча вдоль траектории сварки, расположенной в обрабатываемых деталях, и излучения контрольного лазерного луча вдоль траектории сканирования, расположенной в ванне расплава обрабатываемых деталей, расплавленных сварочным лазерным лучом с тем, чтобы сварить вместе обрабатываемые детали,
осуществление приема обратного света от сварного участка, включающего в себя отраженный свет контрольного лазерного луча, при этом отраженный свет отражен от ванны расплава обрабатываемых деталей, свечение паров, которое создано испарением обрабатываемых деталей, и свет теплового излучения, излученного из ванны расплава обрабатываемых деталей,
осуществление определения фундаментальной частоты путем выполнения преобразования Фурье для интенсивности обратного света, и
осуществление контроля размера дефекта сварки сварного участка в обрабатываемых деталях на основе отношения между амплитудой при фундаментальной частоте и амплитудой при частоте, которая вдвое выше, чем фундаментальная частота, которая определяется путем выполнения преобразования Фурье для интенсивности обратного света, принятого светопринимающим узлом, при том, что указанное отношение взаимосвязано с отношением между длиной траектории сканирования контрольного лазерного луча, проходящей по нормальному участку, и длиной траектории сканирования контрольного лазерного луча, проходящей по дефекту сварки, так, что когда отношение, указанное первым, возрастает, то отношение, указанное вторым, уменьшается.
4. Способ сварки по п. 3, в котором траектория сварки сварочного лазерного луча и траектория сканирования контрольного лазерного луча имеют форму замкнутой петли.
5. Устройство для сварки деталей с контролем качества сварного участка, сконфигурированное для контроля качества сварного участка, образованного, когда сваривают вместе обрабатываемые детали, содержащее
излучающий узел, сконфигурированный для излучения сварочного лазерного луча вдоль траектории сварки, расположенной в обрабатываемых деталях, с тем, чтобы сварить вместе обрабатываемые детали,
светопринимающий узел, сконфигурированный для приема обратного света от сварного участка, причем обратный свет включает в себя отраженный свет сварочного лазерного луча, излученного излучающим узлом, при этом отраженный свет отражен от ванны расплава обрабатываемых деталей, свечение паров, которое создано испарением обрабатываемых деталей, и свет теплового излучения, излученного из ванны расплава обрабатываемых деталей, и
контрольный узел, сконфигурированный для контроля размера дефекта сварки сварного участка в обрабатываемых деталях на основе отношения между амплитудой при фундаментальной частоте и амплитудой при частоте, которая вдвое выше, чем фундаментальная частота, которая определяется путем выполнения преобразования Фурье для интенсивности обратного света, принятого светопринимающим узлом, при том, что указанное отношение взаимосвязано с отношением между длиной траектории сварочного лазерного луча, проходящей по нормальному участку, и длиной траектории сварочного лазерного луча, проходящей по дефекту сварки, так, что когда отношение, указанное первым, возрастает, то отношение, указанное вторым, уменьшается.
6. Устройство по п. 5, в котором траектория сварки сварочного лазерного луча имеет форму замкнутой петли.
7. Способ сварки деталей с контролем качества сварного участка, применимый для контроля качества сварного участка, образованного, когда сваривают вместе обрабатываемые детали, включающий
осуществление излучения сварочного лазерного луча вдоль траектории сварки, расположенной в обрабатываемых деталях, с тем, чтобы сварить вместе обрабатываемые детали,
осуществление приема обратного света от сварного участка, включающего в себя отраженный свет сварочного лазерного луча, при этом отраженный светотражен от ванны расплава обрабатываемых деталей, свечение паров, которое создано испарением обрабатываемых деталей, и свет теплового излучения, излученного из ванны расплава обрабатываемых деталей,
осуществление определения фундаментальной частоты путем выполнения преобразования Фурье для интенсивности обратного света, и
осуществление контроля размера дефекта сварки сварного участка в обрабатываемых деталях на основе отношения между амплитудой при фундаментальной частоте и амплитудой при частоте, которая вдвое выше, чем фундаментальная частота, которая определяется путем выполнения преобразования Фурье для интенсивности обратного света, принятого светопринимающим узлом, при том, что указанное отношение взаимосвязано с отношением между длиной траектории сварочного лазерного луча, проходящей по нормальному участку, и длиной траектории сварочного лазерного луча, проходящей по дефекту сварки, так, что когда отношение, указанное первым, возрастает, то отношение, указанное вторым, уменьшается.
8. Способ сварки по п. 7, в котором траектория сварки сварочного лазерного луча имеет форму замкнутой петли.
| US 6791057 B1, 14.09.2004 | |||
| МЕРНАЯ ЛОЖКА С ЗАЖИМОМ | 2010 |
|
RU2543464C2 |
| US 2010174407 A1, 08.07.2010 | |||
| US 5681490 A, 28.10.1997 | |||
| US 6399915 B1, 04.06.2002 | |||
| DE 10103255 A1, 14.08.2002 | |||
| УСТРОЙСТВО И СПОСОБ ТЕКУЩЕГО КОНТРОЛЯ ЗОНЫ СВАРКИ, А ТАКЖЕ СИСТЕМА И СПОСОБ УПРАВЛЕНИЯ СВАРКОЙ | 2003 |
|
RU2312745C2 |
| ВИДЕОСЕНСОРНОЕ УСТРОЙСТВО | 1998 |
|
RU2155653C2 |

