Изобретение относится к области сварки и, в частности, автоматической гибридной лазерно-дуговой многопроходной сварке c Y-образной разделкой свариваемых встык кромок в среде защитных газов с присадочной проволокой со смещением с зенита и применением техники сканирования луча лазера кольцевых швов поворотных стыков трубопроводов.
Применение при гибридной лазерно-дуговой сварке кольцевых швов поворотных стыков смещения с зенита и техники сканирования луча лазера позволяет повысить качество сварного соединения и технологическую воспроизводимость процесса сварки.
ГОСТ ISO 15609-6-2016 [1] дает следующее определение гибридной лазерно-дуговой сварке: два или более процессов сварки плавлением, которые взаимодействуют в одной сварочной ванне.
Объединение двух энергетических источников (дугового и лазерного) в единый технологический процесс сварки позволяет нивелировать или полностью устранить недостатки каждого из способов сварки получив новые качества недостижимые при применении каждого способа сварки в отдельности [2].
Одним из недостатков технологии лазерной сварки являются высокие требования по точности сборки свариваемых кромок [2]. Обеспечить высокую точность сборки свариваемых кромок под лазерную сварку, необходимую для получения качественного сварного соединения трубопроводов, имеющих значительные массогабаритные показатели, практически невозможно в следствие значительных допусков на геометрические параметры свариваемых труб и точности механической обработки свариваемых кромок.
Объединение лазерного и дугового сварочных источников энергии в единый технологический процесс позволяет снизить требования по точности сборки и механической обработке свариваемых кромок [3].
Y-образная разделка свариваемых встык кромок позволяет реализовать многопроходную одноваликовую сварку с минимальной площадью разделки свариваемых кромок, уменьшить расход сварочных материалов и, соответственно, снизить технологическую себестоимость сварки одного стыка.
Сварку кольцевых поворотных стыков производят со смещением с зенита, так как сварка в зените характеризуется неустойчивостью сварочной ванны и образованием дефектов сварного соединения.
Смещение с зенита позволяет стабилизировать динамическую устойчивость сварочной ванны, избежать ее стекание с цилиндрической поверхности трубы, но при условии, что ее вес не превышает критического значения.
Вес сварочной ванны, который не может быть уравновешен силами поверхностного натяжения, называется критическим [4]. Вес сварочной ванны зависит от конкретных технологических параметров сварочного процесса: мощности сварочных источников энергии, скорости сварки, диаметра сфокусированного пятна луча лазера и др.
Значительно снижать вес сварочной ванны ниже критического значения нецелесообразно, так как это приводит к уменьшению производительности процесса сварки.
Термин сканирование луча лазера введен в ГОСТ ISO 15609-4-2017, статья 4.13.1 и относится к параметрам лазерного луча, но определение термина не приводится.
Необходимо отметить, что в технической литературе используются различные термины сканирования луча лазера: осцилляция, колебания луча лазера и колебания пучка лазерного излучения, которые, как принято считать, аналогичны термину сканирования луча лазера. Сканирование луча лазера может производиться по различным траекториям: круговой, линейной, восьмерка, бесконечность.
Параметры техники сканирования луча лазера: амплитуда сканирования, частота сканирования, траектория сканирования, времени задержки в точках возврата, выбирается из условия получения бездефектного сварного соединения за счет устранения (нивелирования) неравномерного распределения мощности по сечению пучка лазера (распределение мощности по сечению пучка лазера подчиняется закону Гаусса).
Известен способ гибридной лазерно-дуговой сварки продольных швов из заготовок с предпочтительной толщиной от 6 до 60 мм с «V» или «Х» разделкой свариваемых кромок, сваркой кромок притупления в режиме замочной скважины (режим глубокого проплавления) в нижнем положении [US 7288737, опубл. 30.10.2007г.].
В данном способе гибридной лазерно-дуговой сварки не используется техника сканирования луча лазера, что не позволяет устранить неравномерное тепловое воздействие сварочного источника энергии на формирование сварочной ванны и сварного соединения и не исключает возможности образования дефектов. Кроме того, способ с «V» и «Х» разделкой свариваемых кромок характеризуется повышенным расходом сварочной проволоки и защитных газов по сравнению с «Y» разделкой, что увеличивает технологическую себестоимость сварки одного стыка.
В связи с вышеизложенным применение данного способа для гибридной лазерно-дуговой сварки кольцевых поворотных стыков труб не целесообразно. О возможности применения способа по патенту US 728873 для сварки поворотных стыковых кольцевых соединений трубопроводов ничего не сообщается.
Известен способ гибридной лазерно-дуговой сварки продольных швов с «Y» разделкой свариваемых кромок [US 8884183, опубл. 11.11.2014г.]. Кромки притупления свариваются гибридной лазерно- дуговой сваркой, а оставшаяся часть разделки кромок сваривается дуговой сваркой под флюсом с целью исключения образования высокой твердости в околошовном участке зоны термического влияния.
В данном способе гибридной лазерно-дуговой сварки не используется техника сканирования луча лазера, что не позволяет устранить неравномерное тепловое воздействие сварочного источника энергии на формирование сварочной ванны и сварного соединения и не исключает возможности образования дефектов. Способ характеризуется большими зонами термического влияния и значительными затратами на расходные сварочные материалы.
Применение техники сканирования луча лазера и многопроходной сварки с одноваликовым заполнением разделки свариваемых кромок позволяет производить термоциклирование сварного соединение и устранить образование закалочных мартенситных структур в околошовном участке зоны термического влияния, что позволяет исключить технологическую операцию дуговой сварки под флюсом.
В связи с вышеизложенным применение данного способа для гибридной лазерно-дуговой сварки кольцевых поворотных стыков труб не целесообразно. О возможности применения способа по патенту US 8884183 для сварки поворотных стыковых кольцевых соединений трубопроводов ничего не сообщается.
Техническим результатом заявляемого изобретения является получение гибридной лазерно-дуговой сварки бездефектного поворотного кольцевого сварного соединения трубопроводов с щелевой «Y» разделкой с притуплением свариваемых кромок.
Указанный технический результат достигается за счет того, что способ автоматической многопроходной гибридной лазерно-дуговой сварки в среде защитных газов со смещением с зенита и с использованием техники сканирования луча лазера с одноваликовым заполнением «Y» разделки свариваемых кромок поворотных стыковых кольцевых соединений, включающий подачу присадочной проволоки и одновременное воздействие на нее непрерывным лазерным излучением и электрической дуги с образованием общей сварочной ванны.
Возможны следующие варианты развития основного технического решения:
- параметры лазерного излучения и электрической дуги процесса гибридной лазерно-дуговой сварки выбирают из условия образования сварочной ванны с весом меньше критического значения;
- наибольший угол смещения с зенита определяется устойчивостью сварочной ванны на цилиндрической поверхности трубы при равенстве касательной составляющей силы тяжести сварочной ванны и сил поверхностного натяжения;
- минимальный угол смещения с зенита определяется длиной сварочной ванны;
- для формирования обратного валика с заданной геометрией радиальная составляющая силы тяжести сварочной ванны должна быть уравновешена силами поверхностного натяжения;
- частота сканирования луча лазера - f превышает пороговое значение f ≥ fп;
- амплитуда сканирования луча лазера - А превышает половину ширины разделки свариваемых кромок по уровню сварочного валика;
- параметры сканирования луча лазера обеспечивают режим термоциклирования сварного соединения;
- в качестве защитных газа используют аргон или смесь аргона с углекислым газом.
Сущность изобретения поясняется следующими фигурами.
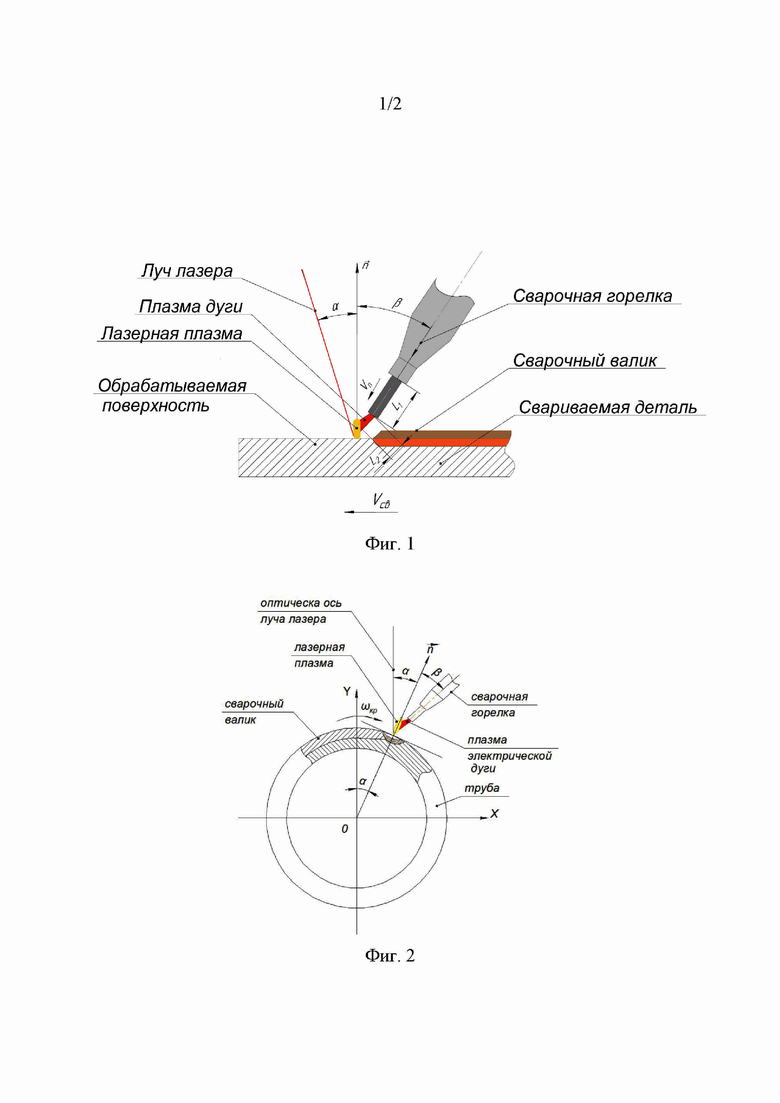
На Фиг. 1 приведена геометрическая схема гибридной лазерно-дуговой сварки, где
α - угол наклона луча лазера к обрабатываемой поверхности по отношению к вертикали,
β - угол наклона направления подачи сварочной проволоки по отношению к вертикали,
 - вектор нормали,
- вектор нормали,
Vп - скорость подачи проволоки,
Vсв - скорость сварки,
L1 - вылет сварочной проволоки,
L2 - расстояние от торца проволоки до обрабатываемой поверхности.
На Фиг. 2 приведена геометрическая схема гибридной лазерно-дуговой сварки кольцевого шва трубопровода.
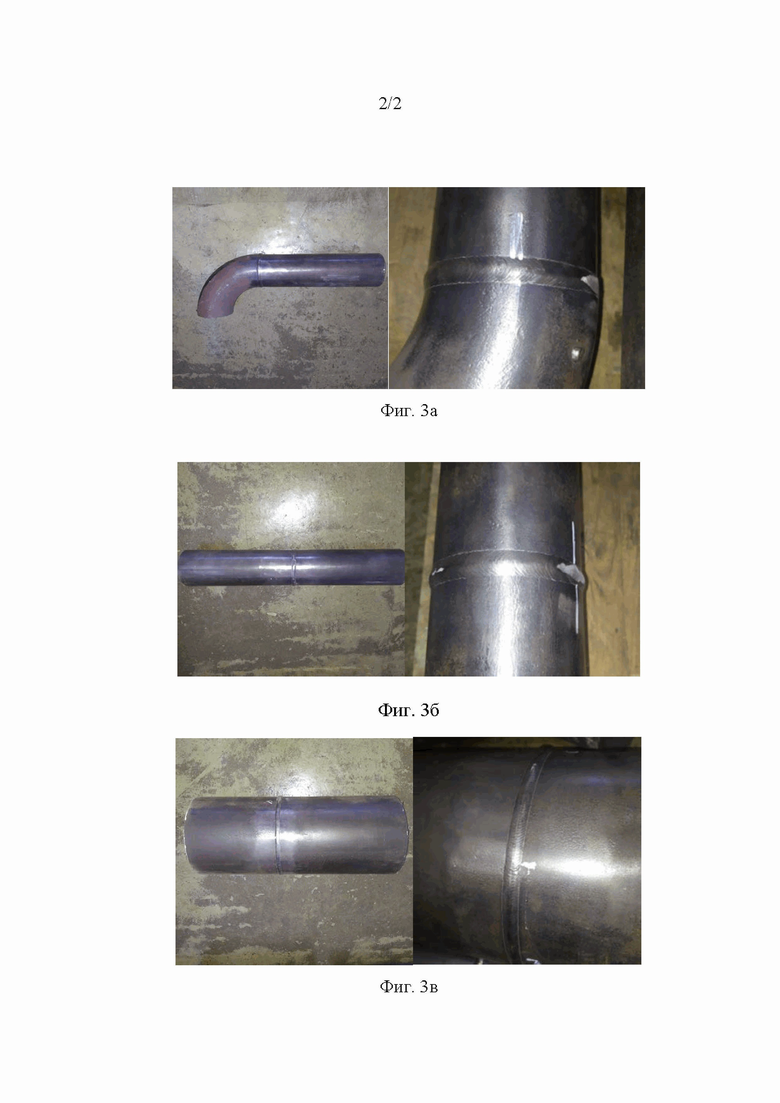
На Фиг. 3 (а, б, в) приведен внешний вид сварных соединений, выполненных гибридной лазерно-дуговой сваркой, где
а) ∅57х5 мм (труба/отвод);
б) ∅108х6 мм (труба/труба);
в) ∅219х7 мм (труба/труба).
Смещение сварочного источника (источников) энергии с зенита задается углом-α от вертикали. Угол смещения определяется уравновешиванием радиальной и касательной силы тяжести сварочной ванны и сил поверхностного натяжения. Формирование геометрических параметров обратного валика корня шва определяется соотношением радиальной составляющей веса сварочной ванны Fp=F и силы поверхностного натяжения, где F - сила тяжести сварочной ванны. Стекание жидкой фазы сварочной ванны с цилиндрической поверхности трубы определяется соотношением касательной составляющей силы тяжести Fк=
и силы поверхностного натяжения, где F - сила тяжести сварочной ванны. Стекание жидкой фазы сварочной ванны с цилиндрической поверхности трубы определяется соотношением касательной составляющей силы тяжести Fк= и силы поверхностного натяжения. Минимальное значение угла-αmin определяется длиной сварочной ванны.
и силы поверхностного натяжения. Минимальное значение угла-αmin определяется длиной сварочной ванны.
Угол смещения с зенита зависит от радиуса свариваемой трубы, теплофизических характеристик сварочной проволоки, свариваемого металла и находится в пределах от 15 до 20 градусов для труб с диаметрами: ∅ 57 мм, α=19°; ∅108 мм, α 15°; ∅ 219 мм, α=10°. Точное значение угла смещения с зенита определяется экспериментально.
Техника сканирования луча лазера производится с частотой, превышающей пороговое значение - fп, при которой свариваемый металл воспринимает сканирующий (осциллирующий) луч лазера как равномерный поток энергии, что позволяет исключить перегрев сварочной ванны, получить равномерное заполнение по высоте сварочного валика в разделке свариваемых кромок, равномерное проплавление заполняющих сварочных валиков при многопроходной сварке.
Пороговое значение частоты сканирования - fп определяется теплофизическими характеристиками свариваемого металла, условиями отвода тепла из сварочной ванны, геометрией конструктивных элементов разделки свариваемых кромок и для сталей она превышает 200Гц.
Амплитуда сканирования выбирается из условия превышения величины ширины разделки свариваемых кромок по уровню наложения сварочного валика с целью исключения образование дефекта в виде несплошностей в зоне сплавления сварного шва с основным металлом за счет гарантированного сплавления сварочного валика с основным металлом.
Задержка по времени в точках возврата при линейной траектории сканирования является дополнительным фактором устранения дефектов в виде несплошностей в зоне сплавления сварного шва с основным металлом.
Способ опробован при автоматической многопроходной гибридной лазерно-дуговой сварке в стык с одноваликовым заполнением разделки свариваемых кромок на образцах-свидетелях труб диаметром 57, 108, 219 мм, изготовленных из стали марки 09Г2С с толщиной стенок 5, 6, 7 мм. соответственно Фиг. 3.
Автоматическая лазерная сварка проводилась на установке «УЛСТ-п» с использованием волоконного лазерного источника энергии модели ЛС-6, сварочной проволоки сплошного сечения марки 08Г2С диаметром 1.2 мм в среде смеси защитных газов 80%Ar и 20%CO2.
Скорость гибридной лазерно-дуговой сварки равна 5.85, 5.0, 4.58 мм/мин.
Проведенные исследования показали, что многопроходная лазерная сварка со смещением с зенита, одноваликовым заполнением разделки свариваемых кромок в сочетании с техникой сканирования луча лазера исключает образование дефектов в сварном соединении [СТО Газпром 2-4.1-713-2013. Технические требования к трубам и соединительным деталям: стандарт организации Открытое Акционерное Общество «Газпром». - Москва: ОАО «Газпром», 2014. - V, 146 с. ].
Источники информации, использованные в описании:
1. ГОСТ ISO 15609-6-2016. Технические требования к процедуре сварки. Часть 6. Лазерно-дуговая гибридная сварка. Статья 3.1
2. Чирков А.М. Гибридные и комбинированные технологии лазерной обработки материалов / [Электронный ресурс]: учебное пособие / А.М. Чирков, О.Ф. Очин; под ред. А.Б. Ушакова - М.: МИРЭА - Российский технологический университет, 2019. - 1 электрон. опт. диск (CD-ROM).
3. Туричин Г.А. Технология гибридной лазерно-дуговой сварки: учеб. пособие / Г.А. Туричин, И.А. Цибульский, В.М. Кузнецов. - СПб.:Изд-во Политехн. ун-та, 2015-48 с.
4. Ерохин А.А. Основы сварки плавлением. Физико-химические закономерности. «Машиностроение», 1973,448с.
5. Григорьянц А.Г., Шиганов И.Н., Мисюров А.И. Технологические процессы лазерной обработки. М.: Издательство МГТУ им. Н.Э. Баумана, 2006. - 664 с.
7. Ерохин А.А. Основы сварки плавлением. Физико-химические закономерности. «Машиностроение», 1973, 448 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ комбинированной автоматической двухсторонней лазерно-дуговой сварки неповоротных кольцевых стыковых соединений трубопроводов | 2024 |
|
RU2832257C1 |
| СПОСОБ УПРАВЛЕНИЯ УСТОЙЧИВОСТЬЮ СВАРОЧНОЙ ВАННЫ | 2020 |
|
RU2763068C2 |
| СПОСОБ ПОДГОТОВКИ КРОМОК ПОД ОРБИТАЛЬНУЮ ЛАЗЕРНУЮ СВАРКУ НЕПОВОРОТНЫХ СТЫКОВЫХ КОЛЬЦЕВЫХ СОЕДИНЕНИЙ | 2020 |
|
RU2743131C1 |
| СПОСОБ УПРАВЛЕНИЯ ТЕРМИЧЕСКИМ ЦИКЛОМ МНОГОПРОХОДНОЙ ЛАЗЕРНОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ СОЕДИНЕНИЙ В УЗКОЩЕЛЕВУЮ РАЗДЕЛКУ СО СВАРОЧНОЙ ПРОВОЛОКОЙ | 2020 |
|
RU2754216C1 |
| Способ гибридной лазерно-дуговой сварки | 2017 |
|
RU2640105C1 |
| СПОСОБ ЛАЗЕРНО-ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 2010 |
|
RU2447980C2 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ВЕРТИКАЛЬНЫХ СТЫКОВ ТОЛСТОЛИСТОВЫХ СТАЛЬНЫХ КОНСТРУКЦИЙ | 2014 |
|
RU2578303C1 |
| Способ гибридной лазерно-дуговой сварки толстостенных труб | 2022 |
|
RU2787195C1 |
| Способ сварки стыковых соединений | 2017 |
|
RU2635680C1 |
| Способ гибридной лазерно-дуговой сварки продольного шва трубы | 2017 |
|
RU2637035C1 |
Изобретение относится к области сварки и, в частности, автоматической гибридной лазерно-дуговой многопроходной сварке c Ү-образной разделкой свариваемых встык кромок в среде защитных газов с присадочной проволокой со смещением с зенита и применением техники сканирования луча лазера кольцевых швов поворотных стыков стальных трубопроводов. Осуществляется способ автоматической многопроходной гибридной лазерно-дуговой сварки в среде защитных газов со смещением с зенита и с использованием техники сканирования луча лазера с заполнением «Y» разделки свариваемых кромок поворотных стыковых кольцевых соединений, включающий подачу присадочной проволоки и одновременное воздействие на нее непрерывным лазерным излучением и электрической дуги с образованием общей сварочной ванны. Обеспечивается получение бездефектного поворотного кольцевого сварного соединения стальных трубопроводов с щелевой «Y» разделкой с притуплением свариваемых кромок. 7 з.п. ф-лы, 3 ил.
1. Способ автоматической многопроходной гибридной лазерно-дуговой сварки кольцевых поворотных стыков стальных трубопроводов, характеризующийся тем, что проводят сварку в среде защитных газов со смещением с зенита и с использованием техники сканирования луча лазера с заполнением «Y» разделки свариваемых кромок, с подачей присадочной проволоки и одновременным воздействием на неё непрерывным лазерным излучением и электрической дуги с образованием общей сварочной ванны.
2. Способ по п. 1, отличающийся тем, что параметры лазерного излучения и электрической дуги процесса гибридной лазерно-дуговой сварки выбирают из условия образования сварочной ванны с весом меньше критического значения.
3. Способ по п. 1, отличающийся тем, что наибольший угол смещения с зенита выбирают из условия обеспечения устойчивости сварочной ванны на цилиндрической поверхности трубопровода при равенстве касательной составляющей силы тяжести сварочной ванны и сил поверхностного натяжения.
4. Способ по п. 1, отличающийся тем, что для формирования обратного валика с заданной геометрией сварку осуществляют с обеспечением уравновешивания радиальной составляющей силы тяжести сварочной ванны силами поверхностного натяжения.
5. Способ по п. 1, отличающийся тем, что частота сканирования луча лазера - f превышает 200 Гц.
6. Способ по п. 1, отличающийся тем, что амплитуда сканирования луча лазера - А превышает половину ширины разделки свариваемых кромок по уровню сварочного валика.
7. Способ по п. 1, отличающийся тем, что параметры сканирования луча лазера обеспечивают режим термоциклирования сварного соединения.
8. Способ по п. 1, отличающийся тем, что в качестве защитных газов используют аргон или смесь аргона с углекислым газом.
| АВТОМАТ ДЛЯ УПРАВЛЕНИЯ ВЫКЛЮЧЕНИЕМ ГАЗОПРОВОДА ПРИ ЕГО ПОВРЕЖДЕНИИ | 0 |
|
SU189271A1 |
| Способ бездефектной гибридной лазерно-дуговой сварки толстостенных стыковых соединений | 2018 |
|
RU2697754C1 |
| Устройство для модулирования электрических колебаний высокой частоты | 1929 |
|
SU16270A1 |
| СПОСОБ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ СТАЛЬНЫХ ТОЛСТОСТЕННЫХ КОНСТРУКЦИЙ | 2018 |
|
RU2679858C1 |
| ГЕНЕРАТОР МНОГОКАНАЛЬНЫХ СИГНАЛОВ, АУДИОКОДЕР И СООТВЕТСТВУЮЩИЕ СПОСОБЫ, ОСНОВАННЫЕ НА ШУМОВОМ СИГНАЛЕ МИКШИРОВАНИЯ | 2021 |
|
RU2809646C1 |
| CN 110270760 A, 24.09.2019. | |||

