1. ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение в целом относится к нанесению текучей среды и, в частности, к нанесению высоковязких уплотнителей. Более конкретно настоящее изобретение относится к устройству и способу нанесения высоковязких уплотнительных материалов с использованием автоматизированной системы.
2. УРОВЕНЬ ТЕХНИКИ
Уплотнительный материал может представлять собой вязкую текучую среду, используемую для создания защитного барьера, который может не допускать проникновения текучих сред и частиц через этот барьер. Кроме того, уплотнительный материал может быть использован для уплотнения стыков и областей сопряжения и отличительных элементов иных типов. В некоторых случаях, уплотнительный материал может быть использован для защиты компонента против коррозии.
Уплотнительные материалы могут быть использованы в различных отраслях промышленности, включающих, без ограничения, аэрокосмическую промышленность и автомобильную промышленность, а также другие отрасли промышленности. В аэрокосмической промышленности уплотнительные материалы могут быть использованы для уплотнения узлов, компоновочных узлов, компонентов планера, компонентов крыла и/или компонентов иных типов. В общем случае, уплотнительные материалы, используемые в аэрокосмической промышленности, могут быть более вязким, чем уплотнительные материалы, используемые в автомобильной промышленности. По сравнению с уплотнительными материалами, используемыми в автомобильной промышленности, к уплотнительным материалам, используемым в аэрокосмической промышленности, могут предъявляться требования выдерживать большее количество нагрузок, обуславливаемых рабочими нагрузками и перемещениями через воздух и/или космическое пространство.
Различные типы систем для нанесения могут быть использованы для нанесения уплотнительных материалов в аэрокосмической промышленности. При использовании в настоящем документе выражение "нанесение" уплотнительного материала может включать в себя дозированную подачу уплотнительного материала из выпускного отверстия и/или приклеивание уплотнительного материала на одну или большее количество поверхностей. Дозированная подача уплотнительного материала из выпускного отверстия также может упоминаться как выталкивание уплотнительного материала из выпускного отверстия.
Дозированная подача высоковязких уплотнительных материалов, используемых в аэрокосмической промышленности, и их нанесение могут быть более сложными, чем необходимо. Поэтому может возникать необходимость в нанесении уплотнительных материалов с использованием немеханизированных способов. Известные немеханизированные способы нанесения уплотнительного материала могут включать в себя, например, без ограничения, нанесение уплотнительного материала кистью, погружение уплотнительного материала, его накатывание и его разбрызгивание с использованием немеханизированного устройства.
Однако эти способы нанесения уплотнительного материала могут быть более трудоемкими и занимать больше времени, чем необходимо. Кроме того, эти способы могут обеспечивать меньшую точность или меньшую управляемость, чем необходимо. В некоторых случаях уплотнительный материал для уменьшения его вязкости может требовать растворения растворителями. Например, уплотнительный материал может требовать растворения растворителями, вредными для окружающей среды, чтобы значительно уменьшить вязкость уплотнительного материала для разбрызгивательных операций. Помимо этого, очистка, сопровождающая способы таких типов, может быть более обширной и/или дорогостоящей, чем необходимо.
Кроме того, при использовании этих известных способов нанесения уплотнительного материала количество, форма и/или толщина нанесенного уплотнительного материала могут быть менее точными, чем необходимо. В результате, достижение соответствия требованиям к конфигурации для полос уплотнительного материала, нанесенного с использованием этих высоковязких уплотнительных материалов, может быть более сложным, чем необходимо. В некоторых случаях процесс нанесения защиты, снятия защиты, изменения формы и/или отделки может быть необходим для улучшения конфигурации наносимых полос уплотнительного материала. Однако этот процесс может оказаться более трудоемким и занимать больше времени, чем необходимо и может привести к значительными доработкам.
Некоторые применяемые в настоящее время автоматизированные способы выпуска и нанесения уплотнительных материалов, используемых в автомобильной промышленности, могут подходить для использования с уплотнительными материалами низкой вязкости и средней вязкости. Например, эти способы могут быть подходящими для уплотнительных материалов, имеющими вязкость менее чем приблизительно 100000 сантипуаз (сР). Однако вследствие высокой вязкости, больше чем приблизительно 100000 сантипуаз, связанной с уплотнительными материалами, используемыми в аэрокосмической промышленности, и свойственной этим материалам, а также вследствие проблем, обуславливаемых уплотнительными материалами этих типов, инженеры аэрокосмической промышленности могут считать способы автоматизированного нанесения, используемые в автомобильной промышленности, неподходящими для использования с уплотнительными материалами эти типов. Таким образом, было бы желательным иметь способ и устройство, в которых учитываются по меньшей мере некоторые из указанных выше проблем, а также другие возможные проблемы.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
В одном иллюстративном варианте реализации изобретения, устройство может содержать крепежный элемент для крепления роботизированного оборудования, крепежный элемент для крепления источника и выпускную систему. Крепежный элемент для крепления роботизированного оборудования может быть выполнен с возможностью прикрепления к роботизированному устройству. Крепежный элемент для крепления источника может быть выполнен с возможностью прикрепления к источнику, содержащему уплотнительный материал, имеющий вязкость больше, чем выбранный порог. Выпускная система может быть выполнена с возможностью нанесения уплотнительного материала на конструкцию определенным количеством потоков для формирования нанесенного уплотнителя, имеющего необходимую форму.
Еще в одном иллюстративном варианте реализации изобретения, система для нанесения уплотнительного материала может содержать крепежный элемент для крепления роботизированного оборудования, источник, крепежный элемент для крепления источника и выпускную систему. Крепежный элемент для крепления роботизированного оборудования может быть выполнен с возможностью использования при прикреплении системы для нанесения уплотнительного материала к роботизированному устройству. Источник может содержать уплотнительный материал, имеющий вязкость больше чем приблизительно 100000 сантипуаз. Крепежный элемент для крепления источника может быть выполнен с возможностью прикрепления системы для нанесения уплотнительного материала к указанному источнику. Выпускная система может быть выполнена с возможностью нанесения уплотнительного материала поверх определенного количества отличительных элементов конструкции определенным количеством потоков с необходимым уровнем консистенции и точности для формирования нанесенного уплотнителя, имеющего необходимую форму, в которой нанесенный уплотнитель оказывается отвержден для формирования уплотнения поверх указанного определенного количества отличительных элементов.
Еще в одном иллюстративном варианте реализации изобретения может быть предложен способ нанесения уплотнительного материала. Выпускная система может быть размещена относительно конструкции с использованием роботизированного устройства. Уплотнительный материал может быть нанесен определенным количеством потоков на конструкцию с использованием выпускной системы и роботизированного устройства для формирования нанесенного уплотнителя, имеющего необходимую форму, в которой уплотнительный материал имеет вязкость больше, чем выбранный порог.
Еще в одном иллюстративном варианте реализации изобретения может быть предложен способ нанесения уплотнительного материала на конструкцию для аэрокосмического транспортного средства. Уплотнительный материал, имеющий вязкость больше, чем выбранный порог, может быть помещен внутри выпускной системы в системе для нанесения уплотнительного материала. Выпускная система может быть размещена относительно указанной конструкции с использованием роботизированного устройства таким образом, что выпускная система удерживается на расстоянии по меньшей мере 0,5 дюйма (1,27 см) от указанной конструкции во время нанесения на нее уплотнительного материала. Уплотнительный материал может быть подан дозированным образом из выпускной системы. Вязкость уплотнительного материала может быть изменена во время дозированной подачи уплотнительного материала для изменения расхода уплотнительного материала, подаваемого дозированным образом. Выпускная система затем может быть перемещена вдоль указанной конструкции с дозированной подачей уплотнительного материала из выпускной системы с использованием роботизированного устройства для обеспечения нанесения уплотнительного материала на указанную конструкцию определенным количеством потоков согласно выбранной схеме нанесения с необходимым уровнем консистенции и точности для формирования нанесенного уплотнителя, имеющего необходимую форму. Нанесенный уплотнитель может быть отвержден для формирования уплотнения, имеющего жесткую поверхность и необходимую форму в пределах выбранных допусков.
Таким образом, согласно одной особенности изобретения предложено устройство, содержащее крепежный элемент для крепления роботизированного оборудования, выполненный с возможностью прикрепления к роботизированному устройству; крепежный элемент для крепления источника, выполненный с возможностью прикрепления к источнику, содержащему уплотнительный материал, имеющий вязкость больше, чем выбранный порог; и выпускную систему, выполненную с возможностью нанесения уплотнительного материала на конструкцию определенным количеством потоков для формирования нанесенного уплотнителя, имеющего необходимую форму.
В предпочтительном варианте реализации изобретения предложено устройство, в котором выпускная система выполнена с возможностью удержания на расстоянии 0,5 дюйма (1,27 см) от указанной конструкции во время нанесения на нее уплотнительного материала.
В предпочтительном варианте реализации изобретения предложено устройство, в котором выпускная система выполнена с возможностью удержания на расстоянии 1,0 дюйма (2,54 см) от указанной конструкции во время нанесения на нее уплотнительного материала.
В предпочтительном варианте реализации изобретения предложено устройство, в котором роботизированное устройство выполнено с возможностью перемещения выпускной системы относительно указанной конструкции таким образом, что уплотнительный материал оказывается нанесен с необходимым уровнем консистенции и точности.
В предпочтительном варианте реализации изобретения предложено устройство, в котором необходимая форма нанесенного уплотнителя представляет собой полосу материала, имеющего по существу равномерные толщину и ширину вдоль указанной полосы материала.
В предпочтительном варианте реализации устройство кроме того содержит элемент управления температурой, связанный с выпускной системой и выполненный с возможностью управления температурой уплотнительного материала, протекающего через выпускную систему, для изменения вязкости уплотнительного материала.
В предпочтительном варианте реализации изобретения предложено устройство, в котором выпускная система выполнена с возможностью нанесения уплотнительного материала на указанную конструкцию в однопотоковом режиме или многопотоковом режиме с использованием выбранной схемы нанесения.
В предпочтительном варианте реализации изобретения предложено устройство, в котором выбранная схема нанесения представляет собой схему с закручиванием.
В предпочтительном варианте реализации изобретения предложено устройство, в котором выпускная система выполнена с возможностью нанесения уплотнительного материала указанным количеством потоков поверх определенного количества отличительных элементов указанной конструкции таким образом, что нанесенный уплотнитель оказывается отвержден для формирования уплотнения поверх указанного определенного количества отличительных элементов, имеющих необходимую форму.
В предпочтительном варианте реализации изобретения предложено устройство, в котором отличительный элемент из указанного определенного количества отличительных элементов выбран одним из следующего: стык, крепежный элемент, конец крепежного элемента, область сопряжения между одним или большим количеством компонентов, паз и шов.
В предпочтительном варианте реализации изобретения предложено устройство, в котором выбранный порог для вязкости уплотнительного материала больше чем приблизительно 100000 сантипуаз.
В предпочтительном варианте реализации изобретения предложено устройство, в котором источник представляет собой цилиндрический контейнер с уплотнителем.
В предпочтительном варианте реализации изобретения предложено устройство, в котором крепежный элемент для крепления роботизированного оборудования, крепежный элемент для крепления источника и выпускная система формируют систему для нанесения уплотнительного материала.
В предпочтительном варианте реализации изобретения предложено устройство, в котором система для нанесения уплотнительного материала представляет собой концевой исполнительный орган роботизированного устройства.
В предпочтительном варианте реализации изобретения предложено устройство, в котором конструкция выбрана одной из следующего: обрабатываемая деталь, узел компонентов и компоновочный узел.
В предпочтительном варианте реализации изобретения предложено устройство, в котором конструкция содержит определенное количество компонентов для аэрокосмического транспортного средства.
В предпочтительном варианте реализации изобретения предложено устройство, в котором уплотнительный материал, который нанесен на указанную конструкцию, отвержден для формирования уплотнения, имеющего жесткую поверхность и необходимую форму в пределах выбранных допусков.
Согласно еще одной особенности изобретения предложена система для нанесения уплотнительного материала, содержащая крепежный элемент для крепления роботизированного оборудования, выполненный с возможностью использования при прикреплении системы для нанесения уплотнительного материала к роботизированному устройству; источник, содержащий уплотнительный материал, имеющий вязкость больше, чем приблизительно 100000 сантипуаз; крепежный элемент для крепления источника, выполненный с возможностью прикрепления системы для нанесения уплотнительного материала к указанному источнику; и выпускную систему, выполненную с возможностью нанесения уплотнительного материала поверх определенного количества отличительных элементов конструкции определенным количеством потоков с необходимым уровнем консистенции и точности для формирования нанесенного уплотнителя, имеющего необходимую форму, в которой нанесенный уплотнитель оказывается отвержден для формирования уплотнения поверх указанного определенного количества отличительных элементов.
Согласно еще одной особенности изобретения предложен способ нанесения уплотнительного материала, включающий размещение выпускной системы относительно конструкции с использованием роботизированного устройства и нанесение уплотнительного материала определенным количеством потоков на указанную конструкцию с использованием выпускной системы и роботизированного устройства для формирования нанесенного уплотнителя, имеющего необходимую форму, в которой уплотнительный материал имеет вязкость больше, чем выбранный порог.
В предпочтительном варианте реализации изобретения предложен способ, в котором нанесение уплотнительного материала на указанную конструкцию с использованием выпускной системы и роботизированного устройства включает перемещение выпускной системы вдоль указанной конструкции с выпуском уплотнительного материала из выпускной системы с использованием роботизированного устройства для обеспечения нанесения уплотнительного материала с необходимым уровнем консистенции и точности.
В предпочтительном варианте реализации изобретения предложен способ, в котором размещение выпускной системы относительно указанной конструкции с использованием роботизированного устройства включает размещение выпускной системы относительно указанной конструкции с использованием роботизированного устройства таким образом, что выпускная система удерживается на расстоянии по меньшей мере 0,5 дюйма (1,27 см) от указанной конструкции.
В предпочтительном варианте реализации изобретения предложен способ, в котором нанесение уплотнительного материала на указанную конструкцию с использованием выпускной системы и роботизированного устройства включает перемещение выпускной системы вдоль указанной конструкции с выпуском уплотнительного материала из выпускной системы с использованием роботизированного устройства; и поддержание выбранного расстояния по меньшей мере 0,5 дюйма (1,27 см) между указанной конструкцией и концом выпускной системы при перемещении выпускной системы вдоль указанной конструкции с использованием роботизированного устройства.
В предпочтительном варианте реализации изобретения предложен способ, в котором нанесение уплотнительного материала на указанную конструкцию включает управление определенным количеством параметров выпускной системы во время нанесения уплотнительного материала на указанную конструкцию.
В предпочтительном варианте реализации изобретения предложен способ, в котором управление указанным определенным количеством параметров выпускной системы во время нанесения уплотнительного материала на указанную конструкцию включает управление по меньшей мере одним из следующего: расход уплотнительного материала, подаваемого дозированным образом, температура уплотнительного материала, скорость поступательного перемещения выпускной системы или скорость вращения выпускной системы.
В предпочтительном варианте реализации изобретения предложен способ, в котором нанесение уплотнительного материала на указанную конструкцию включает изменение вязкости уплотнительного материала для изменения расхода уплотнительного материала через выпускную систему;
и нанесение уплотнительного материала на указанную конструкцию с использованием выпускной системы в однопотоковом режиме или многопотоковом режиме с использованием выбранной схемы нанесения.
В предпочтительном варианте реализации изобретения предложен способ, в котором нанесение уплотнительного материала на указанную конструкцию с использованием выпускной системы в однопотоковом режиме или многопотоковом режиме с использованием выбранной схемы нанесения включает нанесение уплотнительного материала на указанную конструкцию с использованием выпускной системы в однопотоковом режиме или многопотоковом режиме с использованием схемы с закручиванием.
В предпочтительном варианте реализации изобретения предложен способ, в котором нанесение уплотнительного материала на указанную конструкцию включает нанесение уплотнительного материала на указанную конструкцию таким образом, что необходимая форма нанесенного уплотнителя представляет собой полосу материала, имеющего по существу равномерные толщину и ширину вдоль указанной полосы материала.
В предпочтительном варианте реализации указанный способ кроме того включает отверждение нанесенного уплотнителя для формирования уплотнения, имеющего жесткую поверхность и необходимую форму в пределах выбранных допусков.
Согласно еще одной особенности изобретения предложен способ нанесения уплотнительного материала на конструкцию для аэрокосмического транспортного средства, включающий прием уплотнительного материала, имеющего вязкость больше, чем выбранный порог, внутрь выпускной системы в системе для нанесения уплотнительного материала; размещение выпускной системы относительно указанной конструкции с использованием роботизированного устройства таким образом, что выпускная система удерживается на расстоянии по меньшей мере 0,5 дюйма (1,27 см) от указанной конструкции во время нанесения на нее уплотнительного материала; дозированную подачу уплотнительного материала из выпускной системы; изменение вязкости уплотнительного материала во время выпуска уплотнительного материала для изменения расхода уплотнительного материала, подаваемого дозированным образом; перемещение выпускной системы вдоль указанной конструкции с дозированной подачей уплотнительного материала из выпускной системы с использованием роботизированного устройства для обеспечения нанесения уплотнительного материала на указанную конструкцию определенным количеством потоков согласно выбранной схеме нанесения с необходимым уровнем консистенции и точности для формирования нанесенного уплотнителя, имеющего необходимую форму; и отверждение нанесенного уплотнителя для формирования уплотнения, имеющего жесткую поверхность и необходимую форму в пределах выбранных допусков.
Особенности и функции, описанные выше, могут быть реализованы независимо в различных вариантах осуществления настоящего изобретения или могут быть скомбинированы с получением определенного количества других вариантов осуществления изобретения, дополнительные подробности которых могут быть очевидными при обращении к последующему описанию и чертежам.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Признаки предпочтительных вариантов реализации изобретения, обеспечивающие новизну по сравнению с уровнем техники, изложены в прилагаемой формуле изобретения. Предпочтительные варианты реализации изобретения, однако, также как и предпочтительный режим применения, дополнительные преимущества и задачи будут лучше поняты из следующего подробного описания предпочтительного варианта реализации изобретения со ссылками на сопроводительные чертежи, на которых:
ФИГ. 1 представляет собой иллюстрацию системы для нанесения уплотнительного материала в форме структурной схемы в соответствии с иллюстративным вариантом реализации изобретения;
ФИГ. 2 представляет собой иллюстрацию системы для нанесения уплотнительного материала в соответствии с иллюстративным вариантом реализации изобретения;
ФИГ. 3 представляет собой иллюстрацию таблицы рабочих схем, в которых могут быть сформированы различные формы полос уплотнительного материала в соответствии с иллюстративным вариантом реализации изобретения;
ФИГ. 4 представляет собой иллюстрацию выпускной системы формирования нанесенного уплотнителя с использованием схемы с закручиванием в соответствии с иллюстративным вариантом реализации изобретения;
ФИГ. 5 представляет собой иллюстрацию выпускной системы формирования нанесенного уплотнителя с использованием схемы с закручиванием в соответствии с иллюстративным вариантом реализации изобретения;
ФИГ. 6 представляет собой иллюстрацию в форме блок-схемы для процесса нанесения уплотнительного материала в соответствии с иллюстративным вариантом реализации изобретения;
ФИГ. 7 представляет собой иллюстрацию в форме блок-схемы для процесса нанесения уплотнительного материала на конструкцию аэрокосмического транспортного средства в соответствии с иллюстративным вариантом реализации изобретения;
ФИГ. 8 представляет собой иллюстрацию в форме блок-схемы для способа изготовления воздушного летательного аппарата и его текущего ремонта в соответствии с иллюстративным вариантом реализации изобретения; и
ФИГ. 9 представляет собой иллюстрацию в форме структурной схемы воздушного летательного аппарата в соответствии с иллюстративным вариантом реализации изобретения.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
В иллюстративных вариантах реализации изобретения рассматриваются и учитываются различные соображения. Например, в иллюстративных вариантах реализации изобретения рассматривается и учитывается возможность необходимости иметь способ и устройство для нанесения уплотнительных материалов, имеющих высокие вязкости. В частности, в иллюстративных вариантах реализации изобретения рассматривается и учитывается возможность необходимости иметь способ и устройство для нанесения уплотнительных материалов, имеющих вязкости больше чем приблизительно 100000 сантипуаз (сР).
Таким образом, иллюстративные варианты реализации изобретения обеспечивают создание способа и устройства для нанесения уплотнительного материала. В одном иллюстративном варианте реализации изобретения выпускная система может быть размещена относительно конструкции с использованием роботизированного устройства. Уплотнительный материал может быть нанесен на конструкцию с необходимой схемой с использованием выпускной системы и роботизированного устройства, в которых уплотнительный материал имеет вязкость больше, чем выбранный порог. В этом иллюстративном примере уплотнительный материал может иметь вязкость больше чем приблизительно 100000 сантипуаз.
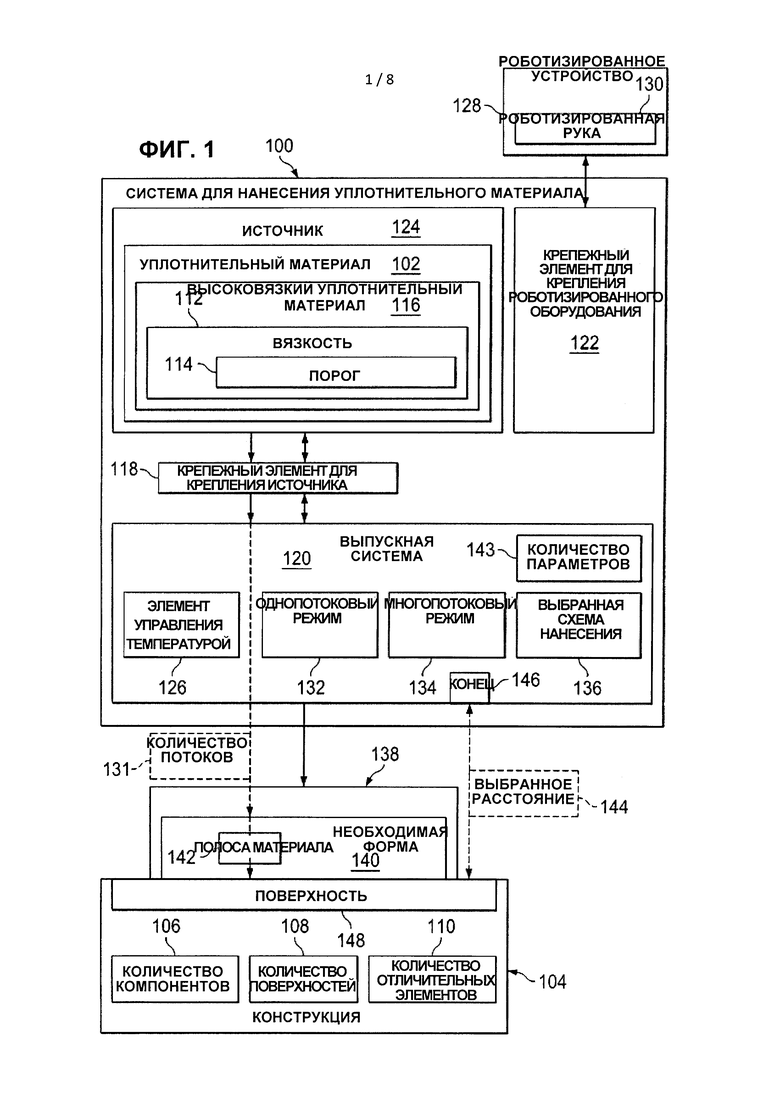
На чертежах, в частности со ссылкой на ФИГ. 1, изображена иллюстрация системы для нанесения уплотнительного материала в соответствии с иллюстративным вариантом реализации изобретения. В этом иллюстративном примере система 100 для нанесения уплотнительного материала может быть использована для нанесения уплотнительного материала 102 на конструкцию 104. В частности, система 100 для нанесения уплотнительного материала может быть использована для дозированной подачи, или выталкивания, уплотнительного материала 102 и приклеивания уплотнительного материала 102 к конструкции 104.
Конструкция 104 может иметь форму обрабатываемой детали, узла компонентов, компоновочного узла или конструкции другого типа. В одном иллюстративном примере конструкция 104 может быть составлена из определенного количества компонентов 106 и/или определенного количества поверхностей 108. При использовании в настоящем документе "определенное количество" объектов может быть одним или большим количеством объектов. Таким образом, определенное количество компонентов 106 может содержать один или большее количество компонентов, а определенное количество поверхностей 108 может содержать одну или большее количество поверхностей.
В зависимости от реализации конструкция 104 может иметь определенное количество отличительных элементов 110, открытых на одной или большем количестве поверхностей из определенного количества поверхностей 108 конструкции 104, на которую или которые должен быть нанесен уплотнительный материал 102. Иными словами, отличительный элемент из определенного количества отличительных элементов 110 может обусловливать необходимость нанесения на него уплотнительного материала 102. Отличительный элемент из определенного количества отличительных элементов 110 может иметь форму, например, без ограничения, стыка, крепежного элемента, конца крепежного элемента, области сопряжения между одним или большим количеством компонентов, паза, шва или отличительного элемента другого типа.
В этом иллюстративном примере, уплотнительный материал 102 может иметь вязкость 112. Вязкость 112 может быть больше, чем выбранный порог 114. Выбранный порог 114 может быть, например, без ограничения, приблизительно 100000 сантипуаз (сР). Конечно, в других иллюстративных примерах, выбранный порог 114 может иметь вязкость приблизительно 200000 сантипуаз, приблизительно 300000 сантипуаз или другую вязкость. Таким образом, уплотнительный материал 102 может иметь форму высоковязкого уплотнительного материала 116.
В зависимости от реализации уплотнительный материал 102 может иметь однокомпонентный или многокомпонентный состав. Иными словами, уплотнительный материал 102 может содержать любое количество материалов.
Как показано на чертежах, система 100 для нанесения уплотнительного материала может содержать крепежный элемент 118 для крепления источника, выпускную систему 120 и крепежный элемент 122 для крепления роботизированного оборудования. Крепежный элемент 118 для крепления источника может быть выполнен с возможностью использования при прикреплении источника 124 к системе 100 для нанесения уплотнительного материала. В этом иллюстративном примере источник 124 может быть источником уплотнительного материала 102 относительно системы 100 для нанесения уплотнительного материала. Иными словами, источник 124 может быть устройством, системой или объектом другого типа, используемым или используемой для подачи, или выдачи, уплотнительного материала 102 к системе 100 для нанесения уплотнительного материала. Например, без ограничения, источник 124 может иметь форму емкости, барабана, цилиндрического контейнера с уплотнителем, трубки с уплотнителем, контейнера для текучей среды, или другого типа источника. В одном иллюстративном примере, источник 124 может иметь форму барабана в 55 галлонов (209 л для США), содержащего уплотнительный материал 102.
Выпускная система 120 может быть выполнена с возможностью использования при дозированной подаче, или выталкивании, уплотнительного материала 102. В этом иллюстративном примере, выпускная система 120 может быть использована для дозированной подачи уплотнительного материала 102 под давлениями выше, чем приблизительно 500 фунтов на квадратный дюйм (psi). В некоторых иллюстративных примерах выпускная система 120 может быть названа как выпускная система для дозированной подачи уплотнительного материала.
В одном иллюстративном примере, элемент 126 управления температурой может быть выполнен связанным с выпускной системой 120. При использовании в настоящем документе, когда один компонент "связан" с другими компонентом, эта связь в изображенных примерах является физической связью.
Например, без ограничения, первый компонент, такой как элемент 126 управления температурой, может считаться связанным со вторым компонентом, таким как выпускная система 120, посредством закрепления или прикрепления к второму компоненту каким-либо подходящим способом. Первый компонент также может быть присоединен к второму компоненту с использованием третьего компонента. Кроме того, первый компонент может считаться связанным со вторым компонентом, если первый компонент является частью и/или выступом второго компонента.
Элемент 126 управления температурой может быть выполнен с возможностью нагрева и/или охлаждения уплотнительного материала 102 по мере того, как уплотнительный материал 102 подают дозированным образом через выпускную систему 120 или из нее. Уплотнительный материал 102 может быть нагрет и/или охлажден для изменения вязкости 112 уплотнительного материала 102. Например, без ограничения, нагревание уплотнительного материала 102 может вызвать уменьшение вязкости 112 уплотнительного материала 102. Охлаждение уплотнительного материала 102 может вызывать увеличение вязкости 112 уплотнительного материала 102.
В связи с этим, элемент 126 управления температурой может быть использован для управления вязкостью 112 уплотнительного материала 102 таким образом, что вязкость 112 представляет собой необходимую вязкость в пределах выбранных допусков. Необходимая вязкость может быть выбрана таким образом, что уплотнительный материал 102 протекает через выпускную систему 120 и из нее необходимым образом, например, без ограничения, с необходимой скоростью. Таким образом, способ, которым уплотнительный материал 102 наносится на конструкцию 104, может управляться с использованием элемента 126 управления температурой.
Крепежный элемент 122 для крепления роботизированного оборудования может быть выполнен с возможностью использования при прикреплении системы 100 для нанесения уплотнительного материала к роботизированному устройству 128. Роботизированное устройство 128 может иметь определенное количество различных форм. Например, без ограничения, роботизированное устройство 128 может иметь форму роботизированного средства управления, роботизированной руки, роботизированной системы управления движением, манипуляционного робота или автономной или полуавтономной системы других типов. В одном иллюстративном примере, роботизированное устройство 128 может иметь форму роботизированной руки 130.
Система 100 для нанесения уплотнительного материала может быть прикреплена к роботизированной руке 130 посредством крепежного элемента 122 для крепления роботизированного оборудования. В этом иллюстративном примере система 100 для нанесения уплотнительного материала может рассматриваться как концевой исполнительный орган роботизированной руки 130. Концевой исполнительный орган может также упоминаться как захватное устройство на конце руки (ЕОАТ). Таким образом, крепежный элемент 122 для крепления роботизированного оборудования может упоминаться как крепежный элемент для крепления роботизированного захватного устройства на конце руки.
В этом иллюстративном примере роботизированная рука 130 может быть использована для направления, или управления движением, выпускной системы 120. При использовании в настоящем документе выражение "управление движением" выпускной системы 120 может включать в себя перемещение выпускной системы 120, размещение выпускной системы 120 и/или изменение ориентации выпускной системы 120. Роботизированная рука 130 может быть использована для обеспечения нанесения уплотнительного материала 102 точно и с необходимой консистенцией. Кроме того, использованием роботизированной руки 130 для управления движением или направления системы 100 для нанесения уплотнительного материала можно обеспечить, повторное нанесение уплотнительного материала 102 на конструкцию 104 с необходимой консистенцией, надежно и точно.
В этом иллюстративном примере, выпускная система 120 может быть использована для нанесения уплотнительного материала 102 на конструкцию 104 определенным количеством различных способов. Например, без ограничения, уплотнительный материал 102 может быть подан дозированным образом из выпускной системы 120 с определенным количеством потоков 131 с использованием выпускной системы 120 в однопотоковом режиме 132 или многопотоковом режиме 134. В однопотоковом режиме 132 определенное количество потоков 131 может быть одиночным потоком уплотнительного материала 102. В многопотоковом режиме 134 определенное количество потоков 131 может содержать два или большее количество потоков материала. В некоторых иллюстративных примерах поток уплотнительного материала может быть назван как нитка, жилка или лента уплотнительного материала.
В одном иллюстративном примере уплотнительный материал 102 может быть подан дозированным образом в виде одной или большего количества жилок из выпускной системы 120 с использованием выпускной системы 120 в многопотоковом режиме 134. В частности, уплотнительный материал 102 может быть нанесен в виде одной или большего количества тонких жилок с использованием способа нанесения с помощью механических устройств или направления воздушным потоком. Этот способ нанесения с помощью механических устройств или направления воздушным потоком может быть использован для управления поворотом и/или направления уплотнительного материала 102 или вызова его поворота во время нанесения уплотнительного материала 102.
Конечно, в зависимости от реализации могут быть использованы иные режимы для нанесения уплотнительного материала 102 на конструкцию 104. Эти иные режимы могут включать в себя, например, без ограничения, контактный режим, бесконтактный режим, нажимной режим, смешивательный режим, и/или режимы других типов.
Кроме того, выпускная система 120 может осуществлять дозированную подачу уплотнительного материала 102 с использованием выбранной схемы 136 нанесения. Выбранная схема 136 нанесения может быть схемой, посредством которой выпускную систему 120 перемещают, чтобы осуществлять нанесение уплотнительного материала 102 на конструкцию 104. Например, без ограничения, выбранная схема 136 нанесения может представлять собой простую линейную схему, в которой выпускную систему 120 перемещают поступательно в конкретном направлении по мере подачи уплотнительного материала 102 дозированным образом из выпускной системы 120.
Еще в одном иллюстративном примере выбранная схема 136 нанесения может иметь форму схемы с закручиванием, в которой выпускную систему 120 перемещают по окружностям с последовательным перемещением для создания закручиваний уплотнительного материала 102 на конструкции 104. Например, без ограничения, одна или большее количество ниток уплотнительного материала 102 могут быть закручены по окружностям управляемым образом по мере нанесения уплотнительного материала 102 на конструкцию 104.
Иными словами, указанная схема с закручиванием может быть сформирована посредством нанесения уплотнительного материала 102 в форме многочисленных тесно перекрывающихся окружностей тонкого уплотнительного материала 102. В некоторых случаях, сжатый воздух может быть направлен по направлению к уплотнительному материалу 102 при дозированной подаче уплотнительного материала 102 из выпускной системы 120 для растягивания указанных одной или большего количества ниток наносимого уплотнительного материала 102 или иного управления и манипулирования ими.
Выпускная система 120 может осуществлять нанесение уплотнительного материала 102 на конструкцию 104 для формирования нанесенного уплотнителя 138, имеющего необходимую форму 140. Нанесенный уплотнитель 138 может представлять собой уплотнительный материал 102 на конструкции 104, еще не подвергнутый отверждению. Необходимая форма 140 может иметь форму, например, без ограничения, полосы материала 142. Полоса материала 142 может быть сформирована с использованием выпускной системы 120 в однопотоковом режиме 132 или в многопотоковом режиме 134. Полоса материала 142 может представлять собой тонкую нитку или ленту уплотнительного материала 102. В одном иллюстративном примере система 100 для нанесения уплотнительного материала может быть использована для формирования полосы материала 142, имеющего по существу равномерные толщину и ширину по длине полосы материала 142.
Система 100 для нанесения уплотнительного материала может быть выполнена с возможностью нанесения уплотнительного материала 102 по стабильной и управляемой схеме, которая при необходимости может быть повторена таким же образом. Кроме того, система 100 для нанесения уплотнительного материала обеспечивает возможность создания схемы уплотнительного материала 102, которая является регулируемой и совместимой в отношении характеристик размеров и материалов. Таким образом, система 100 для нанесения уплотнительного материала может быть выполнена с возможностью нанесения уплотнительного материала 102 таким образом, который отвечает требованиям, таким как, например, без ограничения, требования в аэрокосмической промышленности.
Например, без ограничения, определенное количество параметров 143 для выпускной системы 120 могут быть выбраны таким образом, что обеспечивается необходимое формирование нанесенного уплотнителя 138. Определенное количество параметров 143 может содержать по меньшей мере одно из следующего: расход уплотнительного материала 102, температура уплотнительного материала 102, скорость поступательного перемещения выпускной системы 102, скорость вращения выпускной системы 102, или параметр другого типа.
При использовании в настоящем документе выражение "по меньшей мере одно из следующего" при использовании со списком объектов означает, что различные комбинации из одного или большего количества приведенных в списке объектов могут быть использованы и только один из объектов, указанных в списке, может быть необходим. Объект может представлять собой конкретный объект, конкретную вещь или категорию. Иными словами, выражение "по меньшей мере одно из следующего" означает, что любые комбинации объектов или определенное количество объектов из списка могут быть использованы, но не все объекты из списка могут быть необходимыми.
Например, выражение "по меньшей мере одно из следующего: объект А, объект В и объект С" может означать объект А; объект А и объект В; объект В; объект А, объект В и объект С или объект В и объект С. В некоторых случаях выражение "по меньшей мере одно из следующего: объект А, объект В и объект С" может означать, например, без ограничения, два объекта А, один объект В и десять объектов С; четыре объекта В и семь объектов С или какую-либо иную подходящую комбинацию.
Расход уплотнительного материала 102 может осуществляться со скоростью, с которой уплотнительный материал 102 протекает через выпускную систему 120 и вытекает из нее. В некоторых случаях расход может также упоминаться как выходная скорость. Расходом уплотнительного материала 102 можно управлять посредством, например, без ограничения, управления вязкостью 112 уплотнительного материала 102. Вязкость 112 уплотнительного материала 102 может быть изменена для увеличения или уменьшения расхода уплотнительного материала 102, подаваемого дозированным образом, посредством изменения температуры уплотнительного материала 102 с использованием элемента 126 управления температурой в выпускной системе 120.
Скорость поступательного перемещения выпускной системы 120 может быть скоростью, при которой выпускную систему 120 перемещают в конкретном направлении вдоль конструкции 104. В некоторых случаях скорость поступательного перемещения может также называться как скорость перемещения. Скорость вращения выпускной системы 120 может быть скоростью, с которой выпускную систему 120 поворачивают, или скоростью, с которой выпускную систему 120 перемещают по окружностям.
Скорость поступательного перемещения и/или скорость вращения выпускной системы 120 могут быть изменены для изменения толщины и/или объема нанесенного уплотнителя 138, сформированного на конструкции 104. Например, без ограничения, уменьшение скорости поступательного перемещения может приводить к увеличению толщины и/или объема сформированного нанесенного уплотнителя 138. Кроме того, увеличение скорости вращения может приводить к увеличению толщины и/или объема сформированного нанесенного уплотнителя 138.
Кроме того, при использовании системы 100 для нанесения уплотнительного материала выпускная система 120 может быть размещена на выбранном расстоянии 144 от конструкции 104 во время нанесения уплотнительного материала 102. Выбранное расстояние 144 может быть расстоянием между концом 146 выпускной системы 120 и конструкцией 104.
В одном иллюстративном примере, выбранное расстояние 144 может быть расстоянием приблизительно 0,5 дюйма (1,27 см) или больше. Например, без ограничения, роботизированное устройство 128 может быть использовано для размещения выпускной системы 120 на расстоянии по меньшей мере 0,5 дюйма (1,27 см) от конструкции 104 во время нанесения уплотнительного материала 102. Еще в одном примере роботизированное устройство 128 может быть использовано для размещения выпускной системы 120 на расстоянии по меньшей мере приблизительно 1,0 дюйма (2,54 см) от конструкции 104 во время нанесения уплотнительного материала 102. Таким образом, система 100 для нанесения уплотнительного материала может быть использована для точной дозированной подачи и нанесения уплотнительного материала 102.
Иллюстрация системы 100 для нанесения уплотнительного материала по ФИГ. 1 не предназначена для выражения физических или архитектурных ограничений в отношении того способа, которым иллюстративный вариант реализации изобретения может быть осуществлен. Могут быть использованы другие компоненты в дополнение или вместо проиллюстрированных. Некоторые компоненты могут использоваться по необходимости. Также, эти блоки представлены для иллюстрации некоторых функциональных компонентов. Один или большее количество этих блоков могут быть скомбинированы, разделены или скомбинированы и разделены в отличающиеся блоки при реализации в иллюстративном варианте изобретения.
Например, без ограничения, в некоторых случаях, крепежный элемент 118 для крепления источника может быть выполнен связанным с крепежным элементом 122 для крепления роботизированного оборудования. В зависимости от реализации крепежный элемент 118 для крепления источника может быть прикреплен к крепежному элементу 122 для крепления роботизированного оборудования или являться частью крепежного элемента 122.
Хотя система 100 для нанесения уплотнительного материала описана выше как выполненная с возможностью использования при нанесении уплотнительного материала 102, система 100 для нанесения уплотнительного материала или система для нанесения, выполненная аналогично системе 100 для нанесения уплотнительного материала, может быть использована для нанесения других типов высоковязких текучих сред на конструкции. Эти высоковязкие текучие среды может содержать, например, без ограничения, адгезивные материалы, уплотнительные материалы и/или текучие среды других типов. При использовании для нанесения высоковязкой текучей среды, отличной от уплотнительного материала 102, система 100 для нанесения уплотнительного материала может быть названа, в общем случае, системой для нанесения текучей среды.
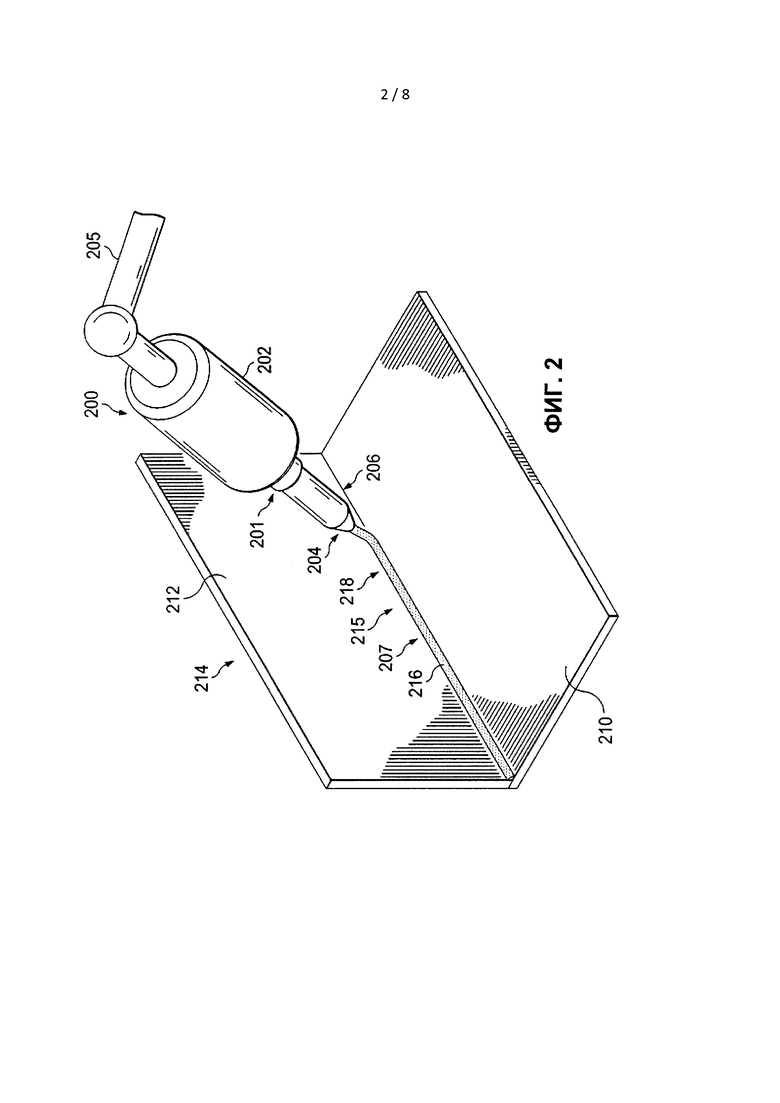
Со ссылкой на ФИГ. 2, изображена иллюстрация системы для нанесения уплотнительного материала в соответствии с иллюстративным вариантом реализации изобретения. В этом иллюстративном примере, система 200 для нанесения уплотнительного материала может представлять собой пример одной реализации системы 100 для нанесения уплотнительного материала по ФИГ. 1.
Как показано на чертежах, система 200 для нанесения уплотнительного материала может содержать крепежный элемент 201 для крепления источника, цилиндрический контейнер 202, выпускную систему 204 и крепежный элемент 205 для крепления роботизированного оборудования. Крепежный элемент 201 для крепления источника, цилиндрический контейнер 202, выпускная система 204, и крепежный элемент 205 для крепления роботизированного оборудования могут быть примерами реализаций крепежного элемента 118 для крепления источника, источника 124, выпускной системы 120 и крепежного элемента 122 для крепления роботизированного оборудования, соответственно, согласно ФИГ. 1.
В этом иллюстративном примере, цилиндрический контейнер 202 может содержать уплотнительный материал 207, имеющий вязкость приблизительно 200000 сантипуаз. Хотя цилиндрический контейнер 202 показан в качестве подающего уплотнительного материала 207 по ФИГ. 2, другие типы источников или подающих систем могут быть использованы для подачи, или выдачи, уплотнительного материала 207 к выпускной системе 204 системы 200 для нанесения уплотнительного материала.
Крепежный элемент 201 для крепления источника может быть использован для прикрепления цилиндрического контейнера 202 к выпускной системе 204. Выпускная система 204 может быть использована для дозированной подачи уплотнительного материала 207. Кроме того, крепежный элемент 205 для крепления роботизированного оборудования может быть использован для прикрепления системы 200 для нанесения уплотнительного материала, например, без ограничения, к роботизированному устройству (не показано). Роботизированное устройство (не показано) может иметь форму, например, без ограничения, роботизированной руки, такой как роботизированная рука 130 по ФИГ. 1. Система 200 для нанесения уплотнительного материала может эксплуатироваться посредством этой роботизированной руки для обеспечения нанесения уплотнительного материала 207 с необходимым уровнем надежности, консистенции и точности. В некоторых иллюстративных примерах, крепежный элемент 205 для крепления роботизированного оборудования также может быть использован для прикрепления системы 200 для нанесения уплотнительного материала к другим системам и/или устройствам.
В этом иллюстративном примере, система 200 для нанесения уплотнительного материала может быть использована для нанесения уплотнительного материала 207 на область сопряжения 206, образованную между компонентом 210 и компонентом 212 конструкции 214. В частности, нанесенный уплотнитель 215 оказывается сформирован поверх области сопряжения 206. Нанесенный уплотнитель 215 может представлять собой пример одной реализации нанесенного уплотнителя 138 по ФИГ. 1. Как показано на чертежах, система 200 для нанесения уплотнительного материала может управляться или быть размещена относительно конструкции 214 таким образом, что выпускная система 204 может удерживаться на расстоянии по меньшей мере один дюйм (2,54 см) от области сопряжения 206.
Кроме того, в этом иллюстративном примере, система 200 для нанесения уплотнительного материала может быть использована для формирования полосы материала 216. Полоса материала 216 может представлять собой пример одной реализации полосы материала 138 по ФИГ. 1. Полоса материала 216 может иметь по существу равномерные толщину и ширину вдоль длины полосы материала 216. Полоса материала 216 может формировать уплотнение 218 в области сопряжения 206 при отверждении полосы материала 216. В этом иллюстративном примере уплотнение 218 может сохранять форму полосы материала 216. Однако в других примерах полоса материала 216 может быть переработана, или выполнена иной формы, таким образом, что может быть сформировано уплотнение 218, имеющее другую форму или конфигурацию. Например, без ограничения, полоса материала 216 может быть выполнена иной формы таким образом, что сформировано уплотнение 218, имеющее форму, отвечающую конкретным требованиям. Сечения различных типов и конфигураций уплотнений изображены ниже на ФИГ. 3.
Иллюстрация системы 200 для нанесения уплотнительного материала по ФИГ. 2 не является физическим или архитектурным ограничением способа, которым может быть осуществлен иллюстративный вариант реализации изобретения. Могут быть использованы другие компоненты в дополнение или вместо проиллюстрированных. Некоторые компоненты могут использоваться по необходимости.
Различные компоненты, показанные на ФИГ. 2, могут быть иллюстративными примерами того, как компоненты, показанные в блочной форме на ФИГ. 1, могут быть выполнены в виде физических конструкций. Помимо этого, некоторые из компонентов по ФИГ. 2 могут быть скомбинированы с компонентами по ФИГ. 1, используемыми с компонентами по ФИГ. 1, или представлять собой комбинацию из них.
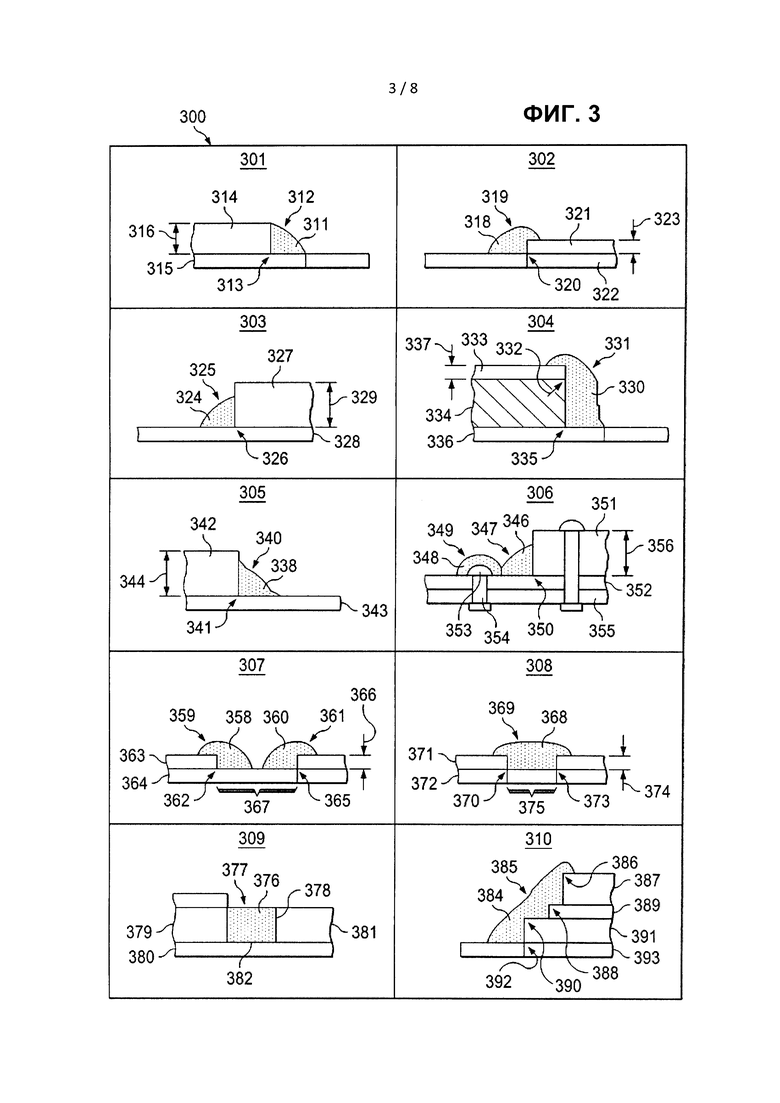
Со ссылкой на ФИГ. 3 изображена иллюстрация таблицы сечений рабочих схем, в которых различные формы полос уплотнительного материала могут быть сформированы в соответствии с иллюстративным вариантом реализации изобретения. В этом иллюстративном примере, таблица 300 может содержать рабочие схемы 301, 302, 303, 304, 305, 306, 307, 308, 309 и 310. Каждая из этих рабочих схем может определять форму полосы уплотнительного материала, необходимой для уплотнения, закрытия и/или защиты отличительного элемента, такого как, например, без ограничения, кромка или угол, на основе свойств, связанных с этим отличительным элементом. Каждая из полос уплотнительного материала, описанных ниже, может представлять собой пример одной реализации полосы материала 138 по ФИГ. 1.
При рабочей схеме 301 уплотнительный материал использован для формирования полосы уплотнительного материала 311, имеющей форму 312. Полоса уплотнительного материала 311 может быть сформирована в углу 313, сформированном первым компонентом 314 и вторым компонентом 315. Форма 312 полосы уплотнительного материала 311 может быть формой полосы материала в этом иллюстративном примере. Форма 312 может быть выбрана для полосы уплотнительного материала 311 на основе толщины 316 первого компонента 314.
Кроме того, при рабочей схеме 302, уплотнительный материал использован для формирования полосы уплотнительного материала 318, имеющей форму 319. Полоса уплотнительного материала 318 может быть сформирована в углу 320, сформированном первым компонентом 321 и вторым компонентом 322. Форма 319 может быть выбрана для полосы уплотнительного материала 318 на основе толщины 323 первого компонента 321.
При рабочей схеме 303, уплотнительный материал использован для формирования полосы уплотнительного материала 324, имеющей форму 325. Полоса уплотнительного материала 324 может быть сформирована в углу 326, сформированном первым компонентом 327 и вторым компонентом 328. Форма 325 может быть выбрана для полосы уплотнительного материала 324 на основе толщины 329 первого компонента 327.
Как показано на чертежах при рабочей схеме 304, уплотнительный материал использован для формирования полосы уплотнительного материала 330, имеющей форму 331. Полоса уплотнительного материала 330 может быть сформирована на кромке 332, сформированной первым компонентом 333 и вторым компонентом 334, и углу 335, сформированном вторым компонентом 334 и третьим компонентом 336. Форма 331 может быть выбрана для полосы уплотнительного материала 330 на основе толщины 337 первого компонента 333.
Кроме того, при рабочей схеме 305, уплотнительный материал использован для формирования полосы уплотнительного материала 338, имеющей форму 340. Полоса уплотнительного материала 338 может быть сформирована в углу 341, сформированном первым компонентом 342 и вторым компонентом 343. Форма 340, выбранная для полосы уплотнительного материала 338, может быть сформирована на основе толщины 344 первого компонента 342.
При рабочей схеме 306, уплотнительный материал использован для формирования полосы уплотнительного материала 346, имеющей форму 347 и полосы уплотнительного материала 348, имеющей форму 349. Полоса уплотнительного материала 346 может быть сформирована в углу 350, сформированном первым компонентом 351 и вторым компонентом 352. Полоса уплотнительного материала 348 может быть сформирована поверх конца 353 крепежного элемента 354, соединяющего второй компонент 352 и третий компонент 355. Форма 347 может быть выбрана для полосы уплотнительного материала 346 на основе толщины 356 первого компонента 351, при этом форма 349 может быть выбрана для полосы уплотнительного материала 348 на основе формы и/или размера конца 353 крепежного элемента 354.
Рабочая схема 307 может отличаться использованием уплотнительного материала для формирования полосы уплотнительного материала 358, имеющей форму 359, и полосы уплотнительного материала 360, имеющей форму 361. Полоса уплотнительного материала 358 может быть сформирована в углу 362, сформированном первым компонентом 363 и вторым компонентом 364, при этом полоса уплотнительного материала 360 может быть сформирована в углу 365, сформированном первым компонентом 363 и вторым компонентом 364. Форма 359 и форма 361 могут быть выбраны для полосы уплотнительного материала 358 и полосы уплотнительного материала 360, соответственно, на основе толщины 366 первого компонента 363 и расстояния 367 между углом 362 и углом 365. При рабочей схеме 307, полоса уплотнительного материала 358 и полоса уплотнительного материала 360 может быть сформирована таким образом, что эти уплотнения не контактируют друг с другом.
Как показано на чертежах, уплотнительный материал использован для формирования полосы уплотнительного материала 368, имеющей форму 369 при рабочей схеме 308. Полоса уплотнительного материала 368 может быть сформирована в углу 370 и углу 373, сформированном первым компонентом 371 и вторым компонентом 372. Форма 369 может быть выбрана для полосы уплотнительного материала 368 на основе толщины 374 первого компонента 371 и расстояния 375 между углом 370 и углом 373.
Кроме того, для формирования полосы уплотнительного материала 376, имеющей форму 377, при рабочей схеме 309 использован уплотнительный материал. Полоса уплотнительного материала 376 может быть сформирована в пазу 378, образованном между первым компонентом 379, вторым компонентом 380 и третьим компонентом 381. Форма 377 полосы уплотнительного материала 376 может быть выбрана на основе формы 382 паза 378.
Кроме того, при рабочей схеме 310, уплотнительный материал использован для формирования полосы уплотнительного материала 384, имеющей форму 385. Полоса уплотнительного материала 384 может быть сформирована для уплотнения полосой и закрытия кромки 386 первого компонента 387, кромки 388 второго компонента 389, кромки 390 третьего компонента 391 и угла 392, сформированного третьим компонентом 391 и четвертым компонентом 393.
Формы или конфигурации полос уплотнительного материала, изображенные в таблице 300, могут быть только примерами форм, которые могут быть сформированы с использованием уплотнительного материала. Эти формы могут быть сформированы, в частности, с использованием системы для нанесения уплотнительного материала, такой как система 100 для нанесения уплотнительного материала по ФИГ. 1 и/или система 200 для нанесения уплотнительного материала по ФИГ. 2.
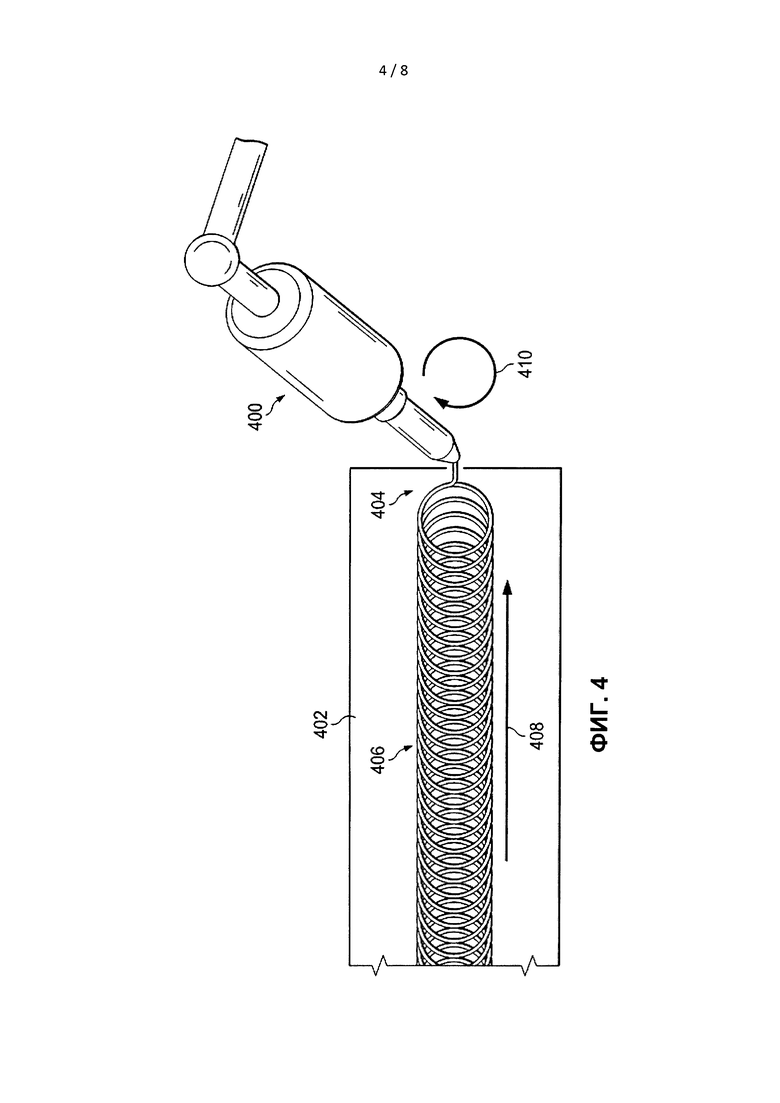
Со ссылкой на ФИГ. 4, изображена иллюстрация выпускной системы формирования нанесенного уплотнителя с использованием схемы 406 с закручиванием в соответствии с иллюстративным вариантом реализации изобретения. В этом иллюстративном примере, выпускная система 400 может представлять собой пример одной реализации выпускной системы 120 по ФИГ. 1.
Как показано на чертежах, выпускная система 400 используется для нанесения уплотнительного материала на поверхность 402 для формирования нанесенного уплотнителя 404. Нанесенный уплотнитель 404 может представлять собой пример одной реализации нанесенного уплотнителя 138 по ФИГ. 1. В этом иллюстративном примере, выпускная система 400 может эксплуатироваться в однопотоковом режиме, таком как однопотоковый режим 132 по ФИГ. 1. Кроме того, выпускная система 400 может использовать схему 406 с закручиванием для формирования нанесенного уплотнителя 404.
Как показано на чертежах, выпускная система 400 может быть поступательно перемещена в направлении стрелки 408 с перемещением по окружностям в направлении 410 часовой стрелки для формирования нанесенного уплотнителя 404. Скорость поступательного перемещения выпускной системы 400 с перемещением в направлении стрелки 408 и скорость вращения выпускной системы 400 с перемещением в направлении 410 часовой стрелки может определять толщину, объем и/или форму нанесенного уплотнителя 404, сформированного на поверхности 402.
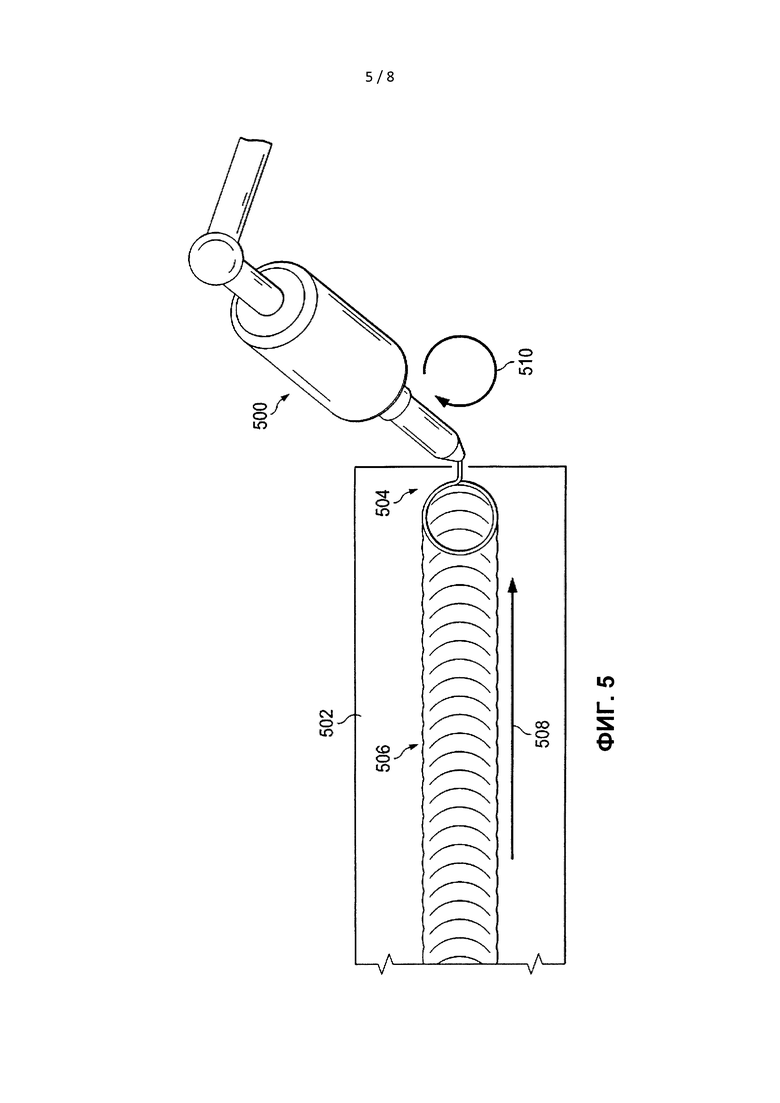
Со ссылкой на ФИГ. 5, изображена иллюстрация выпускной системы формирования нанесенного уплотнителя с использованием схемы 506 с закручиванием в соответствии с иллюстративным вариантом реализации изобретения. В этом иллюстративном примере выпускная система 500 может представлять собой пример одной реализации выпускной системы 120 по ФИГ. 1.
Как показано на чертежах, выпускная система 500 используется для нанесения уплотнительного материала на поверхность 502 для формирования нанесенного уплотнителя 504. Нанесенный уплотнитель 504 может представлять собой пример одной реализации нанесенного уплотнителя 138 по ФИГ. 1. В этом иллюстративном примере выпускная система 500 может эксплуатироваться в однопотоковом режиме, таком как однопотоковый режим 132 по ФИГ. 1. Кроме того, выпускная система 500 может использовать схему 506 с закручиванием для формирования нанесенного уплотнителя 504.
Как показано на чертежах, выпускная система 500 может быть поступательно перемещена в направлении стрелки 508 с перемещением по окружностям в направлении 510 часовой стрелки для формирования нанесенного уплотнителя 504. Скорость поступательного перемещения выпускной системы 500 с перемещением в направлении стрелки 508 и скорость вращения выпускной системы 500 с перемещением в направлении 510 часовой стрелки может определять толщину, объем и/или форму нанесенного уплотнителя 504, сформированного на поверхности 502.
В этом иллюстративном примере нанесенный уплотнитель 504 может быть выполнен имеющим большую толщину, содержащим больший объем уплотнительного материала и образующим более цельную форму по сравнению с нанесенным уплотнителем 404 по ФИГ. 4. В частности, выпускную систему 500 перемещают с меньшей скоростью поступательного перемещения и большей скоростью вращения, чем выпускную система 400 по ФИГ. 4.
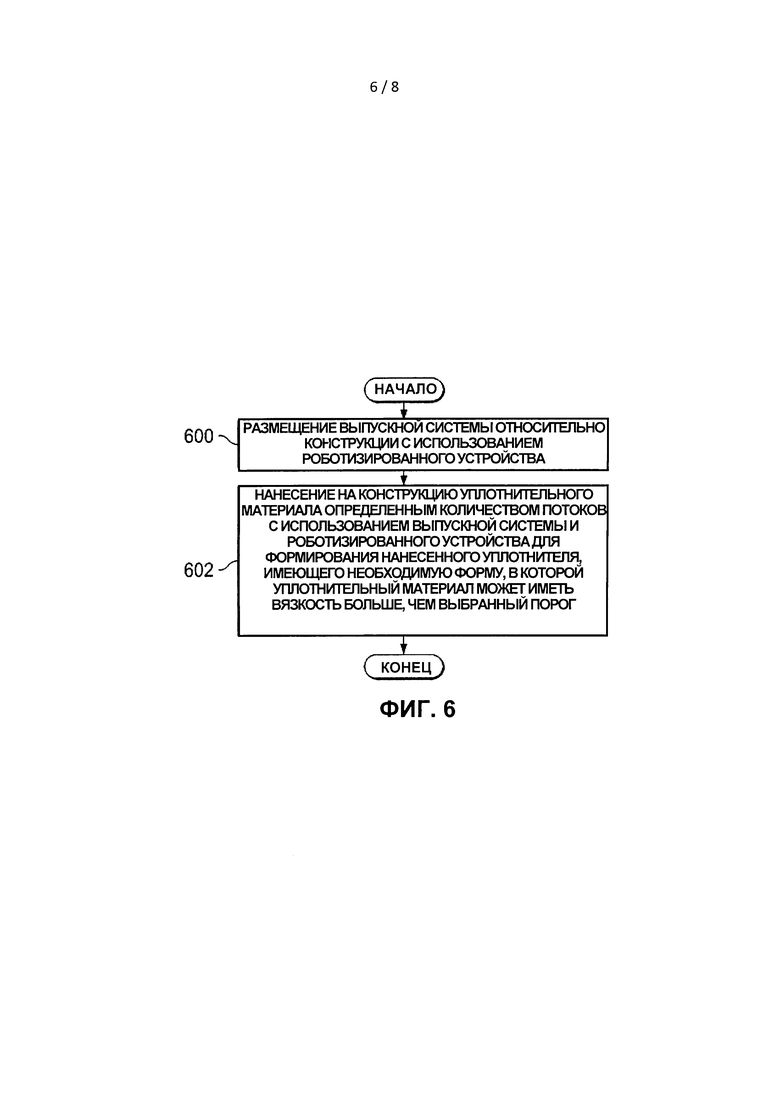
Со ссылкой на ФИГ. 6 изображена иллюстрация в форме блок-схемы для процесса нанесения уплотнительного материала в соответствии с иллюстративным вариантом реализации изобретения. Процесс, проиллюстрированный на ФИГ. 6, может быть осуществлен с использованием системы 100 для нанесения уплотнительного материала по ФИГ. 1.
Процесс может быть начат посредством размещения выпускной системы 120 относительно конструкции 104 с использованием роботизированного устройства 128 (операция 600). В этом иллюстративном примере, управление движением выпускной системы 120 относительно конструкции 104 может включать в себя размещение выпускной системы 120 таким образом, что выпускная система 120 удерживается на необходимом расстоянии от конструкции 104.
После этого уплотнительный материал 102 может быть нанесен на конструкцию 104 определенным количеством потоков 131 с использованием выпускной системы 120 и роботизированного устройства 128 для формирования нанесенного уплотнителя 138, имеющего необходимую форму 140, в которой уплотнительный материал 102 может иметь вязкость 112 больше, чем выбранный порог 114 (операция 602), с окончанием после этого указанного процесса. При операции 602 выбранный порог 114 может составлять приблизительно 100000 сантипуаз.
Кроме того, при операции 602, выпускная система 120 может быть выполнена с возможностью приема уплотнительного материала 102 из источника 124 и дозированной подачи уплотнительного материала 102 таким образом, что обеспечивается возможность нанесения уплотнительного материала 102 на конструкцию 104. Уплотнительный материал 102 может быть нанесен на конструкцию 104 посредством управления движением выпускной системы 120 относительно конструкции 104 по мере того, как уплотнительный материал 102 подают дозированным образом из выпускной системы 120. Управление движением выпускной системы 120 относительно конструкции 104 может включать в себя, например, без ограничения, перемещение выпускной системы 120, размещение выпускной системы 120, направление выпускной системы 120 и/или изменение ориентации выпускной системы 120 относительно конструкции 104.
Необходимая форма 140 нанесенного уплотнителя 138 может быть, например, без ограничения, полосой материала 142. Выпускная система 120 может быть перемещена согласно выбранной схеме 136 нанесения для формирования нанесенного уплотнителя 138, имеющего необходимую форму 140. Кроме того, выпускная система 120 может эксплуатироваться, например, без ограничения, в однопотоковом режиме 132, многопотоковом режиме 134 или режиме другого типа в зависимости от реализации с использованием роботизированного устройства 128, для формирования нанесенного уплотнителя 138. Использование роботизированного устройства 128 для управления движением выпускной системы 120 может обеспечивать возможность осуществления операции 602 точным и управляемым образом.
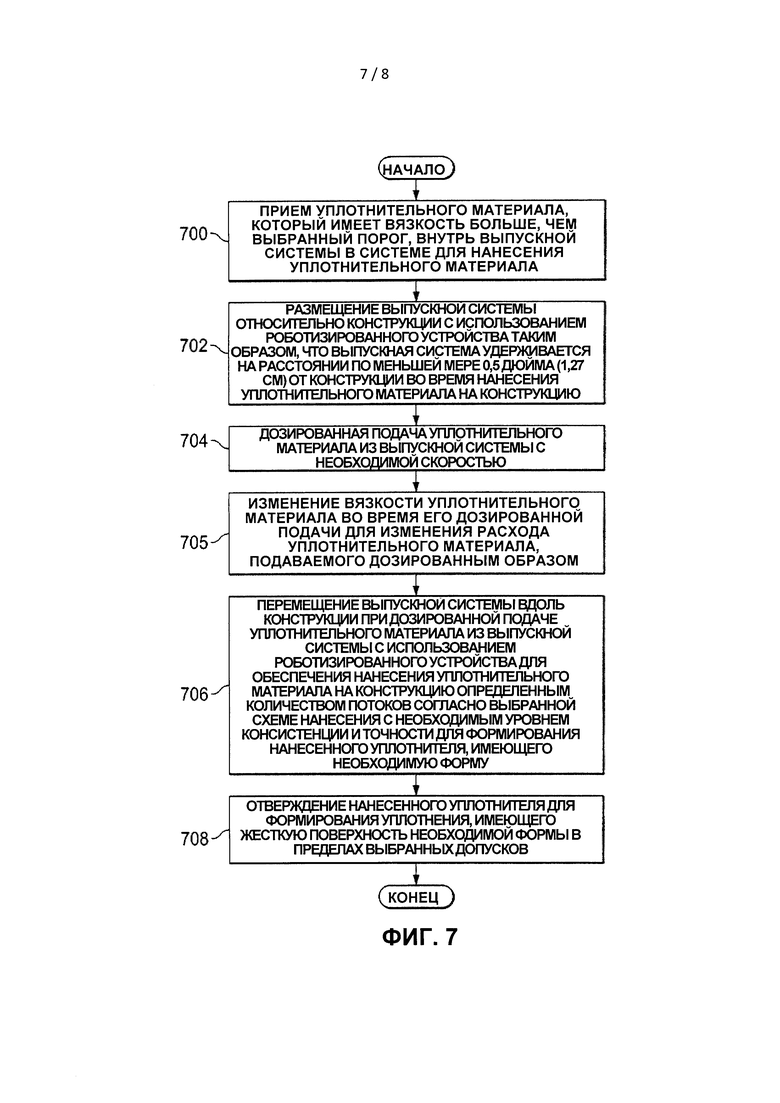
Со ссылкой на ФИГ. 7 изображена иллюстрация в форме блок-схемы для процесса нанесения уплотнительного материала на конструкцию аэрокосмического транспортного средства в соответствии с иллюстративным вариантом реализации изобретения. Процесс, проиллюстрированный на ФИГ. 7, может быть осуществлен с использованием системы 100 для нанесения уплотнительного материала по ФИГ. 1 для нанесения уплотнительного материала 102 на конструкцию 104 по ФИГ. 1.
Процесс может быть начат приемом уплотнительного материала 102, который имеет вязкость 112 больше, чем выбранный порог 114, внутрь выпускной системы 120 в системе 100 для нанесения уплотнительного материала (операция 700). При операции 700, выбранный порог 114 может составлять приблизительно 100000 сантипуаз. Выпускная система 120 может быть затем размещена относительно конструкции 104 с использованием роботизированного устройства 128 таким образом, что выпускная система 120 удерживается на расстоянии по меньшей мере 0,5 дюйма (1,27 см) от конструкции 104 во время нанесения уплотнительного материала 102 на конструкцию 104 (операция 702).
После этого уплотнительный материал 102 может быть подан дозированным образом из выпускной системы 120 с необходимой скоростью (операция 704). Вязкость 112 уплотнительного материала 102 может быть изменена во время дозированной подачи уплотнительного материала 102 для изменения расхода уплотнительного материала 102, подаваемого дозированным образом (операция 705).
Выпускная система 120 может быть перемещена вдоль конструкции 104, при дозированной подаче уплотнительного материала 102 из выпускной системы 120 с использованием роботизированного устройства 128 для обеспечения нанесения уплотнительного материала 102 на конструкцию 104 определенным количеством потоков 131 согласно выбранной схеме 136 нанесения с необходимым уровнем консистенции и точности для формирования нанесенного уплотнителя 138, имеющего необходимую форму 140 (операция 706).
Далее, нанесенный уплотнитель 138 может быть отвержден для формирования уплотнения, имеющего жесткую поверхность необходимой формы 140 в пределах выбранных допусков (операция 708), с окончанием после этого указанного процесса. Операция 708 может быть выполнена посредством активирующего средства, присутствующего в уплотнительном материале 102. Эти активирующие средства могут быть смешаны или скомбинированы с уплотнительным материалом 102 во время протекания уплотнительного материала 102 через выпускную систему 120 и/или на выходе уплотнительного материала 102 из выпускной системы 120.
Конечно, в некоторых случаях, операция 708 может быть выполнена с использованием отвердительной системы, в которой используется ультрафиолетовый свет, нагрев, давление и/или способы других типов для отверждения уплотнительного материала 102. В некоторых случаях отверждение может быть осуществлено при нормальных температурах окружающей среды. Таким образом, операция 708 может быть выполнена с использованием любого количества известных в настоящий момент способов отверждения в зависимости от типа используемого уплотнительного материала 102.
Таким образом система 100 для нанесения уплотнительного материала может быть использована для точного и с необходимой консистенцией нанесения уплотнительного материала 102 для конструкций различных типов. Эти конструкции могут быть конструкциями внутри аэрокосмического транспортного средства.
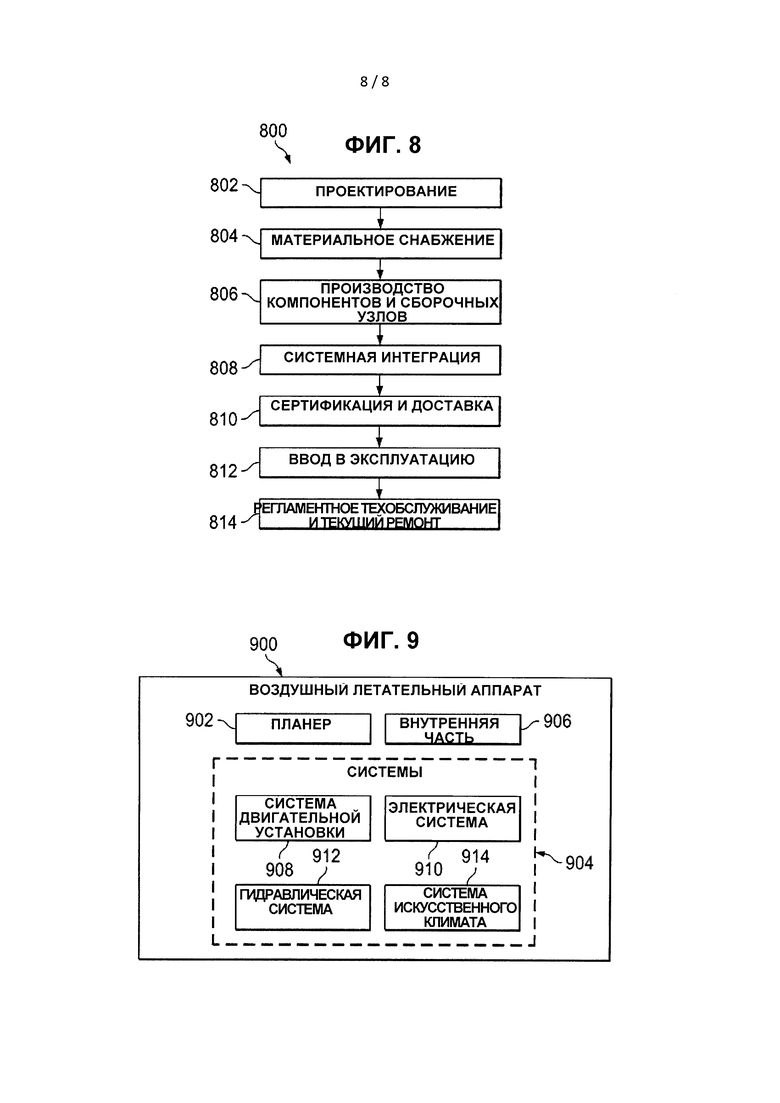
Иллюстративные варианты реализации изобретения настоящего изобретения могут быть описаны в контексте способа 800 изготовления воздушного летательного аппарата и его текущего ремонта, как показано на ФИГ. 8, и воздушного летательного аппарата 900, как показано на ФИГ. 9. На ФИГ. 8 изображена иллюстрация в форме блок-схемы для способа изготовления воздушного летательного аппарата и его текущего ремонта в соответствии с иллюстративным вариантом реализации изобретения. Во время подготовки производства способ 800 изготовления воздушного летательного аппарата и его текущего ремонта может включать проектирование 802 воздушного летательного аппарата 900 по ФИГ. 9 и материальное снабжение 804.
Во время изготовления осуществляют производство 806 компонентов и сборочных узлов и системную интеграцию 808 воздушного летательного аппарата 900 по ФИГ. 9. После этого воздушный летательный аппарат 900 по ФИГ. 9 может пройти через стадию сертификации и доставки 810 для ввода в эксплуатацию 812. При эксплуатации 812 пользователем воздушный летательный аппарат 900 по ФИГ. 9 подпадает под регламентное техобслуживание и текущий ремонт 814, которые могут включать модернизацию, перенастройку, переоборудование и иные техобслуживание и текущий ремонт.
Каждый из процессов способа 800 изготовления воздушного летательного аппарата и его текущего ремонта может быть выполнен или осуществлен системотехническим предприятием, третьей стороной и/или оператором. В этих примерах оператором может быть пользователь. По замыслу этого описания системотехническое предприятие может содержать, например, без ограничения, любое количество авиационных производителей и основных системных субподрядчиков; третья сторона может содержать, например, без ограничения, любое количество продавцов, субподрядчиков и поставщиков; а оператор может представлять собой, например, без ограничения, авиакомпанию, лизинговую компанию, военное ведомство, обслуживающую организацию и тому подобное.
Со ссылкой на ФИГ. 9, изображена иллюстрация воздушного летательного аппарата, посредством которого может быть осуществлен иллюстративный вариант реализации изобретения. В этом примере воздушный летательный аппарат 900 изготовлен способом 800 изготовления воздушного летательного аппарата и его текущего ремонта по ФИГ. 8 и может содержать планер 902 с множеством систем 904 и внутренней частью 906. Примеры систем 904 включают одну двигательную установку 908 или большее количество таких установок, электрическую систему 910, гидравлическую систему 912 и систему 914 искусственного климата. Может быть включено любое количество других систем. Хотя показан пример, относящийся к аэрокосмической промышленности, конфигурации настоящего изобретения могут быть применены для других отраслей промышленности.
Устройства и способы, реализуемые согласно настоящему документу, могут быть применены во время по меньшей мере одного из этапов способа 800 изготовления воздушного летательного аппарата и его текущего ремонта по ФИГ. 8. В частности, система 100 для нанесения уплотнительного материала по ФИГ. 1 может быть использована для нанесения уплотнительного материала 102 на одну или большее количество конструкций планера 902 воздушного летательного аппарата 900 во время какого-либо одного из этапов способа 800 изготовления воздушного летательного аппарата и его текущего ремонта. Например, без ограничения, система 100 для нанесения уплотнительного материала по ФИГ. 1 может быть использована для нанесения уплотнительного материала 102 во время по меньшей мере одного из следующего: производство 806 компонентов и сборочных узлов, системная интеграция 808, эксплуатация 812, регламентное техобслуживание и текущий ремонт 814, или какого-либо другого этапа способа 800 изготовления воздушного летательного аппарата и его текущего ремонта.
В одном иллюстративном примере компоненты или сборочные узлы, изготавливаемые при производстве 806 компонентов и сборочных узлов по ФИГ. 8, могут быть изготовлены или произведены аналогично компонентам или сборочным узлам, изготавливаемым при эксплуатации 812 воздушного летательного аппарата 900 по ФИГ. 8. Еще в одном примере один или большее количество вариантов реализации устройства, вариантов реализации способа или их комбинация могут быть использованы во время производственных этапов, таких как производство 806 компонентов и сборочных узлов и системная интеграция 808 по ФИГ. 8. Один или большее количество вариантов реализации устройства, вариантов реализации способа или их комбинация могут быть использованы при эксплуатации 812 воздушного летательного аппарата 900 и/или во время регламентного техобслуживания и текущего ремонта 814 по ФИГ. 8. Использование определенных количеств различных иллюстративных вариантов реализации изобретения обеспечивает возможность существенного ускорения сборки и/или уменьшения стоимости воздушного летательного аппарата 900.
Блок-схемы и структурные схемы в различных изображенных вариантах реализации изобретения иллюстрируют архитектуру, функциональность и работу некоторых возможных вариантов реализации устройств и способов в иллюстративном варианте реализации изобретения. В этом отношении каждый блок в блок-схемах или структурных схемах может представлять собой модуль, участок, функцию и/или часть операции или этапа.
В некоторых альтернативных осуществлениях иллюстративного варианта реализации изобретения функция или функции, отмеченная или отмеченные в блоках, могут иметь место в порядке, отличном от показанного на чертежах. Например, в некоторых случаях два блока, показанные друг за другом, могут быть реализованы по существу одновременно, или эти блоки могут иногда быть реализованы в обратном порядке в зависимости от используемой функциональности. Также в дополнение к блокам, проиллюстрированным в блок- схеме или структурной схеме, могут быть добавлены другие блоки.
Описание различных иллюстративных вариантов реализации изобретения было представлено в целях иллюстрации и описания и не является исчерпывающим или ограничивающим раскрытыми формами реализации настоящего изобретения. Многие модификации и изменения будут очевидны специалистам в данной области техники. Кроме того, различные иллюстративные варианты реализации изобретения могут обеспечивать различные признаки по сравнению с другими необходимыми вариантами реализации изобретения. Вариант или варианты реализации изобретения выбраны и описаны для того, чтобы лучше объяснить принципы его осуществления, практическое применение и дать представление другим специалистам в данной области техники о различных вариантах с различными модификациями, которые подходят для конкретного использования изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛЗАЮЩАЯ СИСТЕМА НА МАЛОМ НЕСУЩЕМ ЭЛЕМЕНТЕ | 2014 |
|
RU2681034C2 |
| УПЛОТНИТЕЛЬНАЯ СИСТЕМА ДЛЯ ГЕРМЕТИЗАЦИИ КРЕПЕЖНЫХ ЭЛЕМЕНТОВ | 2016 |
|
RU2660096C2 |
| АВТОМАТИЗИРОВАННАЯ ШЛИФОВАЛЬНАЯ СИСТЕМА | 2014 |
|
RU2669454C2 |
| СПОСОБ ДЛЯ НАНЕСЕНИЯ УПЛОТНИТЕЛЬНОГО МАТЕРИАЛА НА КОНСТРУКЦИЮ И СИСТЕМА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2016 |
|
RU2720300C2 |
| КОМПОЗИТНЫЕ ТРУБЫ ДЛЯ СИСТЕМЫ ТРАНСПОРТИРОВКИ ТЕКУЧЕЙ СРЕДЫ | 2013 |
|
RU2632041C2 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ УХОДА ЗА ПОЛОСТЬЮ РТА С КОЛПАЧКОМ | 2013 |
|
RU2639974C1 |
| УСТРОЙСТВА И СПОСОБЫ НАНЕСЕНИЯ КЛЕЙКОГО ВЕЩЕСТВА | 2016 |
|
RU2716678C2 |
| СИСТЕМЫ И СПОСОБЫ, ИСПОЛЬЗУЕМЫЕ ПРИ ЗАКРЫТИИ ЧАСТИ ВЫСТУПАЮЩЕГО ИЗ ПОВЕРХНОСТИ КРЕПЕЖНОГО ЭЛЕМЕНТА | 2014 |
|
RU2669713C2 |
| СИСТЕМЫ И СПОСОБЫ НАНЕСЕНИЯ МАТЕРИАЛОВ В ОБЛАСТИ СОПРЯЖЕНИЯ | 2016 |
|
RU2710185C2 |
| УСТРОЙСТВО ДЛЯ ВЛАЖНОЙ УБОРКИ | 2023 |
|
RU2833960C2 |
Изобретение относится к нанесению уплотнительных материалов и может быть использовано в различных отраслях промышленности. Устройство для нанесения уплотнительного материала содержит крепежный элемент для крепления роботизированного оборудования, выполненный с возможностью прикрепления к роботизированному устройству. Кроме того, устройство содержит крепежный элемент для крепления источника, выполненный с возможностью прикрепления к источнику, содержащему уплотнительный материал. Уплотнительный материал имеет вязкость больше, чем выбранный порог. Устройство также содержит выпускную систему, выполненную с возможностью нанесения уплотнительного материала на конструкцию заданным количеством потоков для формирования нанесенного уплотнителя, имеющего необходимую форму. Кроме того, устройство содержит элемент управления температурой, связанный с выпускной системой и выполненный с возможностью управления температурой уплотнительного материала, протекающего через выпускную систему, для изменения вязкости уплотнительного материала. Способ нанесения уплотнительного материала включает размещение выпускной системы относительно конструкции с использованием роботизированного устройства, управление температурой уплотнительного материала, протекающего через выпускную систему, для изменения вязкости уплотнительного материала, и нанесение уплотнительного материала заданным количеством потоков на указанную конструкцию с использованием выпускной системы и роботизированного устройства для формирования нанесенного уплотнителя, имеющего необходимую форму, в которой уплотнительный материал имеет вязкость больше, чем выбранный порог. Техническим результатом изобретения является уменьшение трудоемкости и временных затрат и улучшение конфигурации наносимых полос уплотнительного материала. 2 н. и 12 з.п. ф-лы, 9 ил.
1. Устройство для нанесения уплотнительного материала, содержащее крепежный элемент для крепления роботизированного оборудования, выполненный с возможностью прикрепления к роботизированному устройству, крепежный элемент для крепления источника, выполненный с возможностью прикрепления к источнику, содержащему уплотнительный материал, имеющий вязкость больше, чем выбранный порог, выпускную систему, выполненную с возможностью нанесения уплотнительного материала на конструкцию заданным количеством потоков для формирования нанесенного уплотнителя, имеющего необходимую форму, и элемент управления температурой, связанный с выпускной системой и выполненный с возможностью управления температурой уплотнительного материала, протекающего через выпускную систему, для изменения вязкости уплотнительного материала.
2. Устройство по п. 1, в котором выпускная система выполнена с возможностью удержания на расстоянии по меньшей мере 0,5 дюйма (1,27 см) от указанной конструкции во время нанесения на нее уплотнительного материала.
3. Устройство по п. 1, в котором выпускная система выполнена с возможностью удержания на расстоянии по меньшей мере 1,0 дюйма (2,54 см) от указанной конструкции во время нанесения на нее уплотнительного материала.
4. Устройство по п. 2 или 3, в котором роботизированное устройство выполнено с возможностью перемещения выпускной системы относительно указанной конструкции таким образом, что уплотнительный материал оказывается нанесен с необходимым уровнем консистенции и точности.
5. Устройство по любому из пп. 1-3, в котором необходимая форма нанесенного уплотнителя представляет собой полосу материала, имеющего по существу равномерные толщину и ширину вдоль указанной полосы материала.
6. Устройство по любому из пп. 1-3, в котором выпускная система выполнена с возможностью нанесения уплотнительного материала на указанную конструкцию в однопотоковом режиме или многопотоковом режиме с использованием выбранной схемы нанесения.
7. Устройство по любому из пп. 1-3, в котором выпускная система выполнена с возможностью нанесения уплотнительного материала указанным количеством потоков поверх определенного количества отличительных элементов указанной конструкции таким образом, что нанесенный уплотнитель оказывается отвержден для формирования уплотнения поверх указанного определенного количества отличительных элементов, имеющих необходимую форму.
8. Устройство по любому из пп. 1-3, в котором крепежный элемент для крепления роботизированного оборудования, крепежный элемент для крепления источника и выпускная система формируют систему для нанесения уплотнительного материала, причем система для нанесения уплотнительного материала представляет собой концевой исполнительный орган роботизированного устройства.
9. Способ нанесения уплотнительного материала, включающий размещение выпускной системы относительно конструкции с использованием роботизированного устройства, управление температурой уплотнительного материала, протекающего через выпускную систему, для изменения вязкости уплотнительного материала, и нанесение уплотнительного материала заданным количеством потоков на указанную конструкцию с использованием выпускной системы и роботизированного устройства для формирования нанесенного уплотнителя, имеющего необходимую форму, в которой уплотнительный материал имеет вязкость больше, чем выбранный порог.
10. Способ по п. 9, в котором нанесение уплотнительного материала на указанную конструкцию с использованием выпускной системы и роботизированного устройства включает перемещение выпускной системы вдоль указанной конструкции с выпуском уплотнительного материала из выпускной системы с использованием роботизированного устройства для обеспечения нанесения уплотнительного материала с необходимым уровнем консистенции и точности.
11. Способ по п. 9 или 10, в котором размещение выпускной системы относительно указанной конструкции с использованием роботизированного устройства включает размещение выпускной системы относительно указанной конструкции с использованием роботизированного устройства таким образом, что выпускная система удерживается на расстоянии по меньшей мере 0,5 дюйма (1,27 см) от указанной конструкции, перемещение выпускной системы вдоль указанной конструкции с выпуском уплотнительного материала из выпускной системы с использованием роботизированного устройства и поддержание выбранного расстояния по меньшей мере 0,5 дюйма (1,27 см) между указанной конструкцией и концом выпускной системы при перемещении выпускной системы вдоль указанной конструкции с использованием роботизированного устройства.
12. Способ по п. 9 или 10, в котором нанесение уплотнительного материала на указанную конструкцию включает управление определенным количеством параметров выпускной системы во время нанесения уплотнительного материала на указанную конструкцию.
13. Способ по п. 12, в котором управление указанным определенным количеством параметров выпускной системы во время нанесения уплотнительного материала на указанную конструкцию включает управление по меньшей мере одним из следующего: расходом уплотнительного материала, подаваемого дозированным образом, скоростью поступательного перемещения выпускной системы или скоростью вращения выпускной системы.
14. Способ по п. 9 или 10, в котором нанесение уплотнительного материала на указанную конструкцию включает изменение вязкости уплотнительного материала для изменения расхода уплотнительного материала через выпускную систему; и нанесение уплотнительного материала на указанную конструкцию с использованием выпускной системы в однопотоковом режиме или многопотоковом режиме с использованием выбранной схемы нанесения.
| US 6691932 B1, 17.02.2004 | |||
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| Дыхательный клапан | 1977 |
|
SU819473A2 |
| US 5462199 A, 31.10.1995 | |||
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| УСТРОЙСТВО (ВАРИАНТЫ), СПОСОБ И АППЛИКАТОР ДЛЯ НАНЕСЕНИЯ СМАЗКИ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБ | 2003 |
|
RU2320918C2 |

